
Mechanical and Viscoelastic Properties of Carbon Fibre Epoxy Composites with Interleaved Graphite Nanoplatelet Layer

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
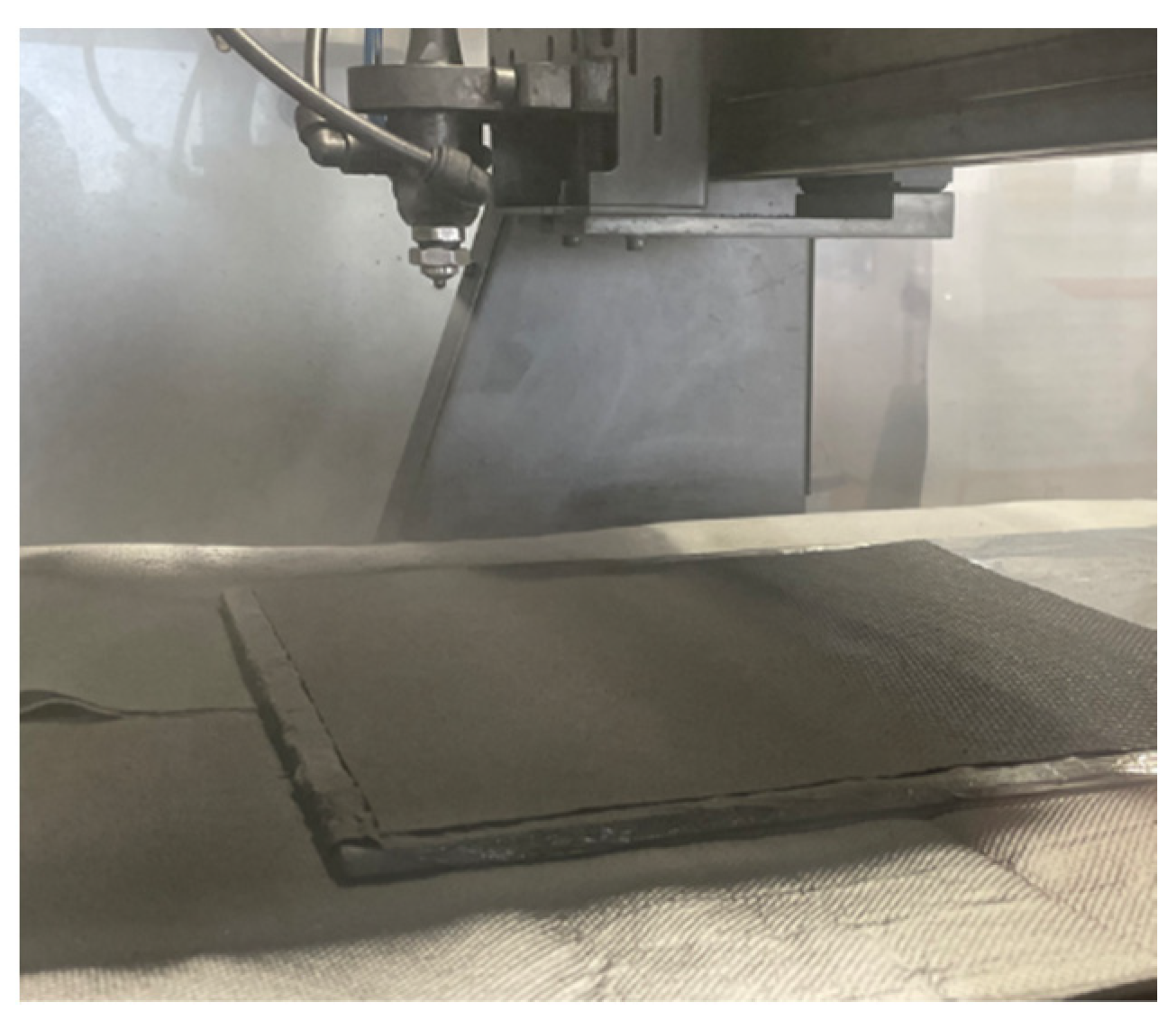
2.1. Integration of GNP-High-Content Layer onto Carbon Fibre Prepreg
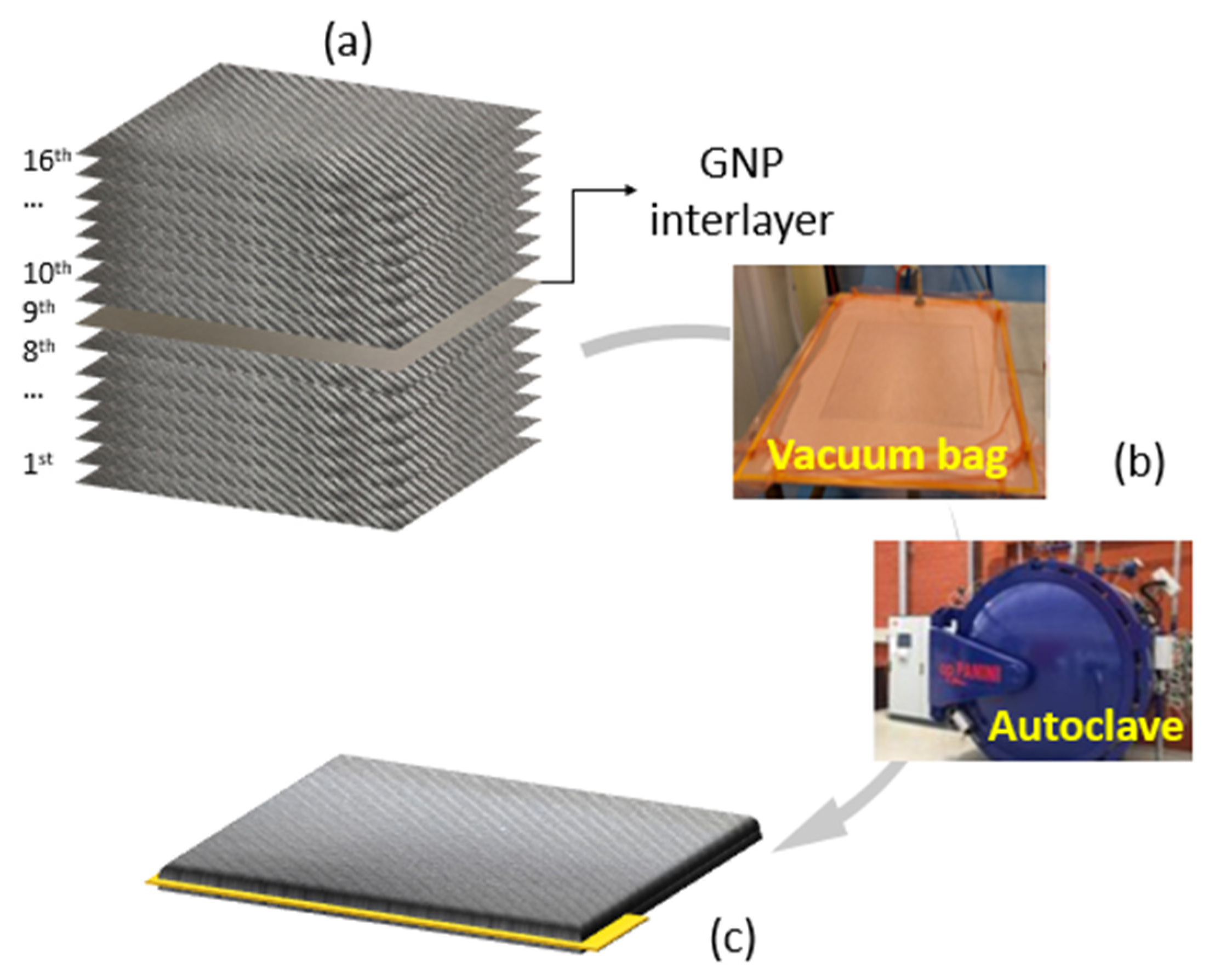
2.2. Manufacturing of Hybrid Carbon Fibre Epoxy Composites
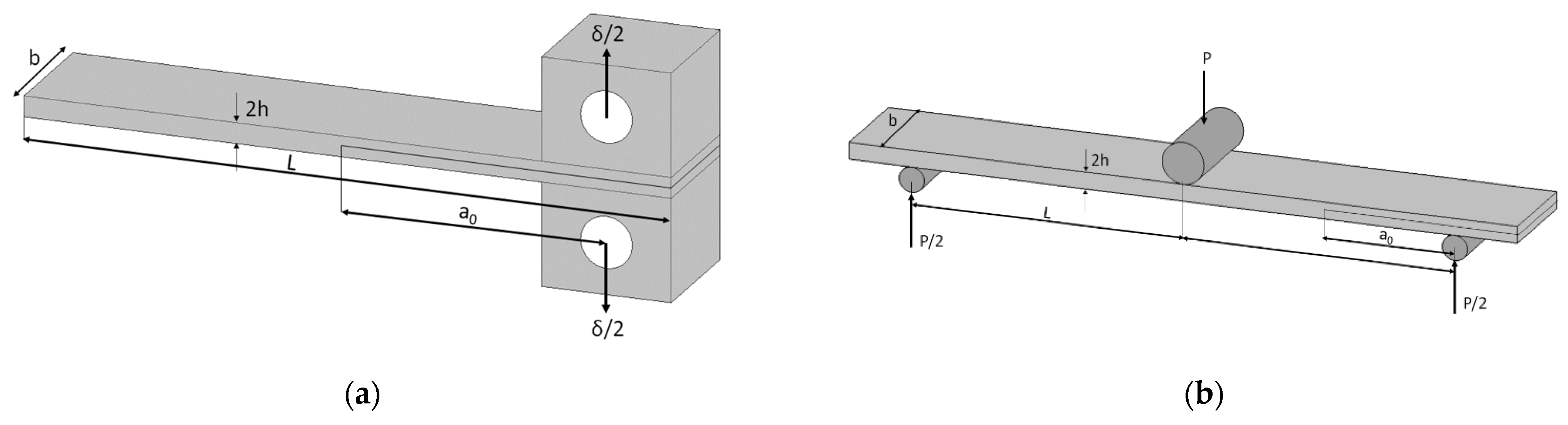
2.3. Experimental Characterization
3. Results and Discussion
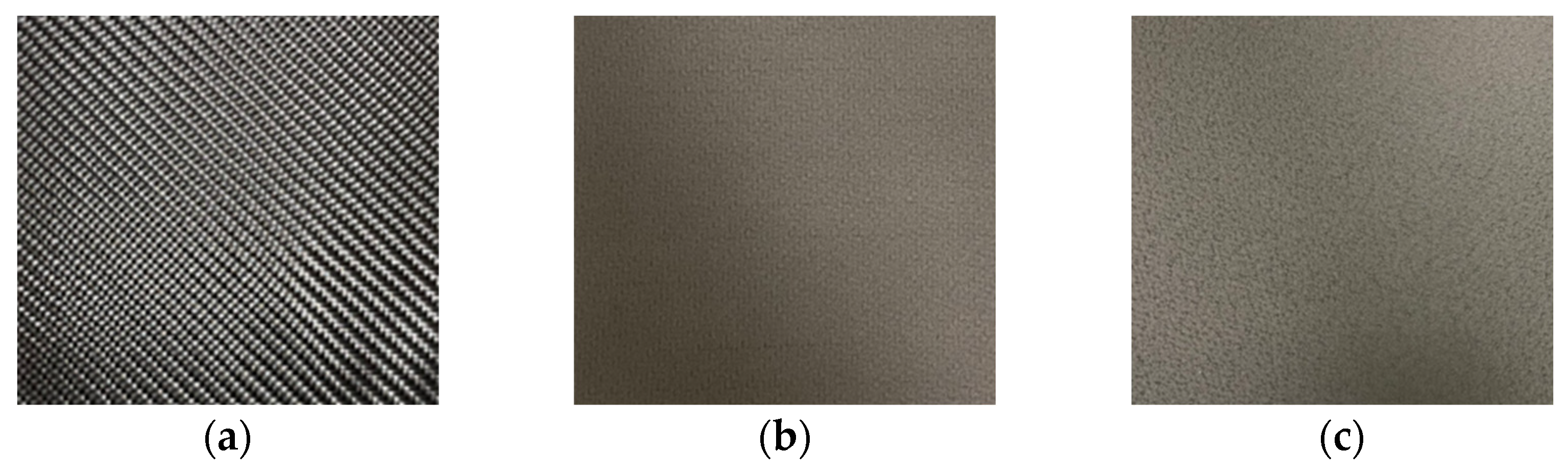
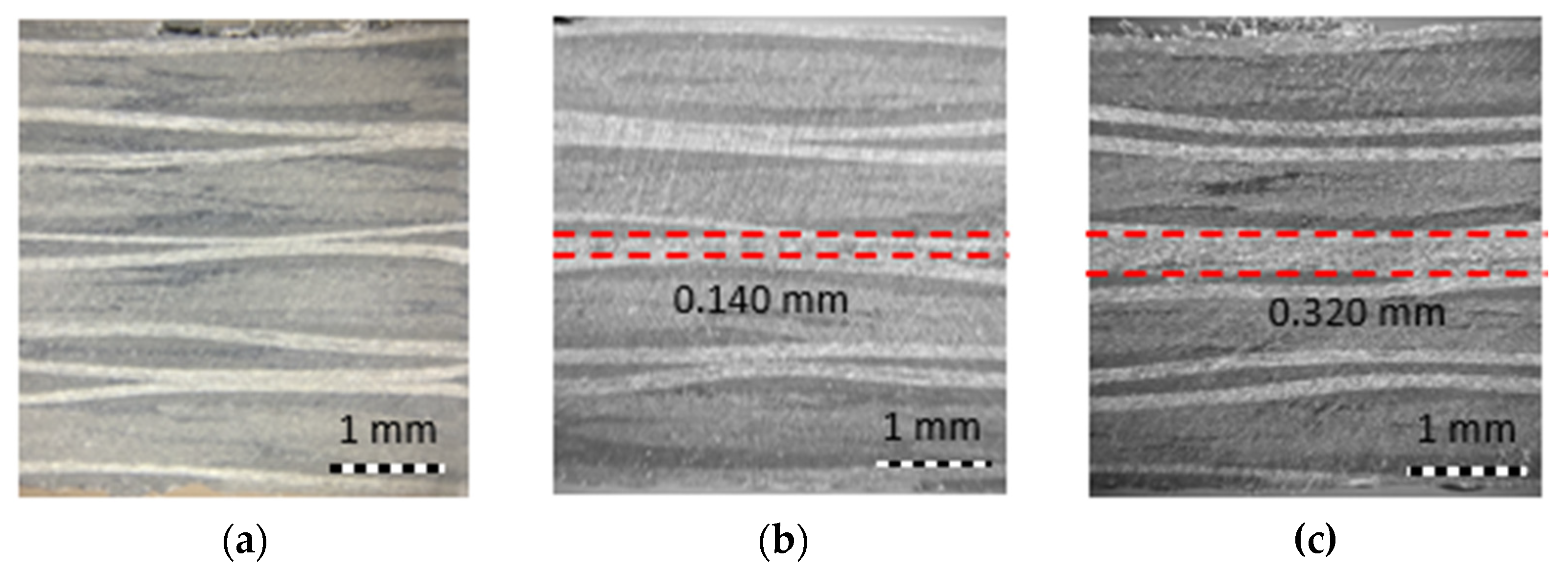
3.1. Characterisation of Graphene-Coated Prepreg
3.2. Characterisation of Functionalized Laminates
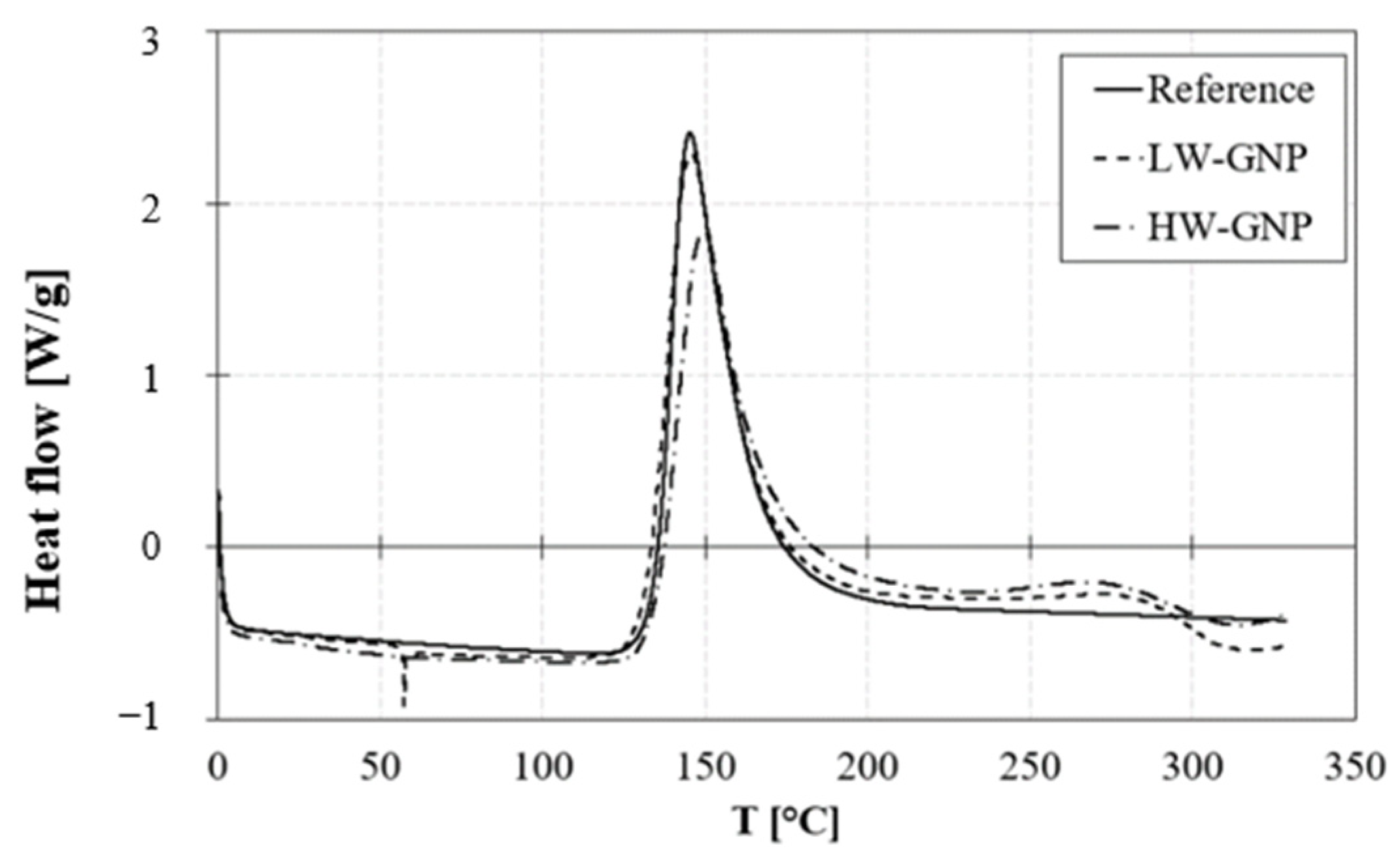
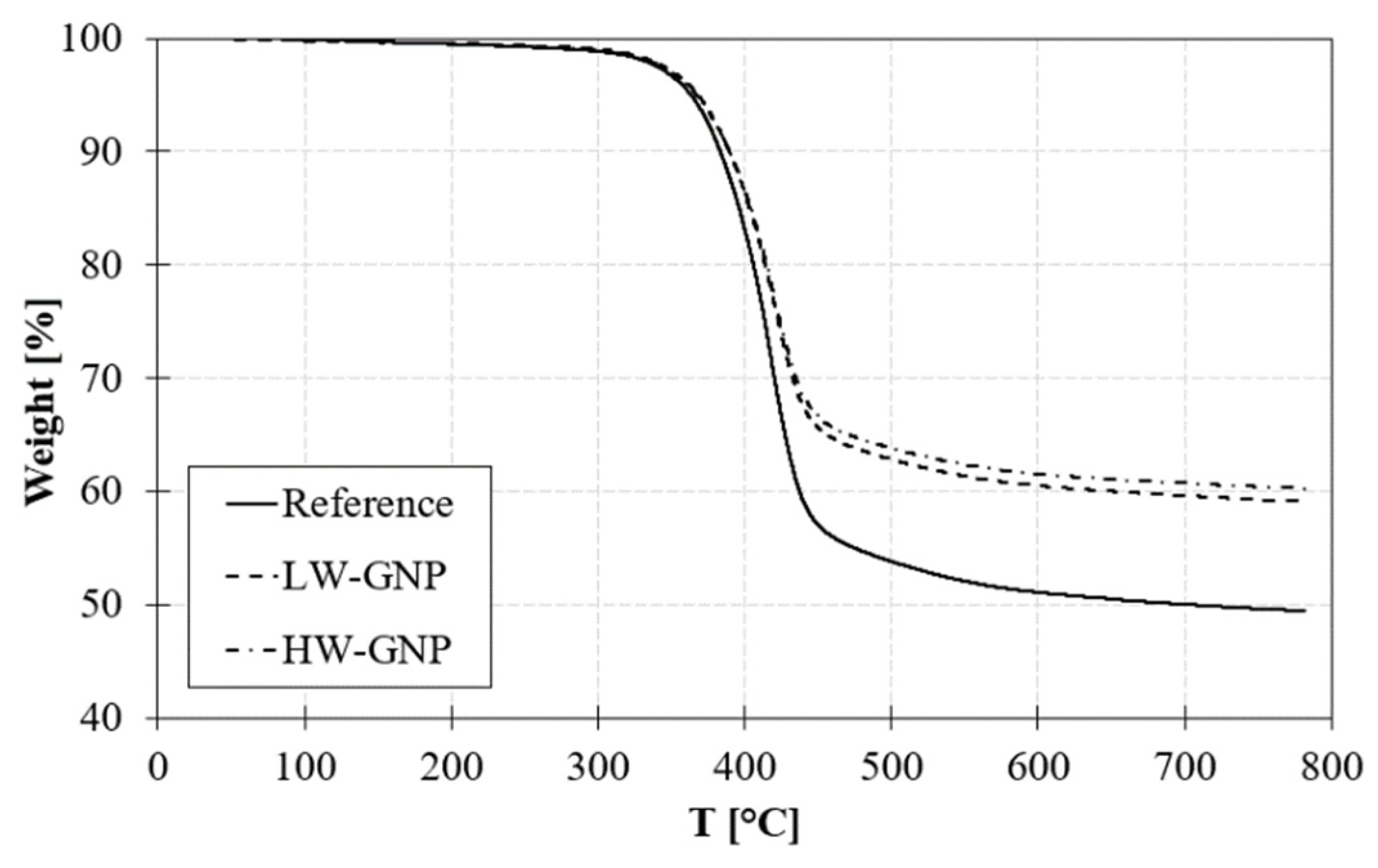
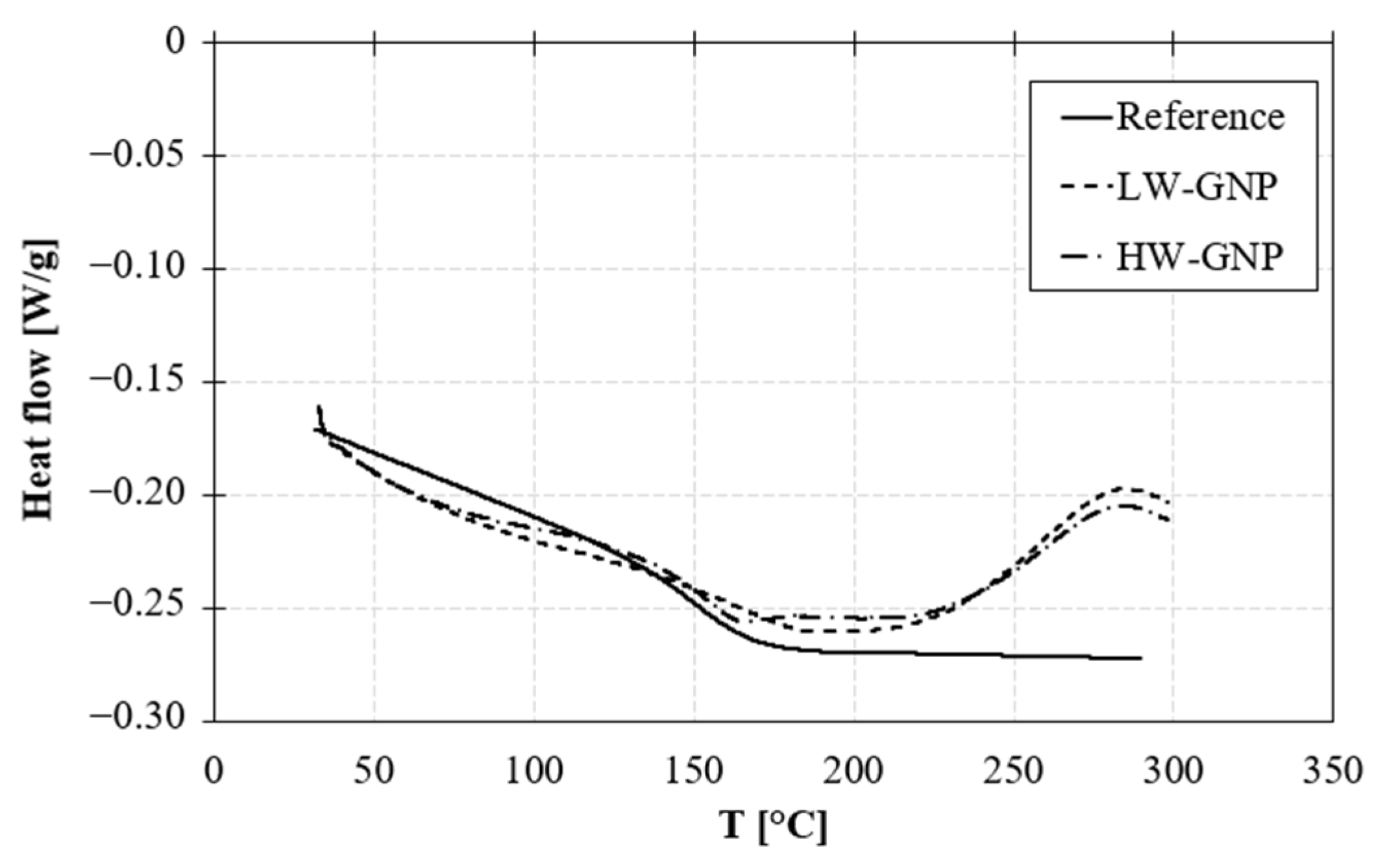
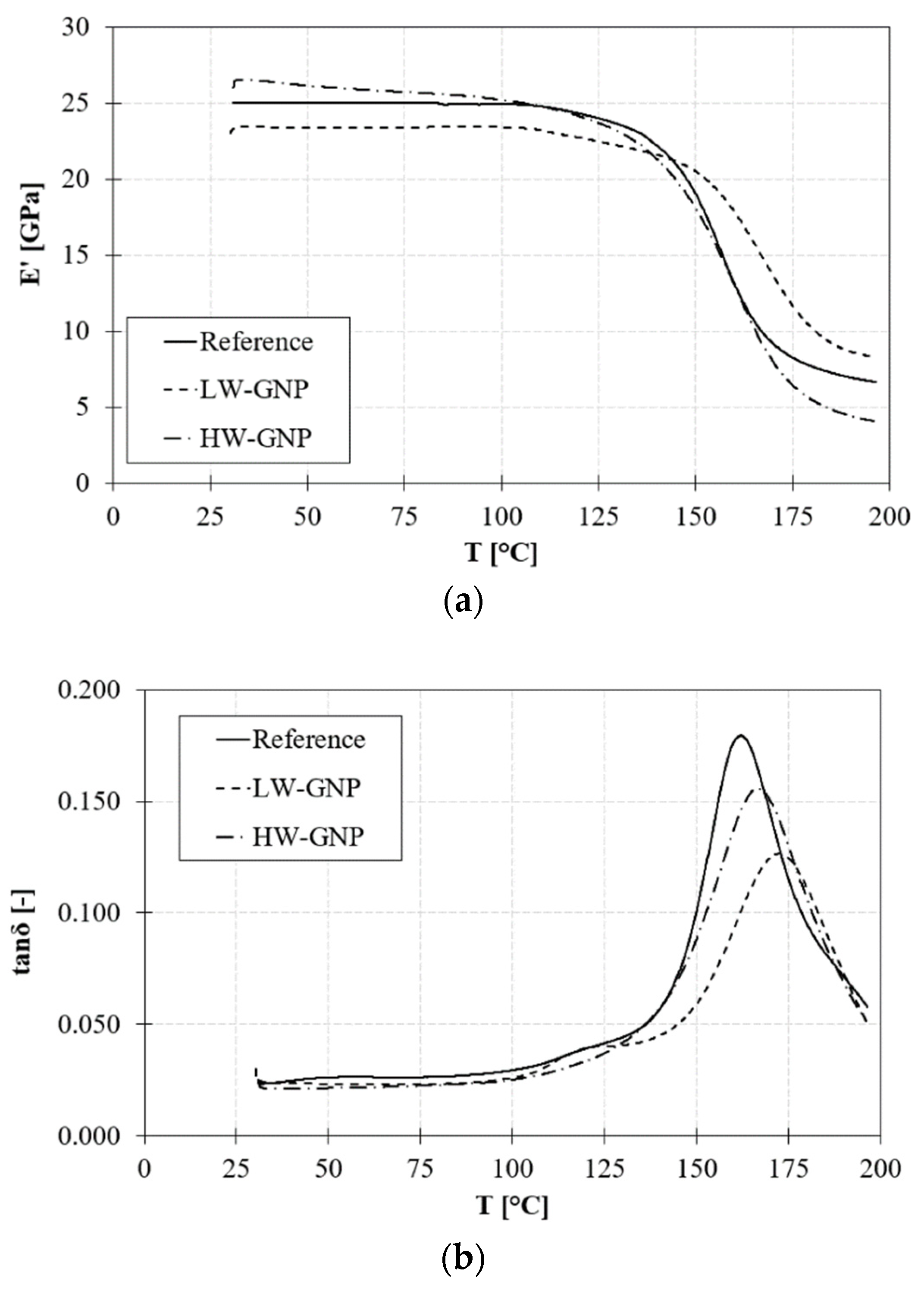
3.2.1. TGA, DSC, and DMA Results
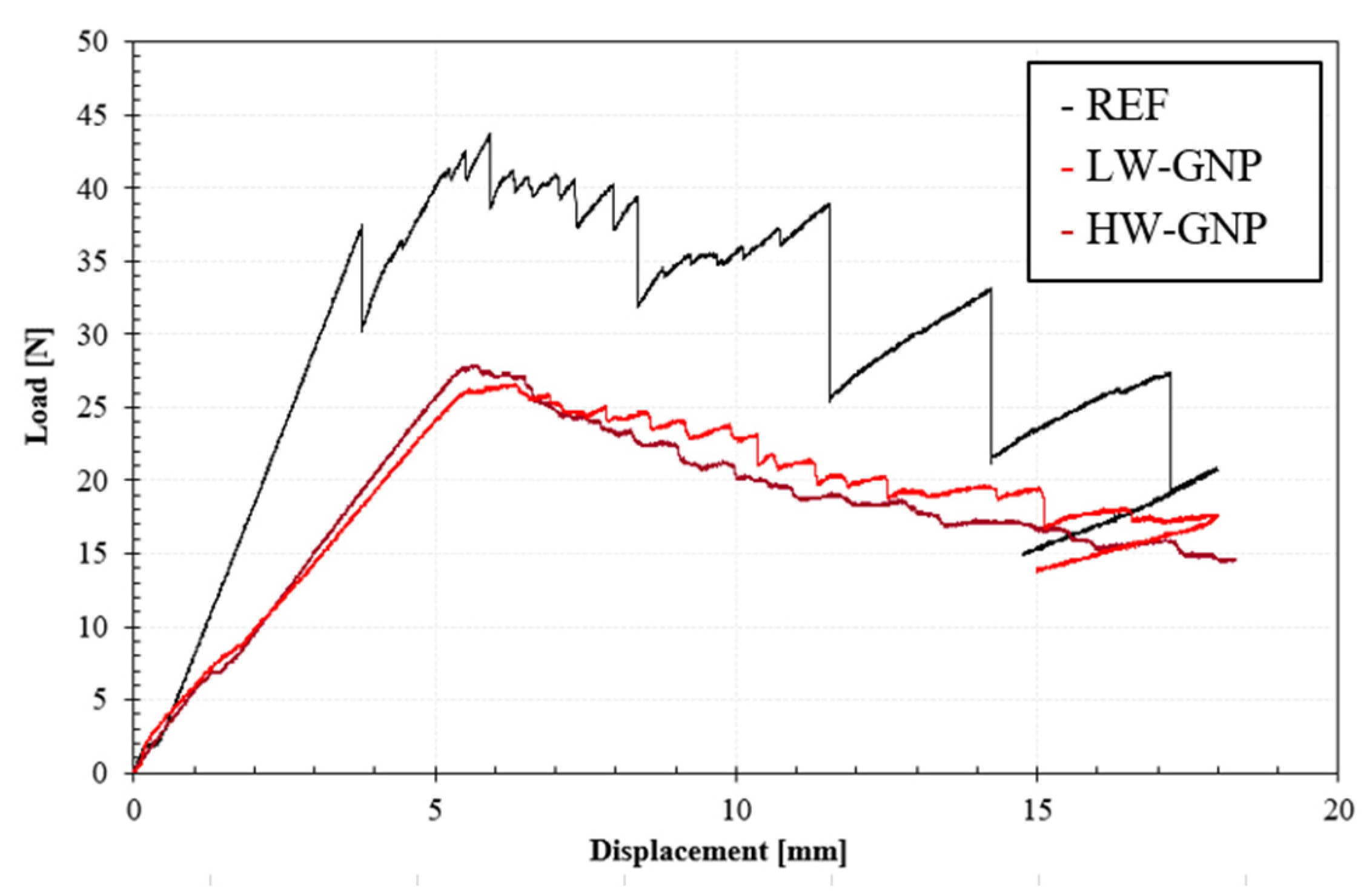
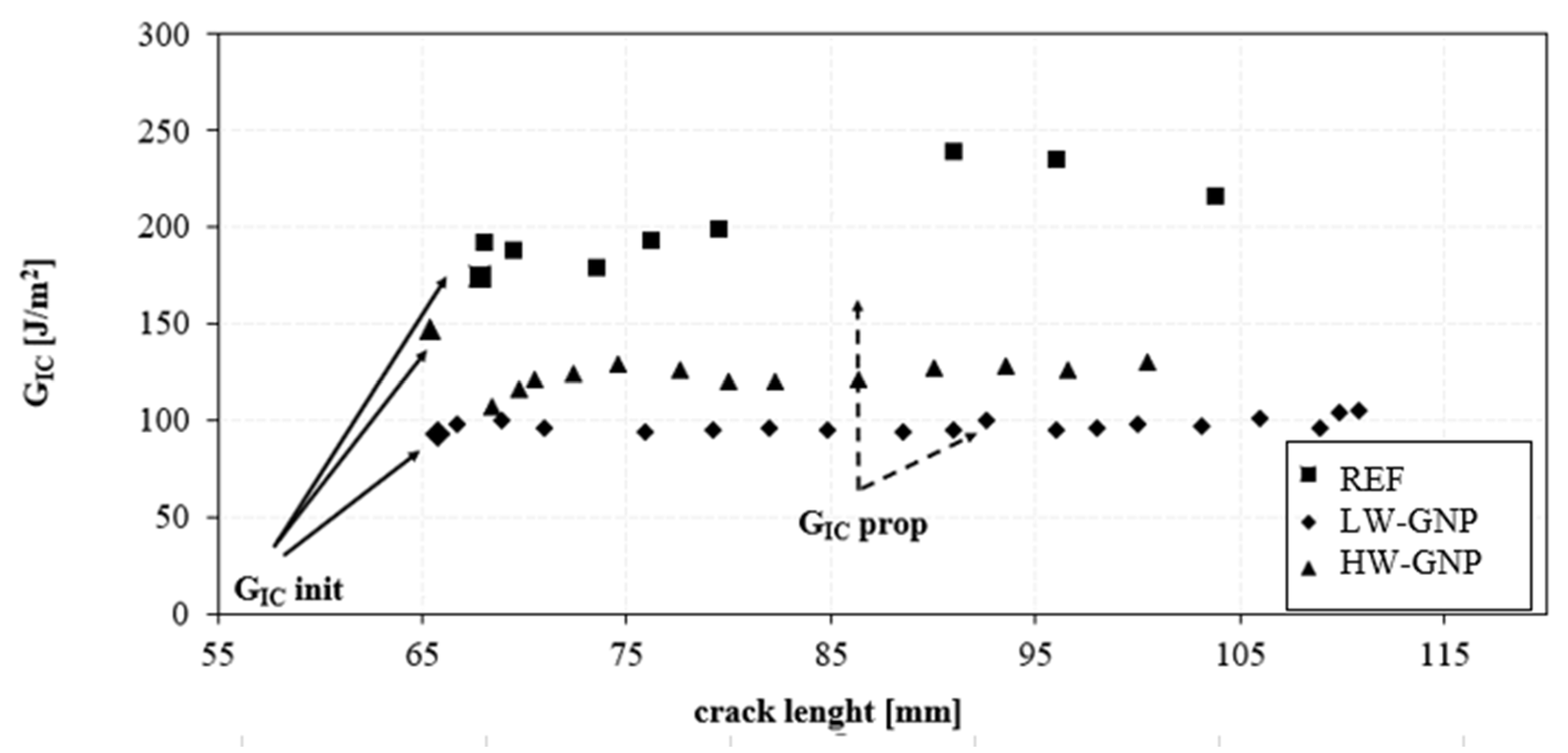
3.2.2. Interlaminar Properties
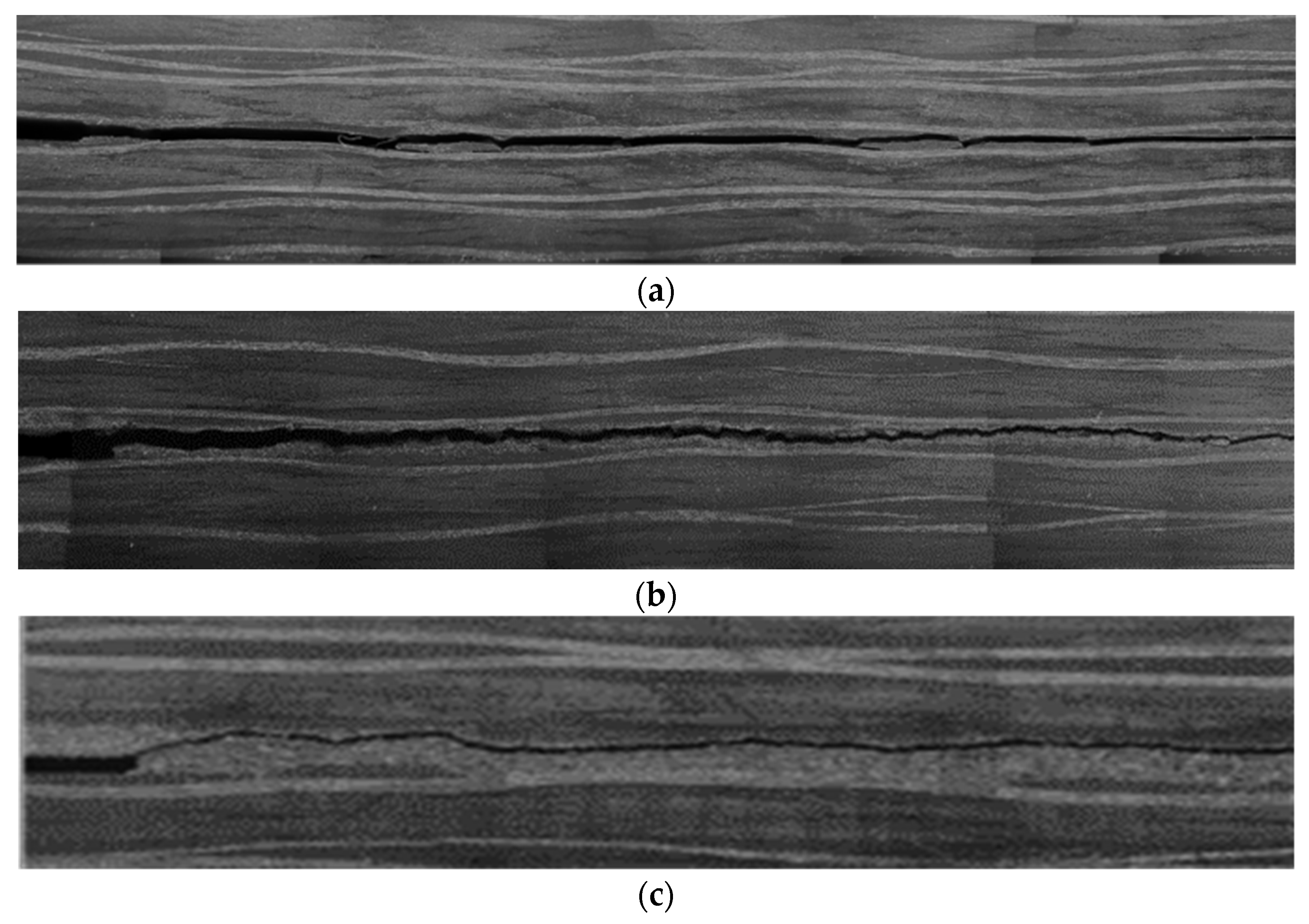
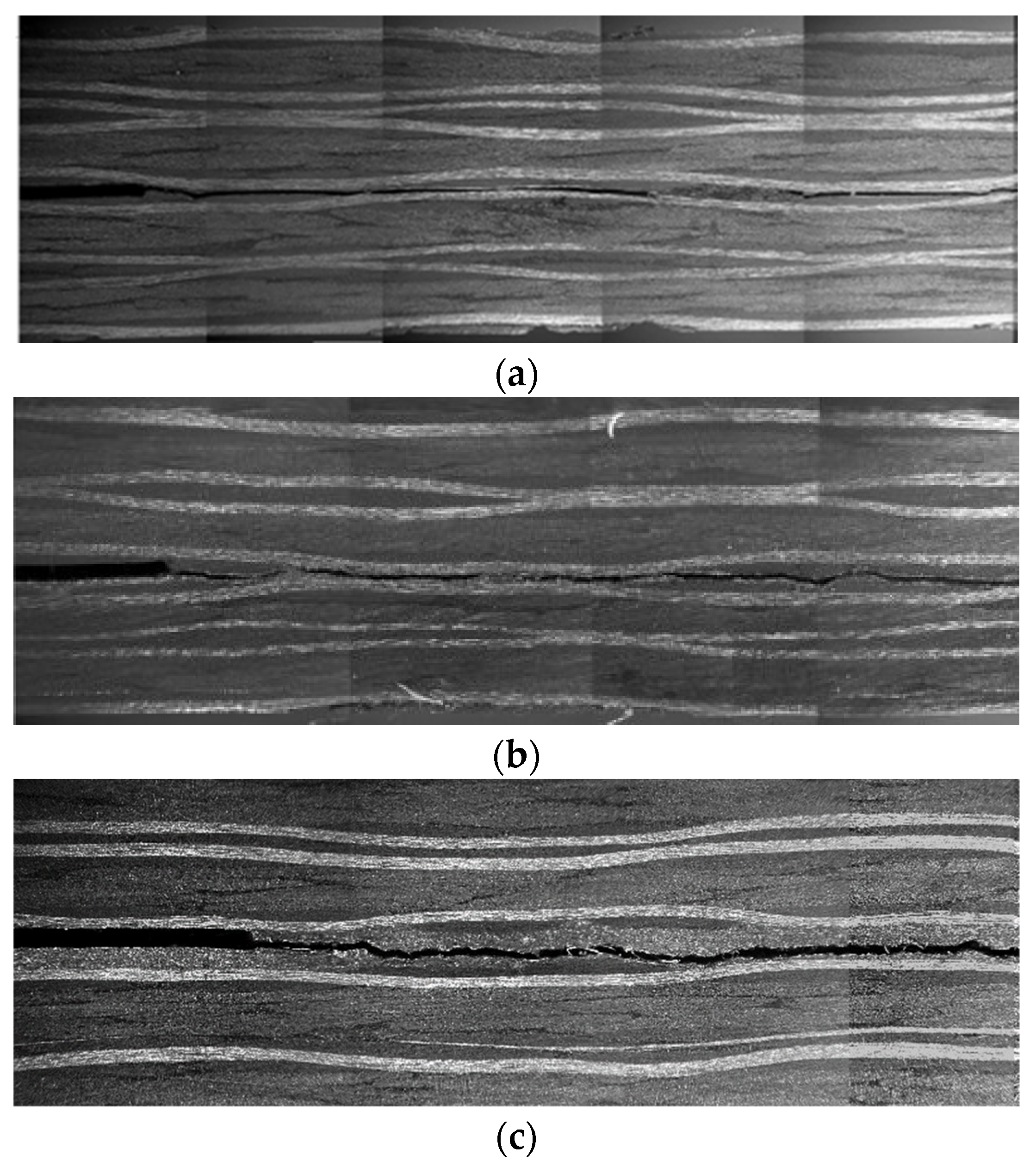
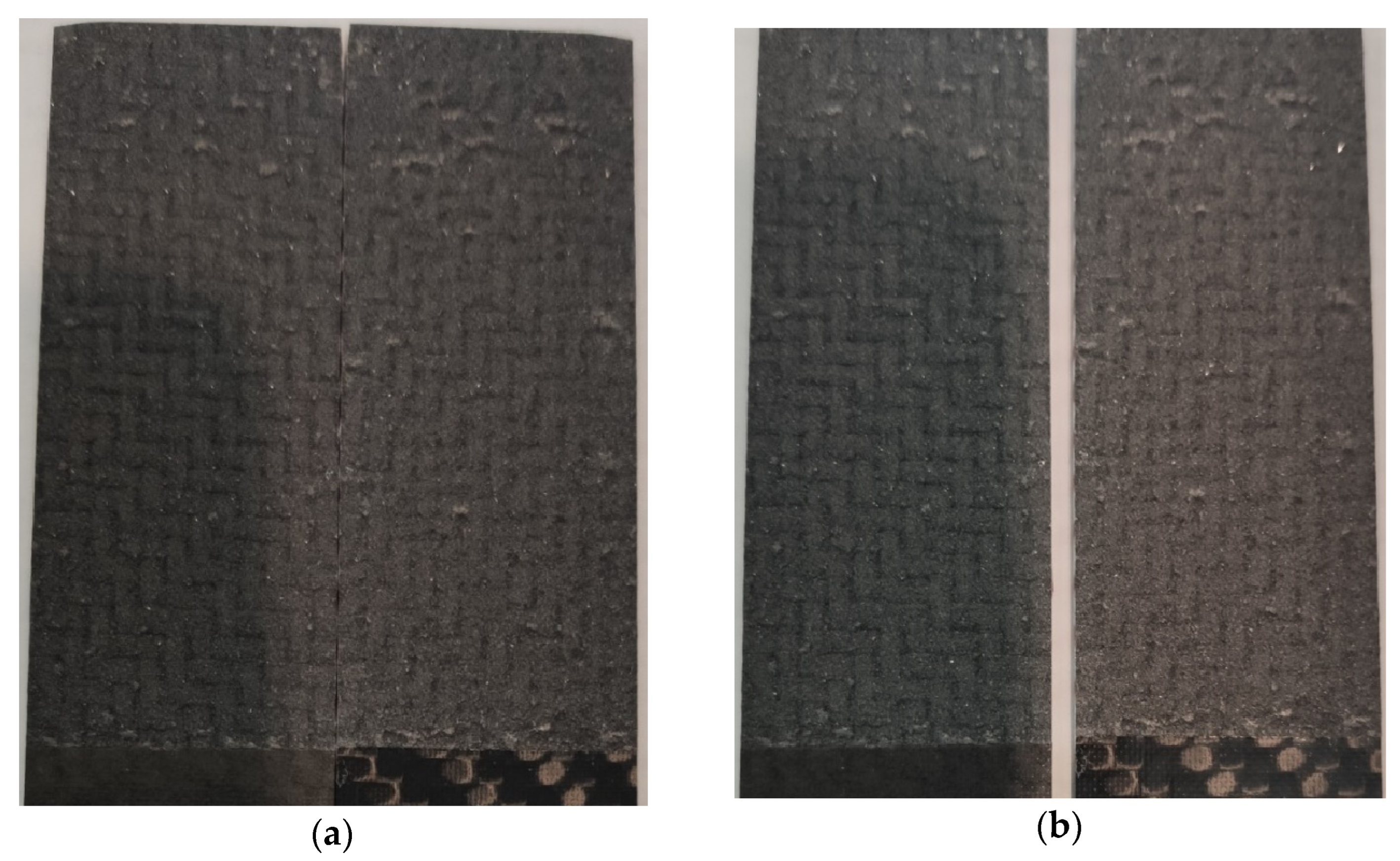
3.3. Morphology of Fracture Propagation
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Soutis, C. Carbon fiber reinforced plastics in aircraft construction. Mater. Sci. Eng. A 2005, 412, 171–176. [Google Scholar] [CrossRef]
- Ni, N.; Wen, Y.; He, D.; Yi, X.; Zhang, T.; Xu, Y. High damping and high stiffness CFRP composites with aramid non-woven fabric interlayers. Compos. Sci. Technol. 2015, 117, 92–99. [Google Scholar] [CrossRef]
