
Impact Characteristics and Repair Approaches of Distinct Bio-Based Matrix Composites: A Comparative Analysis
 , and
, and
Abstract
:1. Introduction
2. Materials and Specimen Manufacturing
2.1. Materials
2.2. Preparation of Materials for Manufacturing
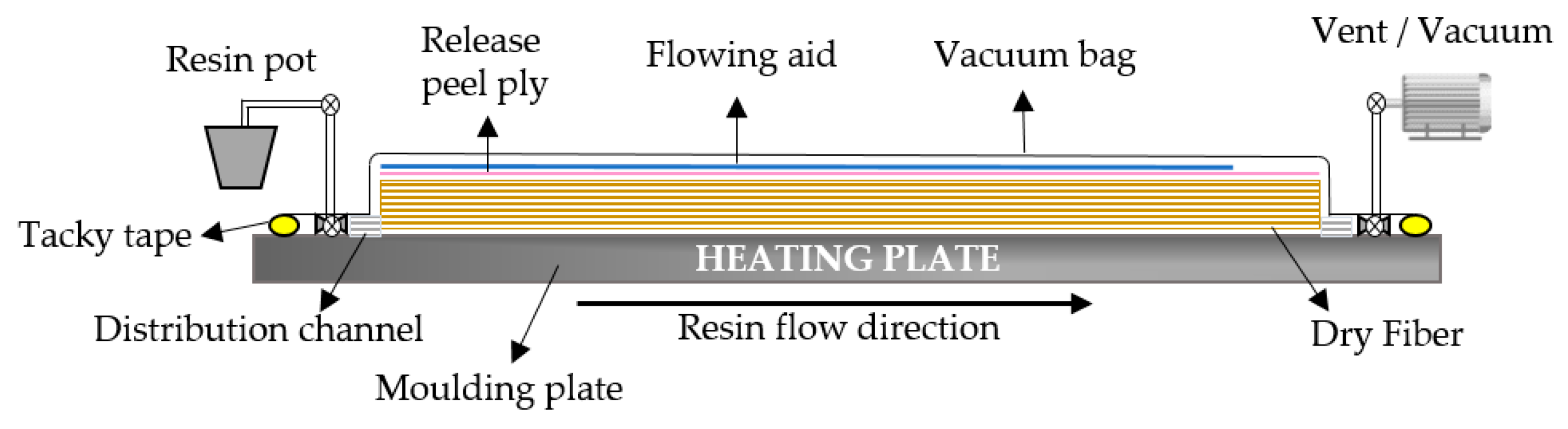
2.3. Manufacturing
2.4. Specimen Preparation
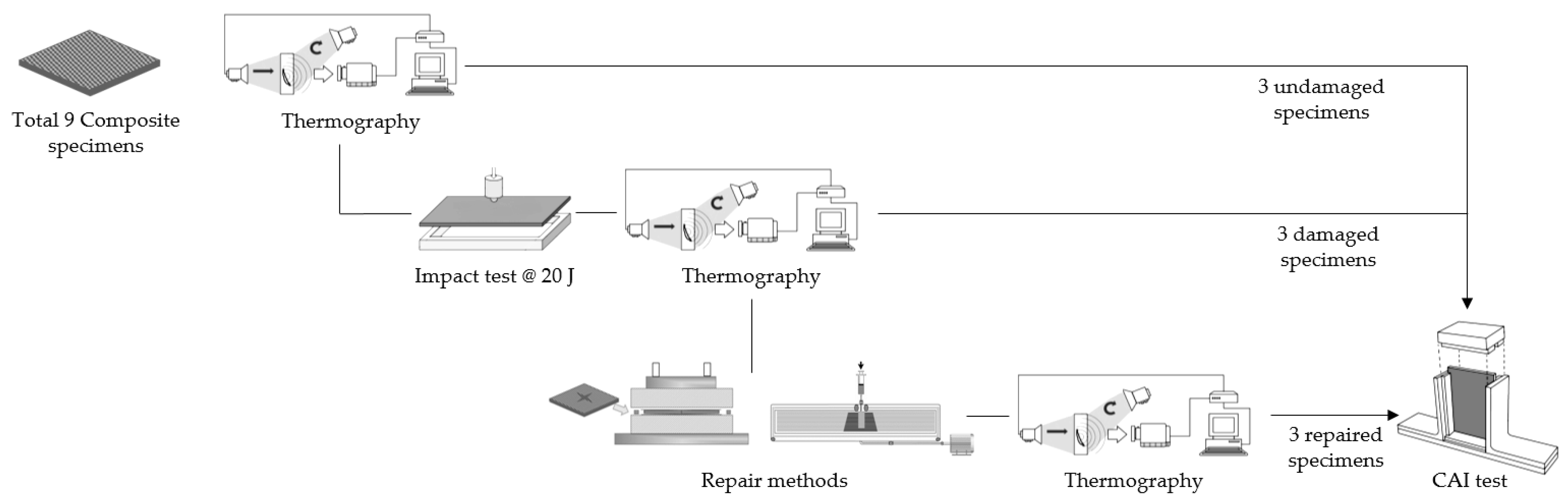
3. Repair and Test Methodology
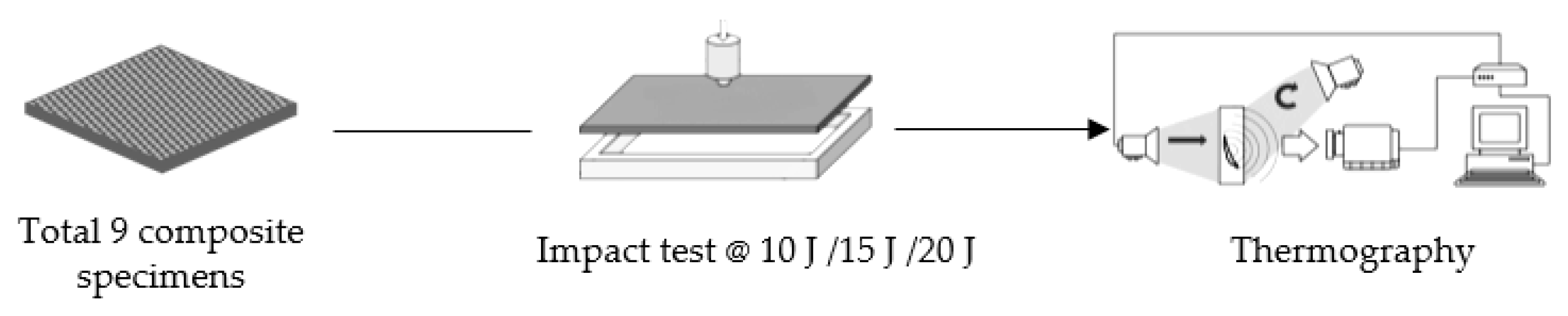
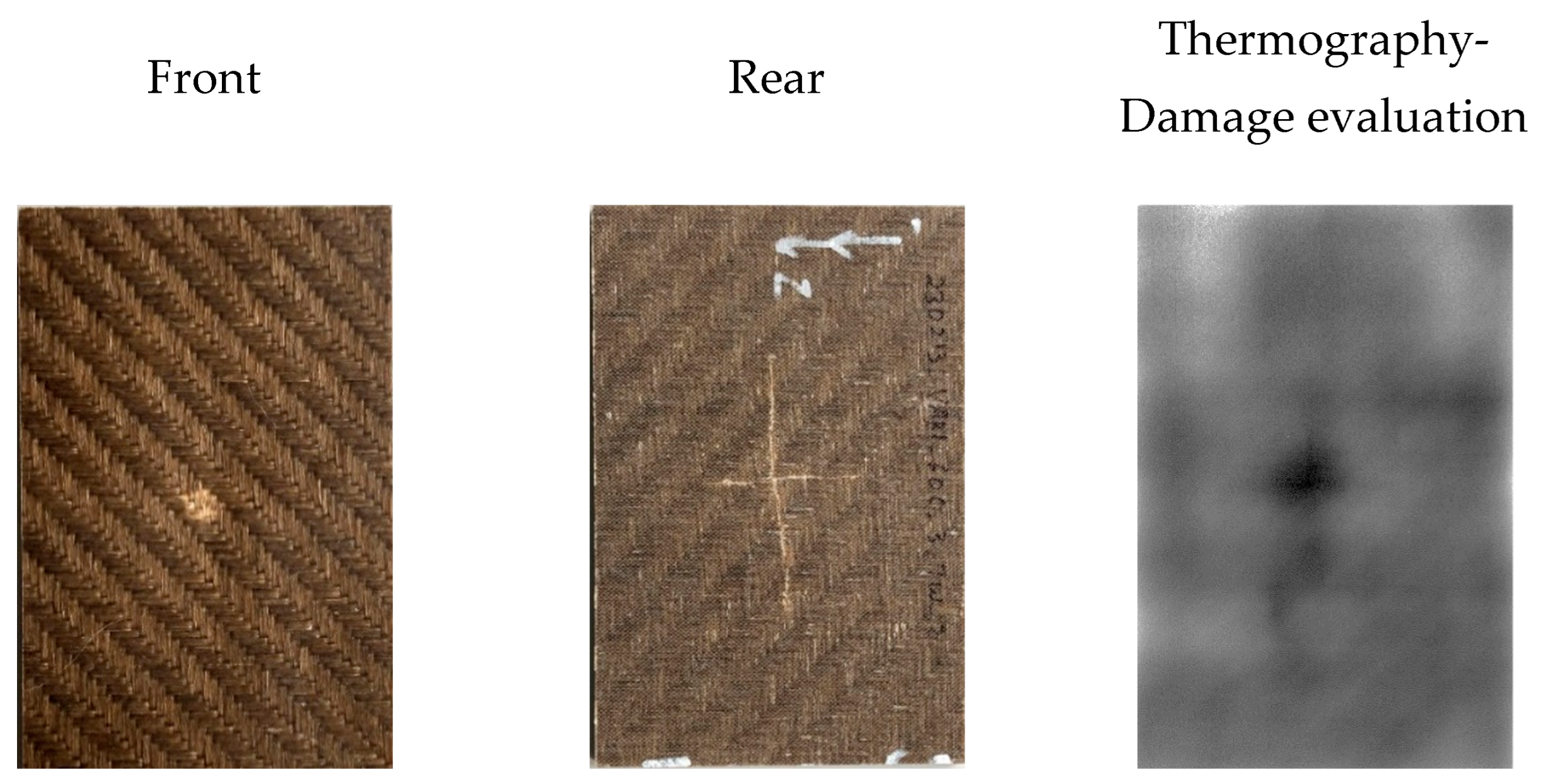
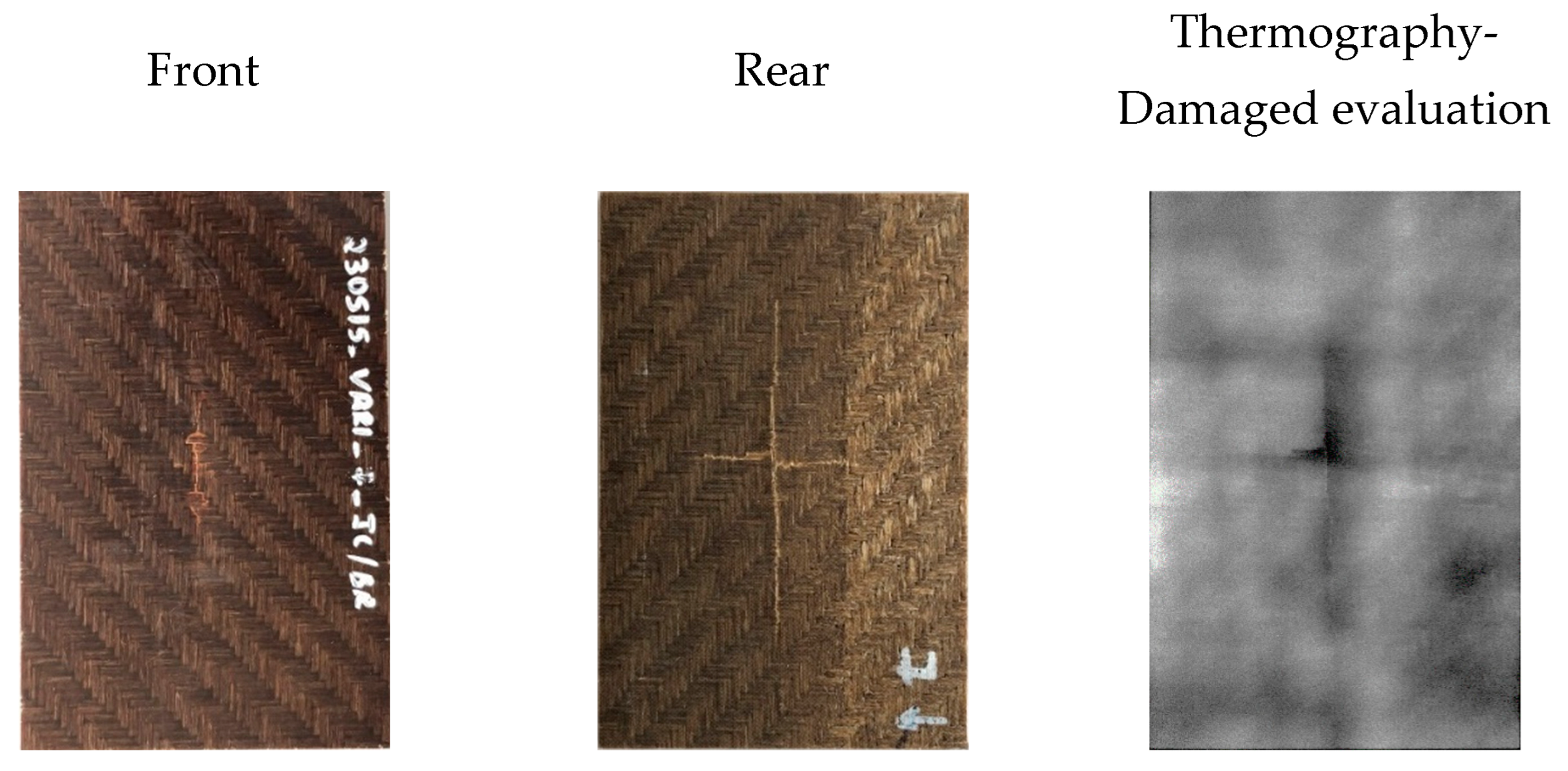
3.1. Impact Test
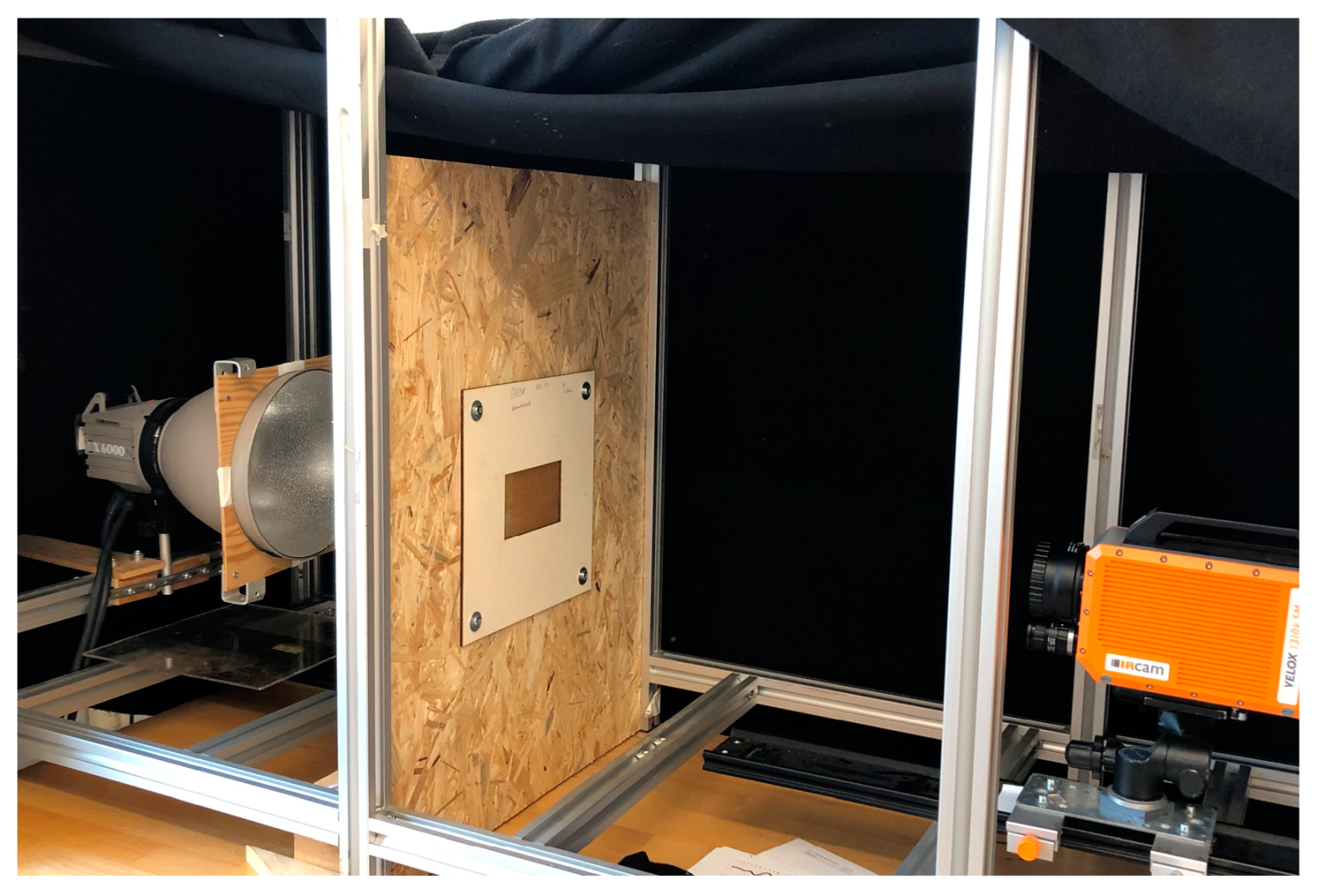
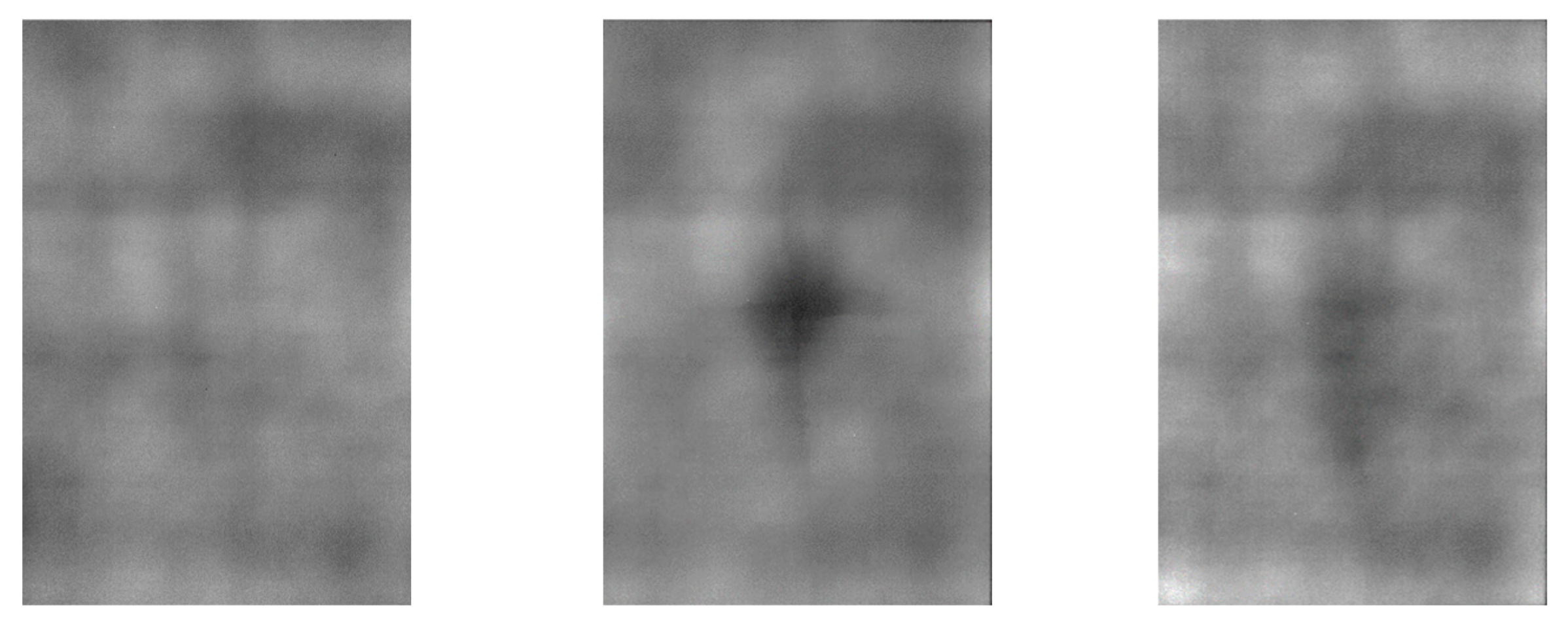
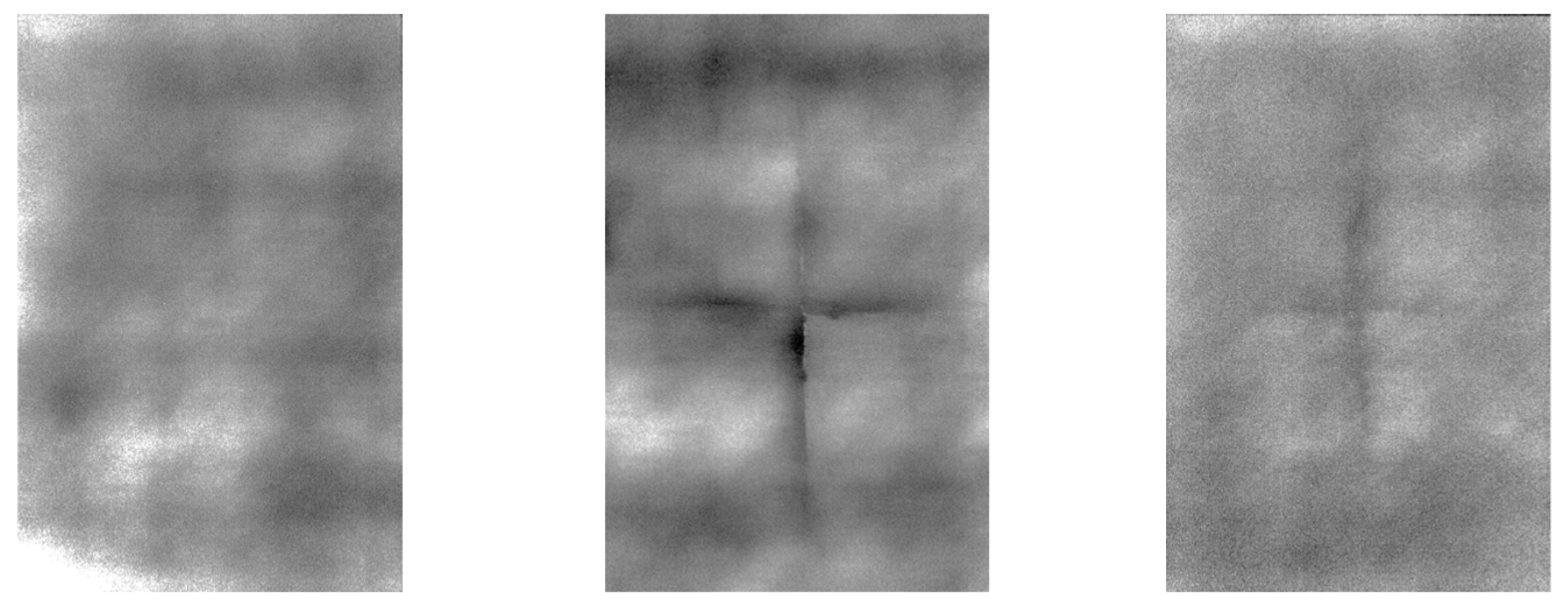
3.2. Active Thermography
3.3. Repair Methods
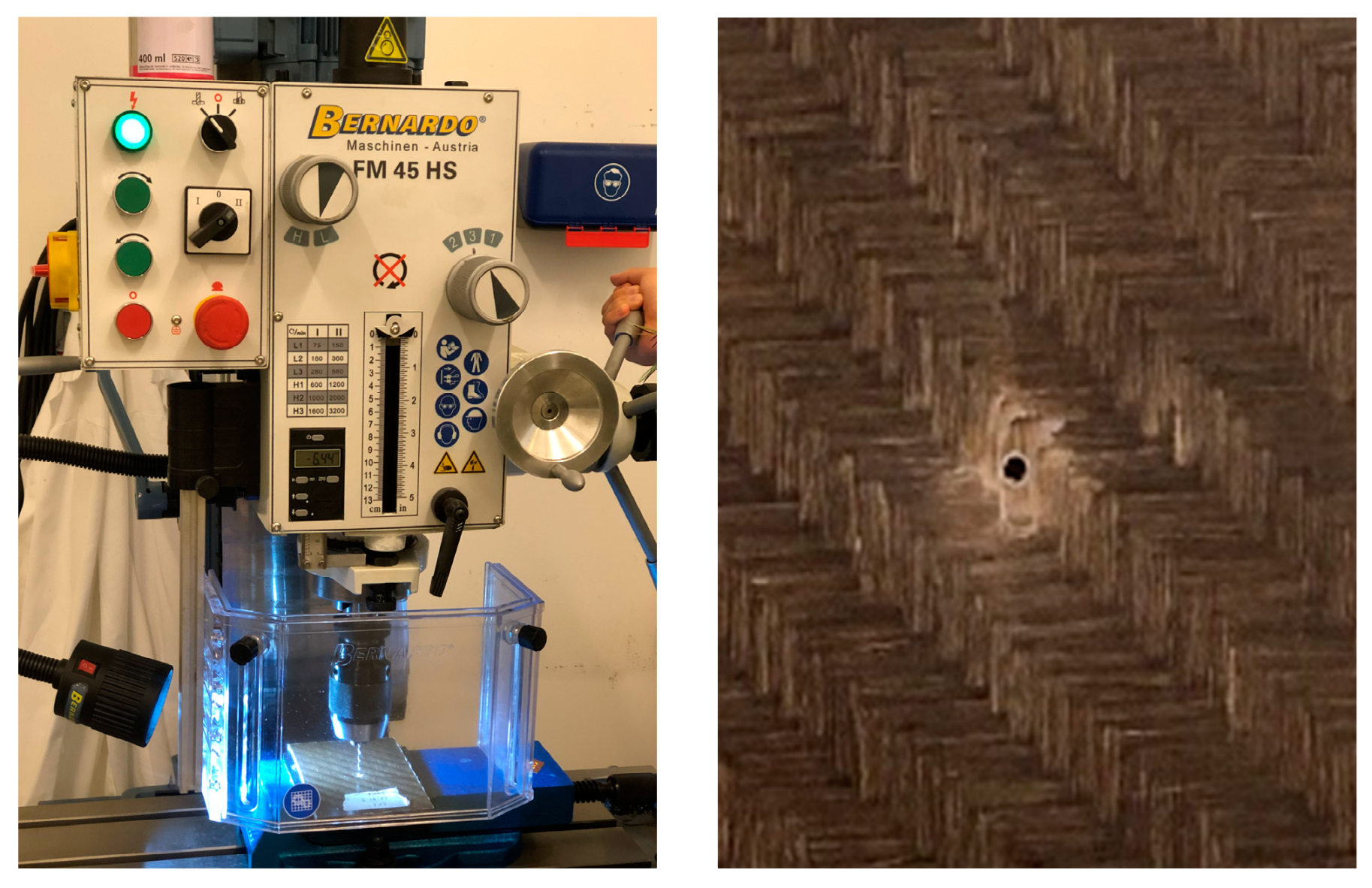
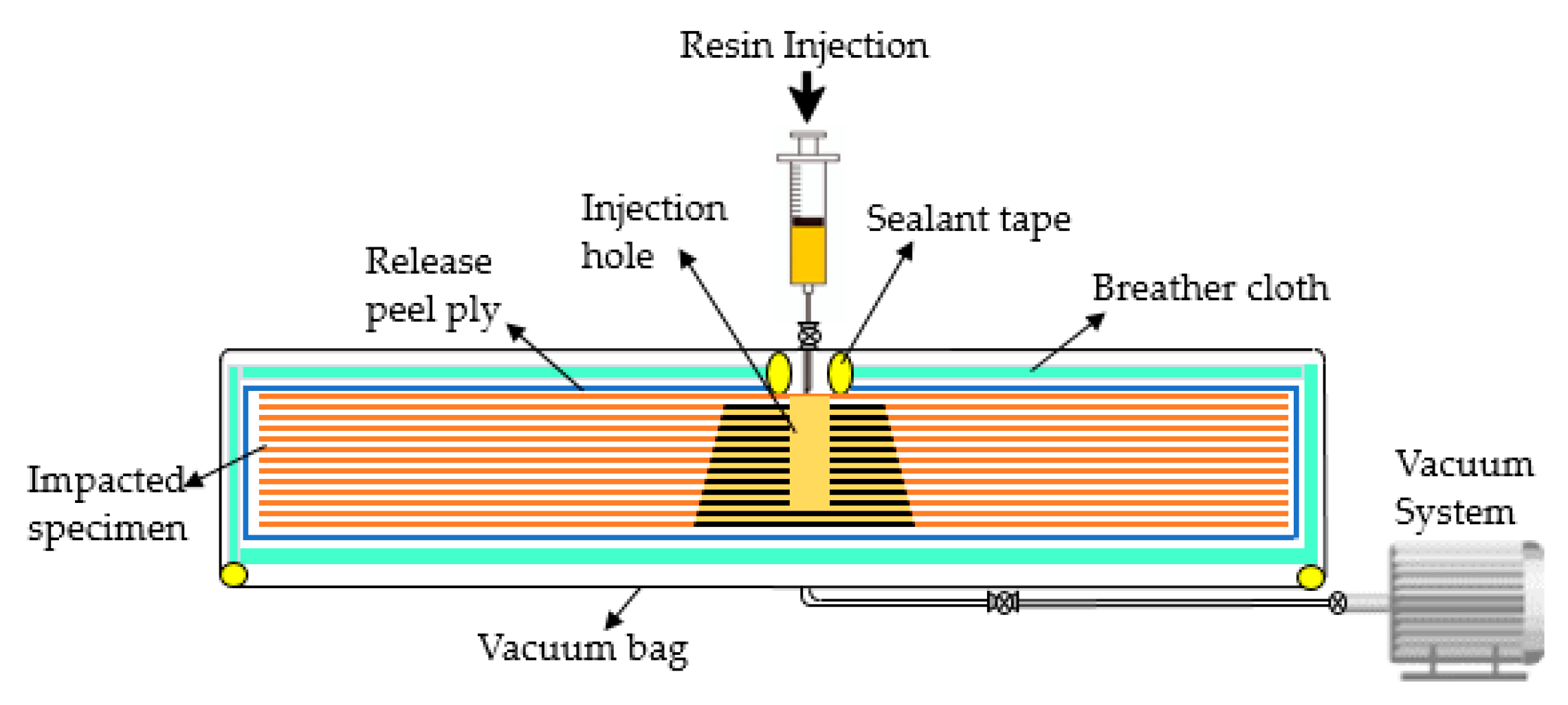
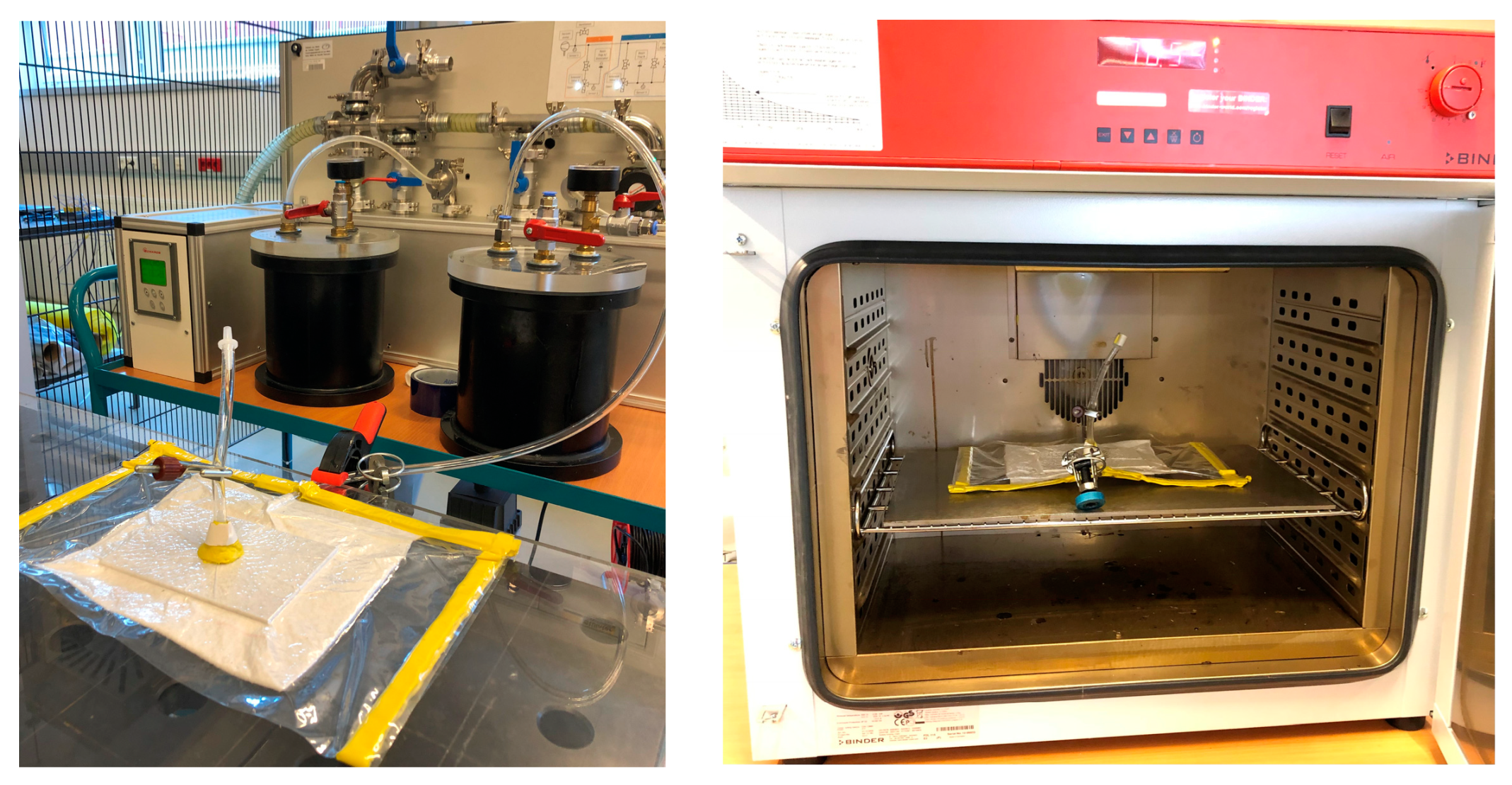
3.3.1. Resin Reinfiltration Method
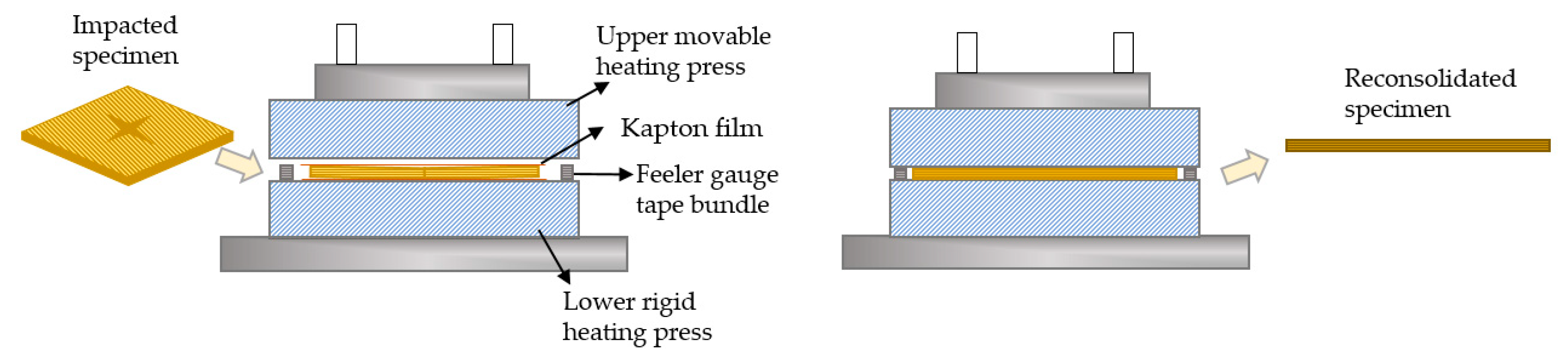
3.3.2. Reconsolidation (Self-Healing) Method
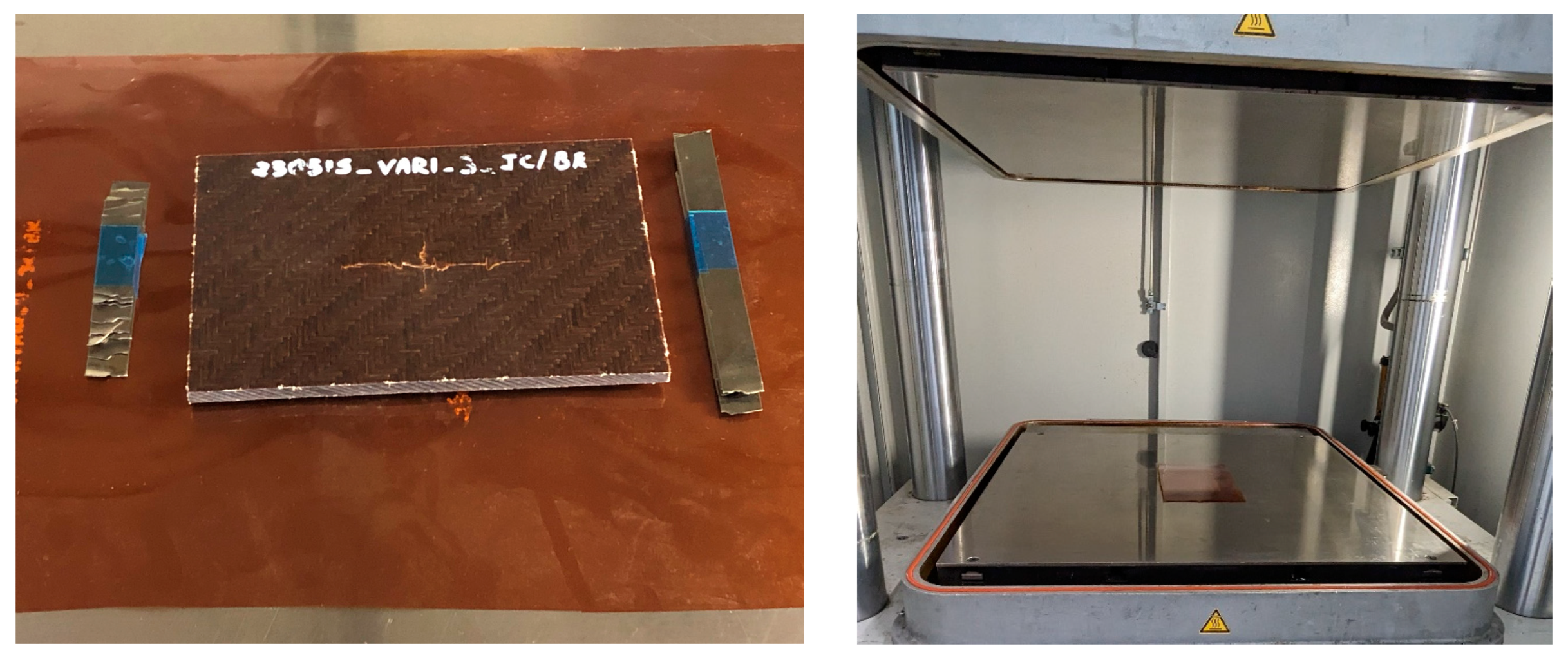
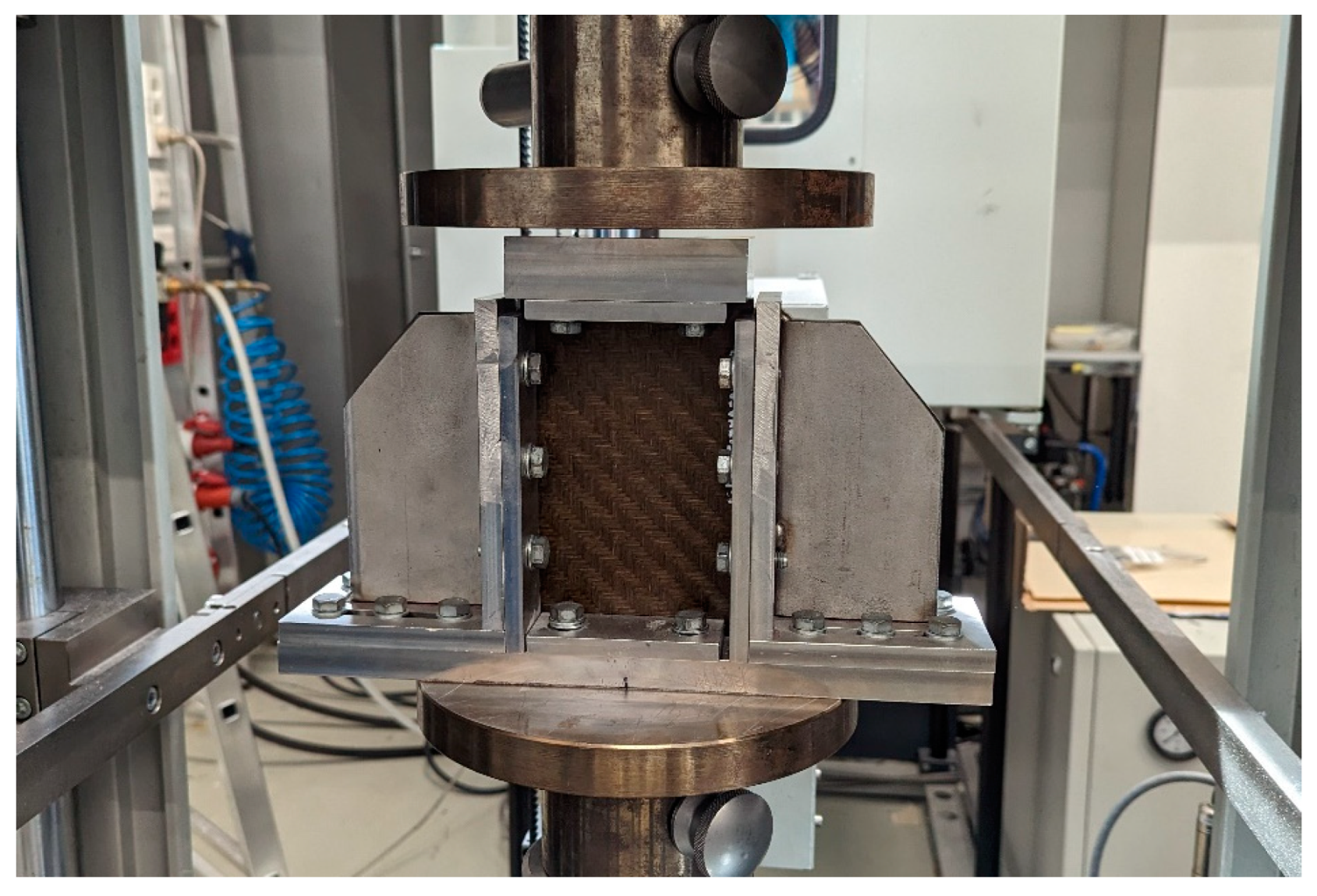
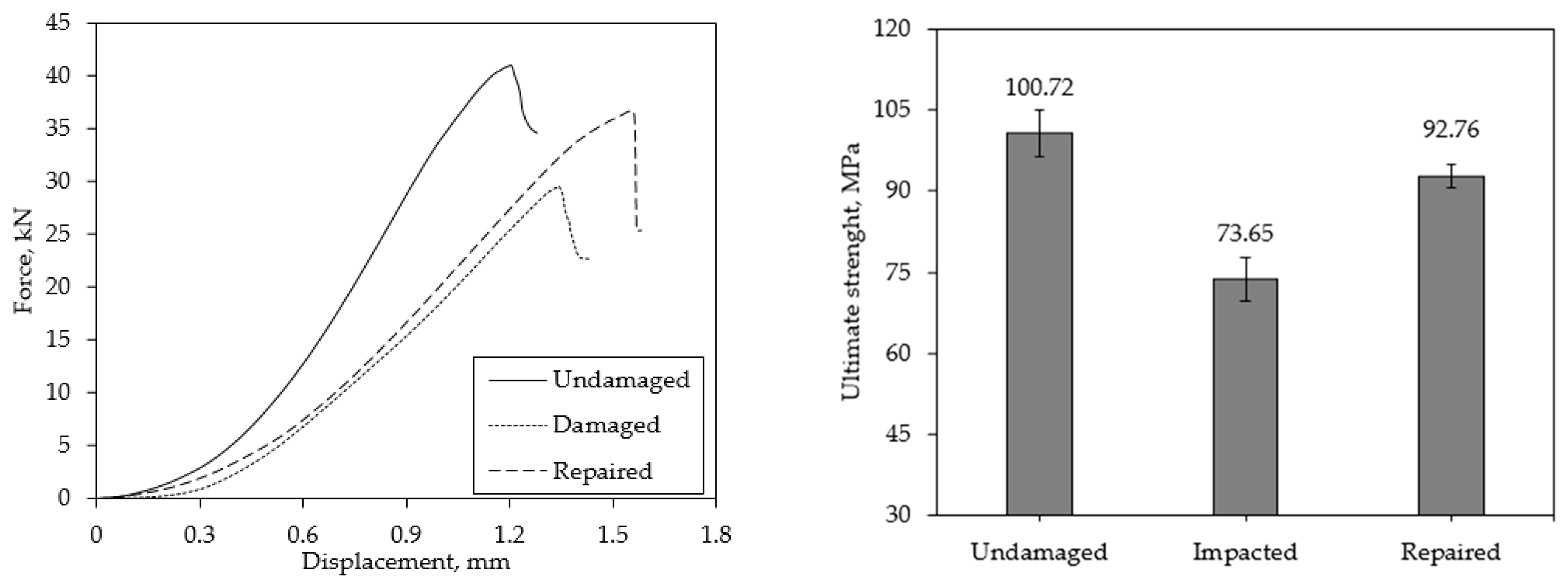
3.4. Compression after Impact Testing (CAI)
4. Results and Discussions
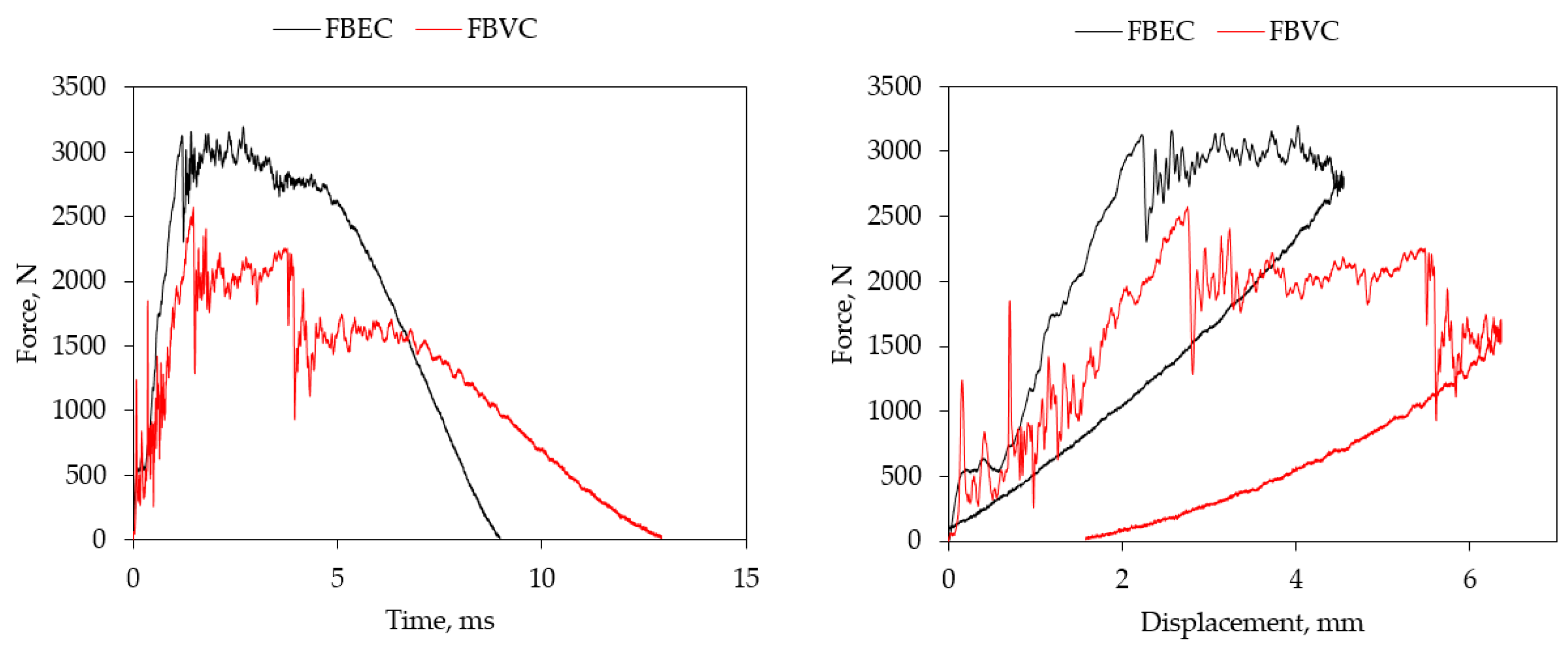
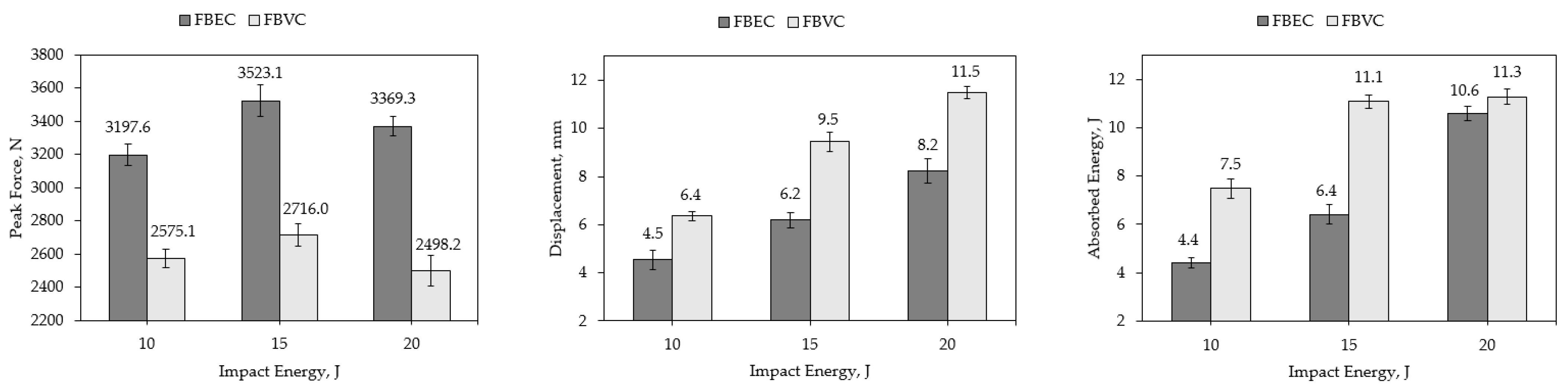
4.1. Impact Response
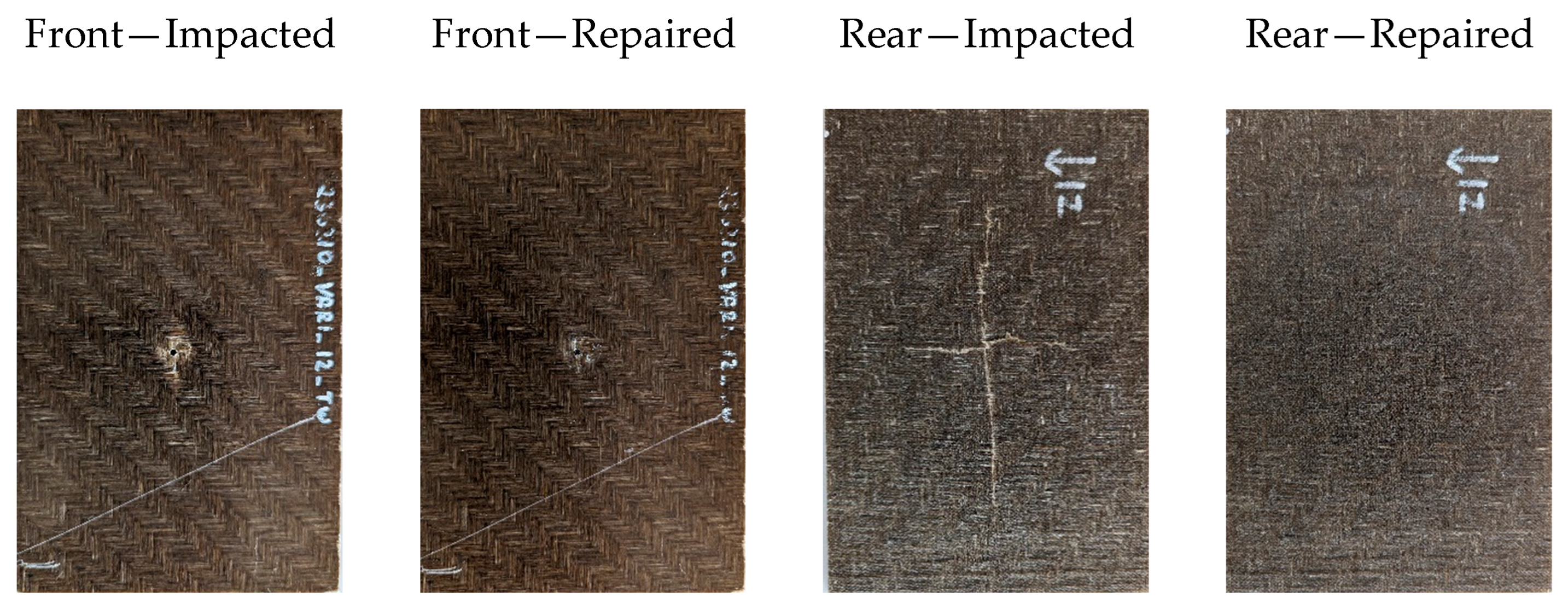
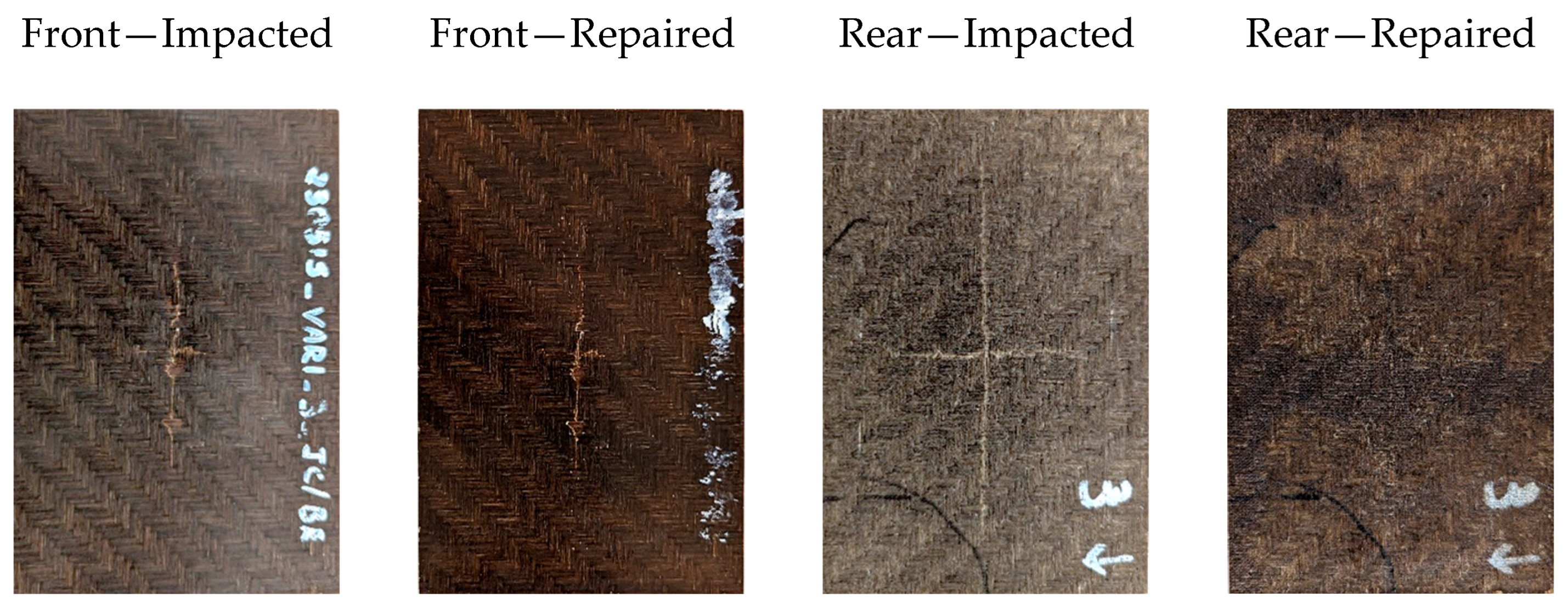
4.2. Repair
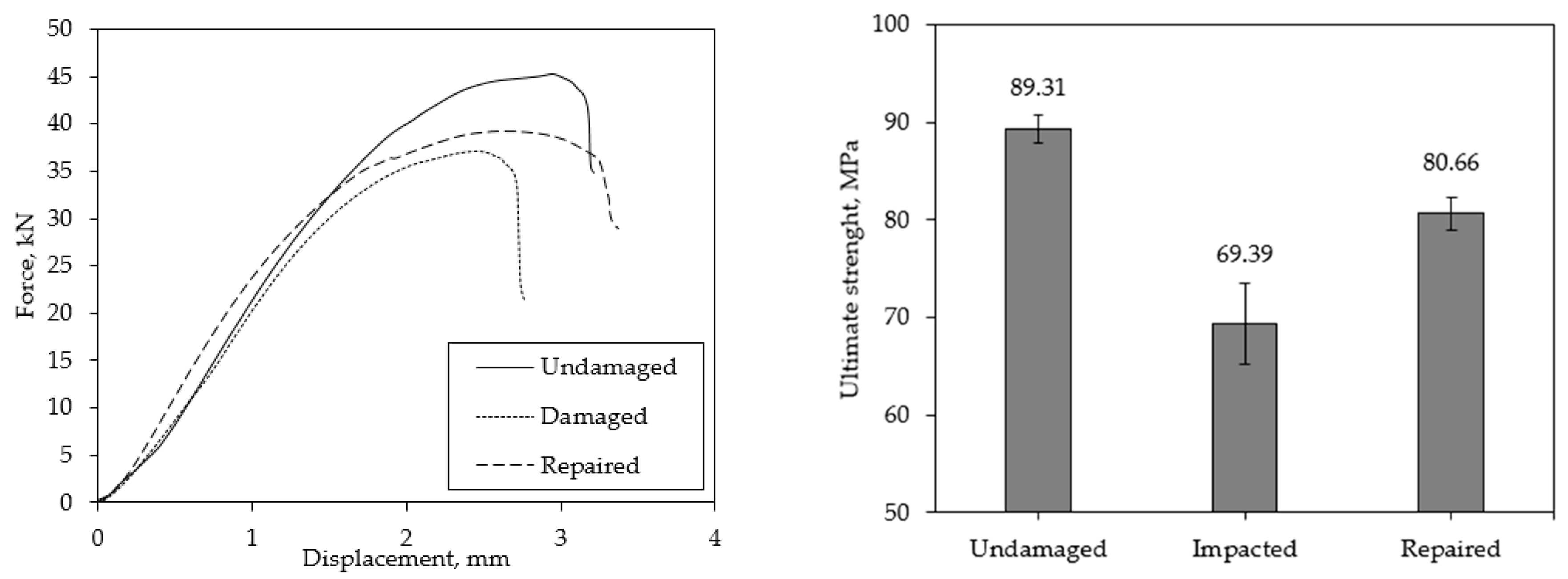
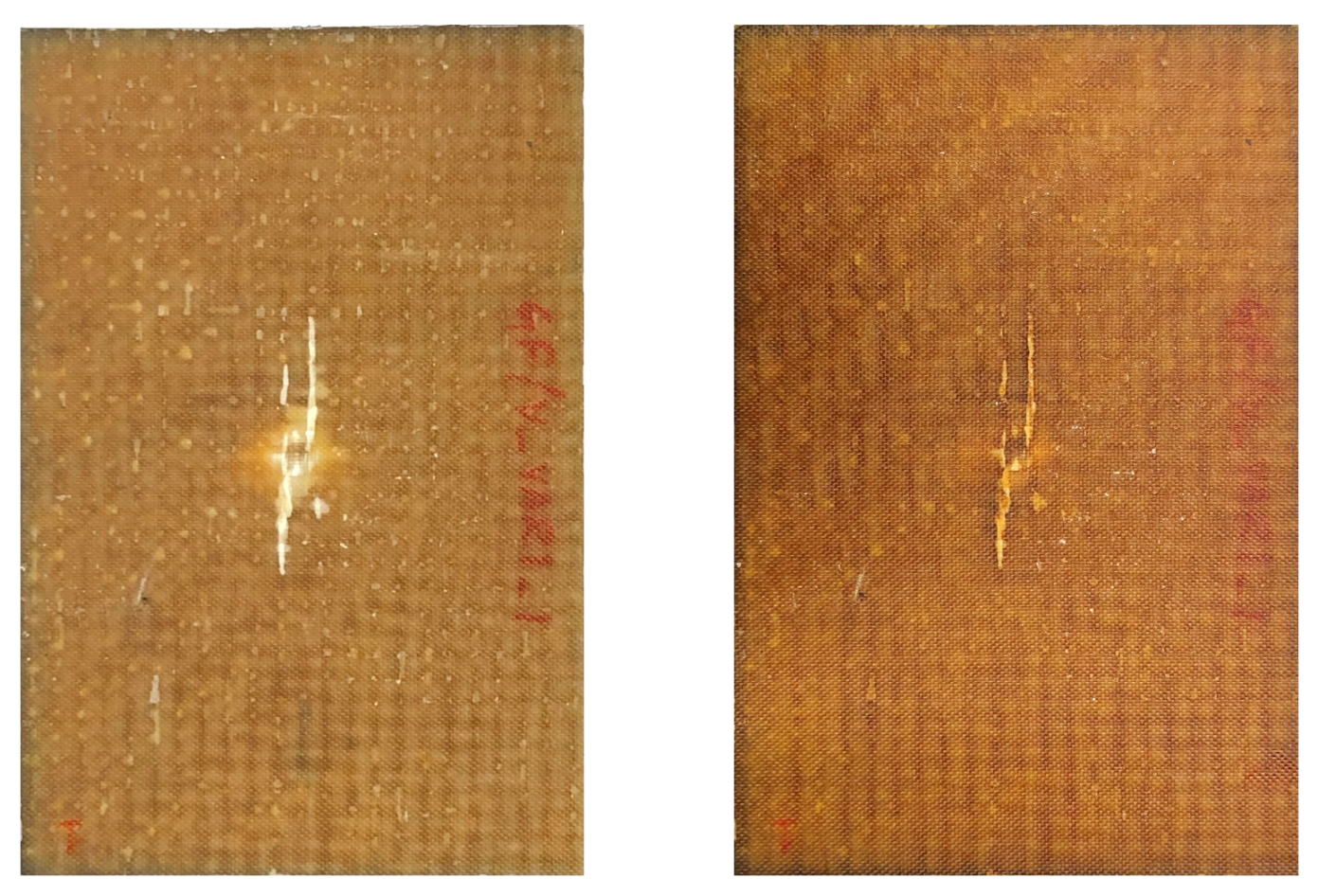
