
Optimization and Prediction of Process Parameters during Abrasive Water Jet Machining of Hybrid Rice Straw and Furcraea foetida Fiber Reinforced Polymer Composite

 , , and
, , and
Abstract
:1. Introduction
2. Methodology
3. Results and Discussions
3.1. Surface Roughness
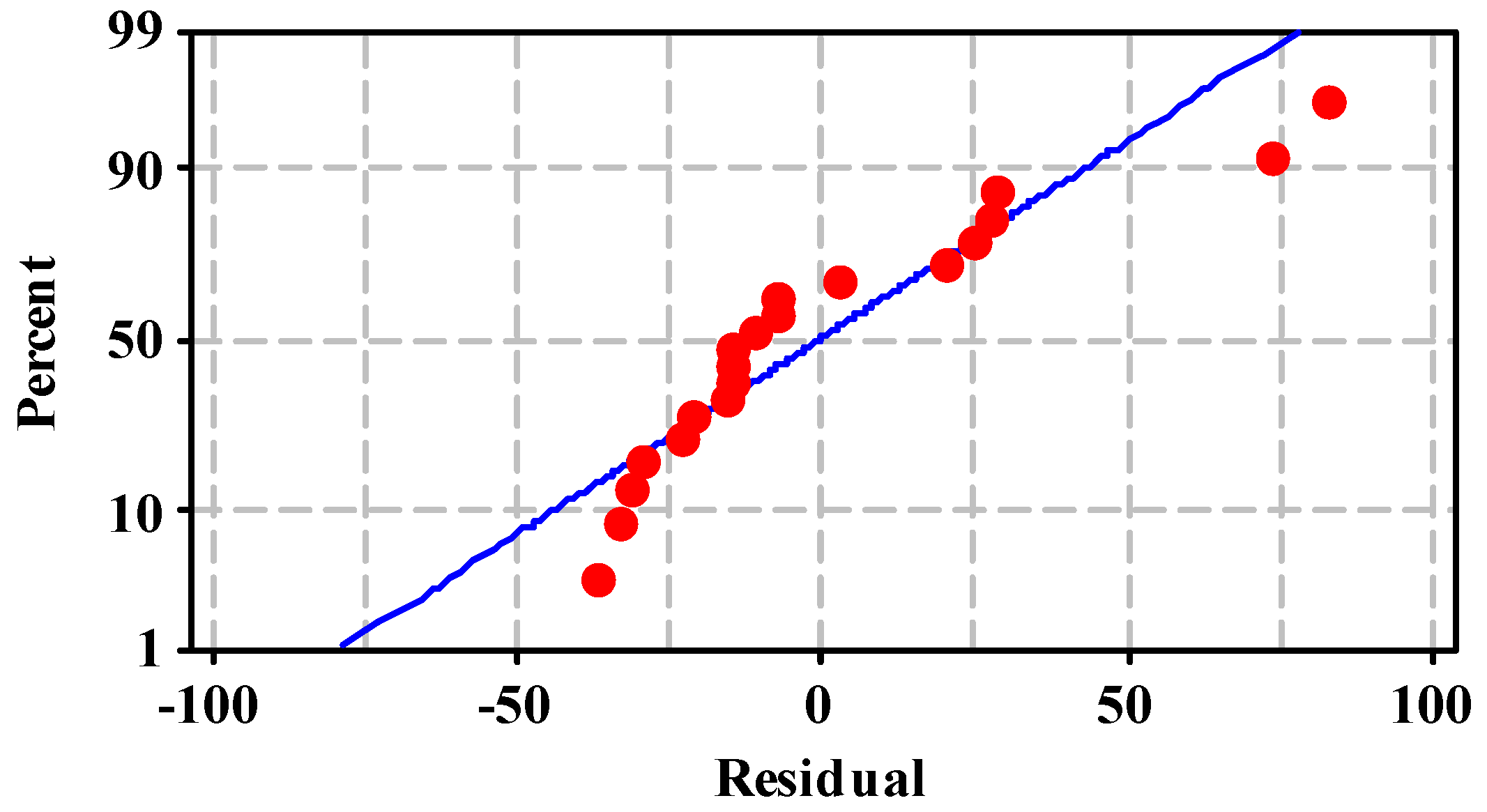
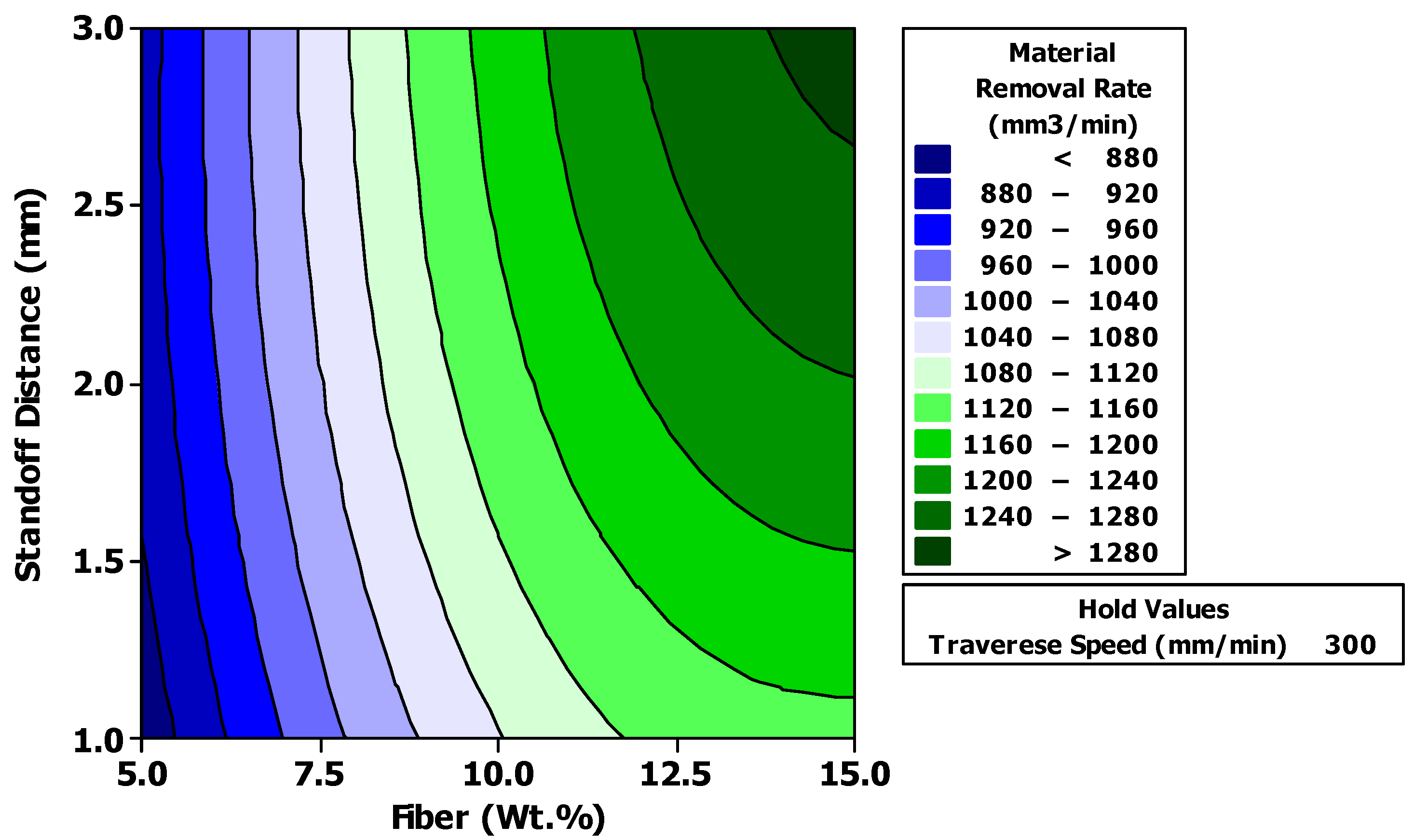
3.2. Material Removal Rate
3.3. Top Kerf Width
3.4. Bottom Kerf Width
3.5. Kerf Taper
3.6. Microstructural Analysis of AWJ-Machined Surfaces
