
Strong Structure Formation of Ceramic Composites Based on Coal Mining Overburden Rocks

 and
and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Research Methods
3. Results and Discussion
3.1. Structure Shaping in the Ceramic Mass Forming Process
- PK is shear stress limit, Pa;
- ηx; is plastic viscosity;
- ω is velocity gradient or relative shear rate.
- y—measured parameter;
- xi—experimental values;
- bi—empirical coefficients.
3.2. Formation of Condensation Structure during the Drying of Ceramic Bricks
3.3. Formation of Crystallization Structure during the Firing of Ceramic Bricks
3.4. Effect of Organic and Chemical Additives on Quality Indicators of Ceramic Bricks from Coal-Mine Overburden
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nwachukwu, M.A.; Ronald, M.; Feng, H. Global capacity, potentials and trends of solid waste research and management. Waste Manag. Res. 2017, 35, 923–934. [Google Scholar] [CrossRef]
- Xin, Y.; Mohajerani, A.; Kurmus, H.; Smith, J.V. Possible recycling of waste glass in sustainable fired clay bricks: A review. Int. J. GEOMATE 2021, 20, 57–64. [Google Scholar] [CrossRef]
- Yuan, Q.; Mohajerani, A.; Kurmus, H.; Smith, J.V. Possible recycling options of waste materials in manufacturing ceramic tiles. Int. J. GEOMATE 2021, 20, 73–80. [Google Scholar] [CrossRef]
- Ahmaruzzaman, M.A. Review on the utilisation of fly ash, progress in energy and combustion. Science 2010, 36, 327–363. [Google Scholar]
- Andreola, F.; Barbieri, L.; Lancellotti, I.; Leonelli, C.; Manfredini, T. Recycling of industrial wastes in ceramic manufacturing. State Art Glass Case Stud. Ceram. Int. 2016, 42, 133–138. [Google Scholar]
- Wang, N.; Sun, X.; Zhao, Q.; Yang, Y.; Wang, P. Leachability and adverse effects of coal fly ash. A Rev. J. Hazard. Mater. 2020, 34, 122725. [Google Scholar] [CrossRef]
- Stolboushkin, A.; Fomina, O.; Fomin, A. The investigation of the matrix structure of ceramic brick made from carbonaceous mudstone tailings. IOP Conf. Ser. Mater. Sci. Eng. 2016, 124, 012143. [Google Scholar] [CrossRef]
- Nori, A.D., Jr.; Hotza, D.; Soler, V.C.; Vilches, E.S. Influence of composition on mechanical behavior of porcelain tile. Part 1: Microstructural characterization and developed phases after firing. Mater. Sci. Eng. 2010, 527, 17301735. [Google Scholar]
- Sánchez, E. Porcelain tile microstructure: Implications for polished tile properties. J. Eur. Ceram. Soc. 2006, 26, 2533–2540. [Google Scholar] [CrossRef]