4.2.1. Resin Reinfiltration Method
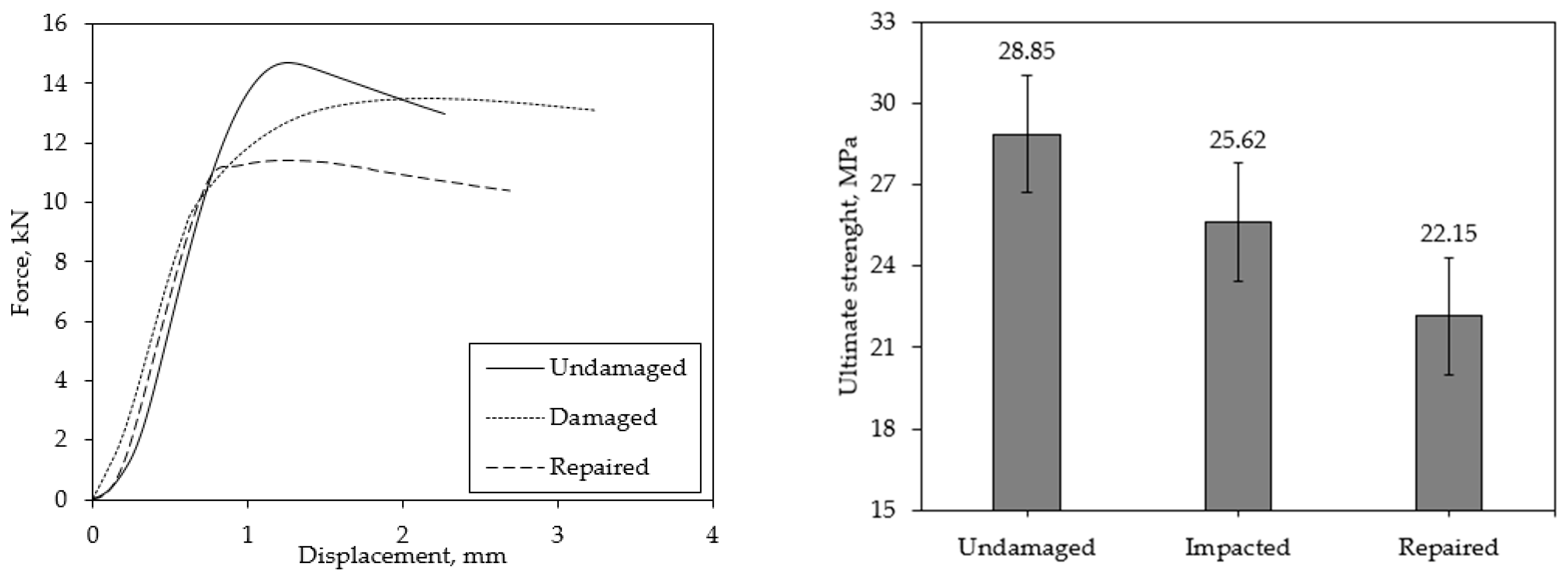
4.2.2. Reconsolidation (Self-Healing) Method
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Satyanarayana, K.G.; Arizaga, G.G.C.; Wypych, F. Biodegradable composites based on lignocellulosic fibers—An overview. Prog. Polym. Sci. 2009, 34, 982–1021. [Google Scholar] [CrossRef]
- Cheung, H.; Ho, M.; Lau, K.; Cardona, F.; Hui, D. Natural fibre-reinforced composites for bioengineering and environmental engineering applications. Compos. Part B Eng. 2009, 40, 655–663. [Google Scholar] [CrossRef]
- Gondaliya, K.; Alipoormazandarani, N.; Kleiman, M.; Foster, E.J. Sustainable compressed biocomposite: Review on development and novel approaches. Mater. Today Commun. 2023, 35, 105846. [Google Scholar] [CrossRef]
- Abdollahiparsa, H.; Shahmirzaloo, A.; Teuffel, P.; Blok, R. A review of recent developments in structural applications of natural fiber-Reinforced composites (NFRCs). Compos. Adv. Mater. 2023, 32, 1–18. [Google Scholar] [CrossRef]
- Panciroli, R.; Giannini, O. Comparing the impact resistance of flax/epoxy and glass/epoxy composites through experiments and numerical simulations. Compos. Struct. 2021, 264, 113750. [Google Scholar] [CrossRef]
- Sathishkumar, T.; Navaneethakrishnan, P.; Shankar, S.; Rajasekar, R.; Rajini, N. Characterization of natural fiber and composites—A review. J. Reinf. Plast. Compos. 2013, 32, 1457–1476. [Google Scholar] [CrossRef]
