
From Nautical Waste to Additive Manufacturing: Sustainable Recycling of High-Density Polyethylene for 3D Printing Applications




Abstract
:1. Introduction
- Recycling of 3D printing feedstock: The feedstock used in additive manufacturing is typically a plastic or metal filament or powder. These materials can be recycled after use to create new feedstock for 3D printing.
- Recycling of 3D-printed parts: Three-dimensionally printed parts can be recycled in a number of ways, depending on the material used. For example, plastic 3D-printed parts can be recycled mechanically, while metal parts can be recycled in processes such as smelting or remelting.
- Recycling of 3D printing support structures: Many 3D-printing processes require the use of support structures to hold up the parts being printed. These structures can often be recycled or reused, reducing waste.
- Recycling of 3D printing by-products: Additive manufacturing generates a variety of by-products, including dust, scraps, and failed prints. These materials can often be recycled or reused, reducing waste.
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Characterization Techniques
3. Results
3.1. Evaluation of Recovered HDPE
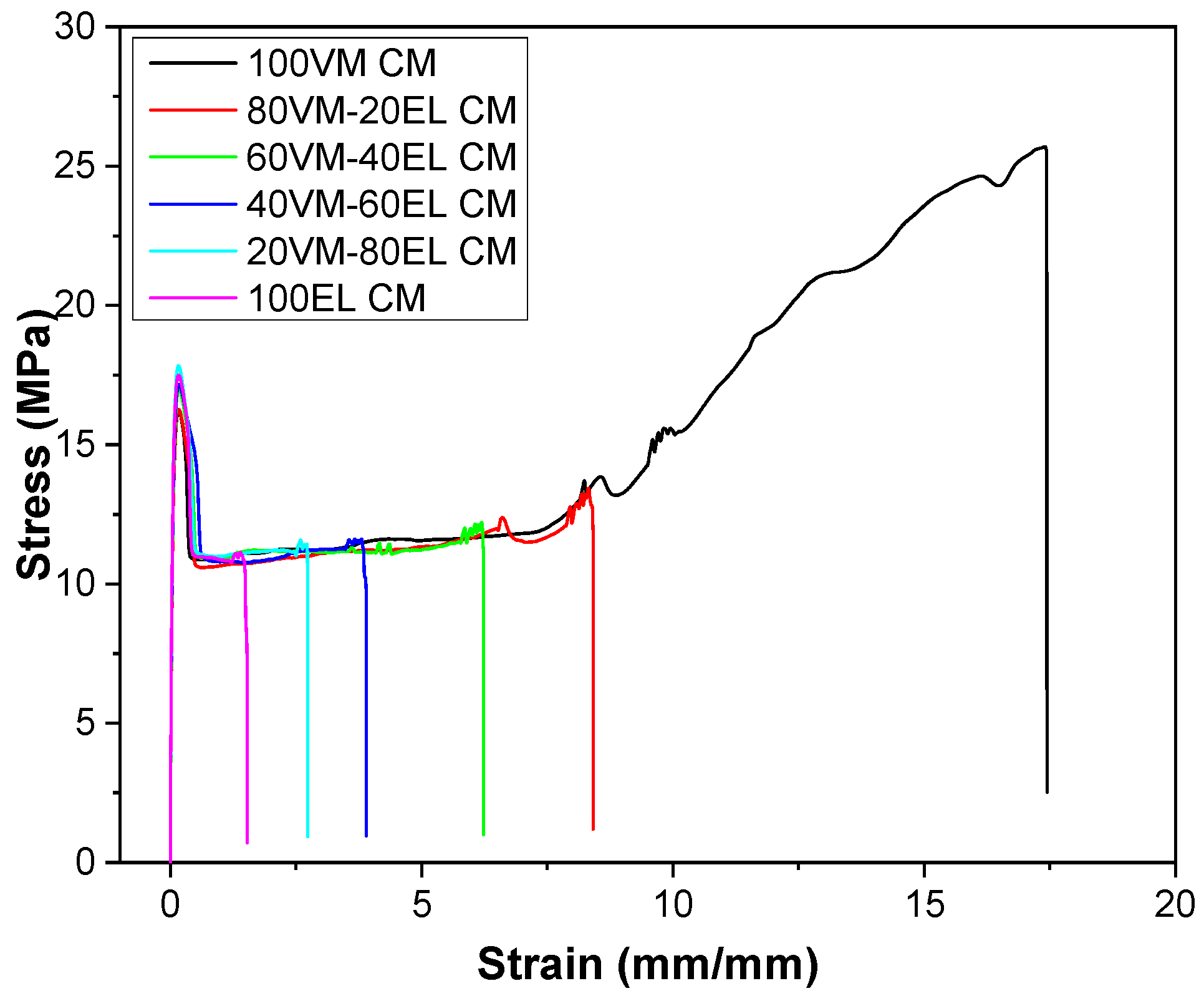
3.2. Recycled HDPE Blends
3.3. Glass Fibers and Compatibilizer Effect
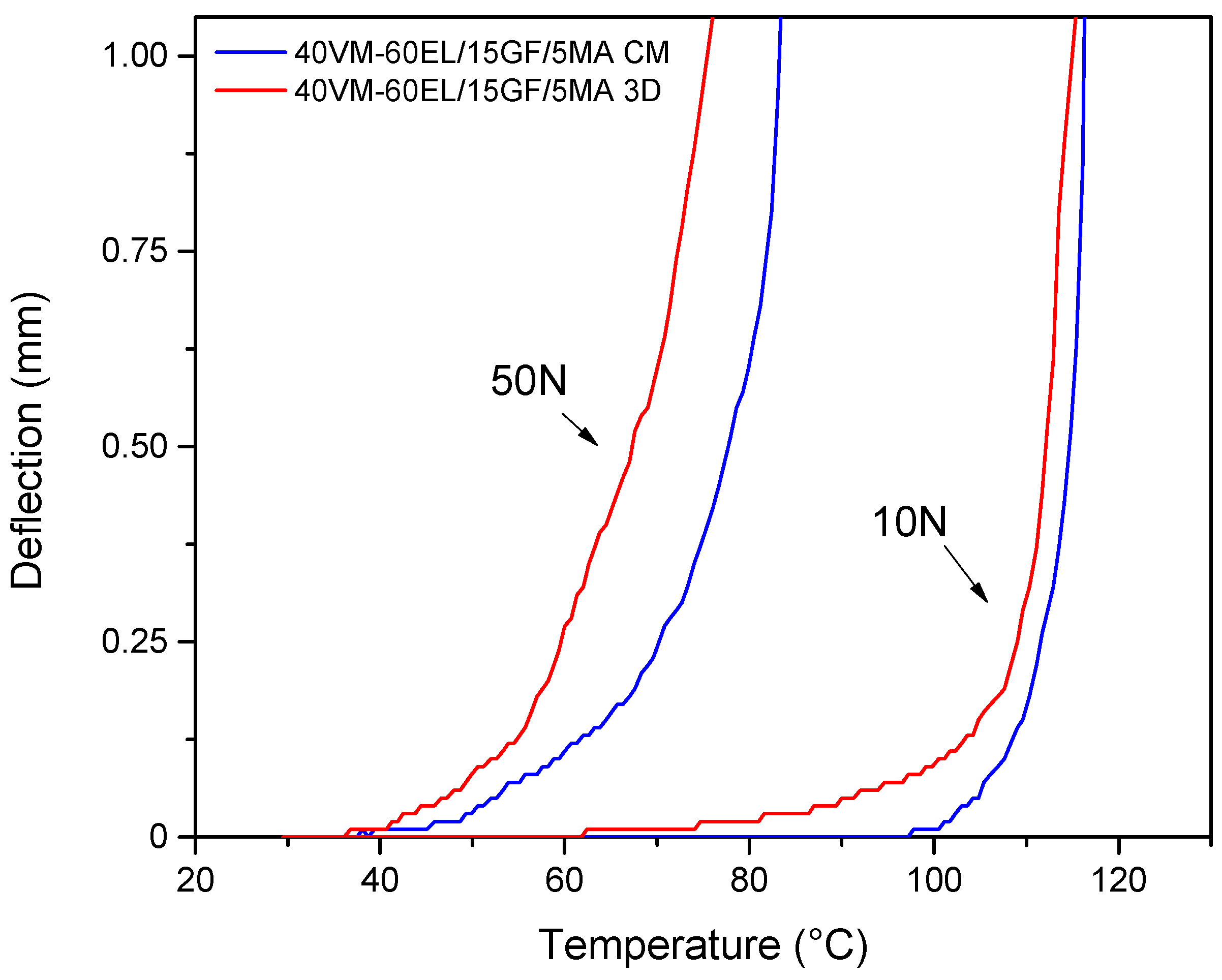
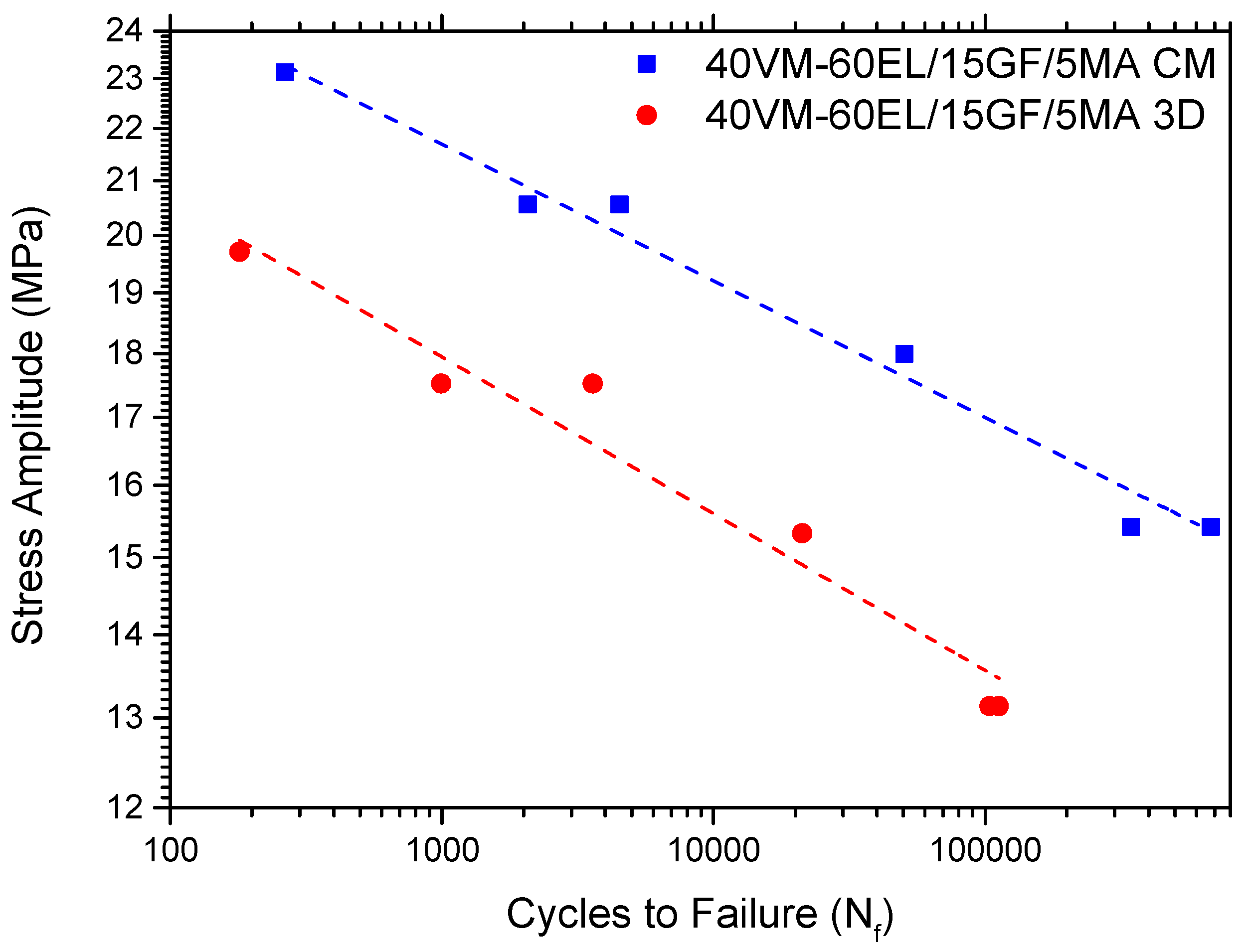
3.4. Three-Dimensionally Printed Material
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, X.; Korey, M.; Li, K.; Copenhaver, K.; Tekinalp, H.; Celik, S.; Kalaitzidou, K.; Ruan, R.; Ragauskas, A.J.; Ozcan, S. Plastic waste upcycling toward a circular economy. Chem. Eng. J. 2022, 428, 131928. [Google Scholar] [CrossRef]
- Rabin Tuladhar, S.Y. Use of Recycled Plastics in Eco-efficient Concrete. In Sustainability of Using Recycled Plastic Fiber in Concrete; Woodhead Publishing: Cambridge, UK, 2019. [Google Scholar]