- Lerdprom, W.; Chinnam, R.K.; Jay-aseelan, D.D.; Lee, W.E. Porcelain production by direct sintering. J. Eur. Ceram. Soc. 2016, 36, 4319–4325. [Google Scholar] [CrossRef]
- Gayshun, E.S.; Rogochaya, M.V.; Yavruyan, H.S. Wall ceramic materials based on technogenic raw materials of coal. Constr. Arch. 2019, 46, 266–268. [Google Scholar] [CrossRef]
- Kotlyar, V.D.; Yavruyan, H.S. Wall ceramic articles on the basis of fine-disperse products of waste pile processing. Constr. Mater. Russ. 2017, 4, 38–41. [Google Scholar]
- Panova, V.F.; Panov, S.A. Coal enrichment waste as raw materials for manufacturing building materials. Bull. Sib. State Ind. Univ. 2015, 2, 71–75. [Google Scholar]
- Efimov, V.I.; Nikulin, I.B.; Rybak, V.L. Using coal enrichment waste and environmental optimization of resources. Izv. Tula State Univ. Sci. Earth 2014, 1, 85–95. [Google Scholar]
- Stolboushkin, A.Y.; Ivanov, A.I.; Fomina, O.A. Use of coal-mining and processing wastes in production of bricksand fuel for their burning. Procedia Eng. 2016, 150, 1496–1502. [Google Scholar] [CrossRef]
- Storozhenko, G.I.; Stolboushkin, A.Y. Ceramic bricks from industrial waste. Ceramik Sakhteman Seas. Mag. Ceram. Build. Winter 2010, 2, 2–6. [Google Scholar]
- Vereshchagin, V.I.; Fomina, O.A. Ceramic wall materials with matrix structure based on non-sintering stiff technogenic and natural raw materials. Constr. Mater. Russ. 2016, 8, 19–23. [Google Scholar]
- Abdrakhimova, E.S.; Kairakbaev, A.K.; Abdrakhimov, V.Z. Use of waste products coal enrichment in manufacture of ceramic materials—The perspective direction for “green” economy. Ugol 2017, 2, 54–57. [Google Scholar] [CrossRef]
- Vasić, M.V.; Goel, G.; Vasić, M.; Radojević, Z. Recycling of waste coal dust for the energy-efficient fabrication of bricks: A laboratory to industrial-scale study. Environ. Technol. Innov. 2021, 21, 101350. [Google Scholar] [CrossRef]
- Yavruyan, K.S.; Kotlyar, V.D.; Gaishun, E.S. Medium-fraction materials for processing of coal-thread waste drains for the production of wall ceramics. Mater. Sci. Forum 2018, 12, 532–536. [Google Scholar] [CrossRef]
- Akishev, K.M. Modeli i Metodi Analiza Technologicheskich System Proizvodstva Stroitelnich izdelii s Ispolzovaniem Technogennich Otchodov. [Models and Methods of Analysis of Technological Systems for the Production of Construction Products Using Man-Made Waste]. Abstract of the Dissertation for the Degree of Candidate of Technical Sciences, Specialty 05.13.06-Automation of Technological Processes and Production (by Industry), Bishkek. 2023. Available online: https://vak.kg/wp-content/uploads/2021/06/Avtoreferat-Akishev-K-rus.pdf (accessed on 29 October 2021). (In Russian).
