

Effects of the Injection Material and Resin Layer on the Mechanical Properties of Carbon Fiber-Reinforced Thermoplastic (CFRTP) Press and Injection Hybrid Molded Parts
Abstract
:1. Introduction
2. Materials and Methods
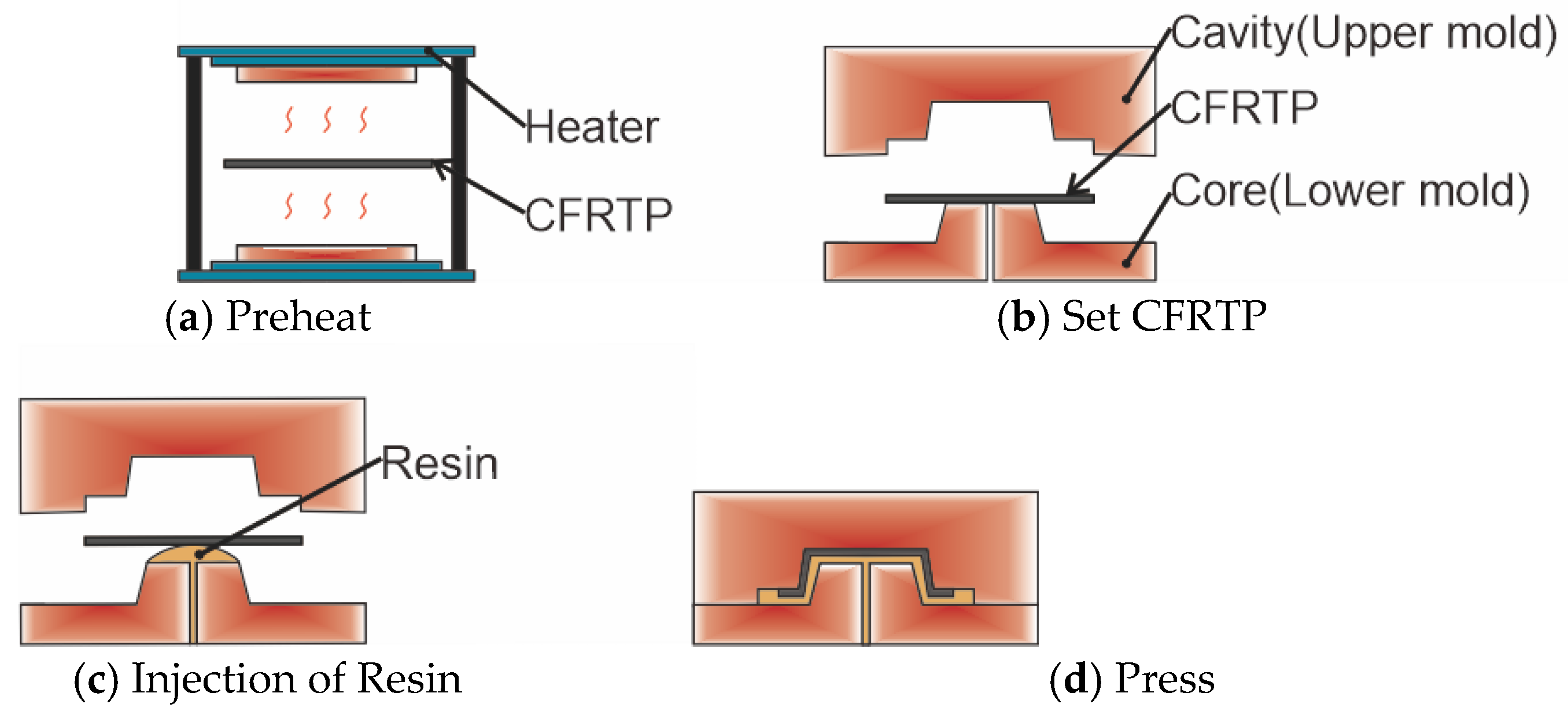
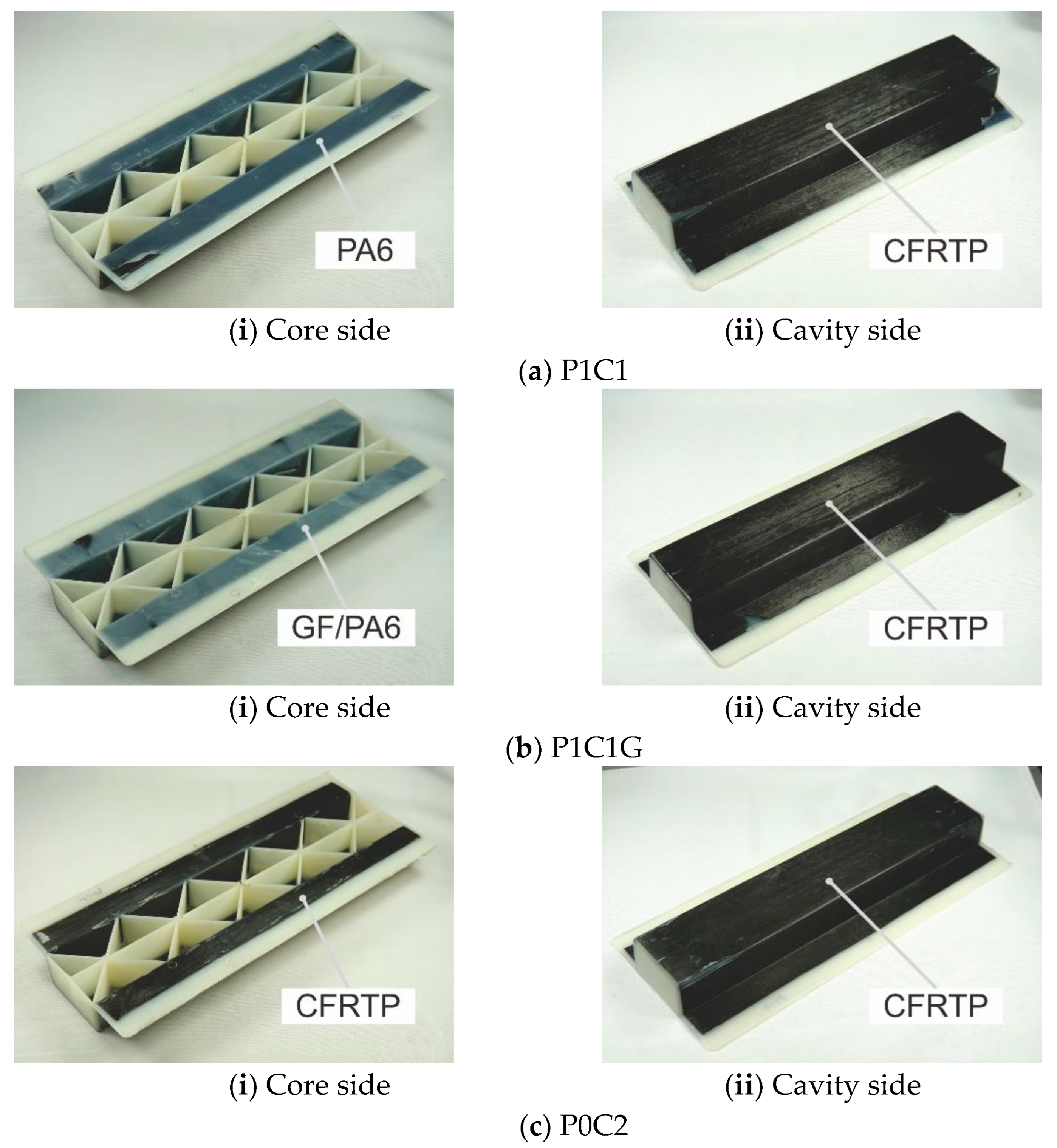
2.1. Materials and Method of Fabricating Hat-Shaped Parts