- Keilhacker, M.L.; Minner, S. Supply chain risk management for critical commodities: A system dynamics model for the case of the rare earth elements. Resour. Conserv. Recycl. 2017, 125, 349–362. [Google Scholar] [CrossRef]
- Luttenberger, L.R. Waste management challenges in transition to circular economy—Case of Croatia. J. Clean. Prod. 2020, 256, 120495. [Google Scholar] [CrossRef]
- Maris, J.; Bourdon, S.; Brossard, J.-M.; Cauret, L.; Fontaine, L.; Montembault, V. Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polym. Degrad. Stab. 2018, 147, 245–266. [Google Scholar] [CrossRef]
- Matthews, C.; Moran, F.; Jaiswal, A.K. A review on European Union’s strategy for plastics in a circular economy and its impact on food safety. J. Clean. Prod. 2021, 283, 125263. [Google Scholar] [CrossRef]
- Bishop, G.; Styles, D.; Lens, P.N.L. Recycling of European plastic is a pathway for plastic debris in the ocean. Environ. Int. 2020, 142, 105893. [Google Scholar] [CrossRef] [PubMed]
- Rigotti, D.; Pegoretti, A. 23—Additive manufacturing with biodegradable polymers. In Biodegradable Polymers, Blends and Composites; Mavinkere Rangappa, S., Parameswaranpillai, J., Siengchin, S., Ramesh, M., Eds.; Woodhead Publishing: Cambridge, UK, 2022; pp. 611–679. [Google Scholar]
- Krawczak, P. Additive manufacturing of plastic and polymer composite parts: Promises and challenges of 3D-printing. eXPRESS Polym. Lett. 2015, 9, 959. [Google Scholar] [CrossRef]
- Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Plastic recycling in additive manufacturing: A systematic literature review and opportunities for the circular economy. J. Clean. Prod. 2020, 264, 121602. [Google Scholar] [CrossRef]
- Sathies, T.; Senthil, P.; Anoop, M.S. A review on advancements in applications of fused deposition modelling process. Rapid Prototyp. J. 2020, 26, 669–687. [Google Scholar] [CrossRef]
- Cataldi, A.; Rigotti, D.; Nguyen, V.D.H.; Pegoretti, A. Polyvinyl alcohol reinforced with crystalline nanocellulose for 3D printing application. Mater. Today Commun. 2018, 15, 236–244. [Google Scholar] [CrossRef]
