
Excellent Hybrid Polyurethane-Graphite Filler Micro Powder as a Lightweight Structure

 ,
, 
Abstract
:1. Introduction
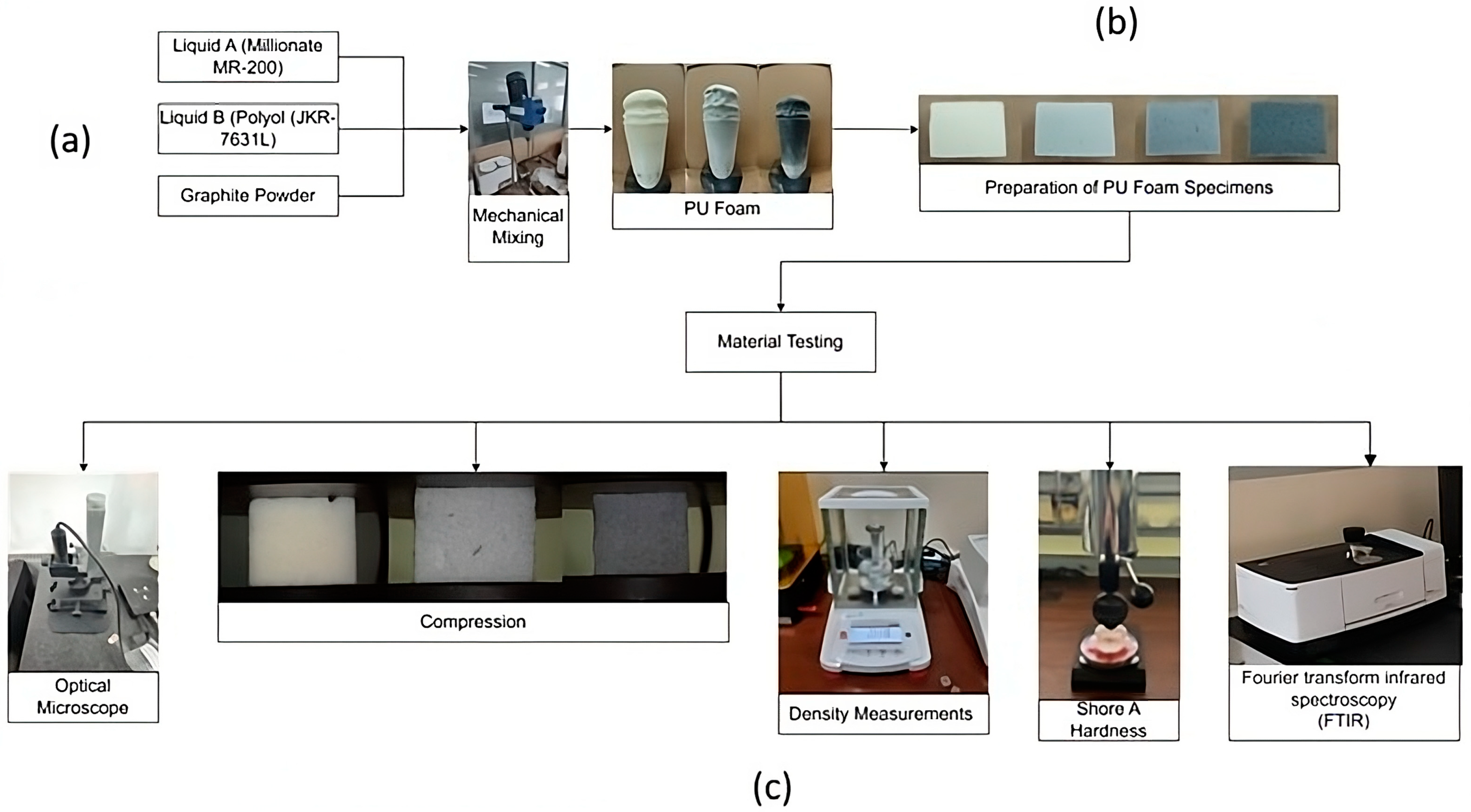
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
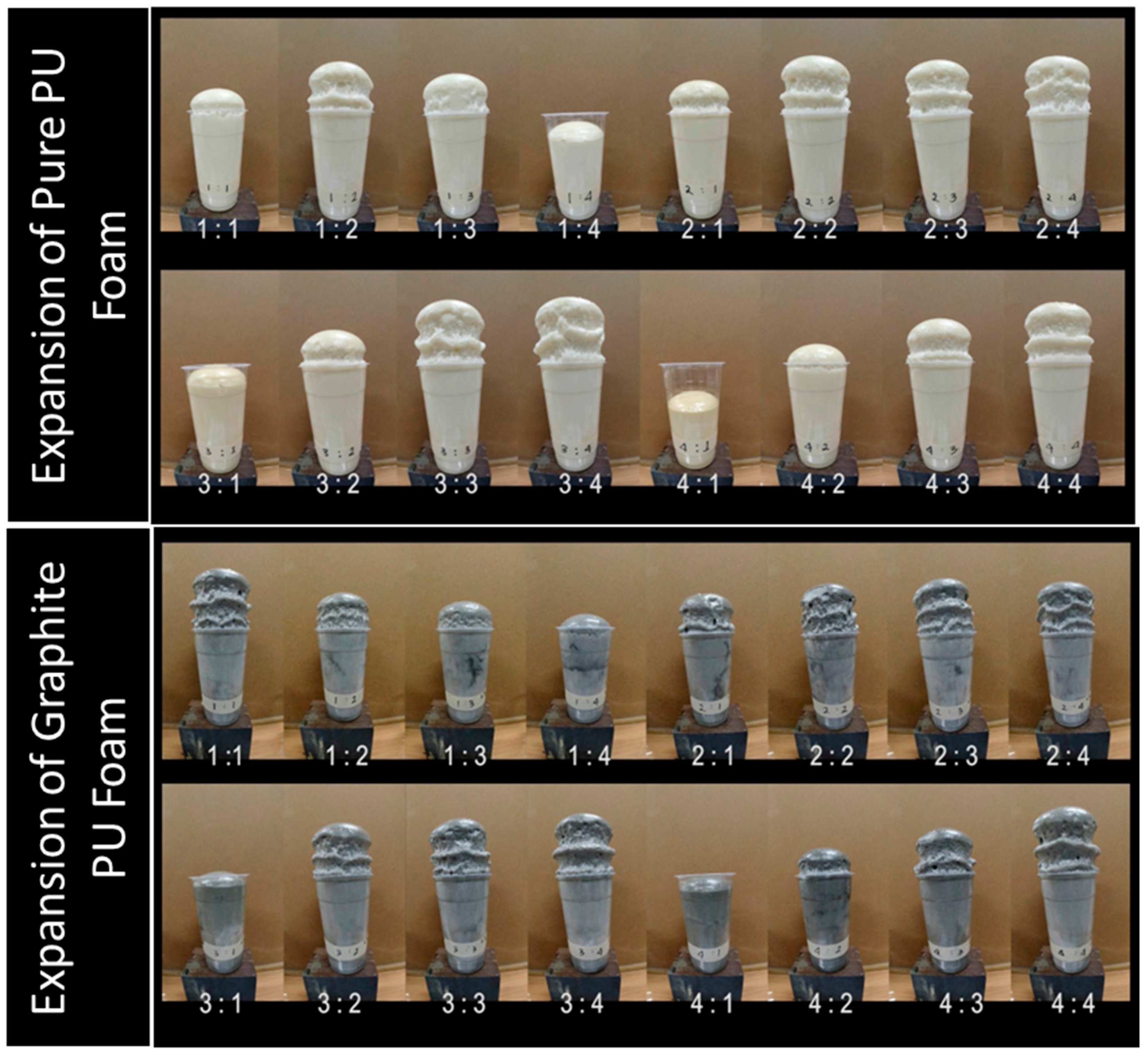
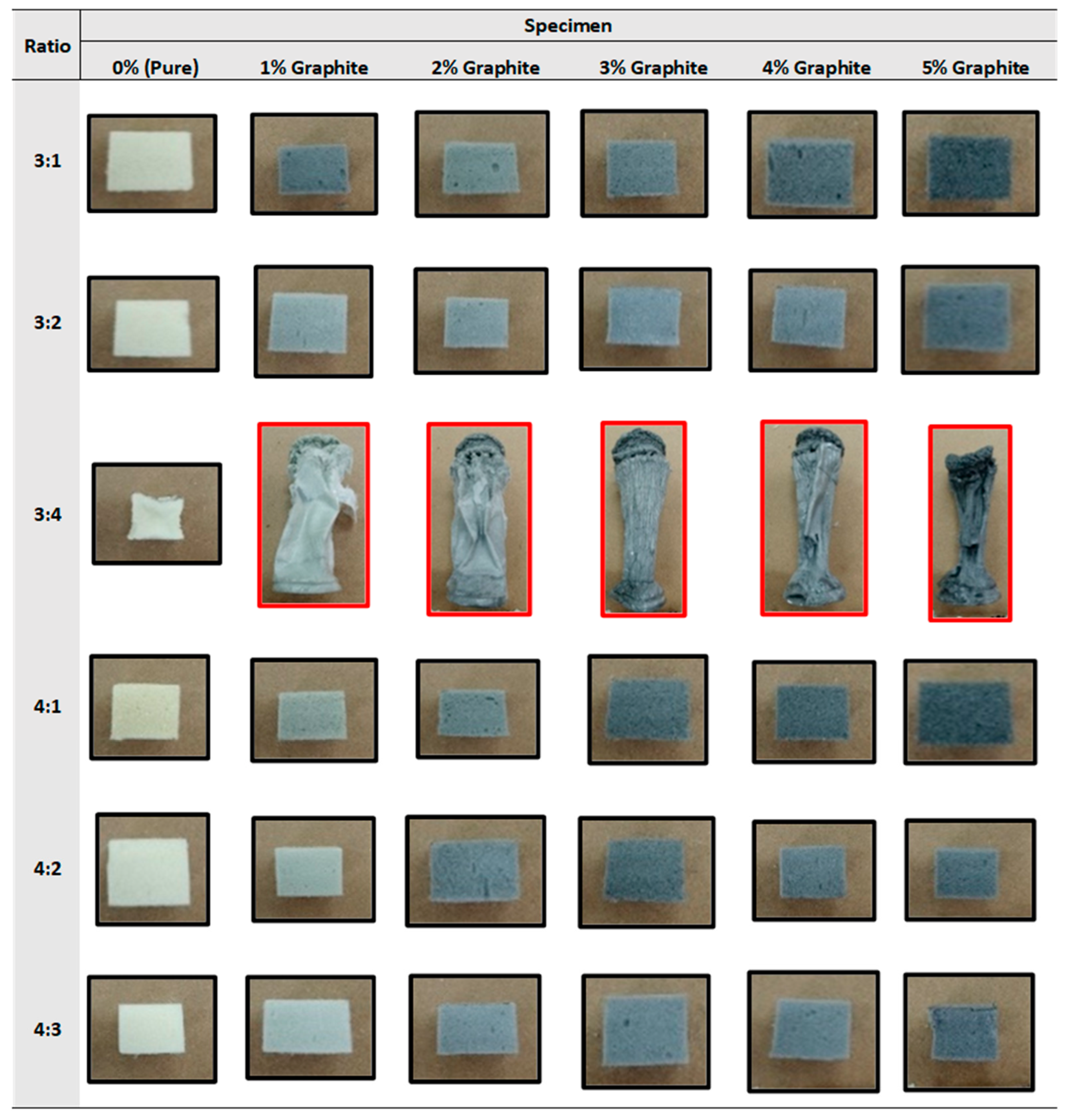
3.1. Expansion of Pure PU Foam and PU Foam Graphite Filler
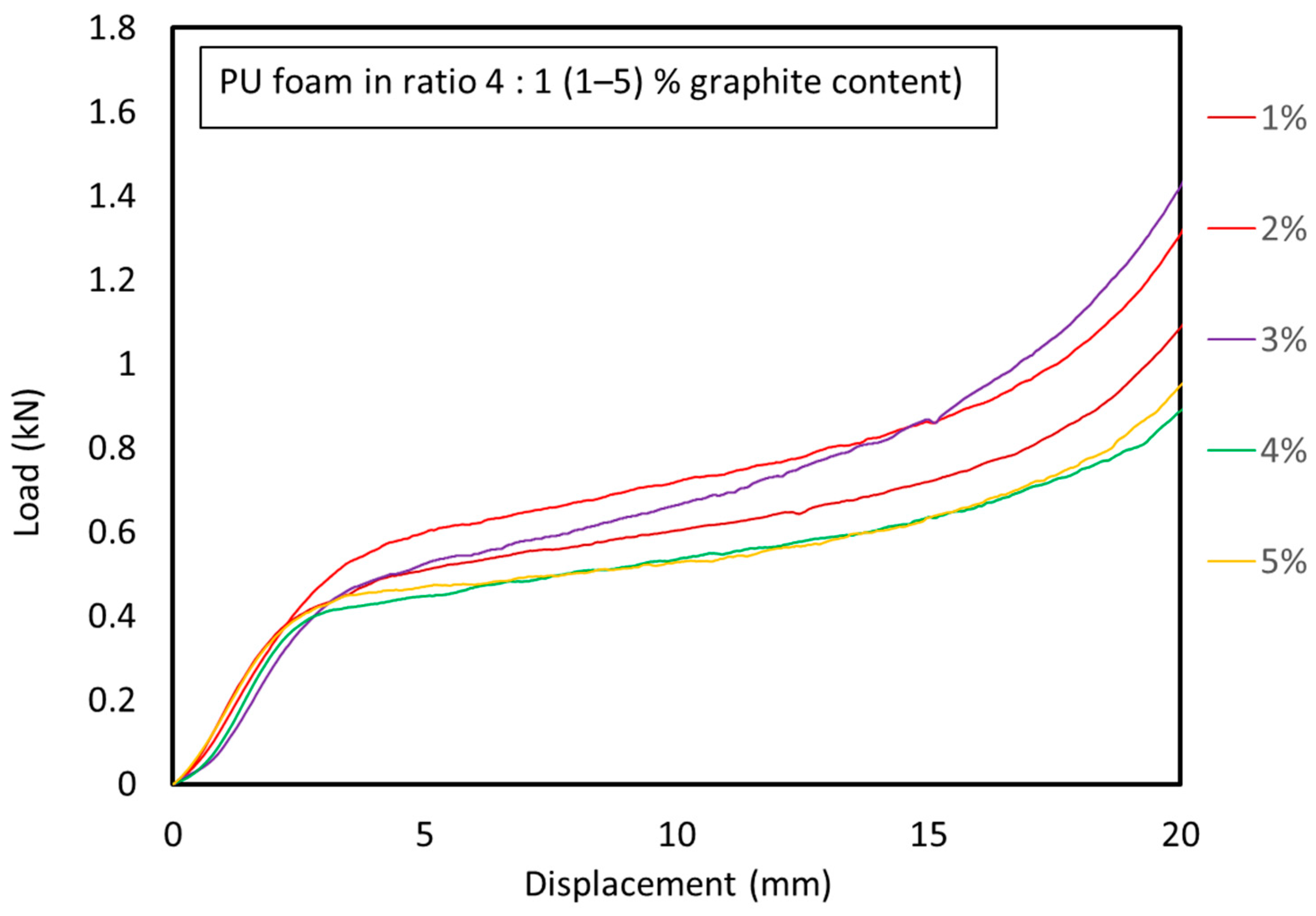
3.2. Compression Test
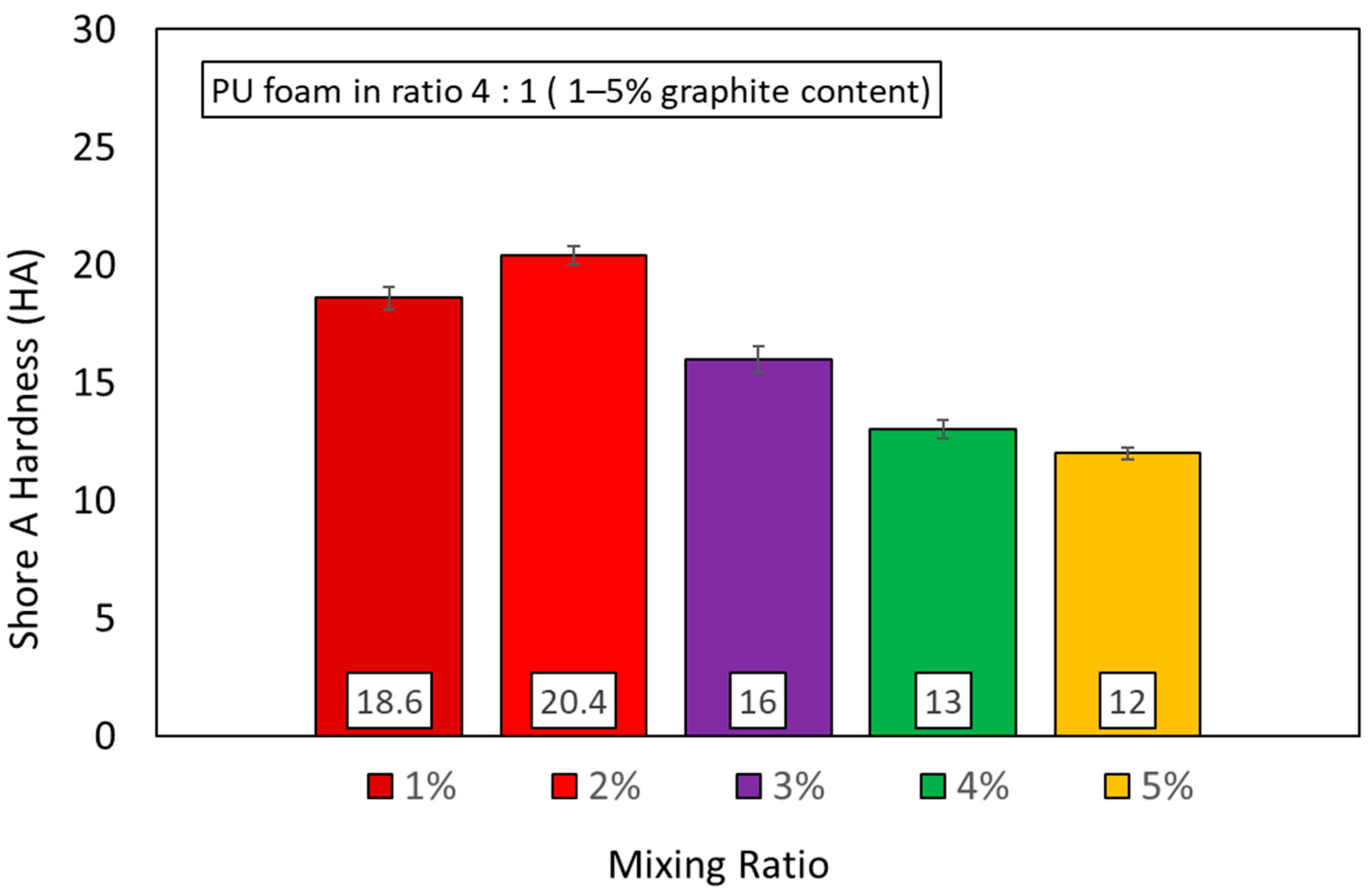
3.3. Hardness Test
3.4. Density
3.5. FTIR
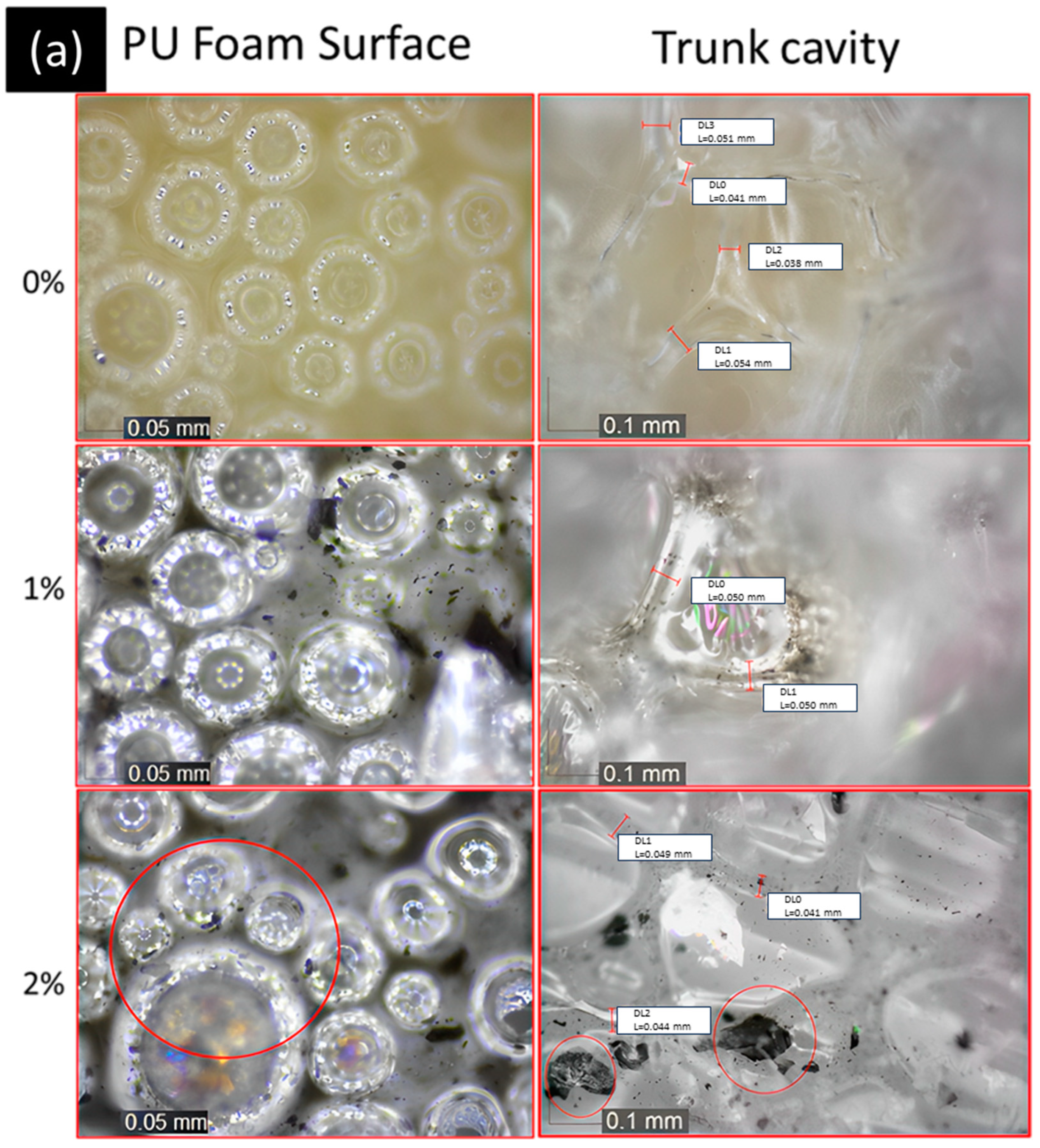
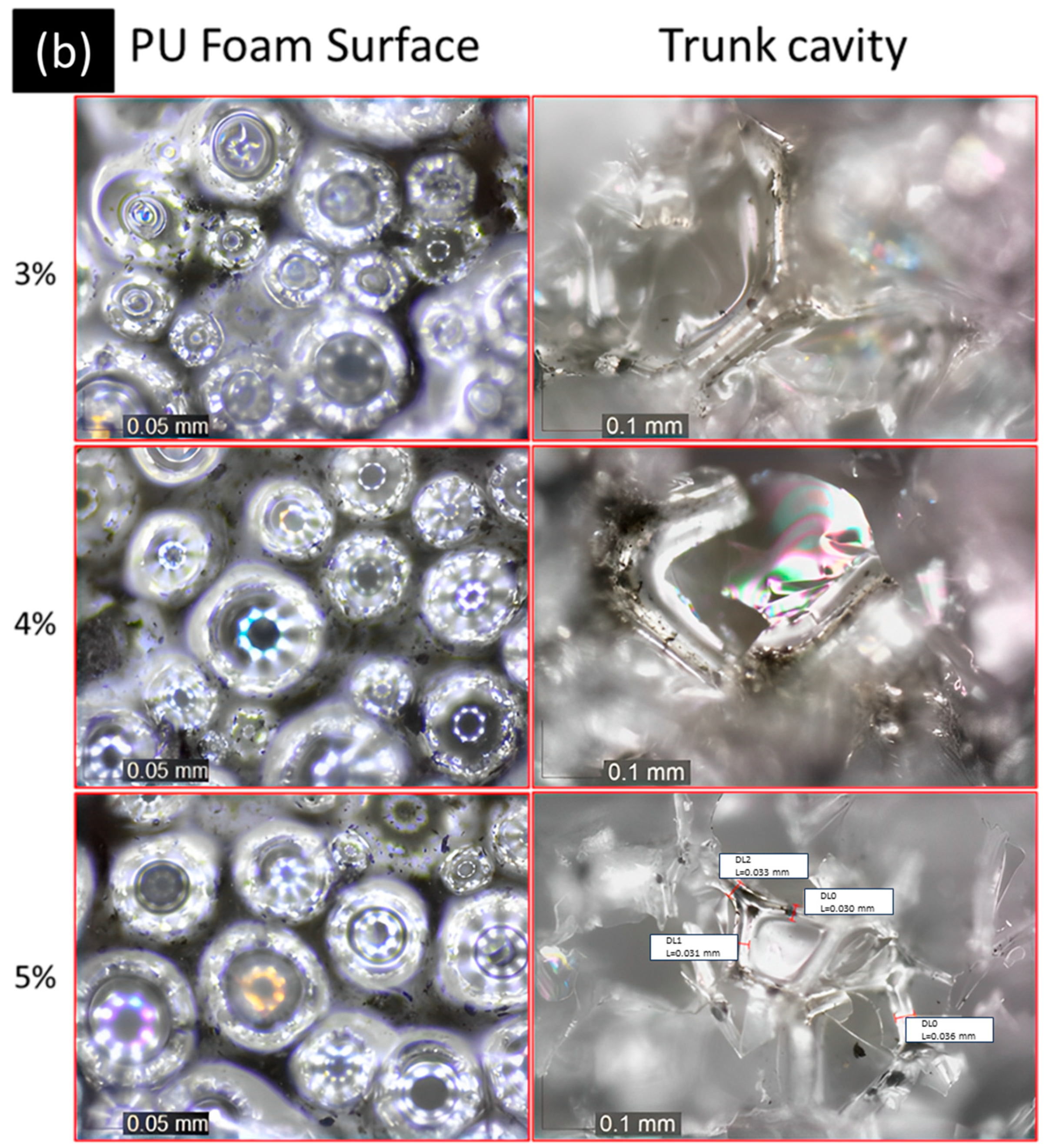
3.6. Structure Analysis
4. Discussion
5. Conclusions
- The shrinkage in PU foam material was dominated by polyol liquid. Although hardening did occur, the shape and volume of the material changed after the 24 h resting period. On the other hand, PU foam material dominated by isocyanate experiences good hardening and does not experience significant shrinkage. This is because the mixing reaction is balanced at this ratio.
- The best ability of the material to withstand compressive loads is found in PU foam with a mixture ratio of 4:1. It proved that the more dominant isocyanate content has an important effect on the durability of PU foam material.
- Reactions during the PU foam manufacturing process result in various expansions and contractions. Reactions with larger values have relatively lower densities and vice versa. As shown in the 4:1 ratio, it has the least expansion reaction but with a higher density.
- Graphite as the most optimal filler is at a ratio of 2%, seen from all mechanical test results, which show the highest results at this ratio. It benefits from a density value lower than the ratio of 3:1 in density testing by mixing 2% graphite, which has a higher density.