4. Conclusions
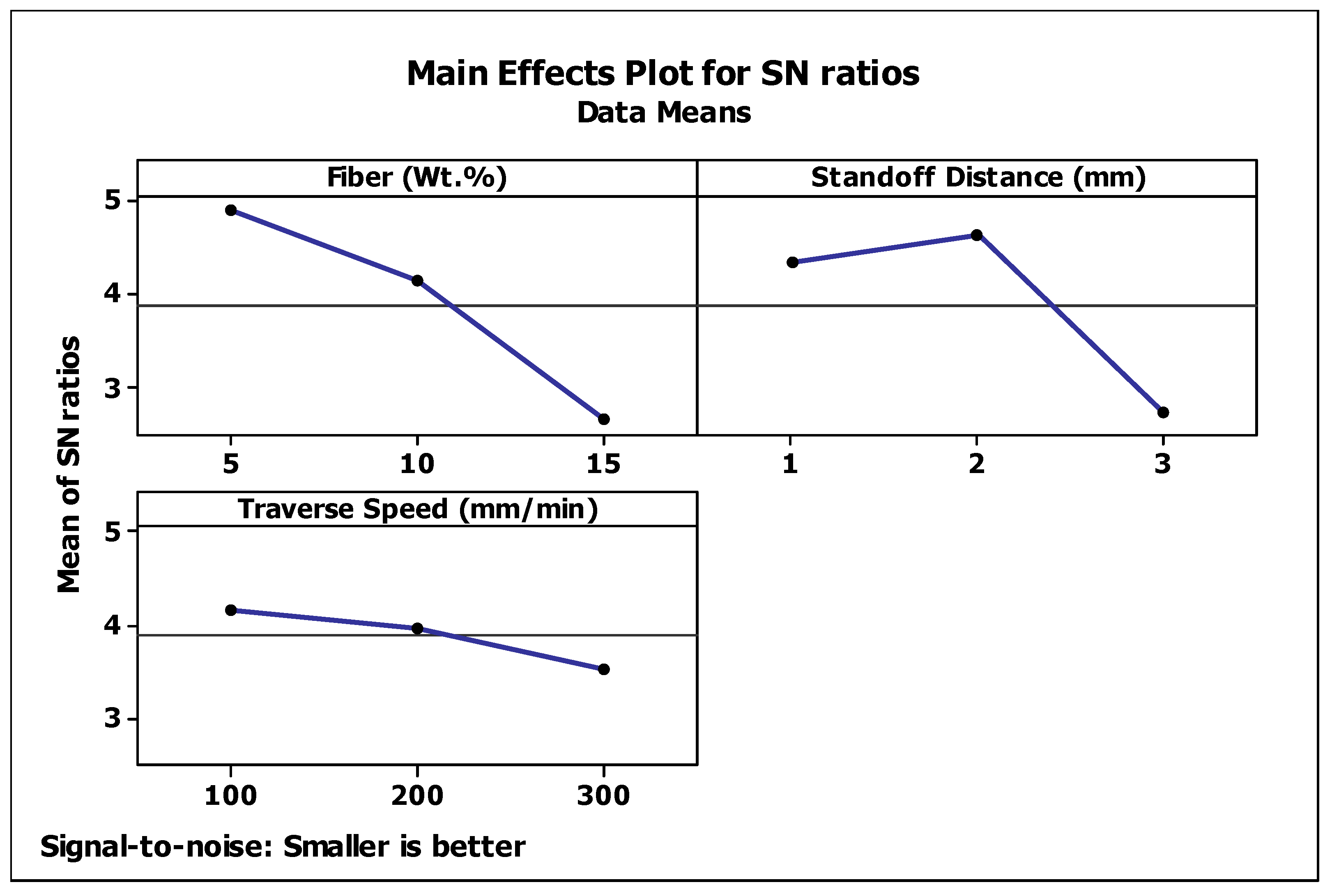
- The rice straw concentration was observed to be the most contributing parameter (93.35%) to the surface roughness during the AWJ machining. It was seen that the increase in the rice straw concentration increased the surface roughness of the test sample. The inability of the abrasive jet to completely machine the softer fiber phase generated surface irregularities and increased the surface roughness.
