
Machine Learning-Assisted Characterization of Pore-Induced Variability in Mechanical Response of Additively Manufactured Components

Abstract
:1. Introduction
2. Methods
2.1. Finite Element Model
2.2. Automatic Dataset Generation
2.3. Structure of the ANN
3. Results and Discussions
3.1. Finite Element Simulation Results and Validation
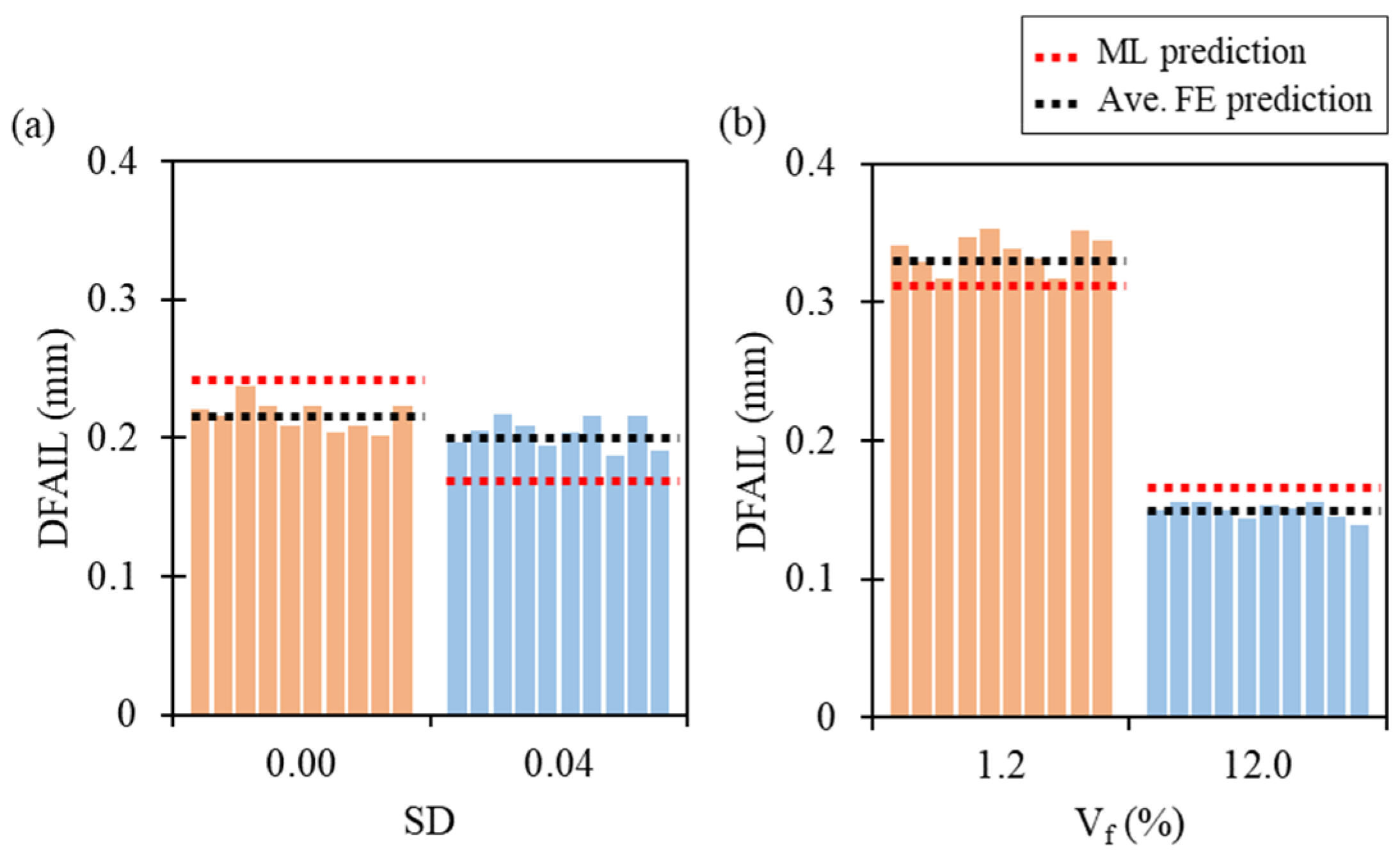
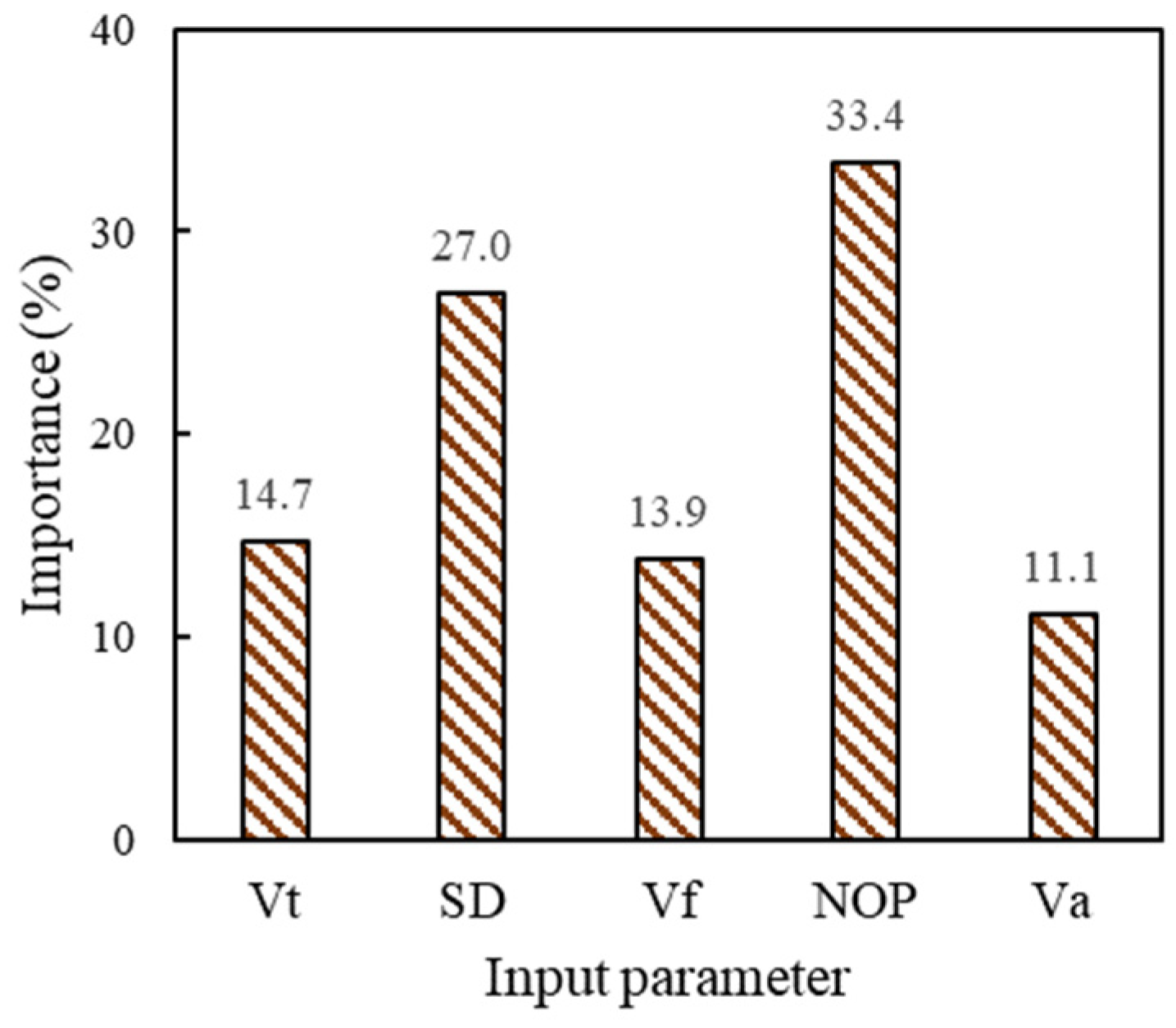
3.2. Artificial Neural Network Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yuan, L.; Ding, S.; Wen, C. Additive Manufacturing Technology for Porous Metal Implant Applications and Triple Minimal Surface Structures: A Review. Bioact. Mater. 2019, 4, 56–70. [Google Scholar] [CrossRef] [PubMed]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in Additive Manufacturing: A Review of Their Microstructure and Properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Askari, M.; Hutchins, D.A.; Thomas, P.J.; Astolfi, L.; Watson, R.L.; Abdi, M.; Ricci, M.; Laureti, S.; Nie, L.; Freear, S.; et al. Additive Manufacturing of Metamaterials: A Review. Addit. Manuf. 2020, 36, 101562. [Google Scholar] [CrossRef]
- Deckers, J.; Vleugels, J.; Kruth, J.P. Additive Manufacturing of Ceramics: A Review. J. Ceram. Sci. Technol. 2014, 5, 245–260. [Google Scholar] [CrossRef]
- Cottam, R.; Palanisamy, S.; Avdeev, M.; Jarvis, T.; Henry, C.; Cuiuri, D.; Balogh, L.; Abdul, R.; Rashid, R. Diffraction Line Profile Analysis of 3D Wedge Samples of Ti-6Al-4V Fabricated Using Four Different Additive Manufacturing Processes. Metals 2017, 9, 60. [Google Scholar] [CrossRef]
- Rashid, R.; Masood, S.; Ruan, D.; Palanisamy, S.; Huang, X.; Rahman Rashid, R.A. Design Optimization and Finite Element Model Validation of LPBF-Printed Lattice-Structured Beams. Metals 2023, 13, 184. [Google Scholar] [CrossRef]
- Mostafaei, A.; Zhao, C.; He, Y.; Reza Ghiaasiaan, S.; Shi, B.; Shao, S.; Shamsaei, N.; Wu, Z.; Kouraytem, N.; Sun, T.; et al. Defects and Anomalies in Powder Bed Fusion Metal Additive Manufacturing. Curr. Opin. Solid State Mater. Sci. 2022, 26, 100974. [Google Scholar] [CrossRef]
- Smith, T.R.; Sugar, J.D.; Schoenung, J.M.; San Marchi, C. Relationship between Manufacturing Defects and Fatigue Properties of Additive Manufactured Austenitic Stainless Steel. Mater. Sci. Eng. A 2019, 765, 138268. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A.; Phan, N. Defect Characteristics and Analysis of Their Variability in Metal L-PBF Additive Manufacturing. Mater. Des. 2019, 182, 108091. [Google Scholar] [CrossRef]
