
Reusing Bisphenol—A Type of Epoxy Polymer Recyclates from the Solvolysis of CFRP

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Procedures
2.2.1. Sample Preparation
2.2.2. Physical and Chemical Characterization
3. Results and Discussion
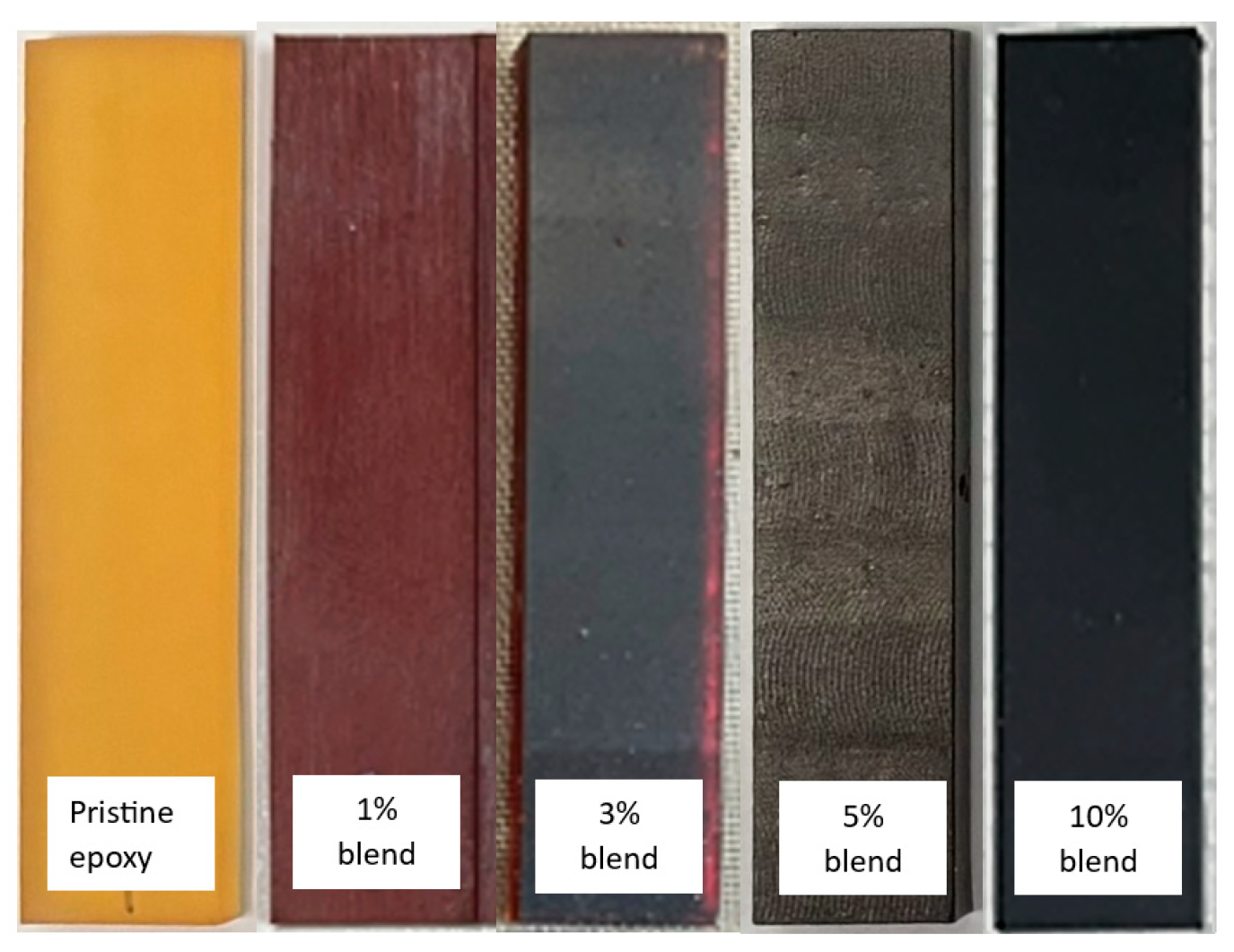
3.1. Blending and Curing Process
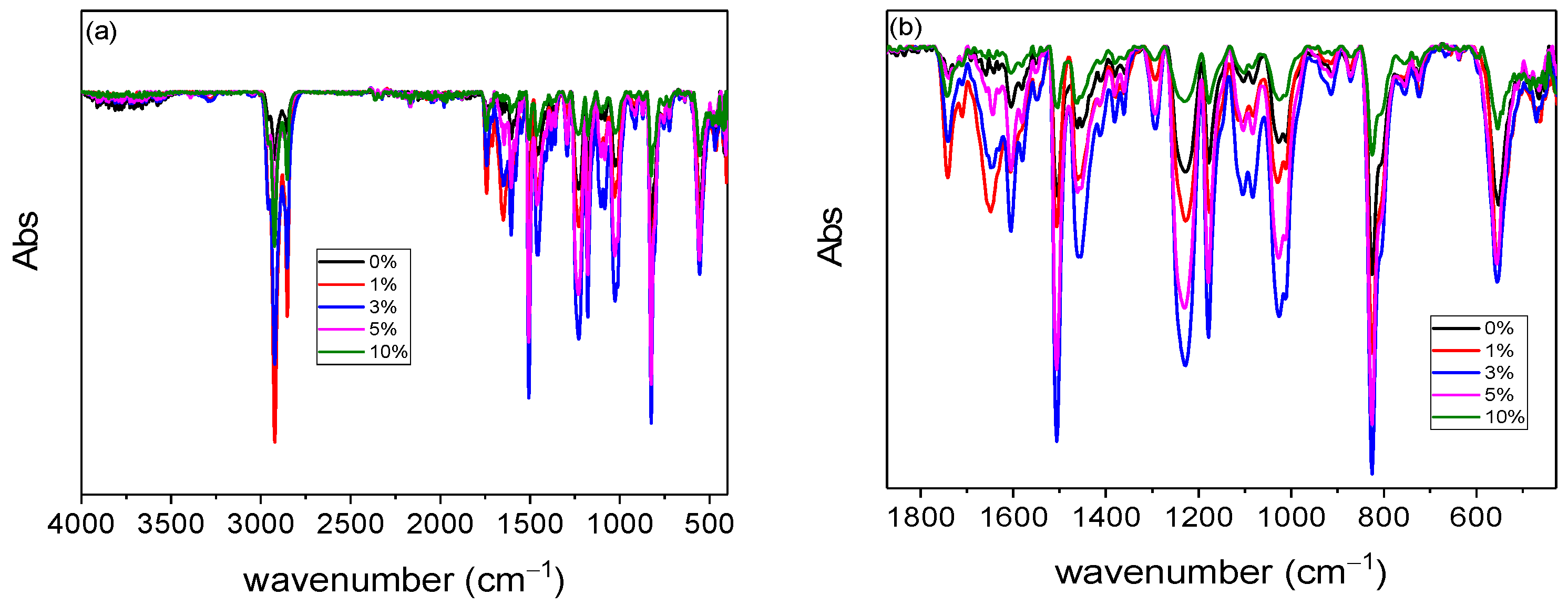
3.2. Chemical Characterizations of the Re-Blended Epoxy
FTIR
3.3. Thermal Characterization of the Re-Blended and Pristine Epoxy
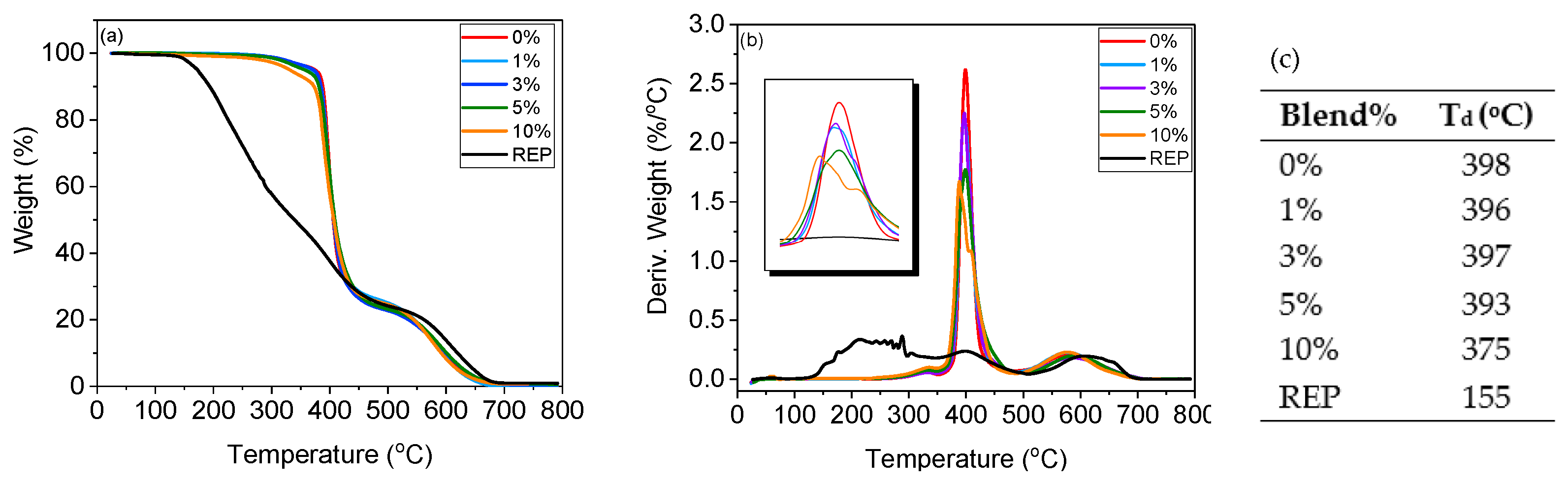
3.3.1. TGA
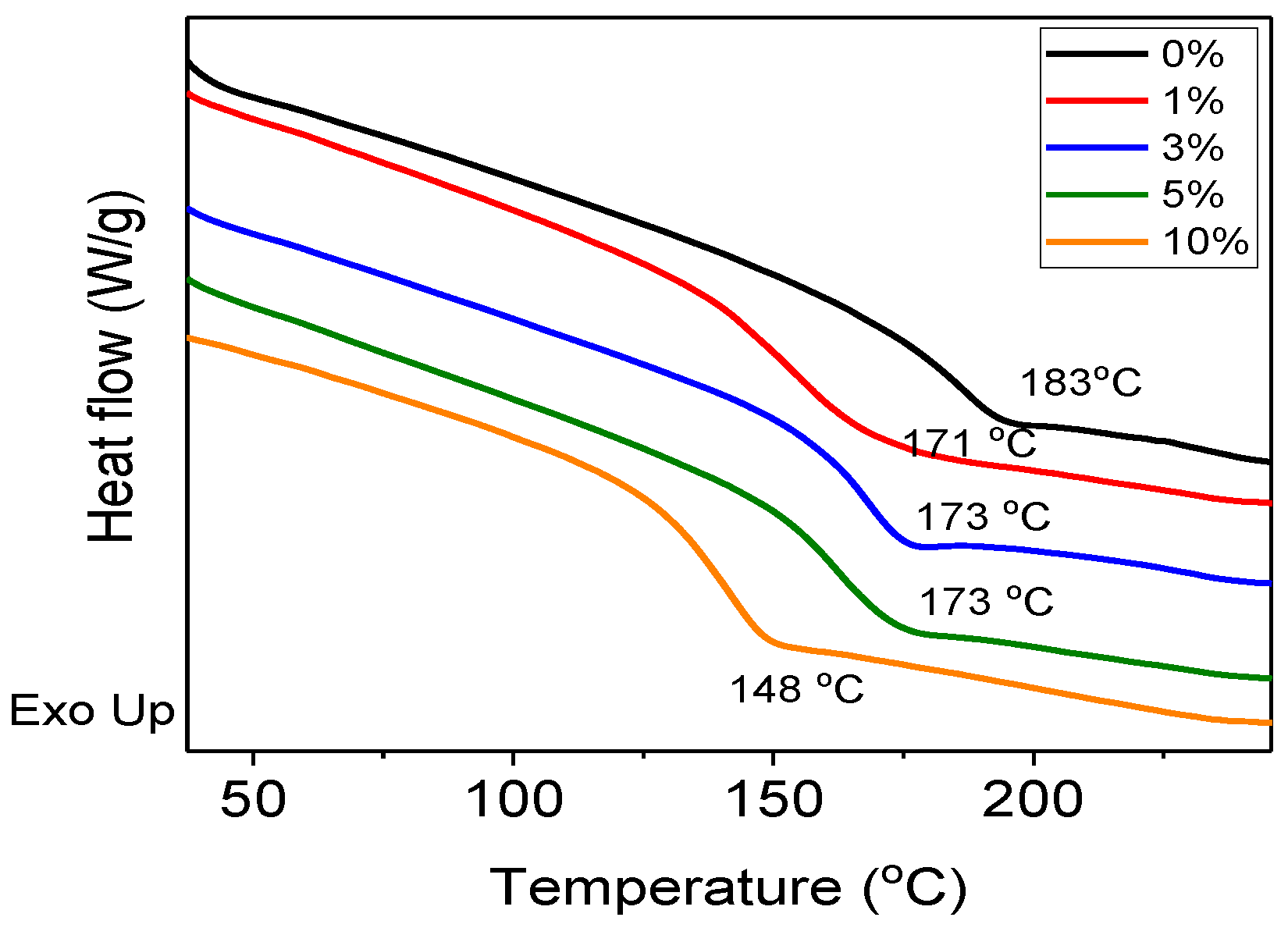
3.3.2. DSC
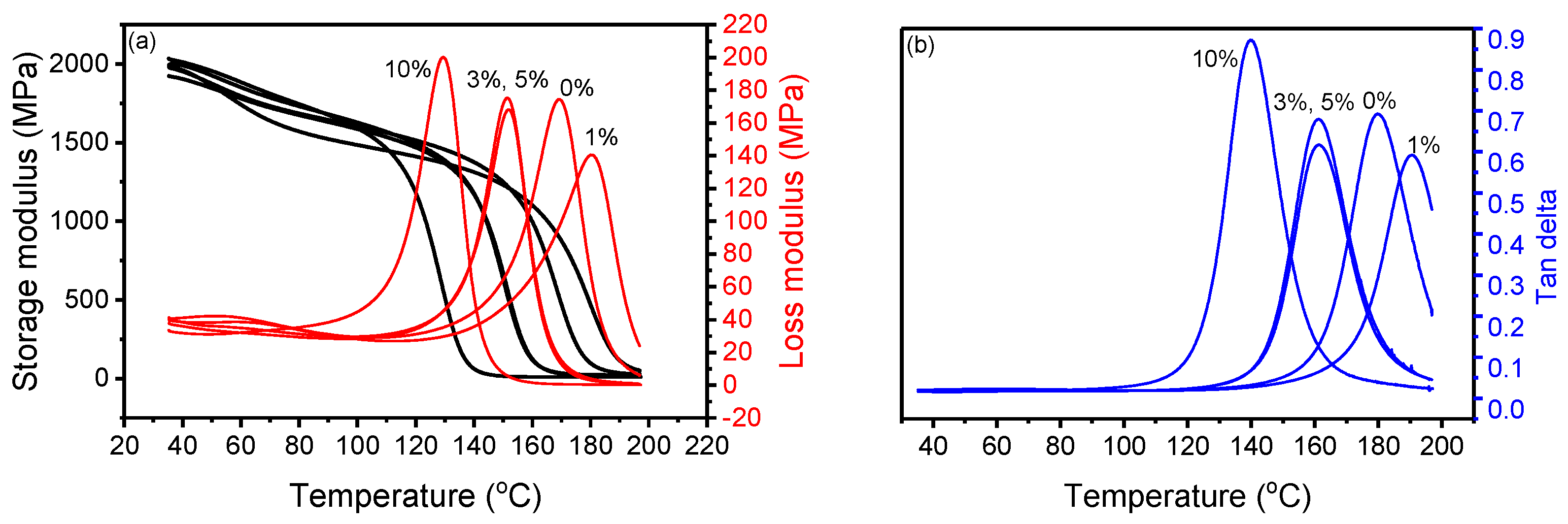
3.3.3. DMA
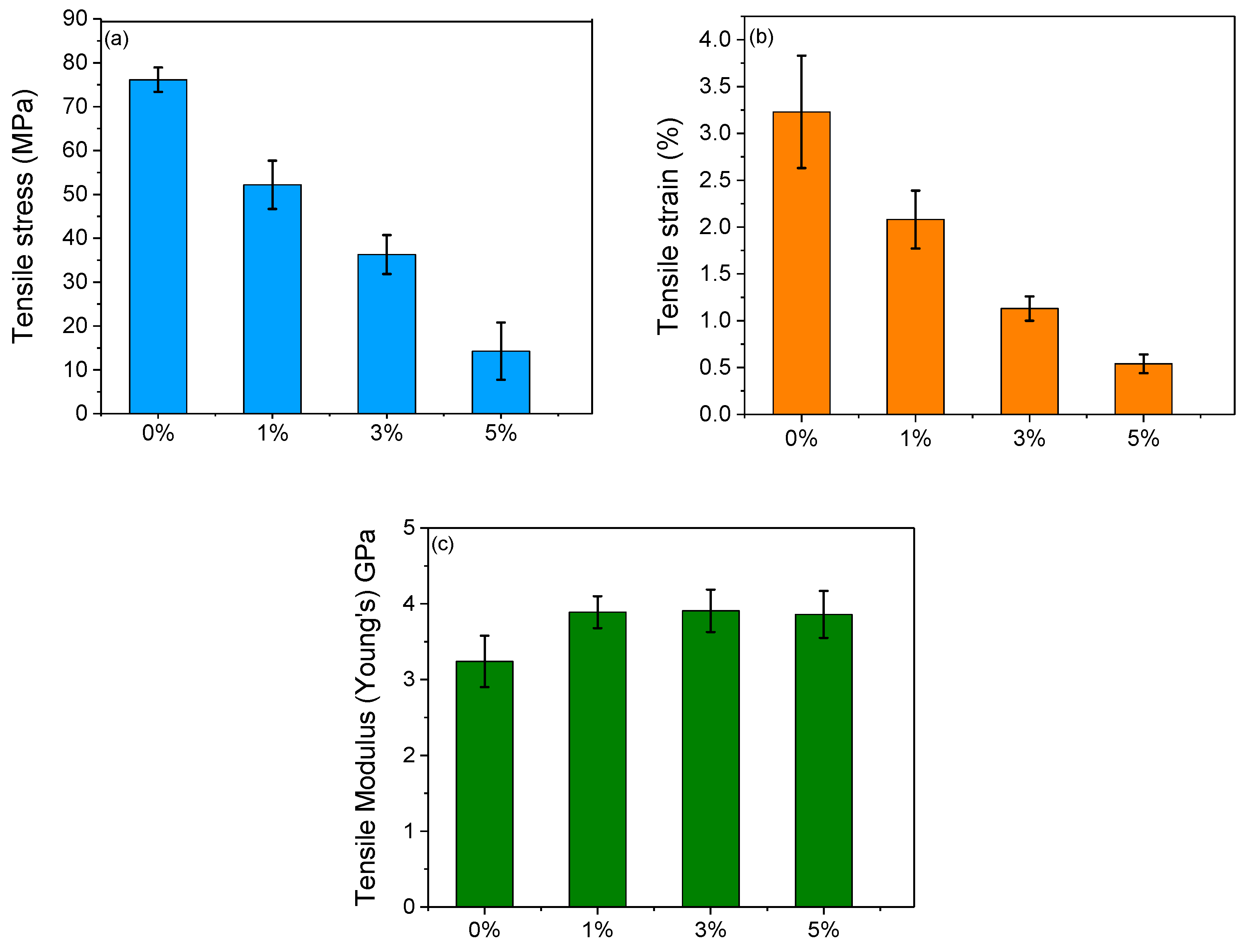
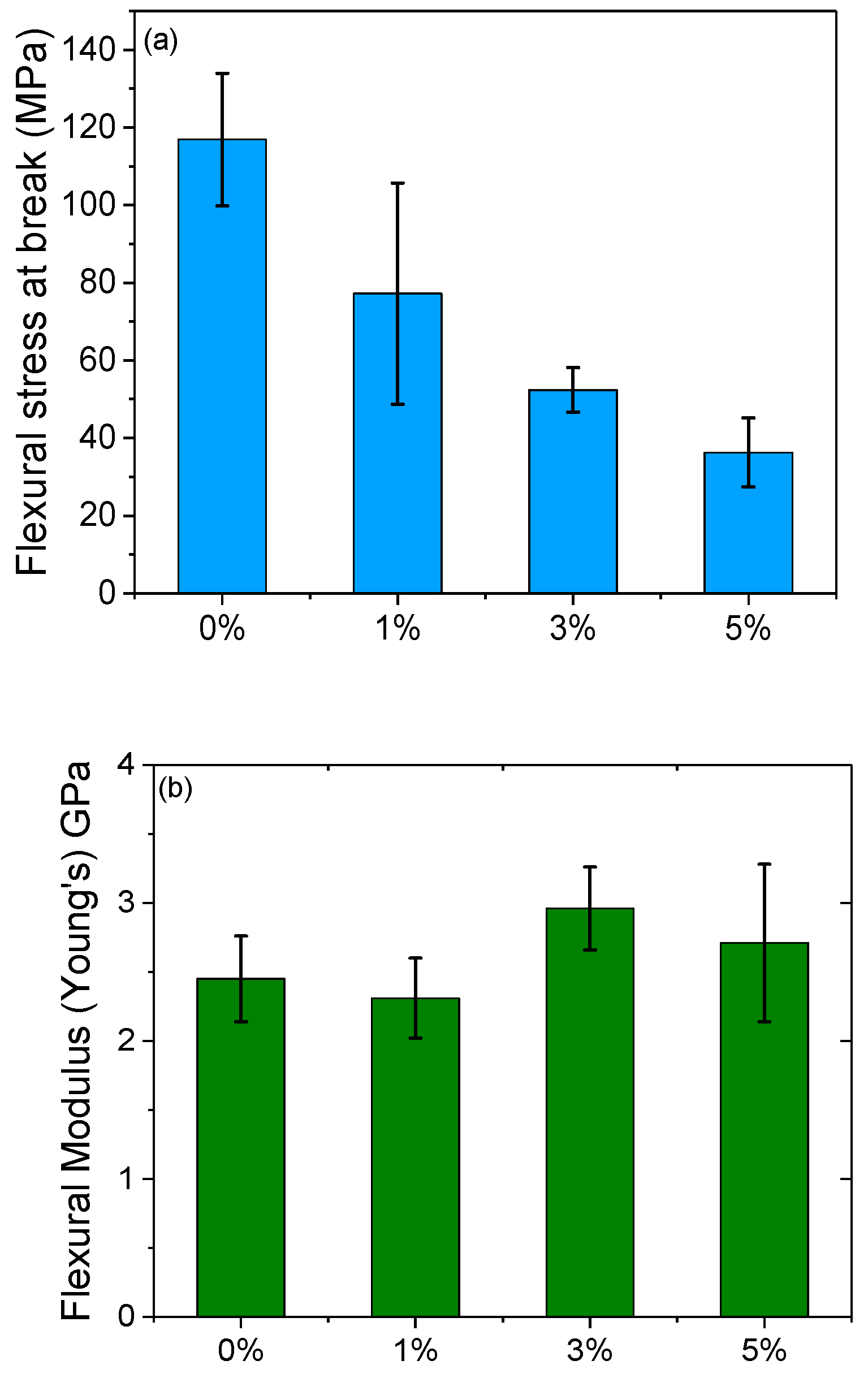
3.4. Mechanical Properties Characterization of the Re-Blended and Pristine Epoxy
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A review on recycling and reuse methods for carbon fiber/glass fiber composites waste from wind turbine blades. Compos. Part B Eng. 2021, 215, 108768. [Google Scholar] [CrossRef]
- Chand, S. Review Carbon fibers for composites. J. Mater. Sci. 2000, 35, 1303–1313. [Google Scholar] [CrossRef]