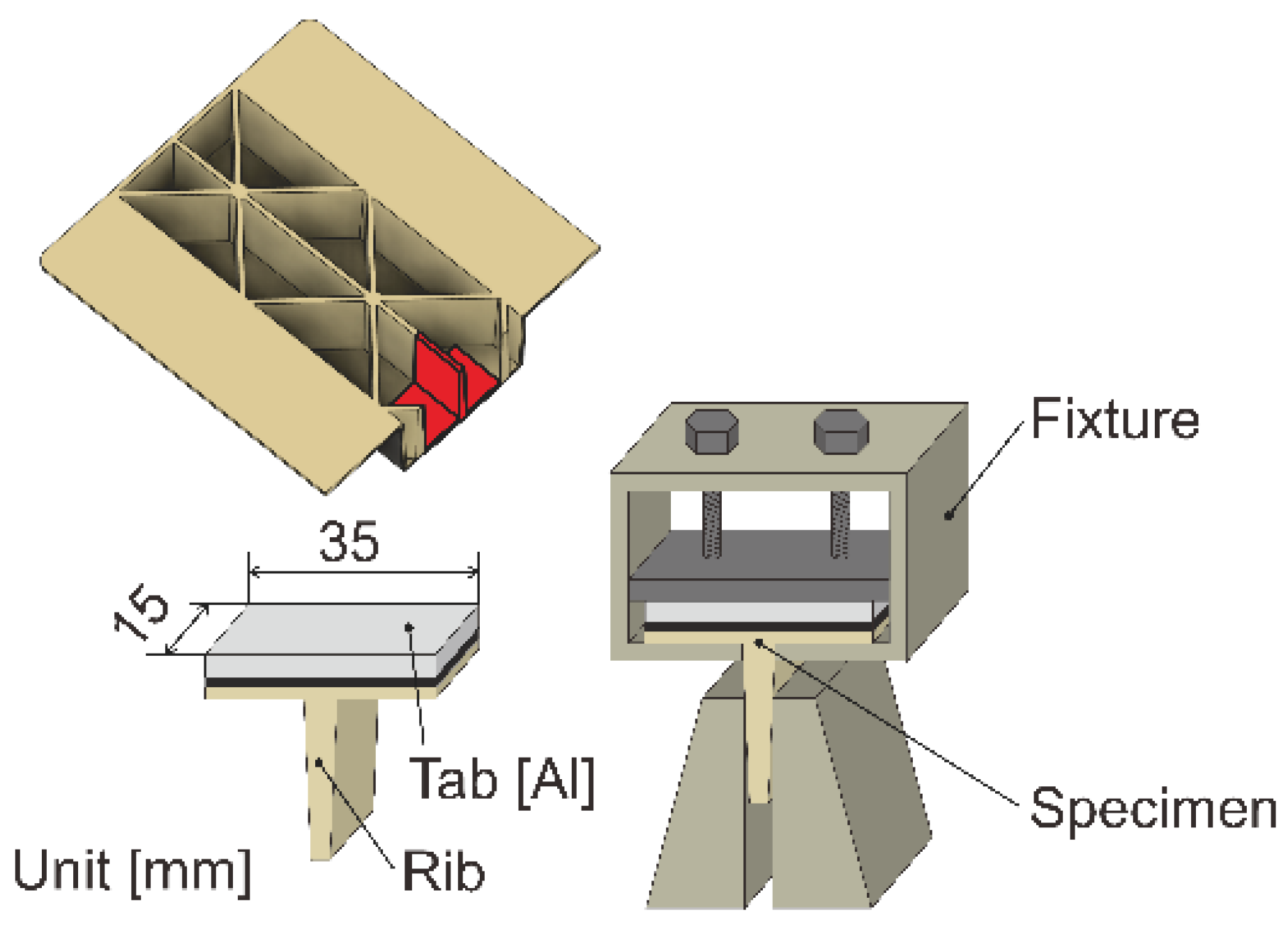
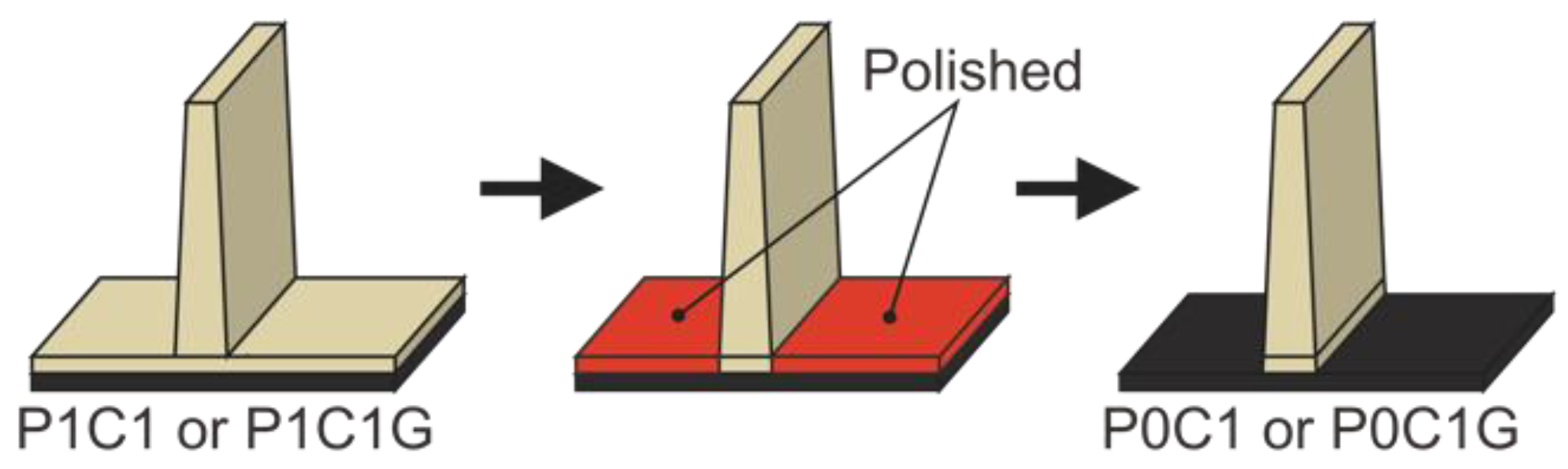
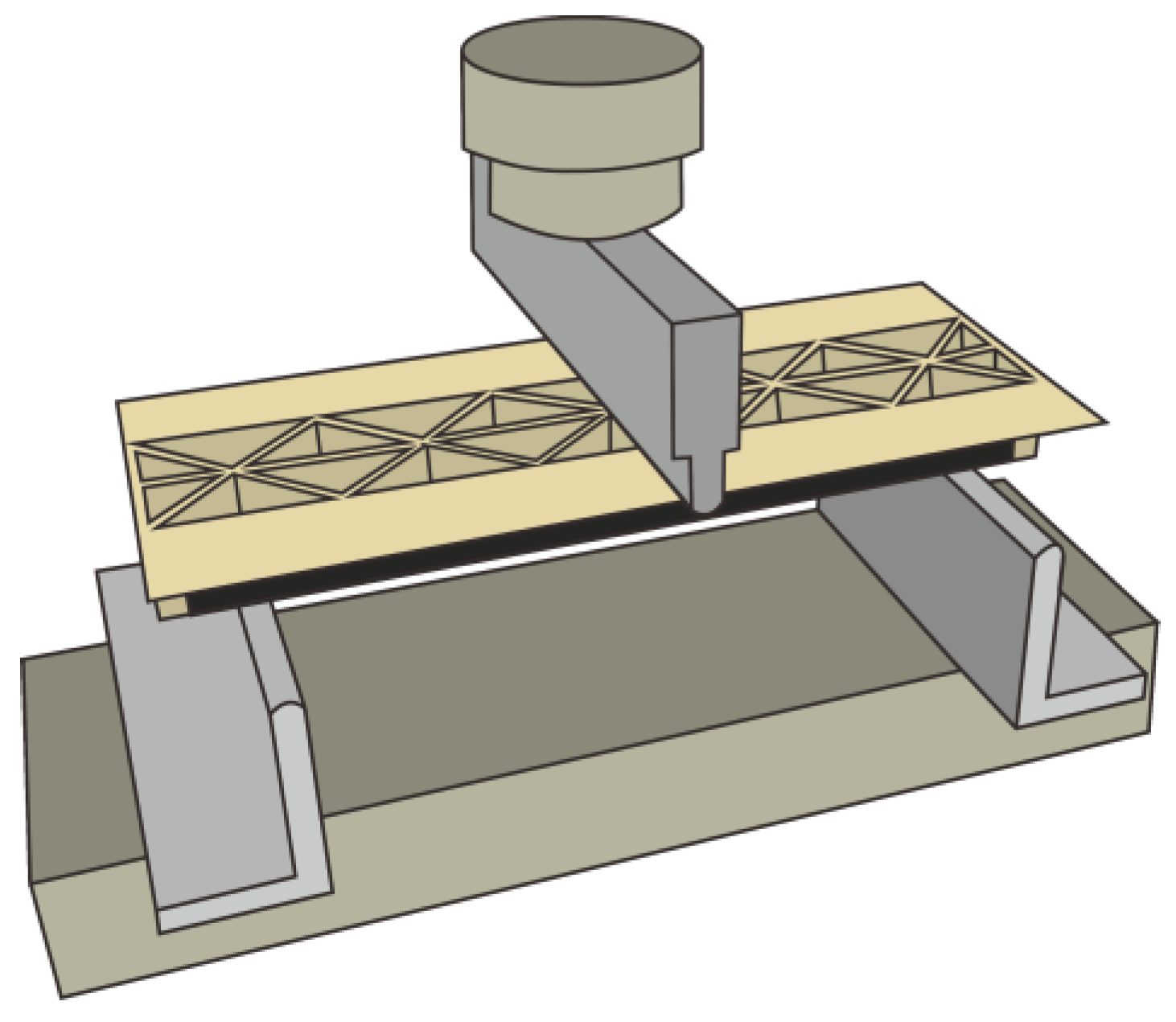
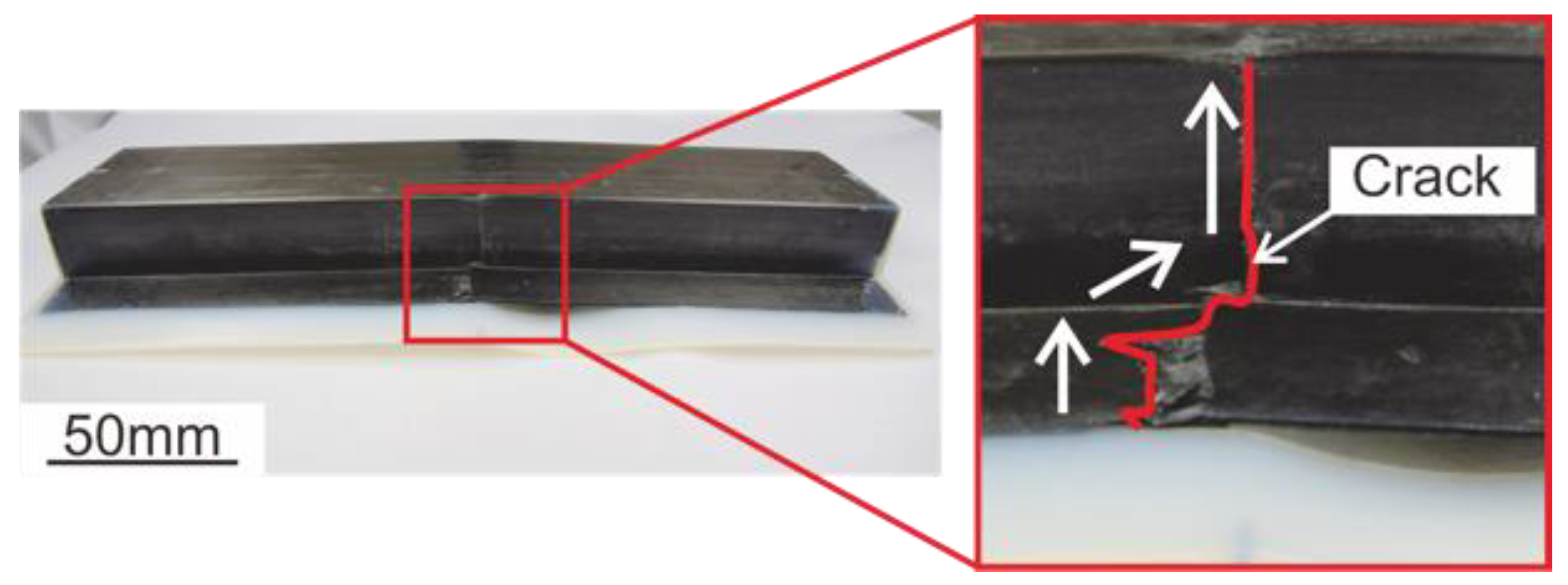
2.2. T-Shaped Tensile Tests
2.3. Three-Point Bending Tests of Hat-Shaped Parts
2.4. Three-Point Bending FEM Analysis of Hat-Shaped Parts
2.5. Cost Evaluation of Hat-Shaped Parts