- The provision of graphite as reinforcement in the PU foam manufacturing process affects the size and formation of voids contained in PU foam; the size of the rod varies with the reduction or increase of graphite filler. The size of the rod affects the density of the material and the durability of the material.
- The manufacture of materials with a lower weight but good material resistance is an advantage of using lightweight materials. PU foam can be used for this material as a lightweight, cheap, efficient, and environmentally friendly structure.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A







References
- Liu, W.; Peng, T.; Kishita, Y.; Umeda, Y.; Tang, R.; Tang, W.; Hu, L. Critical life cycle inventory for aluminum die casting: A lightweight-vehicle manufacturing enabling technology. Appl. Energy 2021, 304, 117814. [Google Scholar] [CrossRef]
- Panthapulakkal, S.; Raghunanan, L.; Sain, M.; Kc, B.; Tjong, J. Natural Fiber and Hybrid Fiber Thermoplastic Composites: Advancements in Lightweighting Applications; Woodhead Publishing: Sawston, UK, 2017; ISBN 9780081008003. [Google Scholar]
- Andrei, G.; Dima, D.; Andrei, L. Lightweight Magnetic Composites for Aircraft Applications. J. Optoelectron. Adv. Mater. 2006, 8, 726–730. [Google Scholar]
- Mallick, P.K. Materials, Design and Manufacturing for Lightweight Vehicles; Woodhead Publishing: Sawston, UK, 2020. [Google Scholar]
- Muflikhun, M.A.; Yokozeki, T.; Aoki, T. The strain performance of thin CFRP-SPCC hybrid laminates for automobile structures. Compos. Struct. 2019, 220, 11–18. [Google Scholar] [CrossRef]
- Nugraha, A.D.; Nuryanta, M.I.; Sean, L.; Budiman, K.; Kusni, M.; Muflikhun, M.A. Recent Progress on Natural Fibers Mixed with CFRP and GFRP: Properties, Characteristics, and Failure Behaviour. Polymers 2022, 14, 5138. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Yokozeki, T. Systematic analysis of fractured specimens of composite laminates: Different perspectives between tensile, flexural, Mode I, and Mode II test. Int. J. Light. Mater. Manuf. 2023, 6, 329–343. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, M.; Zhou, Y.; Hu, L. The study of mechanical behavior and flame retardancy of castor oil phosphate-based rigid polyurethane foam composites containing expanded graphite and triethyl phosphate. Polym. Degrad. Stab. 2013, 98, 2784–2794. [Google Scholar] [CrossRef]
- Sengupta, R.; Bhattacharya, M.; Bandyopadhyay, S.; Bhowmick, A.K. A review on the mechanical and electrical properties of graphite and modified graphite reinforced polymer composites. Prog. Polym. Sci. 2011, 36, 638–670. [Google Scholar] [CrossRef]
- Chen, D.; Yang, J.; Chen, G. The physical properties of polyurethane/graphite nanosheets/carbon black foaming conducting nanocomposites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1636–1638. [Google Scholar] [CrossRef]
- Gama, N.; Costa, L.C.; Amaral, V.; Ferreira, A.; Barros-Timmons, A. Insights into the physical properties of biobased polyurethane/expanded graphite composite foams. Compos. Sci. Technol. 2016, 138, 24–31. [Google Scholar] [CrossRef]
- Gayathri, R.; Vasanthakumari, R.; Padmanabhan, C. Sound Absorption, Thermal and Mechanical Behavior of Polyurethane Foam Modified With Nano Silica, Nano Clay and Crumb Rubber Fillers. Int. J. Sci. Eng. Res. 2013, 4, 301–308. [Google Scholar]
- Saint-Michel, F.; Chazeau, L.; Cavaillé, J.-Y. Mechanical properties of high density polyurethane foams: II Effect of the filler size. Compos. Sci. Technol. 2006, 66, 2709–2718. [Google Scholar] [CrossRef]
- Cheng, J.-J.; Shi, B.-B.; Zhou, F.-B.; Chen, X.-Y. Effects of inorganic fillers on the flame-retardant and mechanical properties of rigid polyurethane foams. J. Appl. Polym. Sci. 2013, 131, 40253. [Google Scholar] [CrossRef]
- Modesti, M.; Lorenzetti, A.; Simioni, F.; Camino, G. Expandable graphite as an intumescent flame retardant in polyisocyanurate–polyurethane foams. Polym. Degrad. Stab. 2002, 77, 195–202. [Google Scholar] [CrossRef]