- Schirmeister, C.G.; Hees, T.; Licht, E.H.; Mülhaupt, R. 3D printing of high density polyethylene by fused filament fabrication. Addit. Manuf. 2019, 28, 152–159. [Google Scholar] [CrossRef]
- Spoerk, M.; Arbeiter, F.; Raguž, I.; Weingrill, G.; Fischinger, T.; Traxler, G.; Schuschnigg, S.; Cardon, L.; Holzer, C. Polypropylene Filled With Glass Spheres in Extrusion-Based Additive Manufacturing: Effect of Filler Size and Printing Chamber Temperature. Macromol. Mater. Eng. 2018, 303, 1800179. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Lichal, C.; Cajner, H.; Berger, G.R.; Schuschnigg, S.; Cardon, L.; Holzer, C. Optimisation of the Adhesion of Polypropylene-Based Materials during Extrusion-Based Additive Manufacturing. Polymers 2018, 10, 490. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Spoerk, M.; Sapkota, J.; Weingrill, G.; Fischinger, T.; Arbeiter, F.; Holzer, C. Shrinkage and Warpage Optimization of Expanded-Perlite-Filled Polypropylene Composites in Extrusion-Based Additive Manufacturing. Macromol. Mater. Eng. 2017, 302, 1700143. [Google Scholar] [CrossRef]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Sapkota, J.; Holzer, C. Optimization of mechanical properties of glass-spheres-filled polypropylene composites for extrusion-based additive manufacturing. Polym. Compos. 2019, 40, 638–651. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Singh, S.; Ramakrishna, S.; Singh, R. Material issues in additive manufacturing: A review. J. Manuf. Process. 2017, 25, 185–200. [Google Scholar] [CrossRef]
- Barera, G.; Dul, S.; Pegoretti, A. Screw Extrusion Additive Manufacturing of Carbon Fiber Reinforced PA6 Tools. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- Justino Netto, J.M.; Idogava, H.T.; Frezzatto Santos, L.E.; Silveira, Z.d.C.; Romio, P.; Alves, J.L. Screw-assisted 3D printing with granulated materials: A systematic review. Int. J. Adv. Manuf. Technol. 2021, 115, 2711–2727. [Google Scholar] [CrossRef]
- Wu, H.; Mehrabi, H.; Karagiannidis, P.; Naveed, N. Additive manufacturing of recycled plastics: Strategies towards a more sustainable future. J. Clean. Prod. 2022, 335, 130236. [Google Scholar] [CrossRef]
