
Interaction between Micro-Amplitude Vibration and Thrust Force in Ultrasonic-Vibration-Assisted Drilling of Glass-Fiber-Reinforced Plastics


Abstract
:1. Introduction
2. Materials and Methods
2.1. Workpiece Material and Tool
2.2. Experimental Set-Up
2.3. Process Parameters
3. Results and Discussion
3.1. Typical Characteristics of Thrust Force and Vibration Amplitude
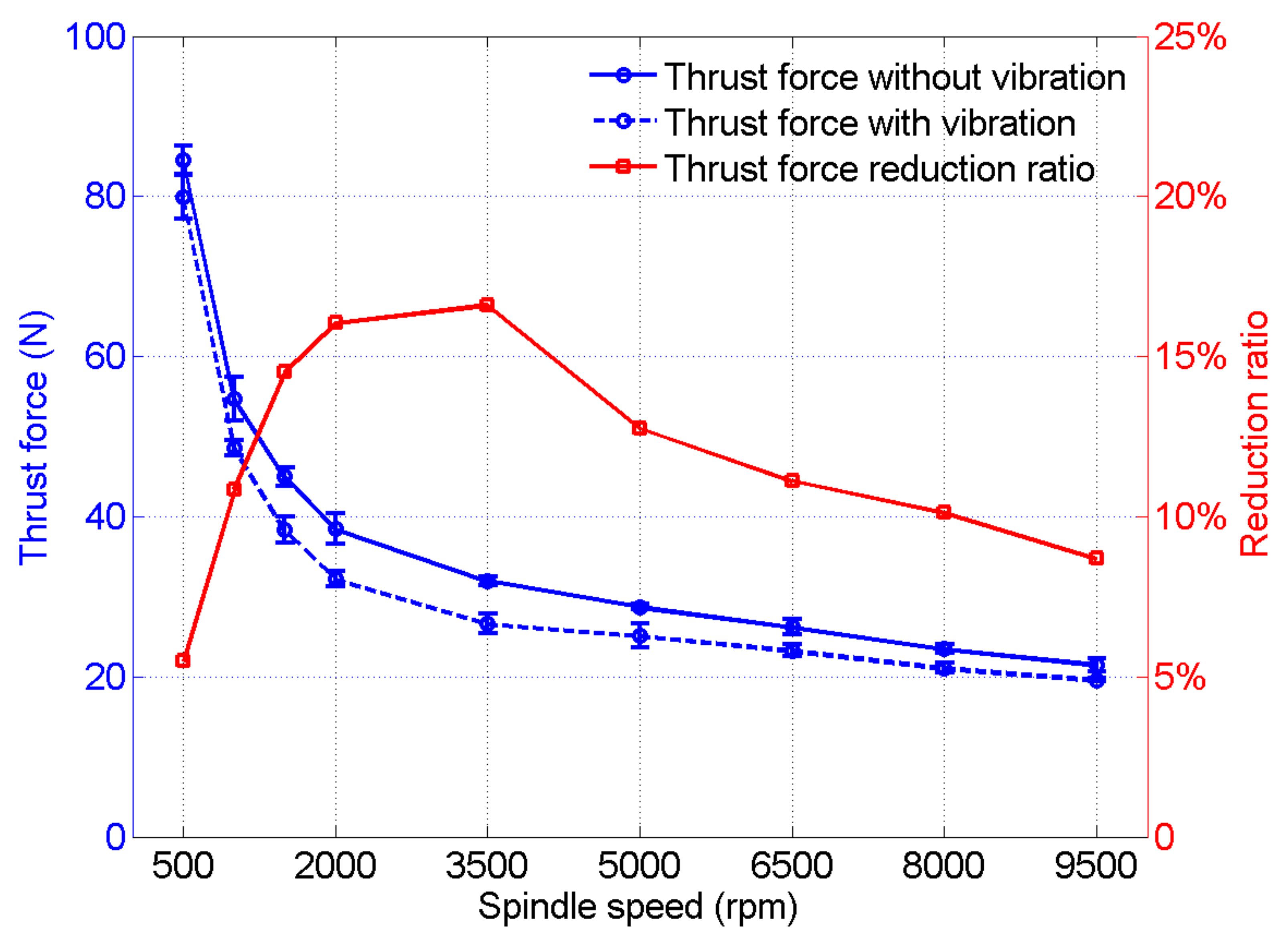
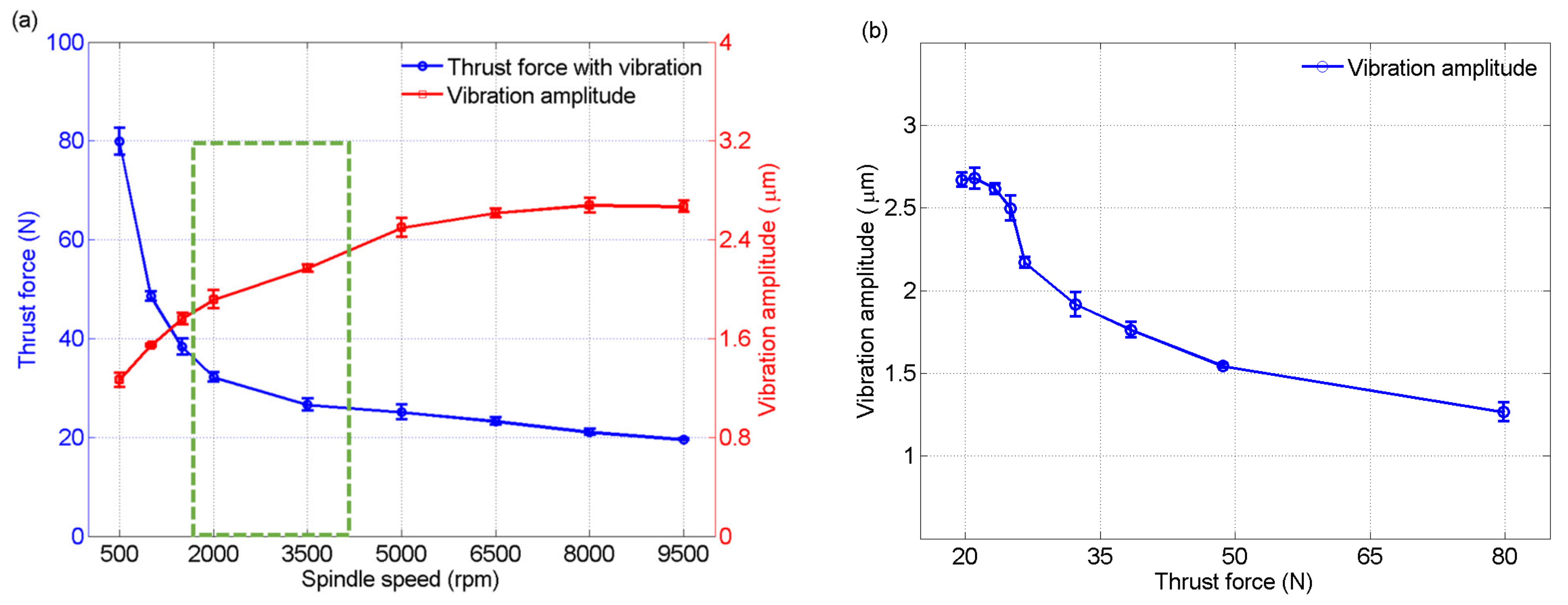
3.2. Interaction between Thrust Force and Vibration Amplitude from a Holistic Perspective
3.3. Interaction between Thrust Force and Vibration Amplitude from an Individual Perspective
4. Conclusions
- (1)
- The vibration amplitude is not constant in UVD, and it increases with a decrease in the thrust force.
- (2)
- The vibration effect depends not only on the absolute value of the vibration amplitude but also on the absolute thrust force value and vibration amplitude reduction ratio in UVD. A significant ultrasonic vibration effect can be obtained with the combination of a moderate thrust force and small VARR. On this basis, a larger absolute value of vibration amplitude can further improve the effect of ultrasonic vibration.