- Hegde, S.; Shenoy, B.S.; Chethan, K. Review on carbon fiber reinforced polymer (CFRP) and their mechanical performance. Mater. Today Proc. 2019, 19, 658–662. [Google Scholar] [CrossRef]
- Montagna, L.S.; Morgado, G.F.d.M.; Lemes, A.P.; Passador, F.R.; Rezende, M.C. Recycling of carbon fiber-reinforced thermoplastic and thermoset composites: A review. J. Thermoplast. Compos. Mater. 2022, 36, 3455–3480. [Google Scholar] [CrossRef]
- Almushaikeh, A.M.; Alaswad, S.O.; Alsuhybani, M.S.; AlOtaibi, B.M.; Alarifi, I.M.; Alqahtani, N.B.; Aldosari, S.M.; Alsaleh, S.S.; Haidyrah, A.S.; Alolyan, A.A.; et al. Manufacturing of carbon fiber reinforced thermoplastics and its recovery of carbon fiber: A review. Polym. Test. 2023, 122, 108029. [Google Scholar] [CrossRef]
- Kazemi, M.; Kabir, S.F.; Fini, E.H. State of the art in recycling waste thermoplastics and thermosets and their applications in construction. Resour. Conserv. Recycl. 2021, 174, 105776. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Alsuhybani, M.S.; Almushaikeh, A.M.; Alotaibi, B.M.; Alenad, A.M.; Alqahtani, N.B.; Alharbi, A.G. Comprehensive Review of the Properties and Modifications of Carbon Fiber-Reinforced Thermoplastic Composites. Polymers 2021, 13, 2474. [Google Scholar] [CrossRef]