- Honarvar, F.; Varvani-Farahani, A. A Review of Ultrasonic Testing Applications in Additive Manufacturing: Defect Evaluation, Material Characterization, and Process Control. Ultrasonics 2020, 108, 106227. [Google Scholar] [CrossRef]
- du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Effects of Defects on Mechanical Properties in Metal Additive Manufacturing: A Review Focusing on X-ray Tomography Insights. Mater. Des. 2020, 187, 108385. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A Review of the Wire Arc Additive Manufacturing of Metals: Properties, Defects and Quality Improvement. J. Manuf. Process 2018, 35, 127–139. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- du Plessis, A. Effects of Process Parameters on Porosity in Laser Powder Bed Fusion Revealed by X-ray Tomography. Addit. Manuf. 2019, 30, 100871. [Google Scholar] [CrossRef]
- Sola, A.; Nouri, A. Microstructural Porosity in Additive Manufacturing: The Formation and Detection of Pores in Metal Parts Fabricated by Powder Bed Fusion. J. Adv. Manuf. Process 2019, 1, e10021. [Google Scholar] [CrossRef]
- Malekipour, E.; El-Mounayri, H. Common Defects and Contributing Parameters in Powder Bed Fusion AM Process and Their Classification for Online Monitoring and Control: A Review. Int. J. Adv. Manuf. Technol. 2017, 95, 527–550. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Janaki Ram, G.D.; Starr, T.; Stucker, B. Influence of Defects on Mechanical Properties of Ti–6Al–4 V Components Produced by Selective Laser Melting and Electron Beam Melting. Mater. Des. 2015, 86, 545–554. [Google Scholar] [CrossRef]
- Biswal, R.; Syed, A.K.; Zhang, X. Assessment of the Effect of Isolated Porosity Defects on the Fatigue Performance of Additive Manufactured Titanium Alloy. Addit. Manuf. 2018, 23, 433–442. [Google Scholar] [CrossRef]
- Teng, C.; Pal, D.; Gong, H.; Zeng, K.; Briggs, K.; Patil, N.; Stucker, B. A Review of Defect Modeling in Laser Material Processing. Addit. Manuf. 2017, 14, 137–147. [Google Scholar] [CrossRef]
- Afroz, L.; Inverarity, S.B.; Qian, M.; Easton, M.; Das, R. Analysing the Effect of Defects on Stress Concentration and Fatigue Life of L-PBF AlSi10Mg Alloy Using Finite Element Modelling. Prog. Addit. Manuf. 2023, 2023, 1–19. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of Keyhole-Mode Laser Melting in Laser Powder-Bed Fusion Additive Manufacturing. J. Mater. Process Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Bayat, M.; Mohanty, S.; Hattel, J.H. Multiphysics Modelling of Lack-of-Fusion Voids Formation and Evolution in IN718 Made by Multi-Track/Multi-Layer L-PBF. Int. J. Heat Mass Transf. 2019, 139, 95–114. [Google Scholar] [CrossRef]