- Khalifa, M.; Anandhan, S.; Wuzella, G.; Lammer, H.; Mahendran, A.R. Thermoplastic polyurethane composites reinforced with renewable and sustainable fillers—A review. Polym. Technol. Mater. 2020, 59, 1751–1769. [Google Scholar] [CrossRef]
- Holdich, R. Fundamentals of Particle Technology; Midland Information Technology and Publishing: Leicestershire, UK, 2020. [Google Scholar]
- Hazell, P.J. Armour: Materials, Theory, and Design; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Simon, G.P. Polymer Blends and Alloys; Routledge: New York, NY, USA, 2019. [Google Scholar]
- Pang, X.; Xin, Y.; Shi, X.; Xu, J. Effect of different size-modified expandable graphite and ammonium polyphosphate on the flame retardancy, thermal stability, physical, and mechanical properties of rigid polyurethane foam. Polym. Eng. Sci. 2019, 59, 1381–1394. [Google Scholar] [CrossRef]
- Kausar, A. Polyurethane Composite Foams in High-Performance Applications: A Review. Polym. Technol. Eng. 2017, 57, 346–369. [Google Scholar] [CrossRef]
- Ciecierska, E.; Jurczyk-Kowalska, M.; Bazarnik, P.; Gloc, M.; Kulesza, M.; Kowalski, M.; Krauze, S.; Lewandowska, M. Flammability, mechanical properties and structure of rigid polyurethane foams with different types of carbon reinforcing materials. Compos. Struct. 2016, 140, 67–76. [Google Scholar] [CrossRef]
- Kim, J.-H.; Lee, H.-I.; Lee, Y.-S. The enhanced thermal and mechanical properties of graphite foams with a higher crystallinity and apparent density. Mater. Sci. Eng. A 2017, 696, 174–181. [Google Scholar] [CrossRef]
- Thirumal, M.; Khastgir, D.; Singha, N.K.; Manjunath, B.S.; Naik, Y.P. Effect of expandable graphite on the properties of intumescent flame-retardant polyurethane foam. J. Appl. Polym. Sci. 2008, 110, 2586–2594. [Google Scholar] [CrossRef]
- Callister Jr, W.D.; Rethwisch, D.G. Callister’s Materials Science and Engineering; John Wiley & Sons: Hoboken, NJ, USA, 2020. [Google Scholar]