- Gaishun, E.; Yavruyan, K.; Kotlyar, V.; Lotoshnikova, E. Raw materials in east donbass based on waste piles processing screenings for the large-sized ceramic stones’ production. Mater. Sci. Forum 2020, 1011, 116–122. [Google Scholar] [CrossRef]
- Boltakova, N.V.; Faseeva, G.R.; Kabirov, R.R.; Nafikov, R.M.; Zakharov, Y.A. Utilization of inorganic industrial wastes in producing construction ceramics. Review of Russian experience for the years 2000–2015. Waste Manag. 2017, 60, 230–246. [Google Scholar] [CrossRef] [PubMed]
- Knigina, G.I.; Vershinina, E.N. Laboratory Tests of Brickware and Light Porous Fillers Technology; ASV Publishers: Moscow, Russia, 2007; p. 230. [Google Scholar]
- Stanevich, V.T.; Kudryshova, B.C.; Smailova, B.O.; Stanevich, O.V. Using Industrial Waste for Manufacturing Ceramic Drain Pipes. Sci. Technol. Kazakhstan 2010, 1, 97–104. [Google Scholar]
- Abdrakhimova, E.S. The use of waste from coal enrichment and inter-shale clay in the production of ceramic bricks. Ugol 2021, 7, 52–55. [Google Scholar] [CrossRef]
- Yavruyan, K.; Kotlyar, V.; Gaishun, E.; Lotoshnikova, E.; Chanturiya, K. High performance ceramic stones on the basis of by-products of waste heaps -screenings and coal slurry. In Proceedings of the E3S Web of Conferences, Innovative Technologies in Environmental Science and Education, ITESE, Divnomorskoe Village, Russia, 9–14 September 2019; Volume 135, p. 03017. [Google Scholar]
- Ryzhkov, S.O.; Portnov, V.S.; Huangan, N.K.; Rakhimov, M.A.; Khmyrova, E.N. Research into stability of tailings storage at vostochnaya coal processing plant (central kazakhstan) to assess its safe conservation and abandonment. Ugol 2021, 12, 57–62. [Google Scholar] [CrossRef]
- Baidzhanov, D.O.; Nuguzhinov, Z.S.; Fedorchenko, V.I.; Kropachev, P.A.; Rakhimov, A.M.; Divak, L.A. Thermal insulation material based on local technogenic raw material. Glass Ceram. 2017, 73, 427–430. [Google Scholar] [CrossRef]
- Stanevich, V.T.; Bulyga, L.L.; Vyshar, O.V.; Girnis, S.R.; Rakhimova, G.M. analysis of energy efficiency of building envelopes of JSC “Station EGRES-2”. AIP Conf. Proc. 2022, 2559, 050006. [Google Scholar] [CrossRef]