- The MRR was highly affected (93.13%) by the traverse speed and increased with the increase in the TS. The time involved in the machining process drastically decreased at a higher TS and improved the MRR during the AWJ machining.
- The TKW and BKW were observed to be majorly influenced by the TS. The percentage contributions of the TS to the TKW and BKW were 55.5% and 55.7%, respectively. At a higher traverse speed, the abrasive particles rebounded on the cross-sectional surface of the test sample due to the faster movement of the nozzle and resulted in increased kerf widths in the test sample.
- A second-order response function of the surface roughness, material removal rate, TKW and BKW was developed by considering the process parameters. The RSM-predicted values were closely comparable with the experimental results, with a minimal percentage of errors.
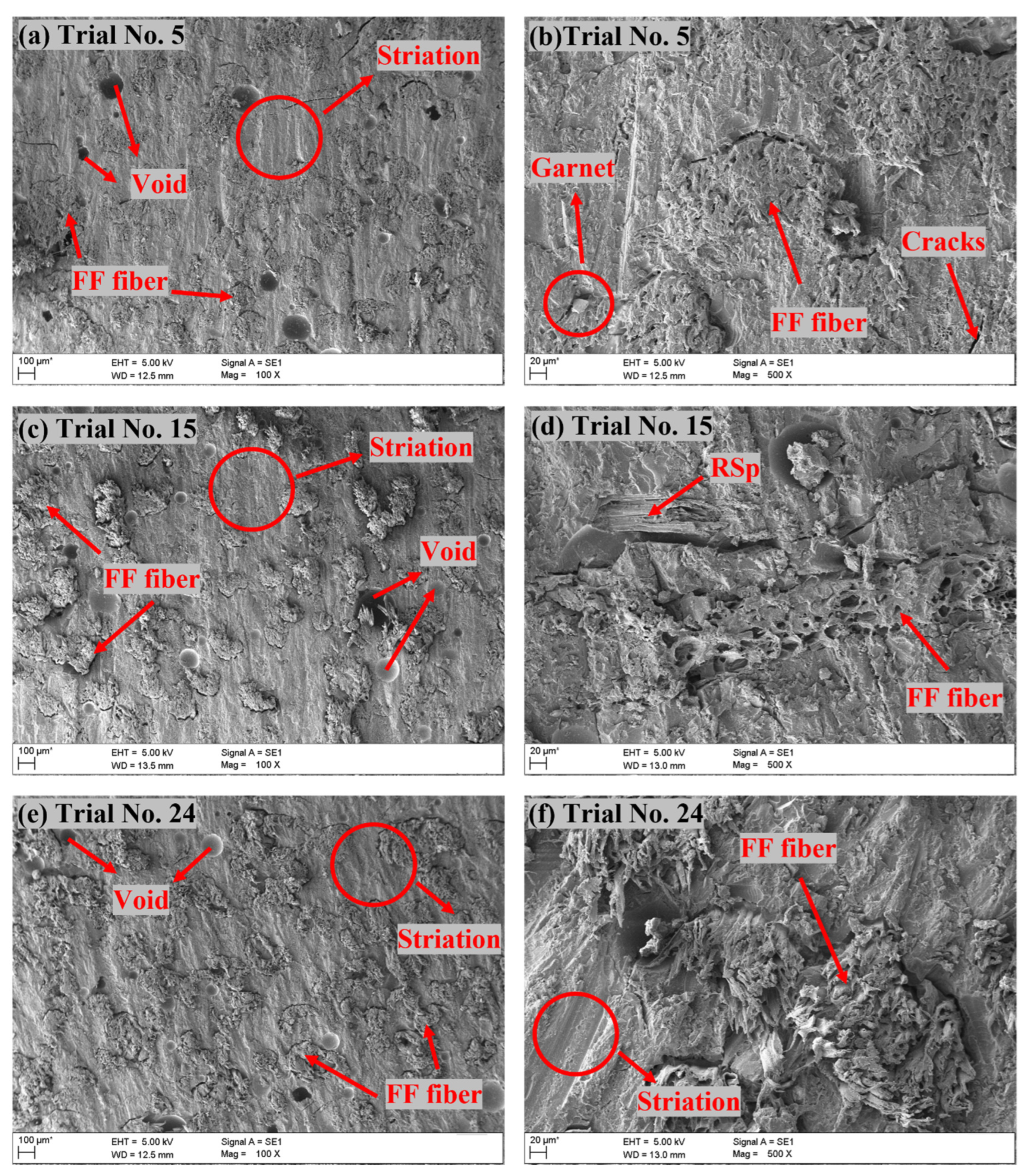
- In the study, the optimum parameters that induced the best machining quality during the AWJ machining of the hybrid RS/FF composite were identified as follows: fiber: 5 Wt.%, SOD: 1 mm and TS: 100 mm/min. The SEM images of the machined surfaces showed irregularly arranged and partially cuts the fibers. The surfaces also showed that microcracks developed due to the high impact of the abrasive particles. Moreover, the slight debonding of the fibers from the matrix phase was seen; however, no fiber pullout was observed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stevens, C.V. Industrial Applications of Natural Fibres: Structure, Properties and Technical Applications; John Wiley & Sons Ltd.: New York, NY, USA, 2010; ISBN 978-0-470-69508-1. [Google Scholar]
- Atiqah, A.; Jawaid, M.; Ishak, M.R.; Sapuan, S.M. Effect of alkali and silane treatments on mechanical and interfacial bonding strength of sugar palm fibers with thermoplastic polyurethane. J. Nat. Fib. 2018, 15, 251–261. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Sheikh, M.F.; Nasir, M.A. Mechanical characterization of glass and jute fiber-based hybrid composites fabricated through compression molding technique. Int. J. Mater. Form. 2021, 14, 1085–1095. [Google Scholar] [CrossRef]
- Arpitha, G.R.; Yogesha, B. Science direct an overview on mechanical property evaluation of natural fiber reinforced polymers. Mater. Today Proc. 2017, 4, 2755–2760. [Google Scholar] [CrossRef]
- Das, O.; Babu, K.; Shanmugam, V.; Sykam, K.; Tebyetekerwa, M.; Neisiany, R.E.; Forsth, M.; Sas, G.; Gonzalez-Libreros, J.; Capezza, A.J.; et al. Natural and industrial wastes for sustainable and renewable polymer composites. Renew. Sustain. Energy Rev. 2022, 158, 112054. [Google Scholar] [CrossRef]
- Solomon, D.G. Application of Natural Fibers in Environmental Friendly Products. Int. J. Environ. Sci. Nat. Resour. 2020, 25, 147–153. [Google Scholar] [CrossRef]
- Shetty, R.; Hegde, A. Taguchi based fuzzy logic model for optimisation and prediction of surface roughness during AWJM of DRCUFP composites. Manuf. Rev. 2022, 9, 15. [Google Scholar] [CrossRef]
- Masoud, F.; Sapuan, S.M.; Ariffin, M.K.A.M.; Nukman, Y.; Bayraktar, E. Experimental analysis of kerf taper angle in cutting process of sugar palm fiber reinforced unsaturated polyester composites with laser beam and abrasive water jet cutting technologies. Polymers 2021, 13, 2543. [Google Scholar] [CrossRef]
- Kalirasu, S.; Rajini, N.; Jappes, J.T.W.; Uthayakumar, M.; Rajesh, S. Mechanical and machining performance of glass and coconut sheath fibre polyester composites using AWJM. J. Reinf. Plast. Compos. 2015, 34, 564–580. [Google Scholar] [CrossRef]
- Jignesh, K.P.; Shaikh, A.A. Parameters on Banana Fiber Reinforced. Int. J. Eng. Res. Tech. 2014, 3, 608–613. [Google Scholar]