- Kreiger, M.A.; Mulder, M.L.; Glover, A.G.; Pearce, J.M. Life cycle analysis of distributed recycling of post-consumer high density polyethylene for 3-D printing filament. J. Clean. Prod. 2014, 70, 90–96. [Google Scholar] [CrossRef] [Green Version]
- Chong, S.; Pan, G.-T.; Khalid, M.; Yang, T.C.K.; Hung, S.-T.; Huang, C.-M. Physical Characterization and Pre-assessment of Recycled High-Density Polyethylene as 3D Printing Material. J. Polym. Environ. 2017, 25, 136–145. [Google Scholar] [CrossRef]
- Brandrup, J.; Immergut, E.H.; Grulke, E.A.; Abe, A.; Bloch, D.R. Polymer handbook; Wiley: New York, NY, USA, 1999; Volume 89. [Google Scholar]
- Berrehili, A.; Castagnet, S.; Nadot, Y. Multiaxial fatigue criterion for a high-density polyethylene thermoplastic. Fatigue Fract. Eng. Mater. Struct. 2010, 33, 345–357. [Google Scholar] [CrossRef]
- Kazanci, M.; Cohn, D.; Marom, G.; Migliaresi, C.; Pegoretti, A. Fatigue characterization of polyethylene fiber reinforced polyolefin biomedical composites. Compos. Part A 2002, 33, 453–458. [Google Scholar] [CrossRef]
- Speight, J.G. Chapter 3—Hydrocarbons from crude oil. In Handbook of Industrial Hydrocarbon Processes, 2nd ed.; Speight, J.G., Ed.; Gulf Professional Publishing: Boston, MA, USA, 2020; pp. 95–142. [Google Scholar]
- Cao, Z.; Zhang, Y.; Zhao, L.; Peng, M.; Fang, Z.; Klatt, M. Improving the flame retardancy and mechanical properties of high-density polyethylene-g-maleic anhydride with a novel organic metal phosphonate. J. Anal. Appl. Pyrolysis 2013, 102, 154–160. [Google Scholar] [CrossRef]
- Patankar, S.N.; Das, A.; Kranov, Y.A. Interface engineering via compatibilization in HDPE composite reinforced with sodium borosilicate hollow glass microspheres. Compos. Part A 2009, 40, 897–903. [Google Scholar] [CrossRef]
- Pearson, A.; Duncan, M.; Hammami, A.; Naguib, H.E. Interfacial adhesion and thermal stability of high-density polyethylene glass fiber composites. Compos. Sci. Technol. 2022, 227, 109570. [Google Scholar] [CrossRef]