- Anh, L.H.; Mihai, F.C.; Belousova, A.; Kucera, R.; Oswald, K.D.; Riedel, W.; Sekar, N.A.; Schneider, P. Life cycle assessment of river sand and aggregates alternatives in concrete by. Materials 2023, 16, 2064. [Google Scholar] [CrossRef]
- Miryuk, O.; Fediuk, R.; Amran, M. Porous fly ash/aluminosilicate microspheres-based composites containing lightweight granules using liquid glass as binder. Polymers 2022, 14, 3461. [Google Scholar] [CrossRef]
- Fořt, J.; Černý, R. Transition to circular economy in the construction industry: Environmental aspects of waste brick recycling scenarios. Waste Manag. 2020, 118, 510–520. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Zhou, D.; Jiang, Y. Preparation and thermal storage performance of phase change ceramsite sand and thermal storage light-weight concrete. Renew. Energy 2021, 175, 143–152. [Google Scholar] [CrossRef]
- Lu, Y.; Hu, X.; Yang, X.; Xiao, Y. Comprehensive tests and quasi-brittle fracture modeling of light-weight foam concrete with expanded clay aggregates. Cem. Concr. Compos. 2021, 115, 103822. [Google Scholar] [CrossRef]
- Miryuk, O.; Fediuk, R.; Amran, M. Foam glass crystalline granular material from a polymineral raw mix. Crystals 2021, 11, 1447. [Google Scholar] [CrossRef]
- Rakhimov, M.A.; Rakhimova, G.M.; Suleimbekova, Z.A. Modification of concrete railway sleepers and assessment of its bearing capacity. Int. J. GEOMATE 2021, 20, 40–48. [Google Scholar] [CrossRef]
- Tkach, E.; Serova, R.; Stasilovich, E.; Bogoyavlenskaya, T.; Khan, M. Modified aerated concrete based on man-made waste. Int. J. GEOMATE 2022, 23, 131–138. [Google Scholar] [CrossRef]
- Baydjanov, D.O.; Abdrakhmanova, K.A.; Kropachev, P.A.; Rakhimova, G.M. Modified concrete for producing pile foundations. Mag. Civ. Eng. 2019, 86, 3–10. [Google Scholar] [CrossRef]
- Issin, D.K.; Zholdubayeva, Z.D.; Neshina, Y.G.; Alkina, A.D.; Khuangan, N.; Rahimova, G.M. Advanced composite alloys for constructional parts of robots. IOP Conf. Ser. Mater. Sci. Eng. 2018, 363, 012032. [Google Scholar] [CrossRef]
- Tkach, E.; Rakhimov, A.M. Porous fillers for light concrete from technogenic raw materials. IOP Conf. Ser. Mater. Sci. Eng. 2018, 365, 032014. [Google Scholar] [CrossRef]
- de Azevedo, A.R.G.; Marvila, M.T.; Antunes, M.L.P.; Rangel, E.C.; Fediuk, R. Technological Perspective for Use the Natural Pineapple Fiber in Mortar to Repair Structures. Waste Biomass Valorization 2021, 12, 5131–5145. [Google Scholar] [CrossRef]
- Klyuyev, S.V.; Kashapov, N.F.; Radaykin, O.V.; Sabitov, L.S.; Klyuyev, A.V.; Shchekina, N.A. Reliability coefficient for fibreconcrete material. Constr. Mater. Prod. 2022, 5, 51–58. [Google Scholar]