- Azmir, M.A.; Ahsan, A.K. Investigation on glass/epoxy composite surfaces machined by abrasive water jet machining. J. Mater. Process. Technol. 2008, 198, 122–128. [Google Scholar] [CrossRef]
- Kalirasu, S.; Rajini, N.; Bharath, S.N.; Mahesh, K.D.; Gomathi, S.A. Studies of abrasive water jet machining (AWJM) parameters on banana/polyester composites using robust design concept. Appl. Mech. Mater. 2015, 787, 573–577. [Google Scholar] [CrossRef]
- Kumar, P.; Kant, R. Experimental study of abrasive water jet machining of Kevlar epoxy composite. J. Manuf. Eng. 2019, 14, 026–032. [Google Scholar] [CrossRef]
- Jani, S.P.; Senthil, K.A.; Adam, K.M.; Uthayakumar, M. Surface roughness and morphology studies on machining hybrid composite material using abrasive water jet cutting process. In Surface Engineering of Modern Materials; Springer: New York, NY, USA, 2020; pp. 125–148. [Google Scholar]
- Szatkiewicz, T.; Perec, A.; Radomska-Zalas, A.; Banaszek, K.; Balasz, B. Preliminary Studies into Cutting of a Novel Two Component 3D-Printed Stainless Steel–Polymer Composite Material by Abrasive Water Jet. Materials 2023, 16, 1170. [Google Scholar] [CrossRef] [PubMed]
- Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A. Experimental research into marble cutting by abrasive water jet. Facta Univ. Ser. Mech. Eng. 2022, 20, 145–156. [Google Scholar] [CrossRef]
- Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A.; Kawecka, E. Efficiency of Tool Steel Cutting by Water Jet with Recycled Abrasive Materials. Materials 2022, 15, 3978. [Google Scholar] [CrossRef] [PubMed]
- Perec, A. Multiple Response Optimization of Abrasive Water Jet Cutting Process using Response Surface Methodology (RSM). Procedia Comput. Sci. 2021, 192, 931–940. [Google Scholar] [CrossRef]
- Abdullah, A.B.; Sapuan, S.M. Hole-Making and Drilling Technology for Composites, 1st ed.; Woodhead: Duxford, UK, 2019; pp. 1–100. [Google Scholar]
- Ramesha, K.; Santhosh, N.; Kiran, K.; Manjunath, N.; Naresh, H. Effect of the Process Parameters on Machining of GFRP Composites for Different Conditions of Abrasive Water Suspension Jet Machining. Arab. J. Sci. Eng. 2019, 44, 7933–7943. [Google Scholar] [CrossRef]
- Momber, A.W.; Kovacevic, R. Principles of Abrasive Water Jet Machining, 1st ed.; Springer: London, UK, 1988; pp. 201–230. [Google Scholar]
- Abhishek, S.M.; Doreswamy, D.; Maddasani, S.; Shettar, M.; Shetty, R. Processing, Characterization of Furcraea foetida (FF) Fiber and Investigation of Physical/Mechanical Properties of FF/Epoxy Composite. Polymers 2020, 14, 14–1476. [Google Scholar]
- Musio, S.; Mussig, J.; Amaducci, S. Optimizing Hemp Fiber Production for High Performance Composite Applications. Front. Plant Sci. 2018, 9, 1702. [Google Scholar] [CrossRef]
- Shetty, R.; Kumar, S.; Mallagi, R.; Keni, L. L 1 6 Orthogonal Array-Based Three-Dimensional Finite Element Modeling for Cutting Force and Chip Formation Analysis During Dry Machining of Ti–6Al–4V. J. Adv. Manuf. Syst. 2021, 20, 123–134. [Google Scholar] [CrossRef]
- Hegde, A.L.; Shetty, R.; Chiniwar, D.S.; Naik, N.; Nayak, M. Optimization and Prediction of Mechanical Characteristics on Vacuum Sintered Ti-6Al-4V-SiCp Composites Using Taguchi’s Design of Experiments, Response Surface Methodology and Random Forest Regression. J. Compos. Sci. 2022, 6, 339. [Google Scholar] [CrossRef]
