
The Effect of Cellulose Fibre Length on the Efficiency of an Intumescent Flame Retardant System in Poly(lactic acid)


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Flame Retardant Treatment of the Cellulose Fibres
2.3. Preparation of Flame-Retarded PLA Composites
2.3.1. Preparation of Composites
2.3.2. Sample Moulding
2.4. Characterisation
2.4.1. FTIR Spectroscopy
2.4.2. Scanning Electron Microscopy
2.4.3. Thermogravimetric Analysis
2.4.4. Limiting Oxygen Index
2.4.5. UL-94
2.4.6. Mass Loss Calorimetry (MLC)
2.4.7. Raman Spectroscopy
3. Results and Discussion
3.1. Investigation of the Effect of Fibre Quantity
3.1.1. TGA Results of the Fibre Quantity Experiment
3.1.2. Limiting Oxygen Index Values of the Composite Samples
3.1.3. Mass Loss Calorimetry Results
3.2. Characterisation of the Cellulose Fibres
3.2.1. SEM Analysis
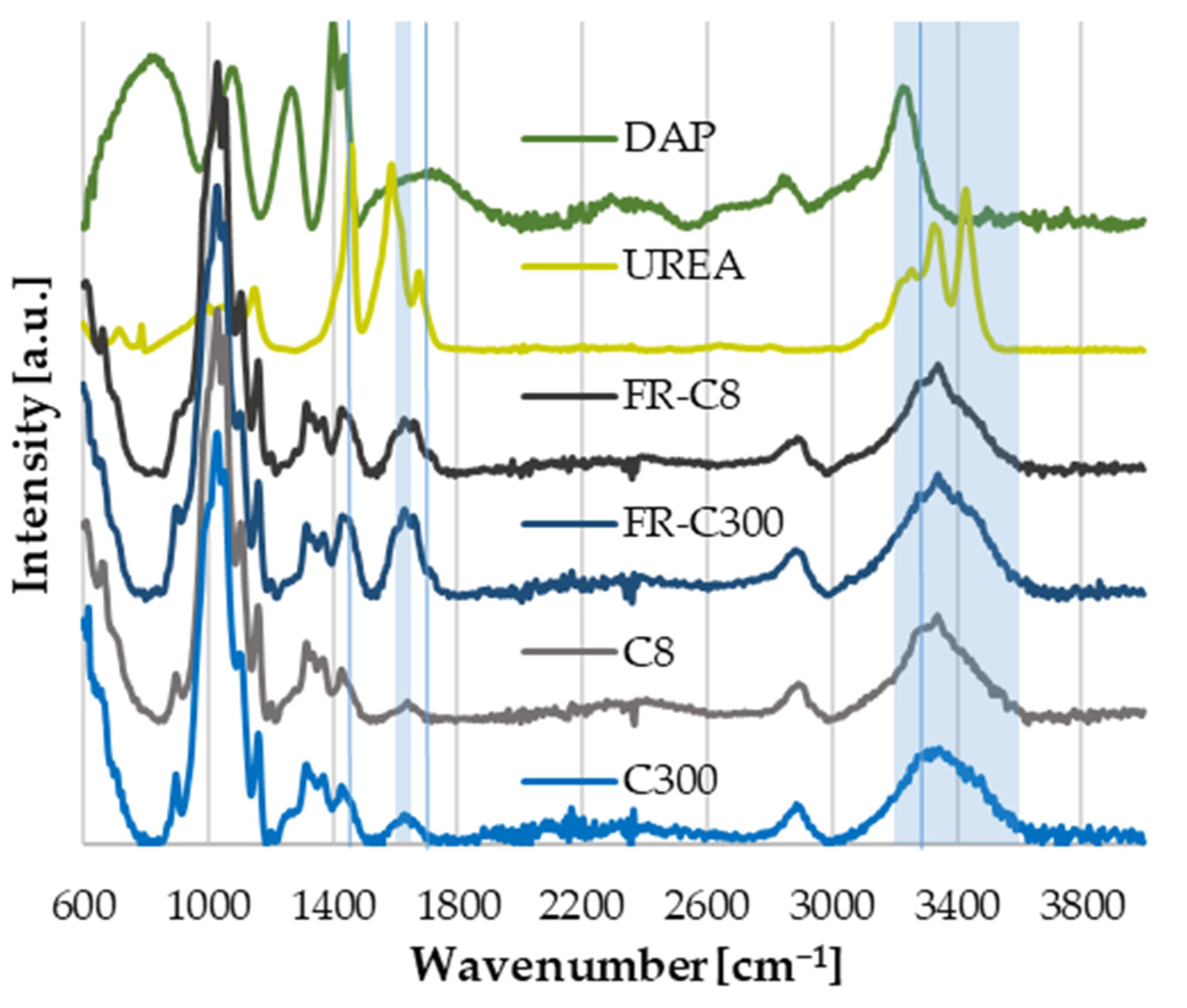
3.2.2. FTIR Analysis
3.2.3. TGA Curves of the Cellulose Fibres
3.3. Investigation of the Effect of Cellulose Fibre Length
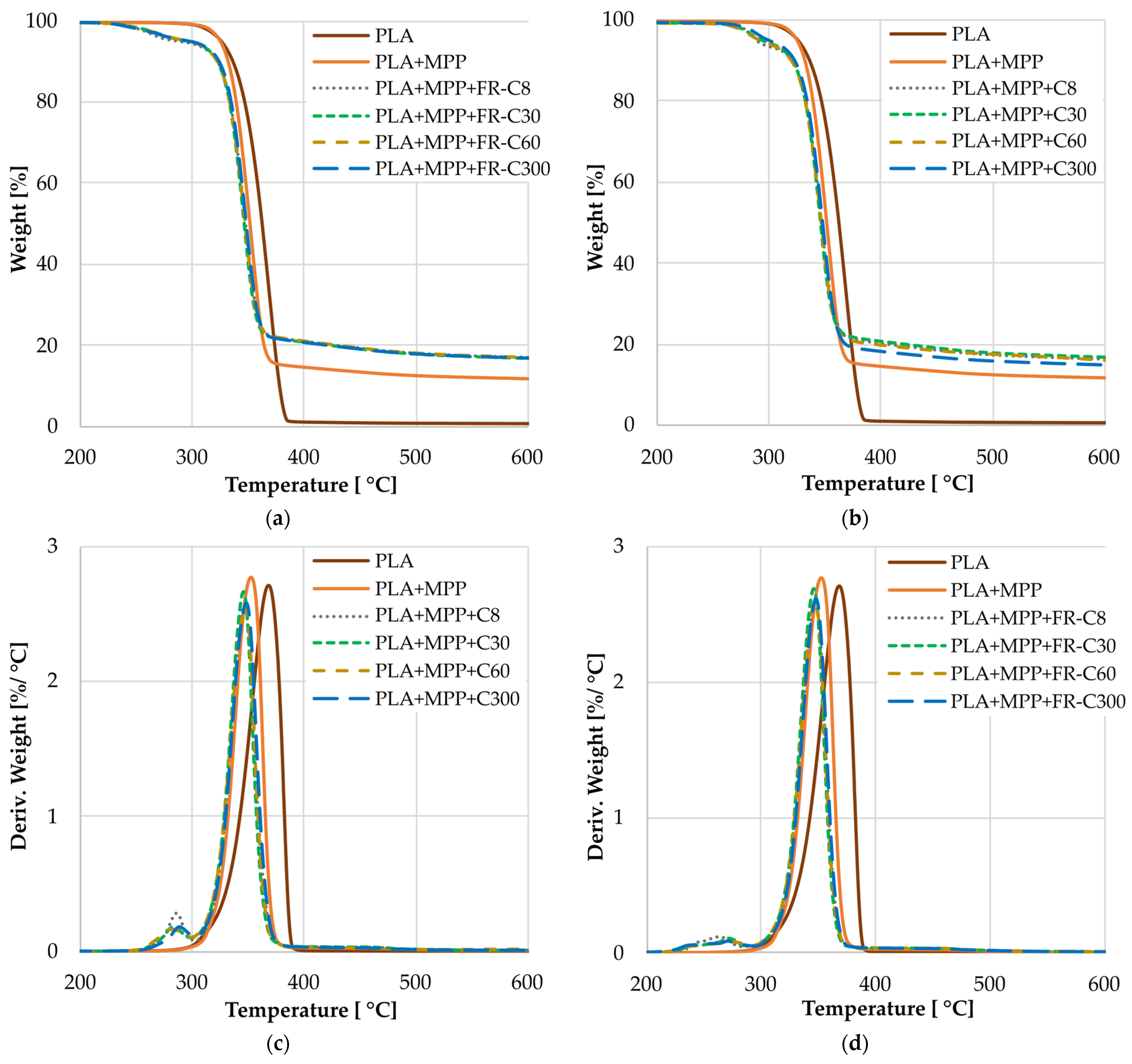
3.3.1. TGA of the PLA Composites with Different Cellulose Fibre Length
3.3.2. LOI and UL94 of the PLA Composites with Different Cellulose Fibre Length
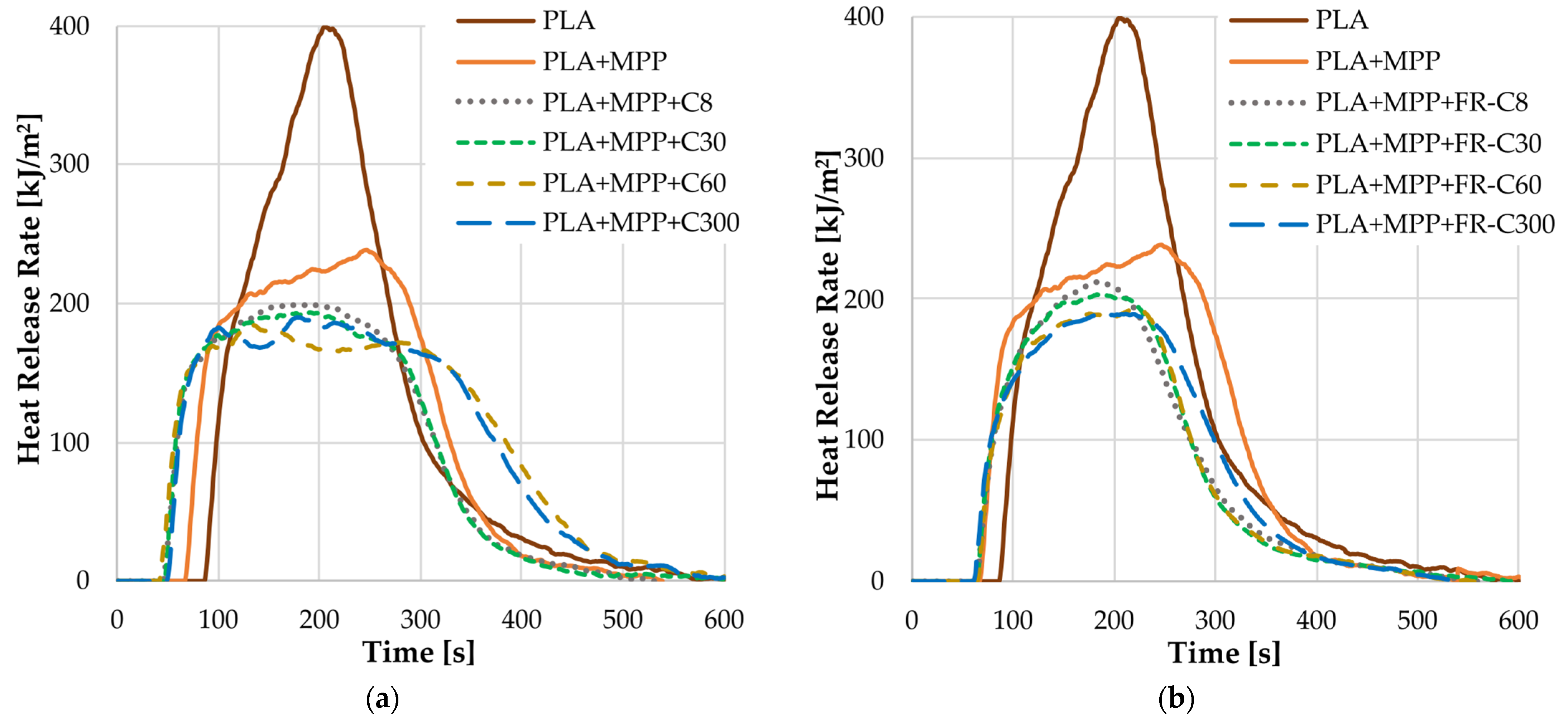
3.3.3. Mass Loss Calorimetry Results of the PLA Composites with Differing Cellulose Fibre Length
3.3.4. SEM Images of the Char Residues
3.3.5. Raman Spectroscopic Analysis of the Char Residues
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Getme, A.S.; Patel, B. A Review: Bio-Fiber’s as Reinforcement in Composites of Polylactic Acid (PLA). Mater. Today Proc. 2020, 26, 2116–2122. [Google Scholar] [CrossRef]
- Zhu, L.; Qiu, J.; Liu, W.; Sakai, E. Mechanical and Thermal Properties of Rice Straw/PLA Modified by Nano Attapulgite/PLA Interfacial Layer. Compos. Commun. 2019, 13, 18–21. [Google Scholar] [CrossRef]
- Zhou, L.; Ke, K.; Yang, M.-B.; Yang, W. Recent Progress on Chemical Modification of Cellulose for High Mechanical-Performance Poly(lactic acid)/Cellulose Composite: A Review. Compos. Commun. 2021, 23, 100548. [Google Scholar] [CrossRef]