- Fediuk, R.; Amran, M.; Vatin, N.; Vasilev, Y.; Lesovik, V.; Ozbakkaloglu, T. Acoustic Properties of Innovative Concretes: A Review. Materials 2021, 14, 398. [Google Scholar] [CrossRef] [PubMed]
- Amran, M.; Fediuk, R.; Murali, G.; Vatin, N.; Karelina, M.; Ozbakkaloglu, T.; Krishna, R.S.; Kumar, S.A.; Kumar, D.S.; Mishar, J. Rice Husk Ash-Based Concrete Composites: A Critical Review of Their Properties and Applications. Crystals 2021, 11, 168. [Google Scholar] [CrossRef]
- Fediuk, R. High-strength fibrous concrete of Russian Far East natural materials. IOP Conf. Ser. Mater. Sci. Eng. 2016, 116, 012020. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Mass Content, % (After Ignition) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | TiO2 | Al2O3 | Fe2O3 + FeO | MgO | MnO | CaO | Na2O | K2O | P2O5 | SO3 | Ignition Loss | |
| Horizon +50 m | ||||||||||||
| Argillite | 56.7 | 0.9 | 17.6 | 5.6 | 1.1 | 0.1 | 0.2 | 1.2 | 1.9 | 0.25 | 0.15 | 12.05 |
| Siltstone | 61.1 | 1.03 | 18.5 | 3.4 | 0.9 | 0.12 | 0.85 | 1.32 | 2.06 | 0.25 | 0.21 | 10.4 |
| Horizon +100 m | ||||||||||||
| Argillite | 57.7 | 0.85 | 17.7 | 6.4 | 1.2 | 0.1 | 0.77 | 0.57 | 2.39 | 0.3 | 0.10 | 11.0 |
| Siltstone | 59.9 | 0.93 | 17.96 | 4.18 | 1.1 | 0.09 | 0.74 | 1.06 | 2.24 | 0.25 | 0.22 | 10.9 |
| Horizon +150 m | ||||||||||||
| Argillite | 57.7 | 0.86 | 18.4 | 5.6 | 0.94 | 0.12 | 0.73 | 0.47 | 2.54 | 0.38 | 0.19 | 11.6 |
| Siltstone | 61.3 | 0.93 | 17.6 | 4.02 | 0.03 | 0.08 | 0.56 | 1.38 | 2.11 | 0.28 | 0.28 | 10.06 |
| Name of Raw Material | Mineral Content, % | |||||||
|---|---|---|---|---|---|---|---|---|
| Clay Minerals | Quartz | Feldspar | Carbonates | Mica | Siderite | Organic Material | ||
| Kaolinite | Hydromica | |||||||
| Horizon +50 m | ||||||||
| Argillite | 25–30 | 20 | 25 | 8–12 | - | - | - | 15 |
| Siltstone | 5–10 | 25 | 30 | 20–25 | 3–5 | 5 | - | 10 |
| Horizon +100 m | ||||||||
| Argillite | 25 | 20 | 30 | - | - | - | 5 | 12 |
| Siltstone | 5–7 | 20 | 40 | 25 | 3–5 | 5 | - | 8 |
| Horizon +150 m | ||||||||
| Argillite | 15 | 20 | 40 | 10 | - | - | - | 10 |
| Siltstone | 3–5 | 20 | 50 | 15–20 | 5 | - | - | 5 |
| Material | Quantitative Content of Particles, % | Variety of Raw Materials According to Okhotin’s Diagram | ||
|---|---|---|---|---|
| Finely Dispersed 5 μm | Medium-Dispersed 5–50 Microns | Coarsely-Dispersed 50–1000 Microns | ||
| Horizon +50 m | ||||