- Chen, C.-H.; Chiang, C.-L.; Wang, J.-X.; Shen, M.-Y. A circular economy study on the characterization and thermal properties of thermoplastic composite created using regenerated carbon fiber recycled from waste thermoset CFRP bicycle part as reinforcement. Compos. Sci. Technol. 2022, 230, 109761. [Google Scholar] [CrossRef]
- Utekar, S.; Suriya, V.K.; More, N.; Rao, A. Comprehensive study of recycling of thermosetting polymer composites—Driving force, challenges and methods. Compos. Part B Eng. 2021, 207, 108596. [Google Scholar] [CrossRef]
- Xie, J.; Wang, S.; Cui, Z.; Wu, J. Process Optimization for Compression Molding of Carbon Fiber-Reinforced Thermosetting Polymer. Materials 2019, 12, 2430. [Google Scholar] [CrossRef]
- Fan, J.; Njuguna, J. An introduction to lightweight composite materials and their use in transport structures. In Lightweight Composite Structures in Transport; Njuguna, J., Ed.; Woodhead Publishing: Cambridge, UK, 2016; pp. 3–34. [Google Scholar] [CrossRef]
- Morici, E.; Carroccio, S.C.; Bruno, E.; Scarfato, P.; Filippone, G.; Dintcheva, N.T. Recycled (Bio)Plastics and (Bio)Plastic Composites: A Trade Opportunity in a Green Future. Polymers 2022, 14, 2038. [Google Scholar] [CrossRef] [PubMed]