- Beylergil, B.; Tanoglu, M.; Aktas, E. Mode-I fracture toughness of carbon fiber/epoxy composites interleaved by aramid nonwoven veils. Steel Compos. Struct. 2019, 31, 113–123. [Google Scholar]
- Martone, A.; Antonucci, V.; Zarrelli, M.; Giordano, M. A simplified approach to model damping behaviour of interleaved carbon fibre laminates. Compos. Part B Eng. 2016, 97, 103–110. [Google Scholar] [CrossRef]
- Kishi, H.; Kuwata, M.; Matsuda, S.; Asami, T.; Murakami, A. Damping properties of thermoplastic-elastomer interleaved carbon fiber-reinforced epoxy composites. Compos. Sci. Technol. 2004, 64, 2517–2523. [Google Scholar] [CrossRef]
- Ouyang, Q.; Wang, X.; Yao, Y.; Liu, L. Improved damping and mechanical properties of carbon fibrous laminates with tailored carbon nanotube/polyurethane hybrid membranes. Polym. Polym. Compos. 2021, 29, 1240–1250. [Google Scholar] [CrossRef]
- Zhu, X.; Li, Y.; Yu, T.; Zhang, Z. Enhancement of the interlaminar fracture toughness and damping properties of carbon fiber reinforced composites using cellulose nanofiber interleaves. Compos. Commun. 2021, 28, 100940. [Google Scholar] [CrossRef]
- Akbolat, M.Ç.; Katnam, K.B.; Soutis, C.; Potluri, P.; Sprenger, S.; Taylor, J. On mode-I and mode-II interlaminar crack migration and R-curves in carbon/epoxy laminates with hybrid toughening via core-shell rubber particles and thermoplastic micro-fibre veils. Compos. Part B Eng. 2022, 238, 109900. [Google Scholar] [CrossRef]