| Argillite | 29.8 | 53.2 | 17.0 | Silty clay |
| Siltstone | 21.6 | 35.2 | 43.3 | Silty loam |
| Horizon +100 m | ||||
| Argillite | 20.4 | 49.6 | 30.0 | Silty clay |
| Siltstone | 18.1 | 31.6 | 50.3 | Silty loam |
| Horizon +150 m | ||||
| Argillite | 14.3 | 45.5 | 41.2 | Silty clay |
| Siltstone | 12.5 | 27.0 | 60.5 | Silty loam |
| Feature | Designation, Units of Measurement | Horizon +50 m | Horizon +100 m | Horizon +150 m | |||
|---|---|---|---|---|---|---|---|
| Argillite | Siltstone | Argillite | Siltstone | Argillite | Siltstone | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Humidity | Molding water content, % | 17.5 | 17.1 | 17.5 | 17.0 | 16.6 | 16.3 |
| Rapid elastic modulus of deformation | E0, MPa | 23.4 | 12.62 | 12.5 | 10.04 | 12.5 | 11.41 |
| Modulus of slow elastic deformation | E2, MPa | 26.35 | 14.38 | 18.51 | 16.43 | 10.3 | 18.26 |
| Conditional static yield strength | PK110−3 | 0.1 | 0.14 | 0.21 | 0.2 | 0.24 | 0.23 |
| Strain rate gradient | 10−4 | 0.39 | 0.85 | 1.02 | 1.18 | 0.93 | 0.88 |
| Plastic viscosity | 108 Pa, s | 534.2 | 393.3 | 470.4 | 375.6 | 436.3 | 351.4 |
| Elasticity | λ | 0.48 | 0.38 | 0.42 | 0.34 | 0.45 | 0.34 |
| Plasticity per Volarovich | 10−7, s−1 | 0.0022 | 0.0035 | 0.0044 | 0.053 | 0.057 | 0.065 |
| The period of true relaxation | Θ, s | 392 | 578 | 766 | 611 | 772 | 466 |
| Rapid elastic deformation (elastic) | E0, % | 38 | 44.8 | 39.5 | 45.2 | 38 | 47.1 |
| Slow elastic deformation | E2, % | 25.2 | 24.8 | 26.0 | 25.0 | 27.4 | 27.6 |
| Plastic deformation | E1, % | 36.8 | 30.4 | 34.4 | 29.8 | 34.6 | 25.3 |
| Structurally mechanical type | III | III | III | III | III | III | |
| Material | Overburden Content, in % for the Grain Size, mm | ||
|---|---|---|---|
| 0.5–0.25 | 0.25–0.125 | 0.125–0.0063 | |
| Argillite | 5–45 | 10–55 | 15–50 |
| Siltstone | 10–55 | 15–50 | 15–45 |
| Raw Material | Overburden at Horizons: +50 m; +100 m; +150 m | |||||
|---|---|---|---|---|---|---|
| Argillite | Siltstone | |||||
| Particle size | 0.5 mm | 0.25 mm | 0.125 mm | 0.5 mm | 0.25 mm | 0.125 mm |
| Composition serial number | 1 | 2 | 3 | 4 | 5 | 6 |
| Composition Serial Number | Critical Humidity, Wcr, % | Susceptibility to Drying Ratio, | Irradiation Period before Cracking, Zo, s | Linear Air Shrinkage, % |
|---|---|---|---|---|
| Horizon +50 m | ||||
| 1 | 7.8 | 1.31 | 129 | 3.8 |
| 2 | 8.9 | 1.41 | 125 | 5.6 |
| 3 | 8.8 | 1.44 | 103 | 7.0 |
| 4 | 8.8 | 0.91 | 121 | 3.3 |
| 5 | 9.8 | 1.02 | 105 | 5.4 |
| 6 | 10.2 | 1.09 | 98 | 6.1 |