- Shetty, R.; Gurupur, P.R.; Hindi, J.; Hegde, A.; Naik, N.; Ali, M.S.S.; Patil, I.S.; Nayak, M. Processing, Mechanical Characterization, and Electric Discharge Machining of Stir cast and Spray Forming-Based Al-Si Alloy Reinforced with ZrO2 Particulate Composites. J. Compos. Sci. 2022, 6, 323. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Mai, M.Y.Z. Developments in polyester composite materials-An in-depth review on natural fibers and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Shetty, R.; Barboza, A.B.; Keni, L.G. Empirical study on stress distribution zone during machining of dracs using finite element analysis, Taguchi’s design of experiments and response surface. ARPN J. Eng. Appl. Sci. 2020, 14, 2576–2582. [Google Scholar]
- Shetty, R.; Kumar, C.R.; Ravindra, M.R. RSM based expert system development for cutting force prediction during machining of Ti–6Al–4V under minimum quantity lubrication. Int. J. Syst. Assu. Eng. Manag. 2021, 20, 1–8. [Google Scholar] [CrossRef]
- Shetty, R.; Pai, R.; Barboza, A.B.; Shetty, Y. Statistical and surface metallurgical study during electric discharge machining of Ti-6Al-4V. J. Eng. App. Sci. 2018, 13, 3594–3600. [Google Scholar]
- Jani, S.P.; Kumar, A.S.; Khan, M.A.; Kumar, M.U. Machinability of hybrid natural fiber composite with and without filler as reinforcement. Mater. Manuf. Process. 2016, 31, 1393–1399. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Ismail, S.O.; Ojo, S.O.; Paggi, M.; Smith, J.R. Abrasive water jet drilling of advanced sustainable bio-fibre-reinforced polymer/hybrid composites: A comprehensive analysis of machining-induced damage responses. Int. J. Adv. Manuf. Technol. 2018, 99, 2833–2847. [Google Scholar] [CrossRef]
- Gupta, K.; Rajakumaran, M. Evaluation of machining performance of pineapple filler based reinforced polymer composites using abrasive water jet machining process. In Proceedings of the Conference of the South African Advanced Materials Initiative (CoSAAMI-2018), Vanderbijlpark, South Africa, 23–26 October 2018; pp. 23–26. [Google Scholar]
- Shanmugam, D.K.; Masood, S.H. An investigation on kerf characteristics in abrasive waterjet cutting of layered composites. J. Mater. Process. Technol. 2009, 209, 3887–3893. [Google Scholar] [CrossRef]
- Doreswamy, D.; Shivamurthy, B.; Anjaiah, D.; Sharma, N.Y. Kerf taper and delamination damage minimization of FRP hybrid composites under abrasive water-jet machining. Int. J. Manuf. Eng. 2015, 15, 1727–1744. [Google Scholar]
- Alberdi, A.; Suarez, A.; Artaza, T.; Escobar-Palafox, G.A.; Ridgway, K. Composite cutting with abrasive water jet. Procedia Eng. 2013, 63, 421–429. [Google Scholar] [CrossRef]
- Prabu, V.A.; Kumaran, S.T.; Uthayakumar, M. Performance Evaluation of Abrasive Water Jet Machining on Banana Fiber Reinforced Polyester Composite. J. Nat. Fibers 2017, 14, 450–457. [Google Scholar] [CrossRef]
- Ergene, B.; Bolat, C. A review on the recent investigation trends in abrasive waterjet cutting and turning of hybrid composites. Sigma J. Eng. Nat. Sci. 2019, 37, 989–1016. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sl. No. | Sample Code | RSp (Wt.%) | FF (Wt.%) | Epoxy (Wt.%) |
|---|---|---|---|---|
| 1 | R05F20 | 5 | 20 | 75 |
| 2 | R10F20 | 10 | 20 | 70 |
| 3 | R10F20 | 15 | 20 | 65 |
| Code | Control Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| Fiber | RS Particle (Wt. %) | 5 | 10 | 15 |
| SOD | Standoff Distance (mm) | 1 | 2 | 3 |
| TS | Traverse Speed (mm/min) | 100 | 200 | 300 |
| Control Factors | Levels | ||
|---|---|---|---|
| −1 | 0 | +1 | |
| Fiber (Wt.%) | 5 | 10 | 15 |
| Standoff distance (mm) | 1 | 2 | 3 |
| Traverse speed (mm/min) | 100 | 200 | 300 |
| Trial No. | Blocks | Fiber (Wt.%) | SOD (mm) | TS (mm/min) |
|---|---|---|---|---|
| 1 | 1 | −1 | −1 | −1 |
| 2 | 1 | +1 | −1 | −1 |
| 3 | 1 | −1 | +1 | −1 |
| 4 | 1 | +1 | +1 | −1 |
| 5 | 1 | −1 | −1 | +1 |
| 6 | 1 | +1 | −1 | +1 |
| 7 | 1 | −1 | +1 | +1 |
| 8 | 1 | +1 | +1 | +1 |
| 9 | 1 | 0 | 0 | 0 |
| 10 | 1 | 0 | 0 | 0 |