- Dittenber, D.B.; GangaRao, H.V.S. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Vidal, J.; Ponce, D.; Mija, A.; Rymarczyk, M.; Castell, P. Sustainable Composites from Nature to Construction: Hemp and Linseed Reinforced Biocomposites Based on Bio-Based Epoxy Resins. Materials 2023, 16, 1283. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Rashid, A.A.; Arif, Z.U.; Ahmed, W.; Arshad, H.; Zaidi, A.A. Natural fiber reinforced composites: Sustainable materials for emerging applications. Results Eng. 2021, 11, 100263. [Google Scholar] [CrossRef]
- Pickering, K.L.; Aruan-Efendy, M.G.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Flax fibre and its composites—A review. Compos. Part B Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Memon, H.; Wei, Y.; Zhu, C. Recyclable and reformable epoxy resins based on dynamic covalent bonds—Present, past, and future. Polym. Test. 2022, 105, 107420. [Google Scholar] [CrossRef]
- Morici, E.; Dintcheva, N.T. Recycling of Thermoset Materials and Thermoset-Based Composites: Challenge and Opportunity. Polymers 2022, 14, 4153. [Google Scholar] [CrossRef] [PubMed]
- Lucherelli, M.A.; Duval, A.; Avérous, L. Biobased vitrimers: Towards sustainable and adaptable performing polymer materials. Prog. Polym. Sci. 2022, 127, 101515. [Google Scholar] [CrossRef]