| Horizon +100 m | ||||
| 1 | 8.2 | 1.11 | 151 | 3.2 |
| 2 | 8.5 | 1.21 | 140 | 5.1 |
| 3 | 9.4 | 1.31 | 128 | 6.3 |
| 4 | 8.8 | 0.84 | 135 | 3.2 |
| 5 | 9.8 | 0.89 | 121 | 5.1 |
| 6 | 10.2 | 0.94 | 107 | 5.7 |
| Horizon +150 m | ||||
| 1 | 7.3 | 1.03 | 159 | 2.8 |
| 2 | 8.4 | 1.12 | 151 | 4.7 |
| 3 | 9.1 | 1.25 | 141 | 5.5 |
| 4 | 8.6 | 0.77 | 147 | 2.7 |
| 5 | 9.5 | 0.82 | 129 | 4.3 |
| 6 | 10.2 | 0.88 | 125 | 5.0 |
| Composition Number | Forming Moisture, Wrel | Critical Humidity, Wcr | Air Shrinkage, % | Apparent Porosity, % | Fracture Strength, MPa |
|---|---|---|---|---|---|
| Horizon +50 m | |||||
| 1 | 17.4 | 8.0 | 4.3 | 10.0 | 1.8 |
| 2 | 18.2 | 5.1 | 2.3 | 16.5 | 1.4 |
| 3 | 18.5 | 4.7 | 2.4 | 16.4 | 1.1 |
| 4 | 17.8 | 7.4 | 3.7 | 14.6 | 1.8 |
| 5 | 19.3 | 7.6 | 3.6 | 14.8 | 2.1 |
| 6 | 18.4 | 5.2 | 2.2 | 16.6 | 1.4 |
| Horizon +100 m | |||||
| 1 | 17.6 | 7.2 | 3.3 | 13.1 | 3.3 |
| 2 | 18.2 | 3.2 | 0.8 | 16.2 | 1.6 |
| 3 | 18.6 | 2.2 | 0.7 | 18.0 | 1.2 |
| 4 | 18.4 | 5.3 | 2.3 | 14.5 | 2.8 |
| 5 | 18.9 | 4.9 | 2.4 | 14.0 | 2.0 |
| 6 | 18.5 | 2.6 | 0.8 | 15.9 | 1.5 |
| Horizon +150 m | |||||
| 1 | 16.8 | 8.7 | 5.8 | 19.8 | 2.6 |
| 2 | 17.4 | 8.1 | 3.4 | 10.9 | 2.2 |
| 3 | 18.2 | 4.1 | 2.4 | 12.4 | 3.3 |
| 4 | 17.6 | 8.0 | 4.5 | 18.3 | 3.1 |
| 5 | 17.8 | 6.6 | 3.9 | 19.9 | 2.1 |
| 6 | 18.2 | 4.4 | 2.3 | 10.7 | 3.1 |
| Molding Conditions on the Press | Air Shrinkage, % | Breaking Strength, MPA | Apparent Porosity, % | Gas Permeability, Ka 10−15 m2 | Apparent Density, kg/m3 |
|---|---|---|---|---|---|
| Horizon +50 m | |||||
| without vacuum | 2.5 | 1.9 | 15.9 | 18.1 | 1840 |
| vacuum | 1.6 | 3.5 | 14.3 | 1.4 | 1833 |
| Horizon +100 m | |||||
| without vacuum | 1.1 | 2.1 | 16.0 | 24.4 | 1898 |
| vacuum | 0.8 | 2.8 | 15.4 | 2.0 | 1835 |
| Horizon +150 m | |||||
| without vacuum | 3.4 | 1.9 | 9.9 | 8.1 | 1869 |
| vacuum | 3.0 | 3.4 | 9.7 | 1.1 | 1828 |
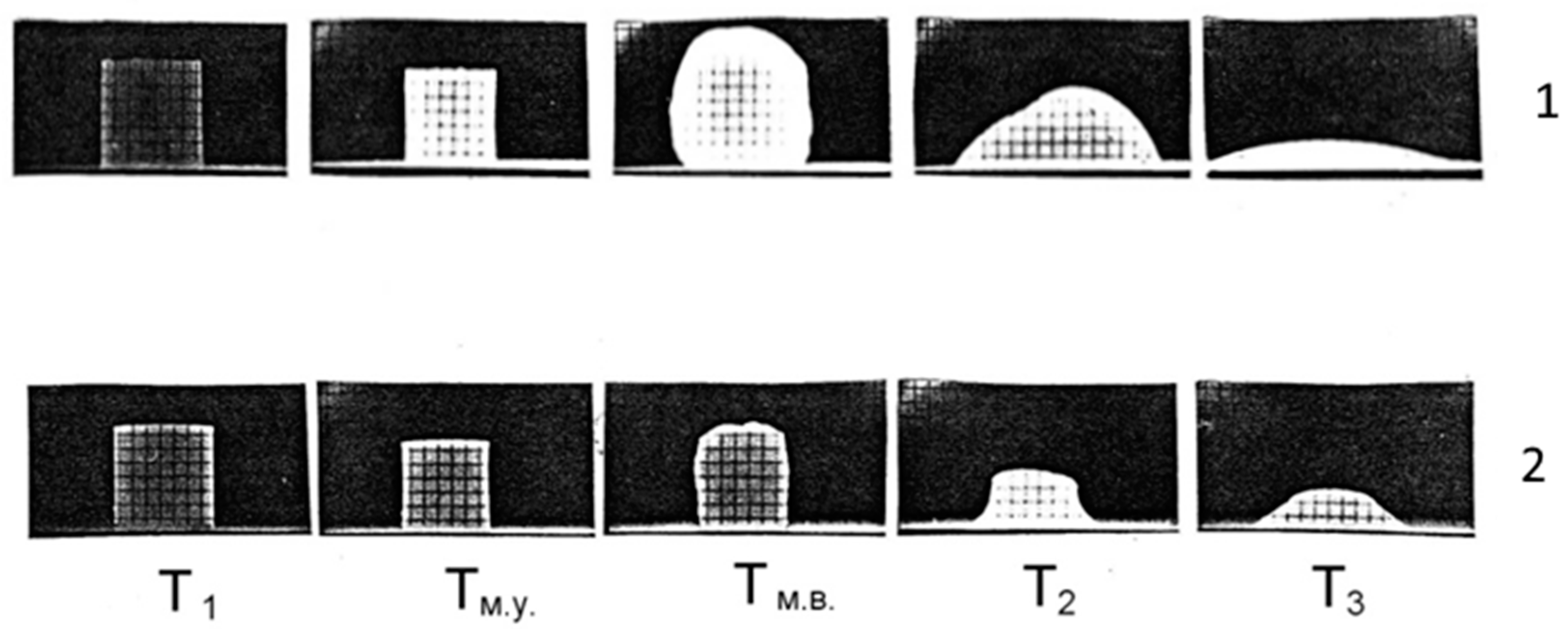
| Name | T1, °C | Tm.y., °C | Tm.v., °C | T1, °C | T3, °C | Sintering Interval |
|---|---|---|---|---|---|---|
| Horizon +100 m | ||||||
| Argillite | 1050 | 1250 | 1470 | 1500 | 1550 | 220 |
| Siltstone | 1000 | 1240 | 1470 | 1580 | 1590 | 230 |
| Basic Physicochemical Changes | Temperature, °C | ||
|---|---|---|---|
| Argillite | |||
| Horizon +50 m | Horizon +100 m | Horizon +150 m | |
| Low-temperature water extraction | 90–100 | 90–190 | 90–200 |
| Ignition and combustion of volatile combustible components | 250–380 | 250–380 | 270–390 |