- Chen, W.; Yu, H.; Lee, S.-Y.; Wei, T.; Li, J.; Fan, Z. Nanocellulose: A Promising Nanomaterial for Advanced Electrochemical Energy Storage. Chem. Soc. Rev. 2018, 47, 2837–2872. [Google Scholar] [CrossRef] [PubMed]
- Khosravi, A.; Fereidoon, A.; Khorasani, M.M.; Naderi, G.; Ganjali, M.R.; Zarrintaj, P.; Saeb, M.R.; Gutiérrez, T.J. Soft and Hard Sections from Cellulose-Reinforced Poly(lactic acid)-Based Food Packaging Films: A Critical Review. Food Packag. Shelf Life 2020, 23, 100429. [Google Scholar] [CrossRef]
- Ren, Z.; Guo, R.; Bi, H.; Jia, X.; Xu, M.; Cai, L. Interfacial Adhesion of Polylactic Acid on Cellulose Surface: A Molecular Dynamics Study. ACS Appl. Mater. Interfaces 2020, 12, 3236–3244. [Google Scholar] [CrossRef]
- le Bras, M.; Duquesne, S.; Fois, M.; Grisel, M.; Poutch, F. Intumescent Polypropylene/Flax Blends: A Preliminary Study. Polym. Degrad Stab. 2005, 88, 80–84. [Google Scholar] [CrossRef]
- Chen, D.; Li, J.; Ren, J. Combustion Properties and Transference Behavior of Ultrafine Microencapsulated Ammonium Polyphosphate in Ramie Fabric-Reinforced Poly(l-Lactic Acid) Biocomposites. Polym. Int. 2011, 60, 599–606. [Google Scholar] [CrossRef]
- Shumao, L.; Jie, R.; Hua, Y.; Tao, Y.; Weizhong, Y. Influence of Ammonium Polyphosphate on the Flame Retardancy and Mechanical Properties of Ramie Fiber-Reinforced Poly(lactic acid) Biocomposites. Polym. Int. 2010, 59, 242–248. [Google Scholar] [CrossRef]
- Zhang, J.-F.; Sun, X. Mechanical Properties of Poly(lactic acid)/Starch Composites Compatibilized by Maleic Anhydride. Biomacromolecules 2004, 5, 1446–1451. [Google Scholar] [CrossRef]
- Suparanon, T.; Phetwarotai, W. Fire-Extinguishing Characteristics and Flame Retardant Mechanism of Polylactide Foams: Influence of Tricresyl Phosphate Combined with Natural Flame Retardant. Int. J. Biol. Macromol. 2020, 158, 1090–1101. [Google Scholar] [CrossRef] [PubMed]
- Vahabi, H.; Shabanian, M.; Aryanasab, F.; Mangin, R.; Laoutid, F.; Saeb, M.R. Inclusion of Modified Lignocellulose and Nano-Hydroxyapatite in Development of New Bio-Based Adjuvant Flame Retardant for Poly(lactic acid). Thermochim Acta 2018, 666, 51–59. [Google Scholar] [CrossRef]