3. Results and Discussion
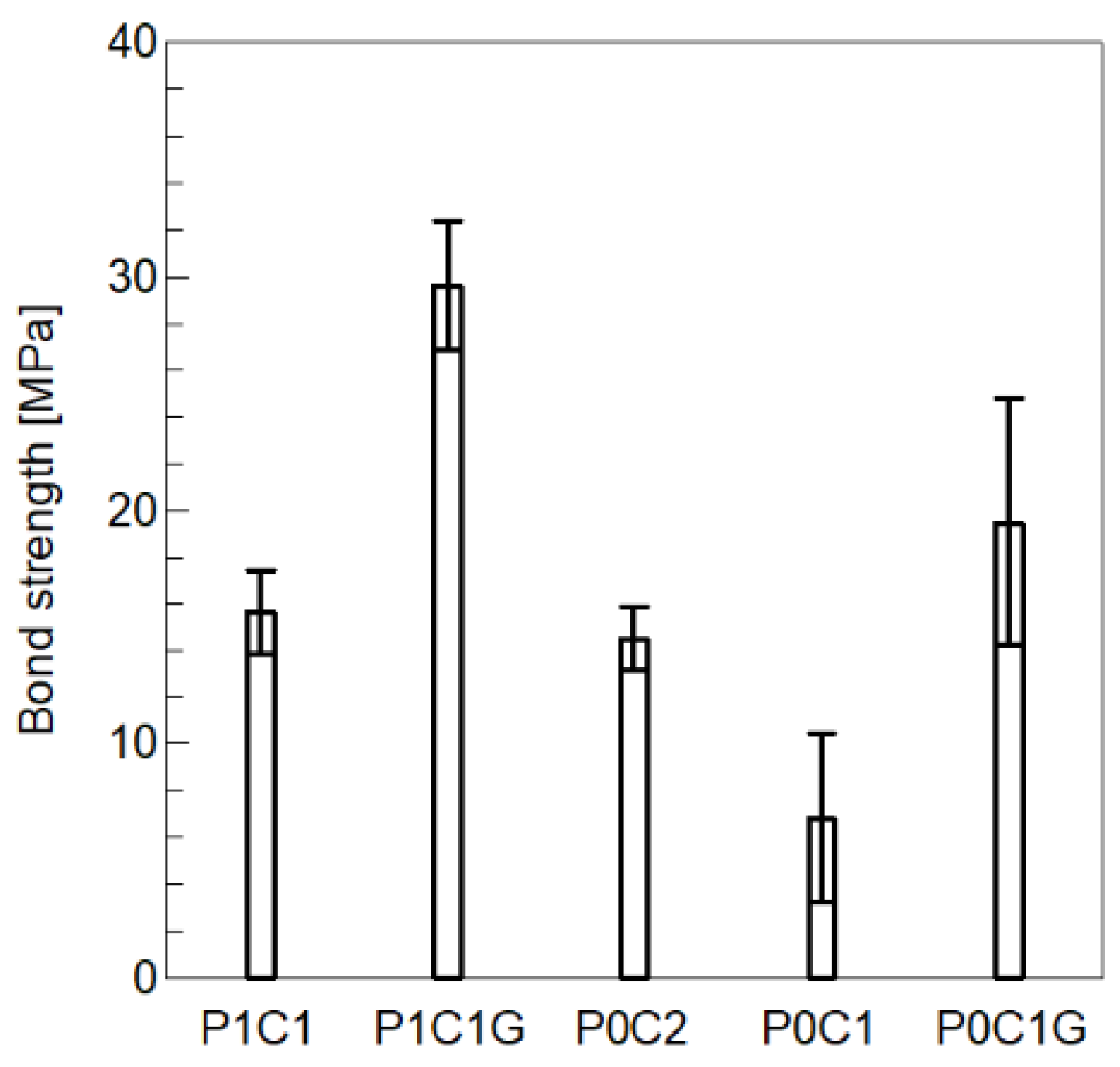
3.1. T-Shaped Tensile Test
3.2. Three-Point Bending Tests of Hat-Shaped Parts
3.3. Three-Point Bending FEM Analysis of Hat-Shaped Parts
3.4. Cost Evaluation of Hat-Shaped Parts
4. Conclusions
- In T-shaped tensile tests at the rib roots, molded parts with neat and fiber-reinforced resin layers at the rib roots showed 129% and 52% higher bond strengths than those without resin layers, respectively. The use of glass fiber-reinforced PA6 resin showed a lower molding shrinkage rate, suggesting that it prevents peeling of the bonded area, resulting in higher bond strength than that of the neat PA6 resin.
- In the CFRTP hat-shaped parts with a resin layer at the rib root, the use of glass fiber-reinforced PA6 resin as an injection material enables the fabrication of a molded part that shows the same stiffness as that of a molded part using a 2 mm thick CFRTP laminate for the outer shell.
- The three-point bending FEM analysis of a CFRTP hat-shaped part showed that the addition of a resin layer prevents the concentration of strain where the ribs of the surface material are located. The model with the use of a 1 mm thick CFRTP laminate for the outer shell and glass fiber-reinforced PA6 resin as the injection material showed the best specific stiffness in this study.