- Chen, Q.; Wu, F.; Jiang, Z.; Zhang, H.; Yuan, J.; Xiang, Y.; Liu, Y. Improved interlaminar fracture toughness of carbon fiber/epoxy composites by a combination of extrinsic and intrinsic multiscale toughening mechanisms. Compos. Part B Eng. 2023, 252, 110503. [Google Scholar] [CrossRef]
- Ni, N.; Wen, Y.; He, D.; Yi, X.; Zhao, Z.; Xu, Y. Synchronous improvement of loss factors and storage modulus of structural damping composite with functionalized polyamide nonwoven fabrics. Mater. Des. 2016, 94, 377–383. [Google Scholar] [CrossRef]
- İnal, O.; Katnam, K.B.; Potluri, P.; Soutis, C. Progress in interlaminar toughening of aerospace polymer composites using particles and non-woven veils. Aeronaut. J. 2022, 126, 222–248. [Google Scholar] [CrossRef]
- Cilento, F.; Martone, A.; Giordano, M. Insights on Shear Transfer Efficiency in “ Brick-and-Mortar ” Composites Made of 2D Carbon Nanoparticles. Nanomaterials 2022, 12, 1359. [Google Scholar] [CrossRef]
- Domun, N.; Paton, K.R.; Blackman, B.R.K.; Kaboglu, C.; Vahid, S.; Zhang, T.; Dear, J.P.; Kinloch, A.J.; Hadavinia, H. On the extent of fracture toughness transfer from 1D/2D nanomodified epoxy matrices to glass fibre composites. J. Mater. Sci. 2020, 55, 4717–4733. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Jin, X.; Li, C.; Wang, W.; Wu, H.; Guo, S. Graphene and graphene derivatives toughening polymers: Toward high toughness and strength. Chem. Eng. J. 2019, 370, 831–854. [Google Scholar] [CrossRef]
- Cilento, F.; Martone, A.; Pastore Carbone, M.G.; Galiotis, C.; Giordano, M. Nacre-like GNP/Epoxy composites: Reinforcement efficiency vis-à-vis graphene content. Compos. Sci. Technol. 2021, 211, 108873. [Google Scholar] [CrossRef]