- Bocz, K.; Szolnoki, B.; Marosi, A.; Tábi, T.; Wladyka-Przybylak, M.; Marosi, G. Flax Fibre Reinforced PLA/TPS Biocomposites Flame Retarded with Multifunctional Additive System. Polym. Degrad. Stab. 2014, 106, 63–73. [Google Scholar] [CrossRef] [Green Version]
- Suardana, N.P.G.; Ku, M.S.; Lim, J.K. Effects of Diammonium Phosphate on the Flammability and Mechanical Properties of Bio-Composites. Mater. Des. 2011, 32, 1990–1999. [Google Scholar] [CrossRef]
- Kandola, B.K.; Mistik, S.I.; Pornwannachai, W.; Anand, S.C. Natural Fibre-Reinforced Thermoplastic Composites from Woven-Nonwoven Textile Preforms: Mechanical and Fire Performance Study. Compos. B Eng. 2018, 153, 456–464. [Google Scholar] [CrossRef]
- Guo, Y.; He, S.; Zuo, X.; Xue, Y.; Chen, Z.; Chang, C.-C.; Weil, E.; Rafailovich, M. Incorporation of Cellulose with Adsorbed Phosphates into Poly(lactic acid) for Enhanced Mechanical and Flame Retardant Properties. Polym. Degrad. Stab. 2017, 144, 24–32. [Google Scholar] [CrossRef]
- Zhu, T.; Guo, J.; Fei, B.; Feng, Z.; Gu, X.; Li, H.; Sun, J.; Zhang, S. Preparation of Methacrylic Acid Modified Microcrystalline Cellulose and Their Applications in Polylactic Acid: Flame Retardancy, Mechanical Properties, Thermal Stability and Crystallization Behavior. Cellulose 2020, 27, 2309–2323. [Google Scholar] [CrossRef]
- Matsumoto, K.; Tanaka, T.; Sasada, M.; Sano, N.; Masuyama, K. A Mechanism for Fire Retardancy Realized by a Combination of Biofillers and Ammonium Polyphosphate in Various Polymer Systems. Cellulose 2021, 28, 3833–3846. [Google Scholar] [CrossRef]
- Fox, D.M.; Temburni, S.; Novy, M.; Flynn, L.; Zammarano, M.; Kim, Y.S.; Gilman, J.W.; Davis, R.D. Thermal and Burning Properties of Poly(lactic acid) Composites Using Cellulose-Based Intumescing Flame Retardants. In ACS Symposium Series; ACS Publications: Washington, DC, USA, 2012; Volume 1118, pp. 223–234. [Google Scholar]