- Zhen, X.; Cui, X.; Al-Haimi, A.A.N.M.; Wang, X.; Liang, H.; Xu, Z.; Wang, Z. Fully bio-based epoxy resins from lignin and epoxidized soybean oil: Rigid-flexible, tunable properties and high lignin content. Int. J. Biol. Macromol. 2024, 254 Pt 2, 127760. [Google Scholar] [CrossRef] [PubMed]
- Tiz, D.B.; Vicente, F.A.; Kroflič, A.; Likozar, B. Lignin-Based Covalent Adaptable Network Polymers—When Bio-Based Thermosets Meet Recyclable by Design. ACS Sustain. Chem. Eng. 2023, 11, 13836–13867. [Google Scholar] [CrossRef]
- Tang, R.; Xue, B.; Tan, J.; Guan, Y.; Wen, J.; Li, X.; Zhao, W. Regulating Lignin-Based Epoxy Vitrimer Performance by Fine-Tuning the Lignin Structure. ACS Appl. Polym. Mater. 2022, 4, 1117–1125. [Google Scholar] [CrossRef]
- Menager, C.; Guigo, N.; Vincent, L.; Sbirrazzuoli, N. Polymerization kinetic pathways of epoxidized linseed oil with aliphatic bio-based dicarboxylic acids. J. Polym. Sci. 2020, 58, 1717–1727. [Google Scholar] [CrossRef]
- Sangaletti, D.; Ceseracciu, L.; Marini, L.; Athanassiou, A.; Zych, A. Biobased boronic ester vitrimer resin from epoxidized linseed oil for recyclable carbon fiber composites. Resources. Conserv. Recycl. 2023, 198, 107205. [Google Scholar] [CrossRef]
- Monteserin, C.; Blanco, M.; Uranga, N.; Sanchez, J.; Laza, J.M.; Vilas, J.L.; Aranzabe, E. Sustainable biobased epoxy thermosets with covalent dynamic imine bonds for green composite development. Polymer 2023, 285, 126339. [Google Scholar] [CrossRef]
- Ding, C.; Tian, G.; Matharu, A. Adipic acid–glutaric anhydride–epoxidised linseed oil biobased thermosets with tunable properties. Mater. Today Commun. 2016, 7, 51–58. [Google Scholar] [CrossRef]