| Medium-temperature constitutional water extraction | 540–620 | 480–630 | 520–630 |
| Ignition and combustion of organic matter | 430–700 | 450–780 | 450–790 |
| High-temperature water extraction | 760–800 | 720–810 | 740–800 |
| Combustion of organic matter | 850–950 | 910–950 | 920–975 |
| Start of liquid phase formation | 860 | 910 | 930 |
| Crystallization of neoplasms involving the liquid phase | 960–990 | 970–990 | 980–1000 |
| Raw Material | Max. Firing Temperature, °C | Total Shrinkage, % | Strength in Compression, MPa | Water Absorption, % | Frost Resistance, Cycles |
|---|---|---|---|---|---|
| Horizon +100 m | |||||
| Argillite | 950 | 4.50 | 22 | 12.3 | 50 |
| 975 | 4.62 | 28 | 11.5 | 75 | |
| 1000 | 4.80 | 31 | 8.6 | 75 | |
| Siltstone | 950 | 3.60 | 19 | 12.4 | 35 |
| 975 | 3.72 | 23 | 11.2 | 50 | |
| 1000 | 3.81 | 26 | 10.8 | 75 | |
| Components | Content of Components in the Mixture, Mass % | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Overburden rock from coal mining | 96 | 92 | 90 | 97 | 95 | 93 |
| Highly mineralized carbonaceous rocks with 3–9% resinous and bituminous substance content | 4 | 8 | 12 | |||
| Highly basic technical aluminum oxychloride | 3 | 5 | 7 | |||
| Composition Number | Component Content in Mass, % | Compressive Strength, MPa | Water Absorption, % | Frost Resistance, Cycles | ||
|---|---|---|---|---|---|---|
| Overburden | Eelgrass | Aluminum Oxychloride | ||||
| 1 | 96 | 4 | 42.0 | 10.8 | 58 | |
| 2 | 92 | 8 | 48.2 | 9.2 | 72 | |
| 3 | 88 | 12 | 44.0 | 9.6 | 74 | |
| 4 | 97 | 3 | 34.2 | 8.2 | 62 | |
| 5 | 95 | 5 | 33.6 | 7.4 | 63 | |
| 6 | 93 | 7 | 36.4 | 7.0 | 68 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rakhimova, G.; Stolboushkin, A.; Vyshar, O.; Stanevich, V.; Rakhimov, M.; Kozlov, P. Strong Structure Formation of Ceramic Composites Based on Coal Mining Overburden Rocks. J. Compos. Sci. 2023, 7, 209. https://doi.org/10.3390/jcs7050209
Rakhimova G, Stolboushkin A, Vyshar O, Stanevich V, Rakhimov M, Kozlov P. Strong Structure Formation of Ceramic Composites Based on Coal Mining Overburden Rocks. Journal of Composites Science. 2023; 7(5):209. https://doi.org/10.3390/jcs7050209
Chicago/Turabian StyleRakhimova, Galiya, Andrey Stolboushkin, Olga Vyshar, Victor Stanevich, Murat Rakhimov, and Pavel Kozlov. 2023. "Strong Structure Formation of Ceramic Composites Based on Coal Mining Overburden Rocks" Journal of Composites Science 7, no. 5: 209. https://doi.org/10.3390/jcs7050209