- Commereuc, S.; Askanian, H.; Verney, V.; Celli, A.; Marchese, P.; Berti, C. About the end life of novel aliphatic and aliphatic-aromatic (co)polyesters after UV-weathering: Structure/degradability relationships. Polym. Degrad. Stab. 2013, 98, 1321–1328. [Google Scholar] [CrossRef]
- Jin, J.; Chen, S.; Zhang, J. UV aging behaviour of ethylene-vinyl acetate copolymers (EVA) with different vinyl acetate contents. Polym. Degrad. Stab. 2010, 95, 725–732. [Google Scholar] [CrossRef]
- Rodriguez, A.K.; Mansoor, B.; Ayoub, G.; Colin, X.; Benzerga, A.A. Effect of UV-aging on the mechanical and fracture behavior of low density polyethylene. Polym. Degrad. Stab. 2020, 180, 109185. [Google Scholar] [CrossRef]
- Lamnii, H.; Nait Abdelaziz, M.; Ayoub, G.; Colin, X.; Maschke, U. Experimental investigation and modeling attempt on the effects of ultraviolet aging on the fatigue behavior of an LDPE semi-crystalline polymer. Int. J. Fatigue 2021, 142, 105952. [Google Scholar] [CrossRef]
- Zirak, N.; Tcharkhtchi, A. Fatigue life prediction for amorphous glassy polymers based on cumulative evolution of micro-defects. Int. J. Fatigue 2023, 167, 107360. [Google Scholar] [CrossRef]
- Qi, Z.; Hu, N.; Li, Z.; Zeng, D.; Su, X. A stress-based model for fatigue life prediction of high density polyethylene under complicated loading conditions. Int. J. Fatigue 2019, 119, 281–289. [Google Scholar] [CrossRef]
- Qi, Z.; Hu, N.; Zeng, D.; Su, X. Failure of high density polyethylene under cyclic loading: Mechanism analysis and mode prediction. Int. J. Mech. Sci. 2019, 156, 46–58. [Google Scholar] [CrossRef]
- Rigotti, D.; Dorigato, A.; Pegoretti, A. Low-cycle fatigue behavior of flexible 3D printed thermoplastic polyurethane blends for thermal energy storage/release applications. J. Appl. Polym. Sci. 2021, 138, 49704. [Google Scholar] [CrossRef]
- Dolzyk, G.; Jung, S. Tensile and Fatigue Analysis of 3D-Printed Polyethylene Terephthalate Glycol. J. Fail. Anal. Prev. 2019, 19, 511–518. [Google Scholar] [CrossRef]