- Shen, M.; Cao, H.; Robertson, M.L. Hydrolysis and Solvolysis as Benign Routes for the End-of-Life Management of Thermoset Polymer Waste. Annu. Rev. Chem. Biomol. Eng. 2020, 11, 183–201. [Google Scholar] [CrossRef] [PubMed]
- National Research Council. Understanding Health Effects of Incineration. In Waste Incineration & Public Health; National Academies Press (US): Washington, DC, USA, 2000. [Google Scholar]
- Iravanian, A.; Ravari, S.O. Types of Contamination in Landfills and Effects on The Environment: A Review Study. IOP Conf. Ser. Earth Environ. Sci. 2020, 614, 012083. [Google Scholar] [CrossRef]
- Zhang, J.; Lin, G.; Vaidya, U.; Wang, H. Past, present and future prospective of global carbon fibre composite developments and applications. Compos. Part B Eng. 2023, 250, 110463. [Google Scholar] [CrossRef]
- Butenegro, J.A.; Bahrami, M.; Abenojar, J.; Martínez, M. Recent Progress in Carbon Fiber Reinforced Polymers Recycling: A Review of Recycling Methods and Reuse of Carbon Fibers. Materials 2021, 14, 6401. [Google Scholar] [CrossRef] [PubMed]
- Sukanto, H.; Raharjo, W.W.; Ariawan, D.; Triyono, J. Carbon fibers recovery from CFRP recycling process and their usage: A review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1034, 012087. [Google Scholar] [CrossRef]