- Fox, D.M.; Novy, M.; Brown, K.; Zammarano, M.; Harris, R.H.; Murariu, M.; McCarthy, E.D.; Seppala, J.E.; Gilman, J.W. Flame Retarded Poly(lactic acid) Using POSS-Modified Cellulose. 2. Effects of Intumescing Flame Retardant Formulations on Polymer Degradation and Composite Physical Properties. Polym. Degrad. Stab. 2014, 106, 54–62. [Google Scholar] [CrossRef]
- Yang, W.; Zhao, X.; Fortunati, E.; Dominici, F.; Kenny, J.M.; Puglia, D.; Wang, D.Y. Effect of Cellulose Nanocrystals on Fire, Thermal and Mechanical Behavior of N,N’-Diallyl-Phenylphosphoricdiamide Modified Poly(lactic acid). J. Renew. Mater. 2017, 5, 423–434. [Google Scholar] [CrossRef]
- Feng, J.; Sun, Y.; Song, P.; Lei, W.; Wu, Q.; Liu, L.; Yu, Y.; Wang, H. Fire-Resistant, Strong, and Green Polymer Nanocomposites Based on Poly(lactic acid) and Core–Shell Nanofibrous Flame Retardants. ACS Sustain. Chem. Eng. 2017, 5, 7894–7904. [Google Scholar] [CrossRef]
- He, J.; Sun, Z.; Chen, Y.; Xu, B.; Li, J.; Qian, L. Grafting Cellulose Nanocrystals with Phosphazene-Containing Compound for Simultaneously Enhancing the Flame Retardancy and Mechanical Properties of Polylactic Acid. Cellulose 2022, 29, 6143–6160. [Google Scholar] [CrossRef]
- Kaci, M.; Aouat, T.; Devaux, E.; Lopez-Cuesta, J.-M. The Effects of Filler Size and Content on the Fire Behavior of Melt-Spun Poly(lactic acid)/Cellulose Bionanocomposite Fibers. In Proceedings of the AIP Conference Proceedings, Ischia, Italy, 12—14 September 2019; Volume 2196, p. 020017. [Google Scholar]
- Aouat, T.; Kaci, M.; Devaux, E.; Campagne, C.; Cayla, A.; Dumazert, L.; Lopez-Cuesta, J.-M. Morphological, Mechanical, and Thermal Characterization of Poly(lactic acid)/Cellulose Multifilament Fibers Prepared by Melt Spinning. Adv. Polym. Technol. 2018, 37, 1193–1205. [Google Scholar] [CrossRef]
- Costes, L.; Laoutid, F.; Khelifa, F.; Rose, G.; Brohez, S.; Delvosalle, C.; Dubois, P. Cellulose/Phosphorus Combinations for Sustainable Fire Retarded Polylactide. Eur. Polym. J. 2016, 74, 218–228. [Google Scholar] [CrossRef]