- Nugraha, A.D.; Syahril, M.; Muflikhun, M.A. Excellent performance of hybrid model manufactured via additive manufacturing process reinforced with GFRP for sport climbing equipment. Heliyon 2023, 9, e14706. [Google Scholar] [CrossRef] [PubMed]
- Nugraha, A.D.; Ruli; Supriyanto, E.; Rasgianti; Prawara, B.; Martides, E.; Junianto, E.; Wibowo, A.; Sentanuhady, J.; Muflikhun, M.A. First-rate manufacturing process of primary air fan (PAF) coal power plant in Indonesia using laser powder bed fusion (LPBF) technology. J. Mater. Res. Technol. 2022, 18, 4075–4088. [Google Scholar] [CrossRef]
- Crawford, R.J.; Martin, P. Plastics Engineering; Butterworth-Heinemann: Oxford, UK, 2020. [Google Scholar]
- Farag, M.M. Materials and Process Selection for Engineering Design; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- Li, M.; Du, M.; Wang, F.; Xue, B.; Zhang, C.; Fang, H. Study on the mechanical properties of polyurethane (PU) grouting material of different geometric sizes under uniaxial compression. Constr. Build. Mater. 2020, 259, 119797. [Google Scholar] [CrossRef]
- Park, K.-B.; Kim, H.-T.; Her, N.-Y.; Lee, J.-M. Variation of Mechanical Characteristics of Polyurethane Foam: Effect of Test Method. Materials 2019, 12, 2672. [Google Scholar] [CrossRef] [PubMed]
- Reghunadhan, A.; Thomas, S. Chapter 1-Polyurethanes: Structure, Properties, Synthesis, Characterization, and Applications. In Polyurethane Polymers; Thomas, S., Datta, J., Haponiuk, J.T., Reghunadhan, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 1–16. [Google Scholar]
- Ye, L.; Meng, X.-Y.; Ji, X.; Li, Z.-M.; Tang, J.-H. Synthesis and characterization of expandable graphite–poly(methyl methacrylate) composite particles and their application to flame retardation of rigid polyurethane foams. Polym. Degrad. Stab. 2009, 94, 971–979. [Google Scholar] [CrossRef]