- Mauro, C.D.; Genua, A.; Mija, A. Fully bio-based reprocessable thermosetting resins based on epoxidized vegetable oils cured with itaconic acid. Ind. Crop. Prod. 2022, 185, 115116. [Google Scholar] [CrossRef]
- Gupta, A.P.; Ahmad, S.; Dev, A. Modification of novel bio-based resin-epoxidized soybean oil by conventional epoxy resin. Polym. Eng. Sci. 2011, 51, 1087–1091. [Google Scholar] [CrossRef]
- Li, C.; Ju, B.; Zhang, S. Fully bio-based hydroxy ester vitrimer synthesized by crosslinking epoxidized soybean oil with doubly esterified starch. Carbohydr. Polym. 2023, 302, 120442. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Guo, L.; Xu, X.; Shang, S.; Liu, H. A fully bio-based epoxy vitrimer: Self-healing, triple-shape memory and reprocessing triggered by dynamic covalent bond exchange. Mater. Des. 2020, 186, 108248. [Google Scholar] [CrossRef]
- Zych, A.; Tellers, J.; Bertolacci, L.; Ceseracciu, L.; Marini, L.; Mancini, G.; Athanassiou, A. Biobased, Biodegradable, Self-Healing Boronic Ester Vitrimers from Epoxidized Soybean Oil Acrylate. ACS Appl. Polym. Mater. 2021, 3, 1135–1144. [Google Scholar] [CrossRef]
- Jefferson, A.J.; Arumugam, V.; Dhakal, H.N. Repair of Polymer Composites; Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Cambridge, UK, 2018; pp. 225–375. ISBN 9780081022634. [Google Scholar] [CrossRef]