- Laleh, M.; Hughes, A.E.; Yang, S.; Li, J.; Xu, W.; Gibson, I.; Tan, M.Y. Two and Three-Dimensional Characterisation of Localised Corrosion Affected by Lack-of-Fusion Pores in 316L Stainless Steel Produced by Selective Laser Melting. Corros. Sci. 2020, 165, 108394. [Google Scholar] [CrossRef]
- Shrestha, S.; Chou, K. Formation of Keyhole and Lack of Fusion Pores during the Laser Powder Bed Fusion Process. Manuf. Lett. 2022, 32, 19–23. [Google Scholar] [CrossRef]
- Chen, G.; Zhou, Q.; Zhao, S.Y.; Yin, J.O.; Tan, P.; Li, Z.F.; Ge, Y.; Wang, J.; Tang, H.P. A Pore Morphological Study of Gas-Atomized Ti-6Al-4V Powders by Scanning Electron Microscopy and Synchrotron X-ray Computed Tomography. Powder Technol. 2018, 330, 425–430. [Google Scholar] [CrossRef]
- Chen, G.; Zhao, S.Y.; Tan, P.; Wang, J.; Xiang, C.S.; Tang, H.P. A Comparative Study of Ti-6Al-4V Powders for Additive Manufacturing by Gas Atomization, Plasma Rotating Electrode Process and Plasma Atomization. Powder Technol. 2018, 333, 38–46. [Google Scholar] [CrossRef]
- Li, E.; Zhou, Z.; Wang, L.; Zou, R.; Yu, A. Numerical Studies of Melt Pool and Gas Bubble Dynamics in Laser Powder Bed Fusion Process. Addit. Manuf. 2022, 56, 102913. [Google Scholar] [CrossRef]
- Guo, Z.; Zhou, C. Recent Advances in Ink-Based Additive Manufacturing for Porous Structures. Addit. Manuf. 2021, 48, 102405. [Google Scholar] [CrossRef]
- Ghamarian, I.; Ball, S.; Ghayoor, M.; Pasebani, S.; Tabei, A. Statistical Analysis of Spatial Distribution of Pores in Metal Additive Manufacturing. Addit. Manuf. 2021, 47, 102264. [Google Scholar] [CrossRef]
- D’Accardi, E.; Ulbricht, A.; Krankenhagen, R.; Palumbo, D.; Galietti, U. Capability of Active Thermography to Detect and Localize Pores in Metal Additive Manufacturing Materials. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1038, 012018. [Google Scholar] [CrossRef]
- Kan, W.H.; Chiu, L.N.S.; Lim, C.V.S.; Zhu, Y.; Tian, Y.; Jiang, D.; Huang, A. A Critical Review on the Effects of Process-Induced Porosity on the Mechanical Properties of Alloys Fabricated by Laser Powder Bed Fusion. J. Mater. Sci. 2022, 57, 9818–9865. [Google Scholar] [CrossRef]
- Al-Maharma, A.Y.; Patil, S.P.; Markert, B. Effects of Porosity on the Mechanical Properties of Additively Manufactured Components: A Critical Review. Mater. Res. Express 2020, 7, 122001. [Google Scholar] [CrossRef]