- Acuña, P.; Santiago-Calvo, M.; Villafañe, F.; Rodríguez-Perez, M.A.; Rosas, J.; Wang, D. Impact of expandable graphite on flame retardancy and mechanical properties of rigid polyurethane foam. Polym. Compos. 2018, 40, E1705–E1715. [Google Scholar] [CrossRef]
- Wolska, A.; Goździkiewicz, M.; Ryszkowska, J. Influence of graphite and wood-based fillers on the flammability of flexible polyurethane foams. J. Mater. Sci. 2012, 47, 5693–5700. [Google Scholar] [CrossRef]
- Panthapulakkal, S.; Raghunanan, L.; Sain, M.; Kc, B.; Tjong, J. Natural fiber and hybrid fiber thermoplastic composites. In Green Composites; Woodhead Publishing: Sawston, UK, 2017; pp. 39–72. [Google Scholar] [CrossRef]
- Li, Z.; Zhu, X.; Zhang, X.; Guo, S. Isotropic porous graphite foam/epoxy composites with outstanding heat dissipation and excellent electromagnetic interference shielding performances. Chem. Eng. J. 2023, 452, 139665. [Google Scholar] [CrossRef]
- Kim, J.H.; Jeong, E.; Lee, Y.S. Preparation and Characterization of Graphite Foams. J. Ind. Eng. Chemistry. 2015, 32, 21–33. [Google Scholar] [CrossRef]
- Romero, P.E.; Arribas-Barrios, J.; Rodriguez-Alabanda, O.; González-Merino, R.; Guerrero-Vaca, G. Manufacture of polyurethane foam parts for automotive industry using FDM 3D printed molds. CIRP J. Manuf. Sci. Technol. 2021, 32, 396–404. [Google Scholar] [CrossRef]
- Husainie, S.M.; Deng, X.; Abu Ghalia, M.; Robinson, J.; Naguib, H.E. Natural fillers as reinforcement for closed-molded polyurethane foam plaques: Mechanical, morphological, and thermal properties. Mater. Today Commun. 2021, 27, 102187. [Google Scholar] [CrossRef]
- Choe, H.; Lee, J.H.; Kim, J.H. Polyurethane composite foams including CaCO3 fillers for enhanced sound absorption and compression properties. Compos. Sci. Technol. 2020, 194, 108153. [Google Scholar] [CrossRef]
- Głowacz-Czerwonka, D.; Zakrzewska, P.; Oleksy, M.; Pielichowska, K.; Kuźnia, M.; Telejko, T. The influence of biowaste-based fillers on the mechanical and fire properties of rigid polyurethane foams. Sustain. Mater. Technol. 2023, 36, e00610. [Google Scholar] [CrossRef]