- By adding a resin layer to the rib root, molded parts with excellent specific stiffness can be fabricated with a small increase in cost. A model with a resin layer using glass fiber-reinforced PA6 resin as the injection material showed low cost and excellent specific stiffness.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ureshino, Y. Weight reduction and joining Technology for multi-material automobile. J. Surf. Finish. Soc. Jpn. 2022, 73, 380–383. [Google Scholar] [CrossRef]
- Ishikawa, T. Overview of carbon fiber reinforced composites (CFRTP) applications to automotive structural parts,-focused on thermoplastic CFRP-. J. Jpn. Soc. Precis. Eng. 2015, 81, 489–493. [Google Scholar] [CrossRef]
- Wan, Y.; Takahashi, J. Developed of carbon fiber-reinforced thermoplastics for mass-produced automotive applications in Japan. J. Compos. Sci. 2021, 5, 86. [Google Scholar] [CrossRef]
- Terada, K. Carbon fiber reinforced thermo plastics-currently, applications and forecast. J. Jpn. Soc. Precis. Eng. 2015, 81, 485–488. [Google Scholar] [CrossRef]
- Lee, J.M.; Kim, B.M.; Ko, D.C. Multi-material forming using DP780 and CFRTP. Procedia Manuf. 2018, 15, 1716–1721. [Google Scholar] [CrossRef]
- Guo, Q.; Xiao, B.; Ohsawa, I.; Fujita, M.; Takahashi, J. Numerical analysis and optimization of CFRTP hat-stiffened structure. In Proceedings of the ECCM18—18th European Conference on Composite Materials, Athens, Greece, 25–28 June 2018; pp. 1–8. [Google Scholar]
- Limaye, M.; Pradeep, S.A.; Kothari, A.; Savla, S.; Agha, A.; Pilla, S.; Li, G. Thermoforming process effects on structural performance of carbon fiber reinforced thermoplastic composite parts through a manufacturing to response pathway. Compos. Part B 2022, 235, 109728. [Google Scholar] [CrossRef]
- Fiorotto, M.; Lucchetta, G. Experimental investigation of a new hybrid molding process to manufacture high-performance composites. Int. J. Mater. Form. 2013, 6, 179–185. [Google Scholar] [CrossRef]
- Kang, T.-H.; Lee, J.-W.; Kim, J.-H.; Ahn, T.-M.; Ko, D.-C. Design of center pillar with composite reinforcements using hybrid molding method. Material 2021, 14, 2047. [Google Scholar] [CrossRef]
- Ohishi, M.; Ohtani, A.; Nakai, A. Effect of heating condition for prepreg sheet and injection resin on interfacial properties between prepreg and injection part in hybrid molding. Seikei-Kakou 2017, 29, 135–141. [Google Scholar] [CrossRef]
- Asanuma, N. Applying direct injection molding process and hybrid molding system to CFRP molding. Seikei-Kakou 2015, 27, 89–93. [Google Scholar] [CrossRef]
- Tanaka, K.; Tokura, D.; Katayama, T.; Ishikawa, T.; Tomioka, M. Evaluation of mechanical property of press and injection hybrid molded CF/PA6 using cut prepreg sheets. J. Soc. Mater. Sci. 2016, 65, 713–720. [Google Scholar] [CrossRef]
- Tanaka, K.; Harada, Y.; Katayama, T.; Ishikawa, T.; Tomioka, M. Press and injection hybrid using CF/PP unidirectional slit prepreg and evaluation of boding strength at rib root. J. Soc. Mater. Sci. 2016, 65, 721–726. [Google Scholar] [CrossRef]
- Wan, Y.; Takahashi, J. Tensile and compressive properties of chopped carbon fiber tapes reinforced thermoplastics with different fiber lengths and molding pressures. Compos. Part A 2016, 87, 271–281. [Google Scholar] [CrossRef]
- Seto, M.; Tanaka, H.; Katayama, M.; Itakura, M.; Yamabe, M. Influence of reinforced fiber on joining strength in metal-resin joining injection molded products. Seikei-Kakou 2016, 28, 427–433. [Google Scholar] [CrossRef]
- Akkerman, R.; Bouwman, M.; Wijskamp, S. Analysis of the Thermoplastic Composite Overmolding Process: Interface Strength. Front. Mater. 2020, 7, 27. [Google Scholar] [CrossRef]
- Paramasivam, A.; Timmaraju, M.V.; Velmurugan, R. Influence of Preheating on the Fracture Behavior of Over-Molded Short/Continuous Fiber Reinforced Polypropylene Composites. J. Compos. Mater. 2021, 55, 4387–4397. [Google Scholar] [CrossRef]
- Hartley, W.D.; McCann, J.; Davis, S.; Hocker, T.; Bobba, S.; Verghese, N.; Bajaj, D.; Yu, H.Z.; Dillard, D.A. Fracture Characterization of Composite adhesion. J. Thermoplast. Compos. Mater. 2022, 35, 977–997. [Google Scholar] [CrossRef]
- Jiang, Q.; Takayama, T.; Nishioka, A. Impact energy dissipation and quantitative models of injection molded short fiber-reinforced thermoplastics. Polymers 2023, 15, 4297. [Google Scholar] [CrossRef] [PubMed]
- Giusti, R.; Lucchetta, G. Cohesive Zone Modeling of the Interface Fracture in Full-Thermoplastic Hybrid Composites for Lightweight Application. Polymers 2023, 15, 4459. [Google Scholar] [CrossRef] [PubMed]
- UBE Corporation Website. Available online: https://ube.es/wp-content/uploads/2021/12/TDS_UBE-NYLON-1015B_Injection.pdf (accessed on 18 July 2023).