- Chen, P.Y.; Feng, R.; Xu, Y.; Zhu, J.-H. Recycling and Reutilization of Waste Carbon Fiber Reinforced Plastics: Current Status and Prospects. Polymers 2023, 15, 3508. [Google Scholar] [CrossRef]
- Liu, T.; Shao, L.; Zhao, B.; Chang, Y.; Zhang, J. Progress in Chemical Recycling of Carbon Fiber Reinforced Epoxy Composites. Macromol. Rapid Commun. 2022, 43, e2200538. [Google Scholar] [CrossRef]
- Asmatulu, E.; Twomey, J.; Overcash, M. Recycling of fiber-reinforced composites and direct structural composite recycling concept. J. Compos. Mater. 2013, 48, 593–608. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, X.; Ge, H.; Yang, Y.; Wang, Y.; Zhang, C.; Li, J.; Deng, T.; Qin, Z.; Hou, X. Chemical Recycling of Carbon Fiber Reinforced Epoxy Resin Composites via Selective Cleavage of the Carbon–Nitrogen Bond. ACS Sustain. Chem. Eng. 2015, 3, 3332–3337. [Google Scholar] [CrossRef]
- Pickering, S.J. Recycling technologies for thermoset composite materials—Current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Morici, E.; Dintcheva, N.T. Recycling of Thermoset Materials and Thermoset-Based Composites: Challenge and Opportunity. Polymers 2022, 14, 4153. [Google Scholar] [CrossRef] [PubMed]