- Qu, Y.; Zhang, X.; Fu, Q.; Chen, X.; Deng, H. Fabrication of high-performance moisture-electric generators via synergistic effect between CNTs and TiO2 on porous PU structure. Compos. Sci. Technol. 2023, 241, 110105. [Google Scholar] [CrossRef]
- Xiao, T.; Yang, X.; Hooman, K.; Jin, L.; Yang, C.; Lu, T.J. Conductivity and permeability of graphite foams: Analytical modelling and pore-scale simulation. Int. J. Therm. Sci. 2022, 179, 107706. [Google Scholar] [CrossRef]
- Kumar, S.V.; Subramanian, J.; Giridharan, A.; Gupta, M.; Adhikari, A.; Gayen, M. Processing and characterization of organic PU foam reinforced with nano particles. Mater. Today Proc. 2021, 46, 1077–1084. [Google Scholar] [CrossRef]
- Kim, H.-G.; Kim, J.; Lee, H.-Y.; Yoon, J. Shear strength distribution of district heating pipe under accelerated aging condition with respect to PU foam density. Polym. Test. 2022, 110, 107567. [Google Scholar] [CrossRef]
- Lacki, P.; Derlatka, A.; Winowiecka, J. Analysis of the composite I-beam reinforced with PU foam with the addition of chopped glass fiber. Compos. Struct. 2019, 218, 60–70. [Google Scholar] [CrossRef]
- Seah, M.Q.; Ng, Z.C.; Lau, W.J.; Gürsoy, M.; Karaman, M.; Wong, T.-W.; Ismail, A.F. Development of surface modified PU foam with improved oil absorption and reusability via an environmentally friendly and rapid pathway. J. Environ. Chem. Eng. 2021, 10, 106817. [Google Scholar] [CrossRef]
- Wang, J.; Wang, H.; Geng, G. Flame-retardant superhydrophobic coating derived from fly ash on polymeric foam for efficient oil/corrosive water and emulsion separation. J. Colloid Interface Sci. 2018, 525, 11–20. [Google Scholar] [CrossRef]
- ASTM D1621; Standard Test Method for Compressive Properties of Rigid Cellular Plastics. ASTM: West Conshohocken, PA, USA, 2000.