- Cilento, F.; Bassano, A.; Sorrentino, L.; Martone, A.; Giordano, M.; Palmieri, B. PVB Nanocomposites as Energy Directors in Ultrasonic Welding of Epoxy Composites. J. Compos. Sci. 2023, 7, 160. [Google Scholar] [CrossRef]
- Park, Y.T.; Qian, Y.; Chan, C.; Suh, T.; Nejhad, M.G.; Macosko, C.W.; Stein, A. Epoxy toughening with low graphene loading. Adv. Funct. Mater. 2015, 25, 575–585. [Google Scholar] [CrossRef]
- Ghabezi, P.; Farahani, M.; Hosseini Fakhr, M. Investigation of mechanical behavior of alfa and gamma nano-alumina/epoxy composite made by vartm. Int. J. Adv. Biotechnol. Res. 2016, 7, 731–736. [Google Scholar]
- Sam-Daliri, O.; Farahani, M.; Faller, L.-M.; Zangl, H. Structural health monitoring of defective single lap adhesive joints using graphene nanoplatelets. J. Manuf. Process. 2020, 55, 119–130. [Google Scholar] [CrossRef]
- Bordoloi, M.M.; Kirtania, S.; Kashyap, S.; Banerjee, S. Investigation of Mechanical Properties of Carbon Fiber/Graphene Nanoplatelet/Epoxy Hybrid Nanocomposites. In Recent Advances in Materials Processing and Characterization: Select Proceedings of ICMPC 2021; Springer Nature Singapore: Singapore, 2023; pp. 211–223. [Google Scholar]
- Namdev, A.; Telang, A.; Purohit, R. Experimental investigation on mechanical and wear properties of GNP/Carbon fiber/epoxy hybrid composites. Mater. Res. Express 2022, 9, 025303. [Google Scholar] [CrossRef]
