
A Study on the Optimization of the Conductive Ball Manufacturing Process, Used for Anisotropic Conductive Films


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Reagents and Materials
2.2. Pre-Treatment
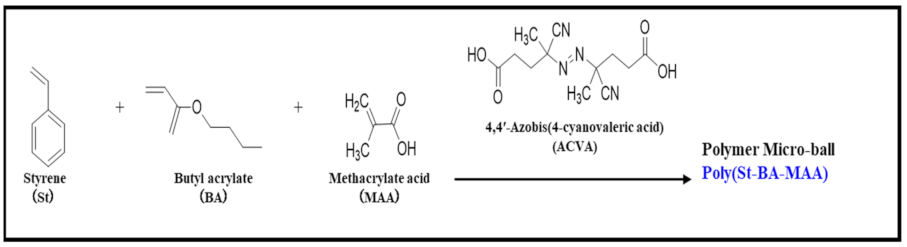
2.3. Synthesis of Poly (Styrene–Butyl Acrylate–Methacrylic Acid) Seed Microspheres
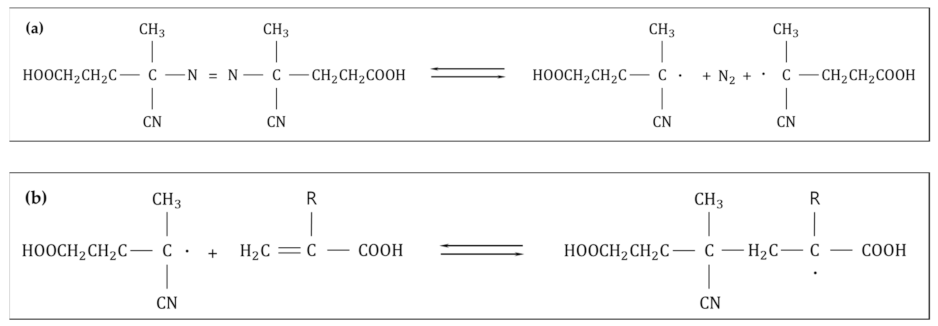
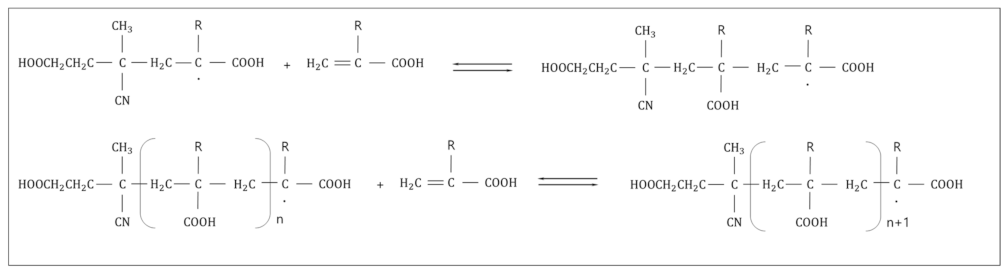
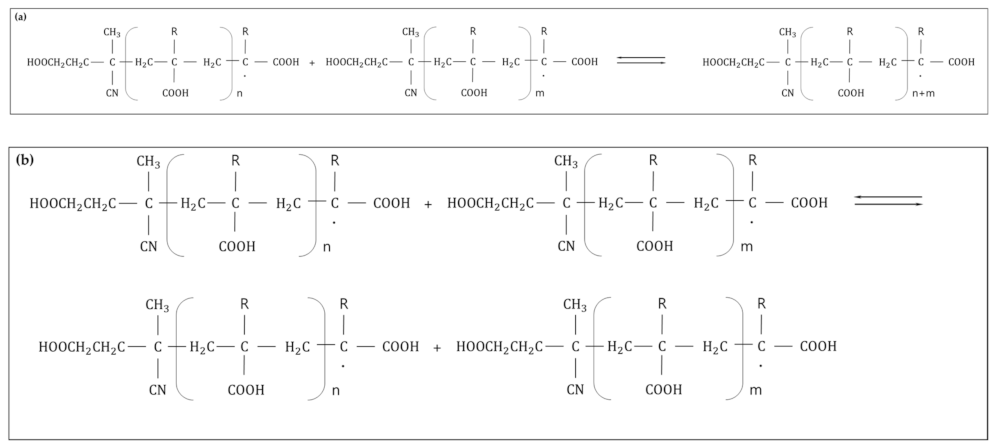
2.4. Radical Polymerization Mechanism
2.5. Measurements
3. Results and Discussion
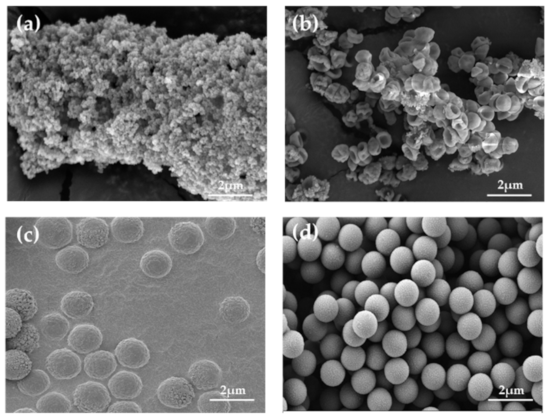
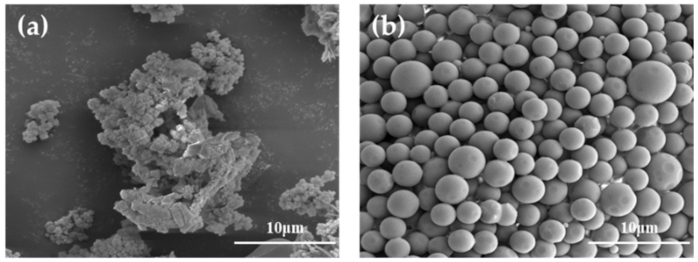
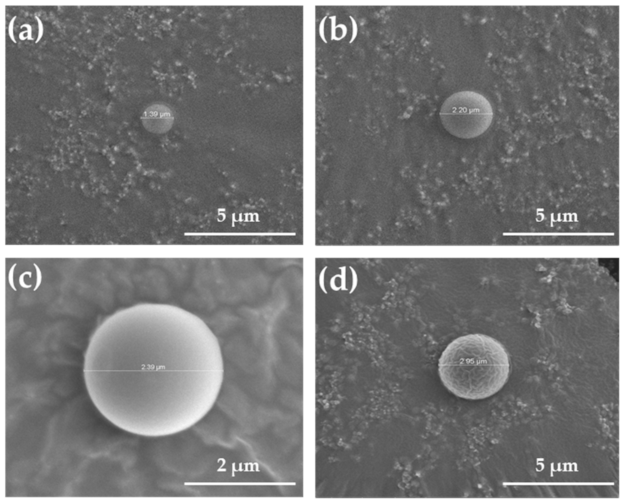
3.1. Factors Affecting Polymer Beads
3.2. Surface Modification and Cleaning of Fabricated Polymer Beads
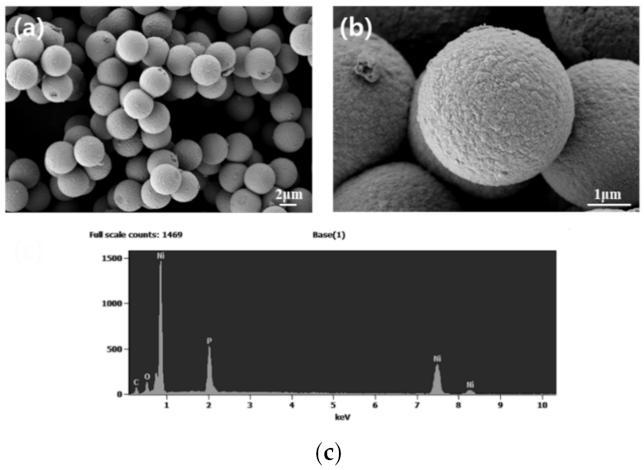
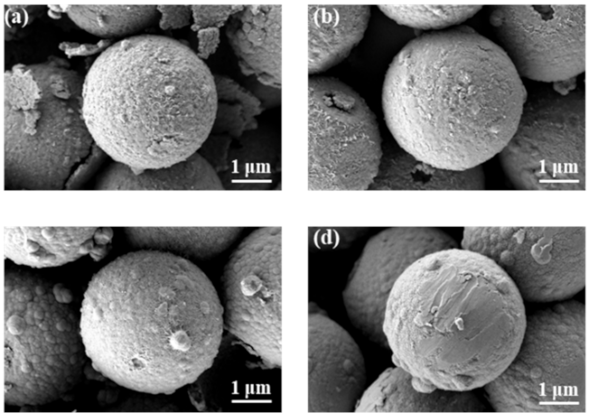
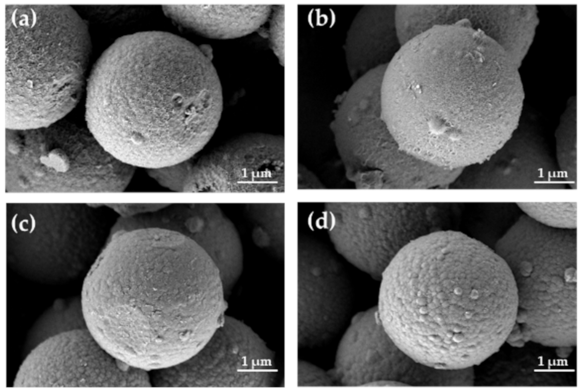
3.3. Optimization of Metal Coating on the Surface of the Fabricated Polymer Bead
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, J.-Y.; Kwon, S.; Ihm, D.W. Reliability and thermodynamic studies of an anisotropic conductive adhesive film (ACAF) prepared from epoxy/rubber resins. J. Mater. Proc. Technol. 2004, 152, 357. [Google Scholar] [CrossRef]
- Liu, G.-J.; Han, P.-S.; Wu, Y.; Li, H.; Zhou, L. The preparation of monodisperse P(St-BA-MAA)@disperse dye microspheres and fabrication of patterned photonic crystals with brilliant structural colors on white substrates. J. Opt. Mater 2019, 98, 109503. [Google Scholar] [CrossRef]