- UBE Corporation. Available online: https://www.ube.com/contents/jp/chemical/nylon/chemical_injection/1015gc6.html (accessed on 18 July 2023).
- Mitsubishi Chemical Group Corporation. Available online: https://www.m-chemical.co.jp/carbon-fiber/product/tow/ (accessed on 18 July 2023).
- Gabriel Phenoxies, Inc. Available online: https://www.gabrielchem.com/wp-content/uploads/GPI-SDS-US-PHENOXY-RESIN-PELLETS-Version-5.pdf (accessed on 18 July 2023).
- Dhaliwal, G.S.; Newaz, G.M. Experimental and numerical investigation of flexural behavior of hat sectioned aluminum/carbon fiber reinforced mixed material composite beam. Compos. Part B Eng. 2020, 182, 107642. [Google Scholar] [CrossRef]
- Ghabezi, P.; Farahani, M. Effects of Nanoparticles on Nanocomposites Mode I and II Fracture: A Critical Review. Rev. Adhes. Adhes. 2017, 5, 414–435. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin Layer [mm] | CFRTP Laminate [mm] | Experiment | FEM Analysis | ||
|---|---|---|---|---|---|
| PA6 | GF/PA6 | ||||
| P1C1 | 1 | - | 1 | ○ | ○ |
| P1C1G | - | 1 | 1 | ○ | ○ |
| P0C2 | - | - | 2 | ○ | ○ |
| P0C1 | - | - | 1 | - | ○ |
| P0C1G | - | - | 1 | - | ○ |
| Property | Young’s Modulus [GPa] | Shear Modulus [GPa] | Poisson Ratio | Density [kg/m3] | |||||
|---|---|---|---|---|---|---|---|---|---|
| Material | EX | EY | EZ | GX | GY | GZ | |||
| PA6 | 2.3 | 0.3 | 1140 [21] | ||||||
| GF/PA6 | 3.7 | 0.3 | 1360 [22] | ||||||
| CFRTP laminate | 79 | 40 | 1.8 | 30 | 15 | 0.7 | 0.3 | 1505 [23,24] | |
| Material | Cost [yen/kg] |
|---|---|
| PA6 | 0.60 × 103 |
| GF/PA6 | 1.2 × 103 |
| CF/Phenoxy prepreg | 29 × 103 |
| Molded Part | Cost [yen] |
|---|---|
| P1C1 | 2.0 × 103 |
| P1C1G | 2.1 × 103 |
| P0C2 | 3.9 × 103 |
| P0C1 | 2.0 × 103 |
| P0C1G | 2.1 × 103 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tanaka, K.; Taniguchi, M. Effects of the Injection Material and Resin Layer on the Mechanical Properties of Carbon Fiber-Reinforced Thermoplastic (CFRTP) Press and Injection Hybrid Molded Parts. J. Compos. Sci. 2024, 8, 56. https://doi.org/10.3390/jcs8020056
Tanaka K, Taniguchi M. Effects of the Injection Material and Resin Layer on the Mechanical Properties of Carbon Fiber-Reinforced Thermoplastic (CFRTP) Press and Injection Hybrid Molded Parts. Journal of Composites Science. 2024; 8(2):56. https://doi.org/10.3390/jcs8020056
Chicago/Turabian StyleTanaka, Kazuto, and Masaki Taniguchi. 2024. "Effects of the Injection Material and Resin Layer on the Mechanical Properties of Carbon Fiber-Reinforced Thermoplastic (CFRTP) Press and Injection Hybrid Molded Parts" Journal of Composites Science 8, no. 2: 56. https://doi.org/10.3390/jcs8020056