- Palmieri, B.; Cilento, F.; Siviello, C.; Bertocchi, F.; Giordano, M.; Martone, A. Mitigation of Heat Propagation in a Battery Pack by Interstitial Graphite Nanoplatelet Layer: Coupled Electrochemical-Heat Transfer Model. J. Compos. Sci. 2022, 6, 296. [Google Scholar] [CrossRef]
- Huang, S.; Fu, Q.; Yan, L.; Kasal, B. Characterization of interfacial properties between fibre and polymer matrix in composite materials—A critical review. J. Mater. Res. Technol. 2021, 13, 1441–1484. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Y.; Kuwata, M.; Bilotti, E.; Peijs, T. Improved fracture toughness and integrated damage sensing capability by spray coated CNTs on carbon fibre prepreg. Compos. Part A Appl. Sci. Manuf. 2015, 70, 102–110. [Google Scholar] [CrossRef]
- Liu, K.; Macosko, C.W. Can nanoparticle toughen fiber-reinforced thermosetting polymers? J. Mater. Sci. 2019, 54, 4471–4483. [Google Scholar] [CrossRef]
- Ahmadi-Moghadam, B.; Taheri, F. Fracture and toughening mechanisms of GNP-based nanocomposites in modes I and II fracture. Eng. Fract. Mech. 2014, 131, 329–339. [Google Scholar] [CrossRef]
- Quan, D.; Mischo, C.; Binsfeld, L.; Ivankovic, A.; Murphy, N. Fracture behaviour of carbon fibre/epoxy composites interleaved by MWCNT- and graphene nanoplatelet-doped thermoplastic veils. Compos. Struct. 2020, 235, 111767. [Google Scholar] [CrossRef]
- Nagi, C.S.; Ogin, S.L.; Mohagheghian, I.; Crean, C.; Foreman, A.D. Spray deposition of graphene nano-platelets for modifying interleaves in carbon fibre reinforced polymer laminates. Mater. Des. 2020, 193, 108831. [Google Scholar] [CrossRef]