- Hong, S.-J.; Han, J.-I.J. Fabrication of indium tin oxide (ITO) thin film with pre-treated sol coating. Korean Phys. Soc. 2004, 45, 634. [Google Scholar]
- Hong, S.-J.; Kwak, M.-G.; Han, J.-I. Quantum confined Y2O3:Eu3+ nano phosphor fabricated with pre-dissipation treatment. J. Korean Phys. Soc. 2004, 45, 721. [Google Scholar]
- Rao, Y.; Ogitani, S.; Kohl, P.; Wong, C.P. Novel polymer–ceramic nanocomposite based on high dielectric constant epoxy formula for embedded capacitor application. J. Appl. Polym. Sci. 2002, 83, 1084. [Google Scholar] [CrossRef]
- Tolvgard, A.; Malmodin, J.; Liu, J.; Lai, Z. A reliable and environmentally friendly packaging technology-flip chip joining using anisotropically conductive adhesive. In Proceedings of the 3rd International Conference on Adhesives Joining and Coating Technologies in Electronic Manufacturing, Binghamton, NY, USA, 30 September 1998; p. 19. [Google Scholar]
- Lee, M.-J.; Hong, S.-J.; Han, J.-I. Development of New Method to Fabricate a Conductive Ball for an Anisotropic Conductive Film. Korean phys. Soc. 2006, 49, 1300. [Google Scholar]
- Yim, M.-J.; Paik, K.-W. Design and understanding of anisotropic conductive films (ACF’s) for LCD packaging. IEEE Trans. Compon. Packag. Manuf. Technol. Part A 1998, 21, 226–234. [Google Scholar]
- Yim, M.-J.; Paik, K.-W. Recent advances on anisotropic conductive adhesives (ACAs) for flat panel displays and semiconductor packaging applications. Int. J. Adhes. Adhes. 2006, 26, 304–313. [Google Scholar] [CrossRef]