- (3)
- A thrust force too small or too large undermines the ultrasonic effect. If a TFRR > 15% is considered the critical condition to represent the significant ultrasonic vibration effect, the thrust force needs to be between 25 and 35 N, and the VARR should be smaller than 35%.
- (4)
- If the thrust force at the entrance and exit is appropriately reduced by adjusting the drilling parameters in UVD, the ultrasonic vibration effect can be further improved. This means that the TFRR will further increase.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, D.F.; Tang, Y.J.; Cong, W.L. A review of mechanical drilling for composite laminates. Compos. Struct. 2012, 94, 1265–1279. [Google Scholar] [CrossRef]
- Baraheni, M.; Tabatabaeian, A.; Amini, S.; Ghasemi, A.R. Parametric analysis of delamination in GFRP composite profiles by performing rotary ultrasonic drilling approach: Experimental and statistical study. Compos. Part B 2019, 172, 612–620. [Google Scholar] [CrossRef]
- Rajak, D.; Wagh, P.H.; Linul, E. Manufacturing technologies of carbon/glass fiber-reinforced polymer composites and their properties: A review. Polymers 2021, 13, 3721. [Google Scholar] [CrossRef]
- Arul, S.; Vijayaraghavan, L.; Malhotra, S.K.; Krishnamurthy, R. The effect of vibratory drilling on hole quality in polymeric composites. Int. J Mach. Tool Manuf. 2006, 46, 252–259. [Google Scholar] [CrossRef]
- Feng, Z.; Jiao, F. Study on exit damage characteristics of ultrasonic vibration assisted drilling of CFRP. Adv. Mech. Eng. 2022, 14, 16878132221100653. [Google Scholar] [CrossRef]
- Shan, C.; Zhang, S.; Zhang, M.; Qin, K. A prediction model of thrust force for drilling of bidirectional carbon fiber-reinforced carbon matrix composites. Sci. Prog. 2020, 103, 0036850420925228. [Google Scholar] [CrossRef]
- Liu, L.; Qi, C.; Wu, F.; Zhang, X.; Zhu, X. Analysis of thrust force and delamination in drilling GFRP composites with candle stick drills. Int. J. Adv. Manuf. Technol. 2018, 95, 2585–2600. [Google Scholar] [CrossRef]
- Kumar, A.M.; Parameshwaran, R.; Rajasekar, R.; Moganapriya, C.; Manivannan, R. A review on drilling of fiber-reinforced polymer composites. Mech. Compos. Mater. 2022, 58, 97–112. [Google Scholar] [CrossRef]
- Aoki, S.; Hirai, S.; Nishimura, T. Prevention from delamination of composite material during drilling using ultrasonic vibration. Key Eng. Mater. 2005, 291, 465–470. [Google Scholar] [CrossRef]
- Mehbudi, P.; Baghlani, V.; Akbari, J.; Bushroa, A.R.; Mardi, N.A. Applying ultrasonic vibration to decrease drilling-induced delamination in GFRP laminates. Procedia Cirp. 2013, 6, 577–582. [Google Scholar] [CrossRef] [Green Version]
- Kumar, D.; Singh, K.K. An approach towards damage free machining of CFRP and GFRP composite material: A review. Adv. Compos. Mater. 2015, 24, 49–63. [Google Scholar] [CrossRef]
- Gao, Y.; Yang, X.; Xiao, J.; Zhang, H. The development of an ultrasonic vibration hand-held pneumatic drill for hole-machining on CFRP composite materials. Int. J. Adv. Manuf. Technol. 2021, 114, 1635–1652. [Google Scholar] [CrossRef]
- Gao, Y.; Liu, K.; Xiao, J.; Zhou, Y.; Xing, Y.; Zhang, H. Experimental research on ultrasonic vibration countersinking process of CFRP composite laminates. Int. J. Adv. Manuf. Technol. 2021, 112, 2249–2258. [Google Scholar] [CrossRef]