- Wang, F.; Wang, B.; Zhang, Y.; Zhao, F.; Qiu, Z.; Zhou, L.; Chen, S.; Shi, M.; Huang, Z. Enhanced thermal and mechanical properties of carbon fiber/epoxy composites interleaved with graphene/SiCnw nanostructured films. Compos. Part A Appl. Sci. Manuf. 2022, 162, 107129. [Google Scholar] [CrossRef]
- Körbelin, J.; Kötter, B.; Voormann, H.; Brandenburg, L.; Selz, S.; Fiedler, B. Damage tolerance of few-layer graphene modified CFRP: From thin-to thick-ply laminates. Compos. Sci. Technol. 2021, 209, 108765. [Google Scholar] [CrossRef]
- Cilento, F.; Curcio, C.; Martone, A.; Liseno, A.; Capozzoli, A.; Giordano, M. Effect of Graphite Nanoplatelets Content and Distribution on the Electromagnetic Shielding Attenuation Mechanisms in 2D Nanocomposites. J. Compos. Sci. 2022, 6, 257. [Google Scholar] [CrossRef]
- ASTM D 790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- Pini, T.; Briatico-Vangosa, F.; Frassine, R.; Rink, M. Matrix toughness transfer and fibre bridging laws in acrylic resin based CF composites. Eng. Fract. Mech. 2018, 203, 115–125. [Google Scholar] [CrossRef]
- Brittain, R.; Liskiewicz, T.; Morina, A.; Neville, A.; Yang, L. Diamond-like carbon graphene nanoplatelet nanocomposites for lubricated environments. Carbon 2023, 205, 485–498. [Google Scholar] [CrossRef]
- Cui, Y.; Kundalwal, S.I.; Kumar, S. Gas barrier performance of graphene/polymer nanocomposites. Carbon 2016, 98, 313–333. [Google Scholar] [CrossRef] [Green Version]
- Moustapha Sarr, M.; Kosaka, T. Effect of cellulose nanofibers on the fracture toughness mode II of glass fiber/epoxy composite laminates. Heliyon 2023, 9, e13203. [Google Scholar] [CrossRef] [PubMed]