- Yin, X.; Hong, L.; Chen, B.-H.; Ko, T.-M. Modeling the stability of electroless plating bath-difuusion of nickel colloidal particles from the plating frontier. J. Colloid Interface Sci. 2003, 262, 89. [Google Scholar] [CrossRef]
- Deuis, R.L.; Subramanian, C.; Yellup, J.M.; Strafford, K.N.; Arora, P. Study of electroless nickel plating of ceramic particles. Scr. Metall. Mater. 1995, 33, 1217. [Google Scholar] [CrossRef]
- Xu, L.; Liao, J.; Huang, L.; Gu, N.; Zhang, H.; Liu, J. Pendant thiol groups-attached PD(II) for initiating metal depositon. J. Appl. Surf. Sci. 2003, 211, 184. [Google Scholar] [CrossRef]
- Suk, K.-L.; Chung, C.-K.; Paik, K.-W. Nanofiber anisotropic conductive adhesives (ACAs) for ultra fine pitch chip-on-film (COF) packaging. In Proceedings of the IEEE 61st ECTC, Lake Buena Vista, FL, USA, 31 May–3 June 2011; pp. 656–660. [Google Scholar]
- Sheng, J.; Jeong, H.-J.; Han, K.-L.; Hong, T.H.; Park, J.-S. Review of recent advances in flexible oxide semiconductor thin-film transistors. J. Inf. Disp. 2017, 18, 159–172. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, S.; Lin, T.; Zhang, P.; He, P.; Paik, K.-W. Highly mechanical and high-temperature properties of Cu–Cu joints using citrate-coated nanosized Ag paste in air. Prog. Nat. Sci. 2021, 31, 129–140. [Google Scholar] [CrossRef]
- Jeong, E.G.; Kwon, J.H.; Kang, K.S.; Jeong, S.Y.; Choi, K.C. A review of highly reliable flexible encapsulation technologies towards rollable and foldable OLEDs. J. Inf. Disp. 2020, 21, 19–32. [Google Scholar] [CrossRef]