- Zembouai, I.; Bruzaud, S.; Kaci, M.; Benhamida, A.; Corre, Y.-M.; Grohens, Y.; Lopez-Cuesta, J.-M. Synergistic Effect of Compatibilizer and Cloisite 30B on the Functional Properties of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate)/Polylactide Blends. Polym. Eng. Sci. 2014, 54, 2239–2251. [Google Scholar] [CrossRef]
- Little, R.W. Flameproofing Textile Fabrics; Reinhold: New York, NY, USA, 1947. [Google Scholar]
- Nuessle, A.C.; Ford, F.M.; Hall, W.P.; Lippert, A.L. Some Aspects of the Cellulose-Phosphate-Urea Reaction. Text. Res. J. 1956, 26, 32–39. [Google Scholar] [CrossRef]
- Reeves, W.A.; Perkins, R.M.; Piccolo, B.; Drake, G.L. Some Chemical and Physical Factors Influencing Flame Retardancy. Text. Res. J. 1970, 40, 223–231. [Google Scholar] [CrossRef]
- Nam, S.; Condon, B.D.; Parikh, D.V.; Zhao, Q.; Cintrón, M.S.; Madison, C. Effect of Urea Additive on the Thermal Decomposition of Greige Cotton Nonwoven Fabric Treated with Diammonium Phosphate. Polym. Degrad. Stab. 2011, 96, 2010–2018. [Google Scholar] [CrossRef]
- Bocz, K.; Szolnoki, B.; Farkas, A.; Verret, E.; Vadas, D.; Decsov, K.; Marosi, G. Optimal Distribution of Phosphorus Compounds in Multi-Layered Natural Fabric Reinforced Biocomposites. Express Polym. Lett. 2020, 14, 606–618. [Google Scholar] [CrossRef]
- Decsov, K.; Takács, V.; Marosi, G.; Bocz, K. Microfibrous Cyclodextrin Boosts Flame Retardancy of Poly(lactic acid). Polym. Degrad. Stab. 2021, 191, 109655. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Robertson, J. Interpretation of Raman Spectra of Disordered and Amorphous Carbon. Phys. Rev. B 2000, 61, 14095–14107. [Google Scholar] [CrossRef] [Green Version]
- Shafizadeh, F.; DeGroot, W.F. Combustion characteristics of cellulosic fuels. In Thermal Uses and Properties of Carbohydrates and Lignins; Elsevier: Amsterdam, The Netherlands, 1976; pp. 1–17. [Google Scholar]
- Horrocks, A.R. Developments in Flame Retardants for Heat and Fire Resistant Textiles—the Role of Char Formation and Intumescence. Polym. Degrad. Stab. 1996, 54, 143–154. [Google Scholar] [CrossRef]