| 11 | 1 | 0 | 0 | 0 |
| 12 | 1 | 0 | 0 | 0 |
| 13 | 2 | −1 | 0 | 0 |
| 14 | 2 | +1 | 0 | 0 |
| 15 | 2 | 0 | −1 | 0 |
| 16 | 2 | 0 | +1 | 0 |
| 17 | 2 | 0 | 0 | −1 |
| 18 | 2 | 0 | 0 | +1 |
| 19 | 2 | 0 | 0 | 0 |
| 20 | 2 | 0 | 0 | 0 |
| Sl. No | Particulars | Capacity |
|---|---|---|
| 1 | Pump Capacity | 5 HP (3.73 kW) |
| 2 | Mixing Tube | 57.15 mm long/±0.762 mm Dia. |
| 3 | Linear Positional Accuracy | ±0.127 mm |
| 4 | Abrasive | Garnet (#80 mesh) |
| 5 | Water Jet Pressure | 206.8 MPa |
| 6 | Abrasive Flow Rate | 113 g/min |
| 7 | Dia. of Orifice | 0.2 mm |
| 8 | High-Pressure Water Flow Rate | 2.84 dm3/min |
| Trial No. | Fiber (Wt.%) | SOD (mm) | TS (mm/min) | SR (µm) | MRR (mm3/min) | TKW (mm) | BKW (mm) | KT (deg) |
|---|---|---|---|---|---|---|---|---|
| 1 | 5 | 1 | 100 | 4.79 | 267.72 | 0.65 | 0.73 | 0.63 |
| 2 | 5 | 1 | 200 | 4.39 | 587.04 | 0.72 | 0.79 | 0.54 |
| 3 | 5 | 1 | 300 | 4.27 | 914.32 | 0.74 | 0.81 | 0.52 |
| 4 | 5 | 2 | 100 | 4.12 | 245.02 | 0.59 | 0.67 | 0.55 |
| 5 | 5 | 2 | 200 | 4.64 | 528.07 | 0.65 | 0.71 | 0.44 |
| 6 | 5 | 2 | 300 | 4.69 | 873.00 | 0.73 | 0.78 | 0.37 |
| 7 | 5 | 3 | 100 | 4.05 | 257.44 | 0.60 | 0.72 | 0.86 |
| 8 | 5 | 3 | 200 | 4.42 | 568.03 | 0.69 | 0.77 | 0.58 |
| 9 | 5 | 3 | 300 | 4.81 | 931.78 | 0.74 | 0.85 | 0.82 |
| 10 | 10 | 1 | 100 | 5.01 | 284.48 | 0.61 | 0.67 | 0.47 |
| 11 | 10 | 1 | 200 | 5.51 | 677.29 | 0.71 | 0.81 | 0.70 |
| 12 | 10 | 1 | 300 | 5.75 | 932.94 | 0.67 | 0.81 | 1.03 |
| 13 | 10 | 2 | 100 | 5.15 | 277.33 | 0.64 | 0.69 | 0.35 |
| 14 | 10 | 2 | 200 | 5.40 | 805.92 | 0.85 | 0.94 | 0.59 |
| 15 | 10 | 2 | 300 | 5.67 | 1079.6 | 0.79 | 0.87 | 0.58 |
| 16 | 10 | 3 | 100 | 5.59 | 319.96 | 0.69 | 0.77 | 0.55 |
| 17 | 10 | 3 | 200 | 5.61 | 702.99 | 0.77 | 0.84 | 0.55 |
| 18 | 10 | 3 | 300 | 5.65 | 1216.3 | 0.84 | 0.99 | 1.10 |
| 19 | 15 | 1 | 100 | 6.45 | 337.22 | 0.61 | 0.69 | 0.60 |
| 20 | 15 | 1 | 200 | 6.64 | 722.18 | 0.62 | 0.71 | 0.68 |
| 21 | 15 | 1 | 300 | 6.81 | 1175.7 | 0.72 | 0.78 | 0.46 |
| 22 | 15 | 2 | 100 | 6.68 | 329.84 | 0.55 | 0.69 | 1.06 |
| 23 | 15 | 2 | 200 | 6.89 | 730.86 | 0.63 | 0.77 | 1.01 |
| 24 | 15 | 2 | 300 | 6.96 | 1364.5 | 0.75 | 0.85 | 0.74 |
| 25 | 15 | 3 | 100 | 6.61 | 351.11 | 0.63 | 0.74 | 0.78 |
| 26 | 15 | 3 | 200 | 6.69 | 822.00 | 0.72 | 0.82 | 0.78 |
| 27 | 15 | 3 | 300 | 6.82 | 1365.8 | 0.80 | 0.90 | 0.74 |
| Trial No. | Profile | Location of SR (µm) Measurement | Average SR (µm) | Trial No. | Profile | Location of SR (µm) Measurement | Average SR (µm) | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Top | Center | Bottom | Top | Center | Bottom | ||||||
| 1 | Left | 5.34 | 4.90 | 4.58 | 4.78 | 15 | Left | 5.64 | 6.02 | 5.30 | 5.60 |
| Right | 4.74 | 3.89 | 5.26 | Right | 5.24 | 5.78 | 5.66 | ||||
| 2 | Left | 3.6 | 4.95 | 4.78 | 4.39 | 16 | Left | 6.36 | 7.05 | 4.86 | 5.65 |
| Right | 3.38 | 3.92 | 5.71 | Right | 5.69 | 6.85 | 3.15 | ||||
| 3 | Left | 4.16 | 4.32 | 3.30 | 4.27 | 17 | Left | 5.72 | 3.15 | 7.84 | 6.45 |
| Right | 4.65 | 5.62 | 3.59 | Right | 5.94 | 8.02 | 8.08 | ||||
| 4 | Left | 4.88 | 4.82 | 4.10 | 4.12 | 18 | Left | 6.24 | 5.04 | 5.81 | 6.64 |
| Right | 4.12 | 3.64 | 3.18 | Right | 8.5 | 9.42 | 4.85 | ||||
| 5 | Left | 4.89 | 5.96 | 4.22 | 4.64 | 19 | Left | 8.46 | 4.44 | 5.04 | 6.81 |
| Right | 3.34 | 5.20 | 4.26 | Right | 8.4 | 7.9 | 6.62 | ||||
| 6 | Left | 4.36 | 4.51 | 5.79 | 4.69 | 20 | Left | 7.01 | 7.82 | 5.30 | 6.68 |
| Right | 4.86 | 5.16 | 3.48 | Right | 5.74 | 7.42 | 6.84 | ||||
| 7 | Left | 3.04 | 3.54 | 4.22 | 4.05 | 21 | Left | 3.4 | 7.32 | 4.32 | 5.45 |
| Right | 3.51 | 3.02 | 7.02 | Right | 6.14 | 6.94 | 4.58 | ||||
| 8 | Left | 3.78 | 4.10 | 5.02 | 4.41 | 22 | Left | 8.24 | 7.02 | 7.62 | 6.96 |