- Vijayaraghavan, R.; Pringle, J.M.; MacFarlane, D.R. Anionic polymerization of styrene in ionic liquids. Eur. Polym. J. 2008, 44, 1758–1762. [Google Scholar] [CrossRef]
- Song, S.-J.; Koh, Y.-S. Effect of Polymerization Condition on Atom Transfer Radical Copolymerization Behaviors of Styrene with Methyl Acrylate. Korean Chem. Eng. Res. 2011, 49, 676–680. [Google Scholar] [CrossRef]
- So, I.-S.; Kim, J.-S. Poly (styrene-co-methacrylic acid-co-styrenesulfonic acid) copolymer synthesis. In Proceedings of the Korean Polymer Society Conference, Jeju, Korea, 6–8 October 2014; p. 111. [Google Scholar]
















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, J.-K.; Kim, Y.-G.; Han, K.-Y. A Study on the Optimization of the Conductive Ball Manufacturing Process, Used for Anisotropic Conductive Films. Electron. Mater. 2022, 3, 252-262. https://doi.org/10.3390/electronicmat3030021
Choi J-K, Kim Y-G, Han K-Y. A Study on the Optimization of the Conductive Ball Manufacturing Process, Used for Anisotropic Conductive Films. Electronic Materials. 2022; 3(3):252-262. https://doi.org/10.3390/electronicmat3030021
Chicago/Turabian StyleChoi, Jong-Keun, Young-Gyun Kim, and Kwan-Young Han. 2022. "A Study on the Optimization of the Conductive Ball Manufacturing Process, Used for Anisotropic Conductive Films" Electronic Materials 3, no. 3: 252-262. https://doi.org/10.3390/electronicmat3030021