- Fadida, R.; Shirizly, A.; Rittel, D. Static and Dynamic Shear-Compression Response of Additively Manufactured Ti6Al4V Specimens with Embedded Voids. Mech. Mater. 2020, 147, 103413. [Google Scholar] [CrossRef]
- Lu, T.; Liu, C.; Li, Z.; Wu, Q.; Wang, J.; Xu, T.; Liu, J.; Wang, H.; Ma, S. Hot-Wire Arc Additive Manufacturing Ti–6.5Al–2Zr–1Mo–1V Titanium Alloy: Pore Characterization, Microstructural Evolution, and Mechanical Properties. J. Alloys Compd. 2020, 817, 153334. [Google Scholar] [CrossRef]
- Choren, J.A.; Heinrich, S.M.; Silver-Thorn, M.B. Young’s Modulus and Volume Porosity Relationships for Additive Manufacturing Applications. J. Mater. Sci. 2013, 48, 5103–5112. [Google Scholar] [CrossRef]
- Kim, F.H.; Moylan, S.P.; Garboczi, E.J.; Slotwinski, J.A. Investigation of Pore Structure in Cobalt Chrome Additively Manufactured Parts Using X-ray Computed Tomography and Three-Dimensional Image Analysis. Addit. Manuf. 2017, 17, 23–38. [Google Scholar] [CrossRef] [PubMed]
- Wilson-Heid, A.E.; Novak, T.C.; Beese, A.M. Characterization of the Effects of Internal Pores on Tensile Properties of Additively Manufactured Austenitic Stainless Steel 316L. Exp. Mech. 2019, 59, 793–804. [Google Scholar] [CrossRef]
- Kotzem, D.; Kleszczynski, S.; Stern, F.; Elspaß, A.; Tenkamp, J.; Witt, G.; Walther, F. Impact of Single Structural Voids on Fatigue Properties of AISI 316L Manufactured by Laser Powder Bed Fusion. Int. J. Fatigue 2021, 148, 106207. [Google Scholar] [CrossRef]
- Fadida, R.; Shirizly, A.; Rittel, D. The Static and Dynamic Shear-Tension Mechanical Response of AM Ti6Al4V Containing Spherical and Prolate Voids. Int. J. Eng. Sci. 2019, 141, 1–15. [Google Scholar] [CrossRef]
- Fadida, R.; Shirizly, A.; Rittel, D. Dynamic Tensile Response of Additively Manufactured Ti6Al4V with Embedded Spherical Pores. J. Appl. Mech. Trans. ASME 2018, 85, 041004. [Google Scholar] [CrossRef]
- Fadida, R.; Rittel, D.; Shirizly, A. Dynamic Mechanical Behavior of Additively Manufactured Ti6Al4V with Controlled Voids. J. Appl. Mech. Trans. ASME 2015, 82, 041004. [Google Scholar] [CrossRef]
- Meng, L.X.; Ben, D.D.; Yang, H.J.; Ji, H.B.; Lian, D.L.; Zhu, Y.K.; Chen, J.; Yi, J.L.; Wang, L.; Yang, J.B.; et al. Effects of Embedded Spherical Pore on the Tensile Properties of a Selective Laser Melted Ti6Al4V Alloy. Mater. Sci. Eng. A 2021, 815, 141254. [Google Scholar] [CrossRef]
- Hastie, J.C.; Koelblin, J.; Kartal, M.E.; Attallah, M.M.; Martinez, R. Evolution of Internal Pores within AlSi10Mg Manufactured by Laser Powder Bed Fusion under Tension: As-Built and Heat Treated Conditions. Mater. Des. 2021, 204, 109645. [Google Scholar] [CrossRef]