| Right | 3.88 | 5.20 | 4.51 | Right | 5.64 | 7.28 | 6.01 | ||||
| 9 | Left | 5.12 | 5.86 | 5.08 | 4.81 | 23 | Left | 6.7 | 7.89 | 6.40 | 6.61 |
| Right | 4.89 | 3.95 | 4.01 | Right | 8.2 | 4.40 | 6.12 | ||||
| 10 | Left | 4.30 | 7.38 | 5.58 | 5.05 | 24 | Left | 6.36 | 6.35 | 5.24 | 6.61 |
| Right | 4.10 | 4.70 | 4.25 | Right | 7.88 | 6.56 | 7.30 | ||||
| 11 | Left | 3.12 | 6.32 | 7.58 | 5.51 | 25 | Left | 6.69 | 6.62 | 7.95 | 6.89 |
| Right | 4.95 | 5.62 | 5.50 | Right | 6.8 | 6.18 | 7.12 | ||||
| 12 | Left | 5.44 | 6.58 | 4.18 | 5.75 | 26 | Left | 7.78 | 6.89 | 6.96 | 6.69 |
| Right | 8.80 | 4.32 | 5.19 | Right | 6.78 | 5.88 | 5.89 | ||||
| 13 | Left | 4.02 | 4.48 | 5.06 | 5.15 | 27 | Left | 8.7 | 6.05 | 5.26 | 6.82 |
| Right | 4.32 | 5.98 | 7.04 | Right | 6.25 | 7.52 | 7.18 | ||||
| 14 | Left | 5.05 | 5.55 | 4.30 | 5.40 | ||||||
| Right | 6.94 | 5.08 | 5.50 | ||||||||
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | P (%) |
|---|---|---|---|---|---|---|---|
| Fiber | 2 | 57.65 | 57.65 | 28.82 | 112.7 | 0 | 93.35 |
| SOD | 2 | 0.051 | 0.051 | 0.025 | 0.10 | 0.90 | 0.08 |
| TS | 2 | 1.324 | 1.324 | 0.662 | 2.59 | 0.13 | 2.14 |
| Fiber × SOD | 4 | 0.310 | 0.310 | 0.077 | 0.30 | 0.86 | 0.50 |
| Fiber ×TS | 4 | 0.087 | 0.087 | 0.022 | 0.09 | 0.98 | 0.14 |
| SOD ×TS | 4 | 0.285 | 0.285 | 0.071 | 0.28 | 0.88 | 0.46 |
| Residual Error | 8 | 2.045 | 2.045 | 0.255 | |||
| Total | 26 | 61.76 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P |
|---|---|---|---|---|---|---|
| Regression | 9 | 13.0853 | 13.0853 | 1.45392 | 30.41 | 0.000 |
| Residual Error | 9 | 0.4303 | 0.4303 | 0.04781 | ||
| Total | 19 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | P (%) |
|---|---|---|---|---|---|---|---|
| Fiber | 2 | 33.75 | 33.75 | 16.87 | 67.56 | 0 | 5.34 |
| SOD | 2 | 2.10 | 2.103 | 1.051 | 4.21 | 0.05 | 0.33 |
| TS | 2 | 588.01 | 588.01 | 294.01 | 1177.13 | 0 | 93.13 |
| Fiber × SOD | 4 | 2.33 | 2.33 | 0.58 | 2.33 | 0.14 | 0.36 |
| Fiber × TS | 4 | 1.82 | 1.82 | 0.45 | 1.83 | 0.21 | 0.28 |
| SOD × TS | 4 | 1.32 | 1.32 | 0.33 | 1.33 | 0.33 | 0.21 |
| Residual Error | 8 | 1.99 | 1.99 | 0.25 | |||
| Total | 26 | 631.35 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P |
|---|---|---|---|---|---|---|
| Regression | 9 | 1,789,608 | 1,789,608 | 198,845 | 83.81 | 0.00 |
| Residual Error | 9 | 21,354 | 21,354 | 2373 | ||
| Total | 19 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | P (%) |
|---|---|---|---|---|---|---|---|
| Fiber | 2 | 2.82 | 2.82 | 1.41 | 11.59 | 0.004 | 11.4 |
| SOD | 2 | 1.64 | 1.64 | 0.82 | 6.76 | 0.019 | 6.65 |
| TS | 2 | 13.76 | 13.76 | 6.88 | 56.42 | 0 | 55.5 |
| Fiber ×SOD | 4 | 3.34 | 3.34 | 0.83 | 6.87 | 0.011 | 13.51 |
| Fiber × TS | 4 | 1.41 | 1.41 | 0.35 | 2.90 | 0.094 | 5.70 |
| SOD × TS | 4 | 0.82 | 0.82 | 0.25 | 1.69 | 0.245 | 3.32 |
| Residual Error | 8 | 0.97 | 0.97 | 0.12 | 3.93 | ||
| Total | 26 | 24.79 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P |
|---|---|---|---|---|---|---|
| Regression | 9 | 0.154439 | 0.154439 | 0.017160 | 10.60 | 0.001 |
| Residual Error | 9 | 0.14565 | 0.14565 | 0.001618 | ||
| Total | 19 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | P (%) |
|---|---|---|---|---|---|---|---|
| Fiber | 2 | 2.02 | 2.02 | 1.01 | 7.66 | 0.014 | 9.76 |
| SOD | 2 | 2.36 | 2.36 | 1.18 | 8.94 | 0.009 | 11.39 |
| TS | 2 | 11.57 | 11.57 | 5.78 | 43.72 | 0 | 55.70 |
| Fiber × SOD | 4 | 1.95 | 1.95 | 0.48 | 3.70 | 0.054 | 9.43 |
| Fiber × TS | 4 | 1.07 | 1.07 | 0.26 | 2.02 | 0.184 | 5.15 |
| SOD ×TS | 4 | 0.72 | 0.72 | 0.18 | 1.36 | 0.328 | 3.48 |
| Residual Error | 8 | 1.05 | 1.05 | 0.13 | 5.10 | ||
| Total | 26 | 20.77 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P |