- Schartel, B.; Hull, T.R. Development of Fire-Retarded Materials—Interpretation of Cone Calorimeter Data. Fire Mater. 2007, 31, 327–354. [Google Scholar] [CrossRef]
- Ghazzawi, Y.M.; Osorio, A.F.; Heitzmann, M.T. The Effect of Fibre Length and Fibre Type on the Fire Performance of Thermoplastic Composites: The Behaviour of Polycarbonate as an Example of a Charring Matrix. Constr. Build Mater. 2020, 234, 117889. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, B.; Xu, B.; Li, A. The Flame Retardancy and Smoke Suppression Effect of Heptaheptamolybdate Modified Reduced Graphene Oxide/Layered Double Hydroxide Hybrids on Polyurethane Elastomer. Compos. Part A Appl. Sci. Manuf. 2016, 91, 30–40. [Google Scholar] [CrossRef]
- Xu, W.; Xu, B.; Li, A.; Wang, X.; Wang, G. Flame Retardancy and Smoke Suppression of MgAl Layered Double Hydroxides Containing P and Si in Polyurethane Elastomer. Ind. Eng. Chem. Res. 2016, 55, 11175–11185. [Google Scholar] [CrossRef]
- Xu, W.; Wang, G.; Liu, Y.; Chen, R.; Li, W. Zeolitic Imidazolate Framework-8 Was Coated with Silica and Investigated as a Flame Retardant to Improve the Flame Retardancy and Smoke Suppression of Epoxy Resin. RSC Adv. 2018, 8, 2575–2585. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Additive Name | Trade Name | Length [μm] | Thickness [μm] |
|---|---|---|---|
| C8 | Arbocel UFC 100 | 8 | 2 |
| C30 | Arbocel BE 600/30 | 30 | 18 |
| C60 | Arbocel B 600 | 60 | 20 |
| C300 | Arbocel BC 200 | 300 | 20 |
| Sample Name | PLA% | MPP% | Cellulose Type | Cellulose% |
|---|---|---|---|---|
| For fibre quantity experiments | ||||
| PLA | 100 | - | - | - |
| PLA + MPP | 85 | 15 | - | - |
| PLA + MPP + 5% C300 | 80 | 15 | C300 | 5 |
| PLA + MPP + 10% C300 | 75 | 15 | C300 | 10 |
| PLA + MPP + 15% C300 | 70 | 15 | C300 | 15 |
| For fibre length experiments | ||||
| PLA | 100 | - | - | - |
| PLA + MPP | 85 | 15 | - | - |
| PLA + MPP + C8 | 75 | 15 | C8 | 10 |
| PLA + MPP + C30 | 75 | 15 | C30 | 10 |
| PLA + MPP + C60 | 75 | 15 | C60 | 10 |
| PLA + MPP + C300 | 75 | 15 | C300 | 10 |
| PLA + MPP + FR-C8 | 75 | 15 | FR-C8 | 10 |