- Chan, H.; Cherukara, M.; Loeffler, T.D.; Narayanan, B.; Sankaranarayanan, S.K.R.S. Machine Learning Enabled Autonomous Microstructural Characterization in 3D Samples. NPJ Comput. Mater. 2020, 6, 1–9. [Google Scholar] [CrossRef]
- Nalajam, P.K.; Ramesh, V. Microstructural Porosity Segmentation Using Machine Learning Techniques in Wire-Based Direct Energy Deposition of AA6061. Micron 2021, 151, 103161. [Google Scholar] [CrossRef] [PubMed]
- Rezasefat, M.; Giglio, M.; Manes, A. Numerical Investigation of the Effect of Open Holes on the Impact Response of CFRP Laminates. Appl. Compos. Mater. 2022, 2022, 1555–1578. [Google Scholar] [CrossRef]
- Rezasefat, M.; Beligni, A.; Sbarufatti, C.; Amico, S.C.; Manes, A. Experimental and Numerical Study of the Influence of Pre-Existing Impact Damage on the Low-Velocity Impact Response of CFRP Panels. Materials 2023, 16, 914. [Google Scholar] [CrossRef]
- Fulginiti, F.; Rezasefat, M.; Xavier da Silva, A.; Amico, S.C.; Giglio, M.; Manes, A. Experimental and Numerical Studies on the Repeated Low-Velocity Impact Response and Damage Accumulation in Woven S2-Glass Fibre/Epoxy Composites. Adv. Compos. Mater. 2023, 32, 916–941. [Google Scholar] [CrossRef]
- Rezasefat, M.; Hogan, J.D. A Finite Element-Convolutional Neural Network Model (FE-CNN) for Stress Field Analysis around Arbitrary Inclusions. Mach. Learn. Sci. Technol. 2024, 4, 045052. [Google Scholar] [CrossRef]
- Zhang, X.; Saniie, J.; Heifetz, A. Detection of Defects in Additively Manufactured Stainless Steel 316L with Compact Infrared Camera and Machine Learning Algorithms. JOM 2020, 72, 4244–4253. [Google Scholar] [CrossRef]
- Parsazadeh, M.; Wu, D.; Sharma, S.; Joshi, S.S.; Pantawane, M.V.; Dahotre, N. A New Data-Driven Framework for Prediction of Molten Pool Evolution and Lack of Fusion Defects in Multi-Track Multi-Layer Laser Powder Bed Fusion Processes. Int. J. Adv. Manuf. Technol. 2023, 124, 2493–2513. [Google Scholar] [CrossRef]
- Hu, E.; Seetoh, I.P.; Lai, C.Q. Machine Learning Assisted Investigation of Defect Influence on the Mechanical Properties of Additively Manufactured Architected Materials. Int. J. Mech. Sci. 2022, 221, 107190. [Google Scholar] [CrossRef]
- Machado, J.M.; Tavares, J.M.R.S.; Camanho, P.P.; Correia, N. Automatic Void Content Assessment of Composite Laminates Using a Machine-Learning Approach. Compos. Struct. 2022, 288, 115383. [Google Scholar] [CrossRef]