- Shih, Y.-F.; Lin, S.-H.; Xu, J.; Su, C.-J.; Huang, C.-F.; Hsu, S.-H. Stretchable and biodegradable chitosan-polyurethane-cellulose nanofiber composites as anisotropic materials. Int. J. Biol. Macromol. 2023, 230, 123116. [Google Scholar] [CrossRef]
- Bhinder, J.; Agnihotri, P.K. Synthesis and characterization of poly-urethane foam doped with different nano-fillers. Mater. Today: Proc. 2019, 18, 1479–1488. [Google Scholar] [CrossRef]
- Zhang, J.; Hori, N.; Takemura, A. Influence of NCO/OH ratio on preparation of four agricultural wastes liquefied polyols based polyurethane foams. Polym. Degrad. Stab. 2020, 179, 109256. [Google Scholar] [CrossRef]
- Minnath, M.A.; Purushothaman, E. Blends and Interpenetrating Polymer Networks Based on Polyurethane Polymers With Natural and Synthetic Rubbers. Polyurethane Polym. 2017, 17–44. [Google Scholar] [CrossRef]
- Li, Y.; Zou, J.; Zhou, S.; Chen, Y.; Zou, H.; Liang, M.; Luo, W. Effect of expandable graphite particle size on the flame retardant, mechanical, and thermal properties of water-blown semi-rigid polyurethane foam. J. Appl. Polym. Sci. 2013, 131, 39885. [Google Scholar] [CrossRef]
- Qian, L.; Feng, F.; Tang, S. Bi-phase flame-retardant effect of hexa-phenoxy-cyclotriphosphazene on rigid polyurethane foams containing expandable graphite. Polymer 2013, 55, 95–101. [Google Scholar] [CrossRef]
- Wang, X.; Liu, Z.; Tang, Y.; Chen, J.; Mao, Z.; Wang, D. PVDF-HFP/PMMA/TPU-based gel polymer electrolytes composed of conductive Na3Zr2Si2PO12 filler for application in sodium ions batteries. Solid State Ionics 2020, 359, 115532. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, W.; Hu, H.; Rui, Z.; Du, X.; Zhao, T.; Li, J. Multi-dimensional fillers synergistically enhanced thermal conductivity of TPU composites in selective laser sintering technology. Mater. Today Commun. 2022, 33, 104012. [Google Scholar] [CrossRef]
- Bashir, A.; Maqbool, M.; Lv, R.; Usman, A.; Aftab, W.; Niu, H.; Kang, L.; Bai, S.-L. Engineering of Interfacial Interactions Among BN And CNT Hybrid Towards Higher Heat Conduction Within TPU Composites. Compos. Part A Appl. Sci. Manuf. 2023, 167, 107428. [Google Scholar] [CrossRef]
- Zhu, P.; Weng, L.; Zhang, X.; Wang, X.; Guan, L.; Shi, J.; Liu, L. Enhanced dielectric performance of TPU composites filled with Graphene@poly(dopamine)-Ag core-shell nanoplatelets as fillers. Polym. Test. 2020, 90, 106671. [Google Scholar] [CrossRef]
- Fadlurrahman, Z.; Alandro, D.; Santos, G.N.C.; Muflikhun, M.A. Mechanical and chemical properties of matrix composite: Curing agent ratio, degassing process, and filler effect perspectives. J. Eng. Res. 2023. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material (Polyurethane) | Type | Viscosity | Appearance |
|---|---|---|---|
| Liquid A/Millenium MR-200 | Elastic polymer | 150–250 | Brown |
| Liquid B/Polyol (JKR-7631L) | Reactor | 150–250 | Clear |
| Material | Purity | Mesh | Moisture | Appearance |
|---|---|---|---|---|
| Graphite powder | <98% | 200 microns | 0.5% | Black |
| Ratio | Liquid A (Millionate MR-200) | Liquid B (Polyol (JKR-7631L) | Total Weight (g) |
|---|---|---|---|
| 1:1 | 50% | 50% | 40 |
| 1:2 | 33.30% | 66.70% | 40 |
| 1:3 | 25% | 75% | 40 |
| 1:4 | 20% | 80% | 40 |
| 2:1 | 66.70% | 33.33% | 40 |
| 2:3 | 40% | 60% | 40 |
| 2:4 | 33.30% | 66.70% | 40 |
| 3:1 | 75% | 25% | 40 |
| 3:2 | 60% | 40% | 40 |
| 3:4 | 42.90% | 57.10% | 40 |
| 4:1 | 80% | 20% | 40 |
| 4:2 | 66.70% | 33.30% | 40 |
| 4:3 | 57.10% | 42.90% | 40 |
| Reaction Stages | Material | Formula |
|---|---|---|
| Polyurethane formation | Isocyanate alcohol | R–NCO + HO–R1 |
| Gas production reaction (Step I) | Amine Carbon dioxide | R–NH2 + CO2↑+22 kcal/mole |
| Gas production reaction (Step II) | Amine Isocyanate | R-NH2 + R-NCO |
| Re shrinkage of specimens after cutting | Shrinking specimen | Fully hardened specimen | |
| Pure PU foam |  |  |  |
| PU foam with 1% graphite filler |  |  |  |
| PU foam with 2% graphite filler |  |  |  |
| PU foam with 3% graphite filler |  |  |  |
| PU foam with 4% graphite filler |  |  |  |
| PU foam with 5% graphite filler |  |  |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nugroho, A.D.; Alandro, D.; Herianto; Jamasri; Thirumalai, S.; Nugraha, A.D.; Kusumawanto, A.; Prawara, B.; Muflikhun, M.A. Excellent Hybrid Polyurethane-Graphite Filler Micro Powder as a Lightweight Structure. J. Compos. Sci. 2023, 7, 433. https://doi.org/10.3390/jcs7100433
Nugroho AD, Alandro D, Herianto, Jamasri, Thirumalai S, Nugraha AD, Kusumawanto A, Prawara B, Muflikhun MA. Excellent Hybrid Polyurethane-Graphite Filler Micro Powder as a Lightweight Structure. Journal of Composites Science. 2023; 7(10):433. https://doi.org/10.3390/jcs7100433
Chicago/Turabian StyleNugroho, Alvin Dio, Daffa Alandro, Herianto, Jamasri, Sundararajan Thirumalai, Ariyana Dwiputra Nugraha, Arif Kusumawanto, Budi Prawara, and Muhammad Akhsin Muflikhun. 2023. "Excellent Hybrid Polyurethane-Graphite Filler Micro Powder as a Lightweight Structure" Journal of Composites Science 7, no. 10: 433. https://doi.org/10.3390/jcs7100433