- Bajpai, A.; Davidson, J.R.; Robert, C. Studies on the Modification of Commercial Bisphenol-A-Based Epoxy Resin Using Different Multifunctional Epoxy Systems. Appl. Mech. 2021, 2, 419–430. [Google Scholar] [CrossRef]
- Ismail, A.S.; Jawaid, M.; Hamid, N.H.; Yahaya, R.; Hassan, A. Mechanical and Morphological Properties of Bio-Phenolic/Epoxy Polymer Blends. Molecules 2021, 26, 773. [Google Scholar] [CrossRef] [PubMed]
- Loeffen, A.; Cree, D.E.; Sabzevari, M.; Wilson, L.D. Effect of Graphene Oxide as a Reinforcement in a Bio-Epoxy Composite. J. Compos. Sci. 2021, 5, 91. [Google Scholar] [CrossRef]
- Glaskova-Kuzmina, T.; Stankevics, L.; Tarasovs, S.; Sevcenko, J.; Špaček, V.; Sarakovskis, A.; Zolotarjovs, A.; Shmits, K.; Aniskevich, A. Effect of Core-Shell Rubber Nanoparticles on the Mechanical Properties of Epoxy and Epoxy-Based CFRP. Materials 2022, 15, 7502. [Google Scholar] [CrossRef]
- Das, M.; Chacko, R.; Varughese, S. An Efficient Method of Recycling of CFRP Waste Using Peracetic Acid. ACS Sustain. Chem. Eng. 2018, 6, 1564–1571. [Google Scholar] [CrossRef]