- Shen, W.Q.; Cao, Y.J.; Shao, J.F.; Liu, Z.B. Prediction of Plastic Yield Surface for Porous Materials by a Machine Learning Approach. Mater. Today Commun. 2020, 25, 101477. [Google Scholar] [CrossRef]
- Rittel, D.; Lee, S.; Ravichandran, G. A Shear-Compression Specimen for Large Strain Testing. Exp. Mech. 2002, 42, 58–64. [Google Scholar] [CrossRef]
- Rezasefat, M.; Mirzababaie Mostofi, T.; Ozbakkaloglu, T. Repeated Localized Impulsive Loading on Monolithic and Multi-Layered Metallic Plates. Thin-Walled Struct. 2019, 144, 106332. [Google Scholar] [CrossRef]
- Rezasefat, M.; Mirzababaie Mostofi, T.; Babaei, H.; Ziya-Shamami, M.; Alitavoli, M. Dynamic Plastic Response of Double-Layered Circular Metallic Plates Due to Localized Impulsive Loading. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 1449–1471. [Google Scholar] [CrossRef]
- Ni, Y.; Wang, Z.; Bai, H.; Zeng, Q.; Liao, H.; Wu, W. Investigations of the Failure Mode for Additive Manufactured Interlocked Interface Structure Based on X-ray CT Image Guided Finite Element Analysis and Experimental Comparisons. Eng. Fract. Mech. 2023, 284, 109220. [Google Scholar] [CrossRef]
- Rezasefat, M.; Mostafavi, Y.; Ma, D.; Manes, A. A Hybrid Micro-Macro Mechanical Damage Model to Consider the Influence of Resin-Rich Zones on the Transverse Tensile Behaviour of Unidirectional Composites. Compos. Struct. 2023, 308, 116714. [Google Scholar] [CrossRef]
- Rezasefat, M.; Amico, S.C.; Giglio, M.; Manes, A. A Numerical Study on the Influence of Strain Rate in Finite-Discrete Element Simulation of the Perforation Behaviour of Woven Composites. Polymers 2022, 14, 4279. [Google Scholar] [CrossRef]
- Rezasefat, M.; Gonzalez-Jimenez, A.; Giglio, M.; Manes, A. An Evaluation of Cuntze and Puck Inter Fibre Failure Criteria in Simulation of Thin CFRP Plates Subjected to Low Velocity Impact. Compos. Struct. 2021, 278, 114654. [Google Scholar] [CrossRef]
- Rezasefat, M.; Gonzalez-Jimenez, A.; Giglio, M.; Manes, A. Numerical Study on the Dynamic Progressive Failure Due to Low-Velocity Repeated Impacts in Thin CFRP Laminated Composite Plates. Thin-Walled Struct. 2021, 167, 108220. [Google Scholar] [CrossRef]
- ABAQUS 2016 Documentation. ABAQUS Theory Manual. 2017. Available online: http://130.149.89.49:2080/v2016/index.html (accessed on 14 December 2023).
- Ma, D.; Liang, Z.; Liu, Y.; Jiang, Z.; Liu, Z.; Zhou, L.; Tang, L. Mesoscale Modeling of Epoxy Polymer Concrete under Tension or Bending. Compos. Struct. 2021, 256, 113079. [Google Scholar] [CrossRef]