- Budhe, S.; Banea, M.D.; De Barros, S. Bonded repair of composite structures in aerospace application: A review on environmental issues. Appl. Adhes. Sci. 2018, 6, 3. [Google Scholar] [CrossRef]
- Katnam, K.B.; Da Silva, L.F.M.; Young, T.M. Bonded repair of composite aircraft structures: A review of scientific challenges and opportunities. Prog. Aerosp. Sci. 2013, 61, 26–42. [Google Scholar] [CrossRef]
- Sahoo, C.K.; Bhatia, G.S.; Arockiarajan, A. Effect of patch-parent stacking sequence and patch stiffness on the tensile behaviour of the patch repaired carbon-glass hybrid composite. Thin-Walled Struct. 2022, 179, 109551. [Google Scholar] [CrossRef]
- Tie, Y.; Hou, Y.; Li, C.; Zhou, X.; Sapanathan, T.; Rachik, M. An insight into the low-velocity impact behavior of patch-repaired CFRP laminates using numerical and experimental approaches. Compos. Struct. 2018, 190, 179–188. [Google Scholar] [CrossRef]
- Feng, W.; Xu, F.; Yuan, J.; Zang, Y.; Zhang, X. Focusing on in-service repair to composite laminates of different thicknesses via scarf-repaired method. Compos. Struct. 2019, 207, 826–835. [Google Scholar] [CrossRef]
- Psarras, S.; Loutas, T.; Galanopoulos, G.; Karamadoukis, G.; Sotiriadis, G.; Kostopoulos, V. Evaluating experimentally and numerically different scarf-repair methodologies of composite structures. Int. J. Adhes. Adhes. 2020, 97, 102495. [Google Scholar] [CrossRef]