- Georgi, O.; Ruger, C.; Rentzsch, H.; Putz, M. Kinematic analysis and process stability of ultrasonic-assisted drilling. Int. J. Adv. Manuf. Technol. 2021, 115, 2049–2067. [Google Scholar] [CrossRef]
- Huang, W.; Cao, S.; Li, H.; Zhou, Q.; Wu, C.; Zhu, D.; Zhuang, K. Tool wear in ultrasonic vibration-assisted drilling of CFRP: A comparison with conventional drilling. Int. J. Adv. Manuf. Technol. 2021, 115, 1809–1820. [Google Scholar] [CrossRef]
- Liu, Y.; Pan, Z.; Li, Q.; Qi, Z.; Chen, W. Experimental and scale-span numerical investigations in conventional and longitudinal torsional coupled rotary ultrasonic-assisted drilling of CFRPs. Int. J. Adv. Manuf. Technol. 2022, 119, 1707–1724. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Q.; Qi, Z.; Chen, W. Defect suppression mechanism and experimental study on longitudinal torsional coupled rotary ultrasonic assisted drilling of CFRPs. J. Manuf. Process. 2021, 70, 177–192. [Google Scholar] [CrossRef]
- Wang, C.; Li, P.; Li, S.; Qiu, X.; Niu, Q.; Li, C.; Ko, T.J. Influence of longitudinal-torsional ultrasonic vibration on drilling carbon fiber-reinforced polymer composite. Int. J. Adv. Manuf. Technol. 2022, 119, 6849–6862. [Google Scholar] [CrossRef]
- Zhang, C.; Lu, M. Investigation on a novel variant-dimension vibration-assisted drilling system for CFRP: Locus model, control strategy, and machining experiments. Int. J. Adv. Manuf. Technol. 2021, 113, 2629–2650. [Google Scholar] [CrossRef]
- Moghaddas, M.A.; Graff, K.F. On the effect of load on vibration amplitude in ultrasonic-assisted drilling. Int. J. Adv. Manuf. Technol. 2020, 106, 3081–3094. [Google Scholar] [CrossRef]
- Bie, W.; Zhao, B.; Wang, X.; Wang, Y.; Chang, B. Experimental study on the effect of tool parameters on the vibrational characteristic of ultrasonic vibration-assisted drilling system. Mach. Sci. Technol. 2022, 26, 72–94. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Value |
|---|---|---|
| Impact strength | J/m | 1067.57 |
| Tensile strength | MPa | 165.47 |
| Compressive strength | MPa | 165.47 |
| Flexural strength | MPa | 206.84 |
| Hardness | Barcol 40 | |
| Density | g/cm3 | 1.66 |
| Series No. | Spindle Speed | Feed Rate | Vibration Power |
|---|---|---|---|
| (rpm) | (mm/min) | (%) | |
| 1–18 | 500, 1000, 1500, 2000, 3500, 5000, 6500, 8000, 9500 | 100 | 100, 0 |
| 19–21 | 10,000 | 50 | 100, 50, 0 |
| 22–24 | 800 | 500 | 100, 50, 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, X. Interaction between Micro-Amplitude Vibration and Thrust Force in Ultrasonic-Vibration-Assisted Drilling of Glass-Fiber-Reinforced Plastics. J. Compos. Sci. 2023, 7, 4. https://doi.org/10.3390/jcs7010004
Xiao X. Interaction between Micro-Amplitude Vibration and Thrust Force in Ultrasonic-Vibration-Assisted Drilling of Glass-Fiber-Reinforced Plastics. Journal of Composites Science. 2023; 7(1):4. https://doi.org/10.3390/jcs7010004
Chicago/Turabian StyleXiao, Xingzhi. 2023. "Interaction between Micro-Amplitude Vibration and Thrust Force in Ultrasonic-Vibration-Assisted Drilling of Glass-Fiber-Reinforced Plastics" Journal of Composites Science 7, no. 1: 4. https://doi.org/10.3390/jcs7010004