- Wang, Z.M.; Kwan, A.K.H.; Chan, H.C. Mesoscopic Study of Concrete I: Generation of Random Aggregate Structure and Finite Element Mesh. Comput. Struct. 1999, 70, 533–544. [Google Scholar] [CrossRef]
- Goodfellow, I.; Bengio, Y.; Courville, A. Deep Learning; MIT Press: Cambridge, MA, USA, 2016; ISBN 9780262035613. [Google Scholar]
- Higham, D.; Higham, N. MATLAB Guide; 2016; ISBN 0883854503. Available online: https://epubs.siam.org/doi/pdf/10.1137/1.9781611974669.fm (accessed on 14 December 2023).
- Hou, Z.; Guertler, C.A.; Okamoto, R.J.; Chen, H.; Garbow, J.R.; Kamilov, U.S.; Bayly, P.V. Estimation of the Mechanical Properties of a Transversely Isotropic Material from Shear Wave Fields via Artificial Neural Networks. J. Mech. Behav. Biomed. Mater. 2022, 126, 105046. [Google Scholar] [CrossRef] [PubMed]
- Rasamoelina, A.D.; Adjailia, F.; Sincak, P. A Review of Activation Function for Artificial Neural Network. In Proceedings of the SAMI 2020—IEEE 18th World Symposium on Applied Machine Intelligence and Informatics, Herlany, Slovakia, 23–25 January 2020; pp. 281–286. [Google Scholar] [CrossRef]
- Mercioni, M.A.; Holban, S. The Most Used Activation Functions: Classic Versus Current. In Proceedings of the 2020 15th International Conference on Development and Application Systems, DAS 2020—Proceedings. Suceava, Romania, 21–23 May 2020; pp. 141–145. [Google Scholar] [CrossRef]
- Olden, J.D.; Joy, M.K.; Death, R.G. An Accurate Comparison of Methods for Quantifying Variable Importance in Artificial Neural Networks Using Simulated Data. Ecol. Modell. 2004, 178, 389–397. [Google Scholar] [CrossRef]
- Maleki, E.; Bagherifard, S.; Guagliano, M. Correlation of Residual Stress, Hardness and Surface Roughness with Crack Initiation and Fatigue Strength of Surface Treated Additive Manufactured AlSi10Mg: Experimental and Machine Learning Approaches. J. Mater. Res. Technol. 2023, 24, 3265–3283. [Google Scholar] [CrossRef]
- Xiao, Y.; Niordson, C.F.; Nielsen, K.L. Void Size, Shape, and Orientation Effects in Shear-Dominated Void Coalescence across Scales. Eng. Fract. Mech. 2023, 279, 109045. [Google Scholar] [CrossRef]
- Laursen, C.M.; DeJong, S.A.; Dickens, S.M.; Exil, A.N.; Susan, D.F.; Carroll, J.D. Relationship between Ductility and the Porosity of Additively Manufactured AlSi10Mg. Mater. Sci. Eng. A 2020, 795, 139922. [Google Scholar] [CrossRef]
- Kumar, P.; Chandran, K.S.R. Strength–Ductility Property Maps of Powder Metallurgy (PM) Ti-6Al-4V Alloy: A Critical Review of Processing-Structure-Property Relationships. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 2301–2319. [Google Scholar] [CrossRef]