- Slattery, P.G.; McCarthy, C.T.; O’Higgins, R.M. Development of a novel cyanoacrylate injection repair procedure for composites. Compos. Struct. 2016, 153, 1–11. [Google Scholar] [CrossRef]
- Hautier, M.; Lévêque, D.; Huchette, C.; Olivier, P. Investigation of composite repair method by liquid resin infiltration. Plast. Rubber Compos. 2010, 39, 200–207. [Google Scholar] [CrossRef]
- Thunga, M.; Bauer, A.; Obusek, K.; Meilunas, R.; Akinc, M.; Kessler, M.R. Injection repair of carbon fiber/bismaleimide composite panels with bisphenol E cyanate ester resin. Compos. Sci. Technol. 2014, 100, 174–181. [Google Scholar] [CrossRef]
- Kessler, M.R.; Sottos, N.R.; White, S.R. Self-healing structural composite materials. Compos. Part A Appl. Sci. Manuf. 2003, 34, 743–753. [Google Scholar] [CrossRef]
- Yuan, W.; Zhang, Z.; Li, Y.; Huang, Y.; Zhong, Z.; Hu, Z. Self-healing and in-situ real-time damage-reporting fiber-reinforced composite. Compos. Sci. Technol. 2024, 245, 110344. [Google Scholar] [CrossRef]
- Hayes, S.A.; Jones, F.R.; Marshiya, K.; Zhang, W. A self-healing thermosetting composite material. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1116–1120. [Google Scholar] [CrossRef]
- Kanu, N.J.; Gupta, E.; Vates, U.K.; Singh, G.K. Self-healing composites: A state-of-the-art review. Compos. Part A Appl. Sci. Manuf. 2019, 121, 474–486. [Google Scholar] [CrossRef]
- Baker, A. Development of a Hard-Patch Approach for Scarf Repair of Composite Structure; DSTO: Melbourne, Australia, 2006; pp. 1–29.