| PLA + MPP + FR-C30 | 75 | 15 | FR-C30 | 10 |
| PLA + MPP + FR-C60 | 75 | 15 | FR-C60 | 10 |
| PLA + MPP + FR-C300 | 75 | 15 | FR-C300 | 10 |
| Sample | TOnset [°C] | TMAX Decomp [°C] | Slope Max Decomp [%/°C] | Residue @600 °C [%] |
|---|---|---|---|---|
| PLA | 344 | 368 | 2.74 | 0.6 |
| PLA + MPP | 334 | 353 | 2.80 | 11.7 |
| PLA + MPP + 5% C300 | 330 | 350 | 2.73 | 14.0 |
| PLA + MPP + 10% C300 | 329 | 348 | 2.62 | 14.9 |
| PLA + MPP + 15%C300 | 325 | 343 | 2.43 | 17.0 |
| Sample | LOI [%] |
|---|---|
| PLA | 21.0 |
| PLA + MPP | 27.0 |
| PLA + MPP + 5% C300 | 25.0 |
| PLA + MPP + 10% C300 | 25.0 |
| PLA + MPP + 15% C300 | 25.5 |
| Sample Name | pHRR [kW/m2] | tpHRR [s] | THR [MJ/m2] | tign [s] | tflaming [s] | Residue @Flame Out [%] |
|---|---|---|---|---|---|---|
| PLA | 392 | 225 | 64 | 93 | 233 | 2.3 |
| PLA + MPP | 245 | 233 | 58 | 54 | 280 | 12.4 |
| PLA + MPP + 5% C300 | 267 | 182 | 64 | 36 | 349 | 9.3 |
| PLA + MPP + 10% C300 | 192 | 197 | 59 | 44 | 342 | 15.8 |
| PLA + MPP + 15% C300 | 194 | 232 | 54 | 44 | 310 | 18.8 |
| Additive Name | TOnset [°C] | Tmax degr [°C] | Slope [%/°C] | Residue @600 °C [%] |
|---|---|---|---|---|
| C8 | 313 | 336 | 2.49 | 2.5 |
| C30 | 325 | 352 | 2.04 | 8.3 |
| C60 | 316 | 349 | 1.71 | 10.4 |
| C300 | 324 | 353 | 2.04 | 9.6 |
| FR-C8 | 236 | 263 | 1.09 | 35.7 |
| FR-C30 | 242 | 273 | 1.12 | 34.4 |
| FR-C60 | 236 | 274 | 0.91 | 33.9 |
| FR-C300 | 225 | 262 | 0.76 | 36.7 |
| Sample | Tdehydr [°C] | Slopedehydr [%/°C] | TOnset [°C] | Tmax decomp [°C] | Slopedecomp [%/°C] | Residue @600 °C [%] |
|---|---|---|---|---|---|---|
| PLA | - | - | 344 | 368 | 2.74 | 0.6 |
| PLA + MPP | - | - | 332 | 351 | 2.64 | 12.1 |
| PLA + MPP + C8 | 286 | 0.25 | 328 | 346 | 2.64 | 16.3 |
| PLA + MPP + C30 | 282 | 0.20 | 328 | 346 | 2.70 | 16.8 |
| PLA + MPP + C60 | 280 | 0.17 | 327 | 347 | 2.62 | 16.1 |
| PLA + MPP + C300 | 288 | 0.19 | 329 | 348 | 2.62 | 14.9 |
| PLA + MPP + FR-C8 | 263 | 0.12 | 329 | 347 | 2.67 | 17.0 |
| PLA + MPP + FR-C30 | 272 | 0.11 | 328 | 346 | 2.72 | 16.8 |
| PLA + MPP + FR-C60 | 270 | 0.10 | 328 | 347 | 2.64 | 17.0 |