- González, M.G.; Cabanelas, J.C.; Baselga, J. Applications of FTIR on Epoxy Resins—Identification, Monitoring the Curing Process, Phase Separation and Water Uptake. In Infrared Spectroscopy—Materials Science, Engineering and Technology; Theophile, T., Ed.; IntechOpen: Rijeka, Croatia, 2012. [Google Scholar] [CrossRef]
- Landel, R.F. Physical, Thermal, and Mechanical Properties of Polymers. In Biosurfaces; CRC Press: Boca Raton, FL, USA, 2014; pp. 329–344. [Google Scholar] [CrossRef]
- Comyn, J. What are adhesives and sealants and how do they work? In Adhesive Bonding; Adams, R.D., Ed.; Woodhead Publishing: Cambridge, UK, 2021; pp. 41–78. [Google Scholar] [CrossRef]
- Tcharkhtchi, A.; Nony, F.; Khelladi, S.; Fitoussi, J.; Farzaneh, S. Epoxy/amine reactive systems for composites materials and their thermomechanical properties. In Advances in Composites Manufacturing and Process Design; Boisse, P., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 269–296. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Valavala, P.K.; Clancy, T.C.; Wise, K.E.; Odegard, G.M. Molecular modeling of crosslinked epoxy polymers: The effect of crosslink density on thermomechanical properties. Polymer 2011, 52, 2445–2452. [Google Scholar] [CrossRef]