- Benson, D.J. An Analysis of Void Distribution Effects on the Dynamic Growth and Coalescence of Voids in Ductile Metals. J. Mech. Phys. Solids 1993, 41, 1285–1308. [Google Scholar] [CrossRef]
- Needleman, A.; Kushner, A.S. An Analysis of Void Distribution Effects on Plastic Flow in Porous Solids. Eur. J. Mech. A Solids 1990, 9, 193–206. [Google Scholar]
- Gopal, S.; Patro, K.; Kumar Sahu, K. Normalization: A Preprocessing Stage. IARJSET 2015, 20–22. [Google Scholar] [CrossRef]
- Cadet, C.; Besson, J.; Flouriot, S.; Forest, S.; Kerfriden, P.; de Rancourt, V. Ductile Fracture of Materials with Randomly Distributed Voids. Int. J. Fract. 2021, 230, 193–223. [Google Scholar] [CrossRef]
- Nielsen, K.L.; Dahl, J.; Tvergaard, V. Collapse and Coalescence of Spherical Voids Subject to Intense Shearing: Studied in Full 3D. Int. J. Fract. 2012, 177, 97–108. [Google Scholar] [CrossRef]
- O’Shea, K.; Nash, R. An Introduction to Convolutional Neural Networks. Int. J. Res. Appl. Sci. Eng. Technol. 2015, 10, 943–947. [Google Scholar] [CrossRef]
- Cecen, A.; Dai, H.; Yabansu, Y.C.; Kalidindi, S.R.; Song, L. Material Structure-Property Linkages Using Three-Dimensional Convolutional Neural Networks. Acta Mater. 2018, 146, 76–84. [Google Scholar] [CrossRef]
- Gupta, A.; Cecen, A.; Goyal, S.; Singh, A.K.; Kalidindi, S.R. Structure–Property Linkages Using a Data Science Approach: Application to a Non-Metallic Inclusion/Steel Composite System. Acta Mater. 2015, 91, 239–254. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimension | Value (mm) | Dimension | Value (mm) |
|---|---|---|---|
| h | 20 | t1 | 3 |
| d | 10 | t2 | 1.6 |
| r | 1.5 | θ | 45° |
| L | 4 | φ2 | 0.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rezasefat, M.; Hogan, J.D. Machine Learning-Assisted Characterization of Pore-Induced Variability in Mechanical Response of Additively Manufactured Components. Modelling 2024, 5, 1-15. https://doi.org/10.3390/modelling5010001
Rezasefat M, Hogan JD. Machine Learning-Assisted Characterization of Pore-Induced Variability in Mechanical Response of Additively Manufactured Components. Modelling. 2024; 5(1):1-15. https://doi.org/10.3390/modelling5010001
Chicago/Turabian StyleRezasefat, Mohammad, and James D. Hogan. 2024. "Machine Learning-Assisted Characterization of Pore-Induced Variability in Mechanical Response of Additively Manufactured Components" Modelling 5, no. 1: 1-15. https://doi.org/10.3390/modelling5010001