- Ziemian, C.W.; Ziemian, R.D.; Haile, K.V. Characterization of stiffness degradation caused by fatigue damage of additive manufactured parts. Mater. Des. 2016, 109, 209–218. [Google Scholar] [CrossRef] [Green Version]
- Fischer, M.; Schöppner, V. Fatigue Behavior of FDM Parts Manufactured with Ultem 9085. JOM 2017, 69, 563–568. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | E (MPa) | σy (MPa) | εy (%) | σb (MPa) | εb(%) | TEB (mJ/mm3) |
|---|---|---|---|---|---|---|
| 100VM CM | 458 ± 33 | 16.5 ± 0.4 | 17.1 ± 1.1 | 25.6 ± 0.5 | 1730 ± 115 | 279 ± 30 |
| 80VM-20EL CM | 457 ± 56 | 16.3 ± 0.3 | 16.8 ± 0.3 | 13.4 ± 1.1 | 860 ± 118 | 99 ± 15 |
| 60VM-40EL CM | 462 ± 47 | 16.7 ± 0.4 | 16.3 ± 0.5 | 12.1 ± 0.6 | 671 ± 161 | 76 ± 19 |
| 40VM-60EL CM | 506 ± 9 | 16.7 ± 0.3 | 16.7 ± 0.6 | 11.5 ± 0.3 | 402 ± 84 | 46 ± 10 |
| 20VM-80EL CM | 483 ± 27 | 17.5 ± 0.2 | 15.9 ± 0.8 | 11.2 ± 0.2 | 245 ± 37 | 28 ± 5 |
| 100EL CM | 467 ± 19 | 17.6 ± 0.2 | 15.6 ± 1.3 | 10.9 ± 0.2 | 151 ± 30 | 18 ± 3 |
| Sample | T5% (°C) | T10% (°C) | Td (°C) |
|---|---|---|---|
| 100VM/10GF CM | 419.9 | 422.8 | 437.4 |
| 100VM/10GF/2MA CM | 417.9 | 420.6 | 431.7 |
| 100VM/10GF/5MA CM | 417.7 | 420.9 | 433.1 |
| 100VM/10GF/10MA CM | 414.2 | 416.7 | 427.2 |
| Sample | E (MPa) | σy (MPa) | εy (MPa) | σb (MPa) | εb(%) |
|---|---|---|---|---|---|
| 100VM/10GF CM | 883 ± 19 | 17.9 ± 0.6 | 7.0 ± 0.5 | 11.5 ± 0.2 | 216 ± 67 |
| 100VM/10GF/2MA CM | 905 ± 127 | 22.7 ± 0.5 | 12.0 ± 1.1 | 13.1 ± 0.6 | 43 ± 16 |
| 100VM/10GF/5MA CM | 883 ± 120 | 25.1 ± 0.4 | 11.9 ± 0.6 | 13.5 ± 0.7 | 36 ± 9 |
| 100VM/10GF/10MA CM | 893 ± 71 | 23.4 ± 1.3 | 12.1 ± 1.4 | 12.9 ± 0.5 | 39 ± 9 |
| 100VM/15GF CM | 967 ± 84 | 16.1 ± 1.1 | 6.8 ± 1.4 | 10.9 ± 0.3 | 192 ± 31 |
| 100VM/15GF/2MA CM | 976 ± 135 | 26.9 ± 2.7 | 11.5 ± 1.7 | 18.1 ± 1.4 | 20 ± 4 |
| 100VM/15GF/5MA CM | 936 ± 102 | 26.5 ± 3.0 | 11.9 ± 2.1 | 18.8 ± 1.7 | 18 ± 2 |
| 100VM/15GF/10MA CM | 959 ± 151 | 26.5 ± 3.1 | 11.7 ± 1.9 | 17.9 ± 0.6 | 20 ± 5 |