- Bcomp Ltd. Technical Data Sheet: AmplitexTM 5042, 3rd ed.; Bcomp Ltd.: Fribourg, Switzerland, 2021. [Google Scholar]
- Mahendran, A.R.; Wuzella, G.; Aust, N.; Kandelbauer, A.; Müller, U. Photo crosslinkable modified vegetable oil-based resin for wood surface coating application. Prog. Org. Coat. 2012, 74, 697–704. [Google Scholar] [CrossRef]
- Sigma-Aldrich. Sigma-Aldrich: Specification Sheet—Glutaric Anhydride. Available online: https://www.sigmaaldrich.com/specification-sheets/246/412/G3806-BULK________ALDRICH__.pdf (accessed on 3 August 2023).
- Sigma-Aldrich. Sigma-Aldrich: Specification Sheet—TBD, 1,5,7-Triazabicyclo[4.4.0]dec-5-ene. Available online: https://www.sigmaaldrich.com/AT/en/specification-sheet/ALDRICH/345571 (accessed on 3 August 2023).
- ASTM D7136/D7136M-15; Standard Test Method for Measuring the Damage Resistance of a Fiber-Reinforced Polymer Matrix Composite to a Drop-Weight Impact Event. ASTM Committee D30 on Composite Materials, ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM D7137/D7137M-12; Test Method for Compressive Residual Strength Properties of Damaged Polymer Matrix Composite Plates. ASTM Committee D30 Committee, ASTM International: West Conshohocken, PA, USA, 2012.
- Chrysafi, A.P.; Athanasopoulos, N.; Siakavellas, N.J. Damage detection on composite materials with active thermography and digital image processing. Int. J. Therm. Sci. 2017, 116, 242–253. [Google Scholar] [CrossRef]
- Maier, A.; Schmidt, R.; Oswald-Tranta, B.; Schledjewski, R. Non-Destructive Thermography Analysis of Impact Damage on Large-Scale CFRP Automotive Parts. Materials 2014, 7, 413–429. [Google Scholar] [CrossRef] [PubMed]
- Abrão, A.M.; Faria, P.E.; Rubio, J.C.; Reis, P.; Davim, J.P. Drilling of fiber reinforced plastics: A review. J. Mater. Process. Technol. 2007, 186, 1–7. [Google Scholar] [CrossRef]
- Abdul-Nasir, A.A.; Azmi, A.I.; Lih, T.C.; Abdul-Majid, M.S. Critical thrust force and critical feed rate in drilling flax fibre composites: A comparative study of various thrust force models. Compos. Part B Eng. 2019, 165, 222–232. [Google Scholar] [CrossRef]
- Zhang, M.Q.; Rong, M.Z.; Yin, T. Self-Healing Polymers and Polymer Composites; Wiley: Hoboken, NJ, USA, 2011; pp. 29–71. ISBN 9783527318292. [Google Scholar] [CrossRef]
- Mphahlele, K.; Ray, S.S.; Kolesnikov, A. Self-Healing Polymeric Composite Material Design, Failure Analysis and Future Outlook: A Review. Polymers 2017, 9, 535. [Google Scholar] [CrossRef] [PubMed]
- Ullah, H.; Azizli, K.A.M.; Man, Z.B.; Ismail, M.B.C.; Khan, M.I. The Potential of Microencapsulated Self-healing Materials for Microcracks Recovery in Self-healing Composite Systems: A Review. Polym. Rev. 2016, 56, 429–485. [Google Scholar] [CrossRef]
- Stryzek, M. Verbundwerkstoffe auf Basis vitrimerer Polymersysteme: Verarbeitungsverhalten und Umformanalyse. Master’s Thesis, Montanuniversität Leoben, Leoben, Austria, 2022. [Google Scholar] [CrossRef]
- Freitas, M.D.; Reis, L. Failure mechanisms on composite specimens subjected to compression after impact. Compos. Struct. 1998, 42, 365–373. [Google Scholar] [CrossRef]
- Schoeppner, G.A.; Abrate, S. Delamination threshold loads for low velocity impact on composite laminates. Compos. Part A Appl. Sci. Manuf. 2000, 31, 903–915. [Google Scholar] [CrossRef]
- Pérez, M.A.; Gil, L.; Oller, S. Impact damage identification in composite laminates using vibration testing. Compos. Struct. 2014, 108, 267–276. [Google Scholar] [CrossRef]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef]
- Chaishome, J.; Brown, K.A.; Brooks, R.; Clifford, M.J. Thermal Degradation of Flax Fibres as Potential Reinforcement in Thermoplastic Composites. AMR 2014, 894, 32–36. [Google Scholar] [CrossRef]
- Van De Velde, K.; Kiekens, P. Thermal degradation of flax: The determination of kinetic parameters with thermogravimetric analysis. J. Appl. Polym. Sci. 2002, 83, 2634–2643. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Thermal degradation of flax and jute fibers. J. Appl. Polym. Sci. 2001, 82, 1417–1422. [Google Scholar] [CrossRef]
- Müssig, J.; Haag, K. 2—The use of flax fibres as reinforcements in composites. In Biofiber Reinforcements in Composite Materials; Faruk, O., Sain, M., Eds.; Woodhead Publishing: Cambridge, UK, 2015; pp. 35–85. ISBN 9781782421221. [Google Scholar] [CrossRef]
- Placet, V. Characterization of the thermo-mechanical behaviour of Hemp fibres intended for the manufacturing of high-performance composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1111–1118. [Google Scholar] [CrossRef]
- Campana, C.; Leger, R.; Sonnier, R.; Ferry, L.; Ienny, P. Effect of post curing temperature on mechanical properties of a flax fiber reinforced epoxy composite. Compos. Part A Appl. Sci. Manuf. 2018, 107, 171–179. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Impact Energy, J | FBEC | FBVC | ||||||
|---|---|---|---|---|---|---|---|---|
| Peak Force, N | Contact Time, ms | Absorbed Energy, J | Displacement, mm | Peak Force, N | Contact Time, ms | Absorbed Energy, J | Displacement, mm | |
| 10 | 3197.6 ± 61 | 8.9 ± 0.2 | 4.4 ± 0.2 | 4.5 ± 0.4 | 2575.0 ± 56 | 12.9 ± 0.3 | 7.5 ± 0.4 | 6.4 ± 0.2 |
| 15 | 3523.1 ± 95 | 12.9 ± 0.2 | 6.4 ± 0.4 | 6.2 ± 0.3 | 2715.9 ± 67 | 19.8 ± 0.2 | 11.1 ± 0.3 | 9.5 ± 0.4 |
| 20 | 3369.3 ± 58 | 17.1 ± 0.4 | 10.6 ± 0.3 | 8.2 ± 0.5 | 2498.1 ± 92 | 25.2 ± 0.3 | 11.3 ± 0.3 | 11.5 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ravindran, B.; Agathocleous, T.; Oswald-Tranta, B.; Fauster, E.; Feuchter, M. Impact Characteristics and Repair Approaches of Distinct Bio-Based Matrix Composites: A Comparative Analysis. J. Compos. Sci. 2024, 8, 126. https://doi.org/10.3390/jcs8040126
Ravindran B, Agathocleous T, Oswald-Tranta B, Fauster E, Feuchter M. Impact Characteristics and Repair Approaches of Distinct Bio-Based Matrix Composites: A Comparative Analysis. Journal of Composites Science. 2024; 8(4):126. https://doi.org/10.3390/jcs8040126
Chicago/Turabian StyleRavindran, Bharath, Timotheos Agathocleous, Beate Oswald-Tranta, Ewald Fauster, and Michael Feuchter. 2024. "Impact Characteristics and Repair Approaches of Distinct Bio-Based Matrix Composites: A Comparative Analysis" Journal of Composites Science 8, no. 4: 126. https://doi.org/10.3390/jcs8040126