|---|---|---|---|---|---|---|
| Regression | 9 | 0.153547 | 0.153547 | 0.017061 | 8.27 | 0.002 |
| Residual Error | 9 | 0.018563 | 0.018563 | 0.002063 | ||
| Total | 19 |
| Tr. No. | SR (µm) | MRR (mm3/min) | TKW (mm) | BKW (mm) | ||||
|---|---|---|---|---|---|---|---|---|
| Exp. | RSM | Exp. | RSM | Exp. | RSM | Exp. | RSM | |
| 1 | 4.78 | 4.68 | 267.72 | 311.16 | 0.64 | 0.59 | 0.73 | 0.67 |
| 2 | 4.38 | 4.68 | 587.04 | 593.20 | 0.72 | 0.68 | 0.79 | 0.77 |
| 3 | 4.27 | 4.59 | 914.32 | 820.44 | 0.74 | 0.69 | 0.81 | 0.76 |
| 4 | 4.12 | 4.39 | 245.02 | 279.48 | 0.59 | 0.59 | 0.66 | 0.67 |
| 5 | 4.63 | 4.53 | 528.06 | 536.03 | 0.65 | 0.70 | 0.71 | 0.80 |
| 6 | 4.69 | 4.58 | 873.00 | 737.77 | 0.73 | 0.71 | 0.78 | 0.79 |
| 7 | 4.04 | 4.32 | 257.43 | 216.29 | 0.60 | 0.55 | 0.71 | 0.65 |
| 8 | 4.41 | 4.60 | 568.03 | 447.34 | 0.69 | 0.67 | 0.76 | 0.78 |
| 9 | 4.81 | 4.79 | 931.78 | 623.59 | 0.74 | 0.70 | 0.85 | 0.80 |
| 10 | 5.01 | 5.39 | 284.48 | 402.61 | 0.61 | 0.69 | 0.67 | 0.75 |
| 11 | 5.51 | 5.42 | 677.29 | 751.17 | 0.71 | 0.78 | 0.80 | 0.86 |
| 12 | 5.74 | 5.37 | 932.94 | 1044.9 | 0.67 | 0.80 | 0.81 | 0.85 |
| 13 | 5.15 | 5.14 | 277.32 | 395.52 | 0.64 | 0.71 | 0.69 | 0.78 |
| 14 | 5.40 | 5.32 | 805.92 | 718.60 | 0.85 | 0.82 | 0.94 | 0.90 |
| 15 | 5.66 | 5.41 | 1079.6 | 986.87 | 0.79 | 0.84 | 0.86 | 0.91 |
| 16 | 5.59 | 5.12 | 319.95 | 356.93 | 0.69 | 0.68 | 0.76 | 0.77 |
| 17 | 5.61 | 5.44 | 702.99 | 654.51 | 0.76 | 0.81 | 0.84 | 0.91 |
| 18 | 5.65 | 5.67 | 1216.3 | 897.29 | 0.84 | 0.84 | 0.98 | 0.93 |
| 19 | 6.45 | 6.72 | 337.21 | 341.18 | 0.60 | 0.55 | 0.68 | 0.63 |
| 20 | 6.64 | 6.79 | 722.17 | 756.27 | 0.62 | 0.65 | 0.71 | 0.75 |
| 21 | 6.81 | 6.78 | 1175.7 | 1116.5 | 0.72 | 0.67 | 0.78 | 0.74 |
| 22 | 6.68 | 6.52 | 329.84 | 358.69 | 0.55 | 0.58 | 0.69 | 0.67 |
| 23 | 6.89 | 6.73 | 730.85 | 748.30 | 0.63 | 0.70 | 0.76 | 0.81 |
| 24 | 6.96 | 6.87 | 1364.4 | 1083.1 | 0.75 | 0.73 | 0.85 | 0.82 |
| 25 | 6.61 | 6.54 | 351.10 | 344.70 | 0.63 | 0.58 | 0.73 | 0.68 |
| 26 | 6.69 | 6.90 | 821.99 | 708.81 | 0.72 | 0.71 | 0.82 | 0.83 |
| 27 | 6.82 | 7.17 | 1365.7 | 1018.1 | 0.80 | 0.75 | 0.90 | 0.85 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | P (%) |
|---|---|---|---|---|---|---|---|
| Fiber | 2 | 23.418 | 23.418 | 11.7090 | 19.57 | 0.001 | 12.73 |
| SOD | 2 | 18.904 | 18.904 | 9.4518 | 15.80 | 0.002 | 10.27 |
| TS | 2 | 1.843 | 1.843 | 0.9216 | 1.54 | 0.272 | 1 |
| Fiber × SOD | 4 | 54.866 | 54.866 | 13.7165 | 22.93 | 0 | 29.83 |
| Fiber ×TS | 4 | 64.449 | 64.449 | 16.1123 | 26.93 | 0 | 35.04 |
| SOD × TS | 4 | 15.645 | 15.645 | 3.9112 | 6.54 | 0.12 | 8.5 |
| Residual Error | 8 | 4.786 | 4.786 | 0.5983 | 2.6 | ||
| Total | 26 | 183.911 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Madival, A.S.; Doreswamy, D.; Shetty, R.; Naik, N.; Gurupur, P.R. Optimization and Prediction of Process Parameters during Abrasive Water Jet Machining of Hybrid Rice Straw and Furcraea foetida Fiber Reinforced Polymer Composite. J. Compos. Sci. 2023, 7, 189. https://doi.org/10.3390/jcs7050189
Madival AS, Doreswamy D, Shetty R, Naik N, Gurupur PR. Optimization and Prediction of Process Parameters during Abrasive Water Jet Machining of Hybrid Rice Straw and Furcraea foetida Fiber Reinforced Polymer Composite. Journal of Composites Science. 2023; 7(5):189. https://doi.org/10.3390/jcs7050189
Chicago/Turabian StyleMadival, Abhishek Sadananda, Deepak Doreswamy, Raviraj Shetty, Nithesh Naik, and Prakash Rao Gurupur. 2023. "Optimization and Prediction of Process Parameters during Abrasive Water Jet Machining of Hybrid Rice Straw and Furcraea foetida Fiber Reinforced Polymer Composite" Journal of Composites Science 7, no. 5: 189. https://doi.org/10.3390/jcs7050189