| PLA + MPP + FR-C300 | 271 | 0.10 | 330 | 348 | 2.66 | 16.8 |
| Sample | LOI [%] | UL-94 | Sample | LOI [%] | UL-94 |
|---|---|---|---|---|---|
| PLA | 20.5 | H.B. | PLA + MPP | 27 | V2 |
| PLA + MPP + C8 | 27.5 | V2 | PLA + MPP + FR-C8 | 26.5 | V2 |
| PLA + MPP + C30 | 26.0 | V2 | PLA + MPP + FR-C30 | 26.5 | V2 |
| PLA + MPP + C60 | 26.0 | V2 | PLA + MPP + FR-C60 | 26.5 | V2 |
| PLA + MPP + C300 | 25.5 | V2 | PLA + MPP + FR-C300 | 25.5 | V2 |
| Sample Name | pHRR [kW/m2] | tpHRR [s] | THR [MJ/m2] | tign [s] | tflaming [s] | Residue @Flame out [%] |
|---|---|---|---|---|---|---|
| PLA | 392 | 225 | 64 | 93 | 325 | 2.3 |
| PLA MPP | 245 | 233 | 58 | 54 | 334 | 12.4 |
| PLA + MPP + C8 | 205 | 216 | 55 | 43 | 380 | 13.6 |
| PLA + MPP + C30 | 187 | 168 | 50 | 44 | 330 | 16.3 |
| PLA + MPP + C60 | 185 | 149 | 52 | 46 | 402 | 15.2 |
| PLA + MPP + C300 | 192 | 197 | 59 | 44 | 386 | 15.8 |
| PLA + MPP + FR-C8 | 213 | 210 | 42 | 59 | 317 | 14.2 |
| PLA + MPP + FR-C30 | 195 | 172 | 40 | 62 | 283 | 15.9 |
| PLA + MPP + FR-C60 | 193 | 224 | 41 | 54 | 285 | 15.7 |
| PLA + MPP + FR-C300 | 192 | 185 | 43 | 55 | 302 | 14.8 |
| Sample Name | AD/AG |
|---|---|
| PLA + MPP | 2.18 |
| PLA + MPP + C60 | 1.79 |
| PLA + MPP + FR-C60 | 1.62 |
| PLA + MPP + C300 | 2.05 |
| PLA + MPP + FR-C300 | 2.11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Decsov, K.E.; Ötvös, B.; Nguyen, T.T.T.; Bocz, K. The Effect of Cellulose Fibre Length on the Efficiency of an Intumescent Flame Retardant System in Poly(lactic acid). Fire 2023, 6, 97. https://doi.org/10.3390/fire6030097
Decsov KE, Ötvös B, Nguyen TTT, Bocz K. The Effect of Cellulose Fibre Length on the Efficiency of an Intumescent Flame Retardant System in Poly(lactic acid). Fire. 2023; 6(3):97. https://doi.org/10.3390/fire6030097
Chicago/Turabian StyleDecsov, Kata Enikő, Bettina Ötvös, Thuy Tien Thanh Nguyen, and Katalin Bocz. 2023. "The Effect of Cellulose Fibre Length on the Efficiency of an Intumescent Flame Retardant System in Poly(lactic acid)" Fire 6, no. 3: 97. https://doi.org/10.3390/fire6030097