- Morits, M.; Verho, T.; Sorvari, J.; Liljeström, V.; Kostiainen, M.A.; Gröschel, A.H.; Ikkala, O. Toughness and Fracture Properties in Nacre-Mimetic Clay/Polymer Nanocomposites. Adv. Funct. Mater. 2017, 27, 1605378. [Google Scholar] [CrossRef]
- Reinforced, N.; Fiber, G. Interlaminar Fracture Behavior of Nanoclay Reinforced Glass Fiber Composites. J. Compos. Mater. 2008, 42, 2111–2122. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Lamination Sequence | Filler/Matrix Content [wt/wt] | Number of Deposition Cycles | Coating Areal Weight [g/m2] |
|---|---|---|---|---|
| REF | [(90/+45/−45/0)2]s | - | 0 | - |
| LW-GNP | [(90/+45/−45/0)2]s * | 80/20 | 1 | 10 |
| HW-GNP | [(90/+45/−45/0)2]s * | 80/20 | 4 | 40 |
| Actual Areal Weight [g/m2] | Tpeak [°C] | Peak Area [J/g] | |
|---|---|---|---|
| REF | - | 145.13 | 394.80 |
| LW-GNP | 15 | 145.31 | 405.68 |
| HW-GNP | 59 | 148.70 | 371.43 |
| Tg,DSC [°C] | Tg,DMA [°C] | E′ [GPa] | ΔE′ * [%] | tanδ [-] | Δtanδ * [%] | |
|---|---|---|---|---|---|---|
| REF | 151.9 ± 0.5 | 159.4 ± 2.4 | 25.1 ± 1.6 | - | 0.024 ± 0.001 | - |
| LW-GNP | 145.1 ± 0.7 | 166.7 ± 0.8 | 23.2 ± 2.0 | −7 | 0.030 ± 0.007 | +25 |
| HW-GNP | 145.9 ± 0.2 | 164.4 ± 0.7 | 26.1 ± 2.5 | +3 | 0.025 ± 0.005 | +6 |
| ILSS [MPa] | ΔILSS * [%] | GIC, initial [J/m2] | ΔGIC, initial * [%] | GIC propagation [J/m2] | ΔGIC propagation * [%] | GIIC [J/m2] | ΔGIIC * [%] | |
|---|---|---|---|---|---|---|---|---|
| REF | 63.1 ± 0.3 | - | 174 ± 29 | - | 199 ± 12 | - | 1642 ± 206 | - |