| 100VM/20GF CM | 1021 ± 107 | 18.5 ± 2.6 | 5.4 ± 0.7 | 10.9 ± 0.6 | 22 ± 8 |
| 100VM/20GF/2MA CM | 1047 ± 41 | 24.4 ± 2.4 | 10.2 ± 1.8 | 16.5 ± 1.2 | 14 ± 2 |
| 100VM/20GF/5MA CM | 1093 ± 133 | 25.7 ± 1.5 | 9.1 ± 1.7 | 16.5 ± 1.7 | 12 ± 3 |
| 100VM/20GF/10MA CM | 1017 ± 151 | 25.7 ± 0.7 | 9.6 ± 1.7 | 16.3 ± 0.5 | 13 ± 2 |
| UV Exposure (days) | Sample | Elastic Modulus (MPa) | Stress at Break (MPa) | Strain at Break (%) |
|---|---|---|---|---|
| 0 | 40VM-60EL/15GF/5MA CM | 722 ± 79 | 25.7 ± 2.8 | 16 ± 1 |
| 40VM-60EL/15GF/5MA 3D | 761 ± 83 | 23.9 ± 0.6 | 15 ± 2 | |
| 7 | 40VM-60EL/15GF/5MA CM | 763 ± 54 | 25.0 ± 2.8 | 15 ± 2 |
| 40VM-60EL/15GF/5MA 3D | 792 ± 37 | 23.7 ± 1.0 | 14 ± 1 | |
| 14 | 40VM-60EL/15GF/5MA CM | 788 ± 49 | 23.6 ± 1.5 | 14 ± 1 |
| 40VM-60EL/15GF/5MA 3D | 807 ± 43 | 22.4 ± 1.8 | 13 ± 1 |
| VST (°C) | ||
|---|---|---|
| 10 N | 50N | |
| 40VM-60EL/15GF/5MA CM | 116.9 ± 1.0 | 82.3 ± 1.2 |
| 40VM-60EL/15GF/5MA 3D | 115.1 ± 2.0 | 76.2 ± 3.4 |
| Sf (MPa) | a | Adj R2 | |
|---|---|---|---|
| 40VM-60EL/15GF/5MA CM | 31.27 ± 1.01 | −0.053 ± 0.003 | 0.979 |
| 40VM-60EL/15GF/5MA 3D | 27.29 ± 1.51 | −0.061 ± 0.006 | 0.946 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Daniele, R.; Armoni, D.; Dul, S.; Alessandro, P. From Nautical Waste to Additive Manufacturing: Sustainable Recycling of High-Density Polyethylene for 3D Printing Applications. J. Compos. Sci. 2023, 7, 320. https://doi.org/10.3390/jcs7080320
Daniele R, Armoni D, Dul S, Alessandro P. From Nautical Waste to Additive Manufacturing: Sustainable Recycling of High-Density Polyethylene for 3D Printing Applications. Journal of Composites Science. 2023; 7(8):320. https://doi.org/10.3390/jcs7080320
Chicago/Turabian StyleDaniele, Rigotti, Davide Armoni, Sithiprumnea Dul, and Pegoretti Alessandro. 2023. "From Nautical Waste to Additive Manufacturing: Sustainable Recycling of High-Density Polyethylene for 3D Printing Applications" Journal of Composites Science 7, no. 8: 320. https://doi.org/10.3390/jcs7080320