- Sheng, C.; Wu, G.; Sun, X.; Liu, S. Molecular Dynamics Investigation of the Thermo-Mechanical Properties of the Moisture Invaded and Cross-Linked Epoxy System. Polymers 2022, 14, 103. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend | G at RT (GPa) | G at 80 °C (GPa) | G’ at RT (MPa) | G’ at 80 °C (MPa) | Tan Delta |
|---|---|---|---|---|---|
| 0% | 1.96 | 1.69 | 42.0 | 32 | 0.692 |
| 1% | 1.97 | 1.58 | 37.5 | 30 | 0.592 |
| 3% | 2.00 | 1.75 | 35.0 | 27 | 0.680 |
| 5% | 1.91 | 1.68 | 31.0 | 34 | 0.617 |
| 10% | 2.03 | 1.76 | 37.5 | 31 | 0.873 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, C.M.; Wang, X.; Tsumura, S.K.; Thitsartarn, W.; Tay, S.W. Reusing Bisphenol—A Type of Epoxy Polymer Recyclates from the Solvolysis of CFRP. J. Compos. Sci. 2024, 8, 2. https://doi.org/10.3390/jcs8010002
Cho CM, Wang X, Tsumura SK, Thitsartarn W, Tay SW. Reusing Bisphenol—A Type of Epoxy Polymer Recyclates from the Solvolysis of CFRP. Journal of Composites Science. 2024; 8(1):2. https://doi.org/10.3390/jcs8010002
Chicago/Turabian StyleCho, Ching Mui, Xiaobai Wang, Sean Kenzo Tsumura, Warintorn Thitsartarn, and Siok Wei Tay. 2024. "Reusing Bisphenol—A Type of Epoxy Polymer Recyclates from the Solvolysis of CFRP" Journal of Composites Science 8, no. 1: 2. https://doi.org/10.3390/jcs8010002