| LW-GNP | 38.2 ± 1.4 | −40 | 92 ± 10 | −47 | 101 ± 8 | −49 | 532 ± 56 | −67 |
| HW-GNP | 34.5 ± 0.4 | −46 | 147 ± 29 | −15 | 128 ± 10 | −36 | 206 ± 5 | −87 |
| REF | LW-GNP | HW-GNP | |
|---|---|---|---|
| Bulk |  |  |  |
| ILSS |  |  |  |
| Property at RT | REF | LW-GNP | HW-GNP |
|---|---|---|---|
| E′ [GPa] | 25.1 ± 1.6 | 23.2 ± 2.0 | 26.1 ± 2.5 |
| tanδ [-] | 0.024 ± 0.001 | 0.030 ± 0.007 | 0.025 ± 0.005 |
| ILSS [MPa] | 63.1 ± 0.3 | 38.2 ± 1.4 | 34.5 ± 0.4 |
| GCI [J/m2] | 174 ± 29 | 92 ± 10 | 147 ± 29 |
| GCII [J/m2] | 1642 ± 206 | 532 ± 56 | 206 ± 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Palmieri, B.; Siviello, C.; Petriccione, A.; Espresso, M.; Giordano, M.; Martone, A.; Cilento, F. Mechanical and Viscoelastic Properties of Carbon Fibre Epoxy Composites with Interleaved Graphite Nanoplatelet Layer. J. Compos. Sci. 2023, 7, 235. https://doi.org/10.3390/jcs7060235
Palmieri B, Siviello C, Petriccione A, Espresso M, Giordano M, Martone A, Cilento F. Mechanical and Viscoelastic Properties of Carbon Fibre Epoxy Composites with Interleaved Graphite Nanoplatelet Layer. Journal of Composites Science. 2023; 7(6):235. https://doi.org/10.3390/jcs7060235
Chicago/Turabian StylePalmieri, Barbara, Ciro Siviello, Angelo Petriccione, Manuela Espresso, Michele Giordano, Alfonso Martone, and Fabrizia Cilento. 2023. "Mechanical and Viscoelastic Properties of Carbon Fibre Epoxy Composites with Interleaved Graphite Nanoplatelet Layer" Journal of Composites Science 7, no. 6: 235. https://doi.org/10.3390/jcs7060235