Mechanisms of Origin and Classification of Out-of-Plane Fiber Waviness in Composite Materials—A Review


Abstract
:1. Introduction
2. Definition of Terms
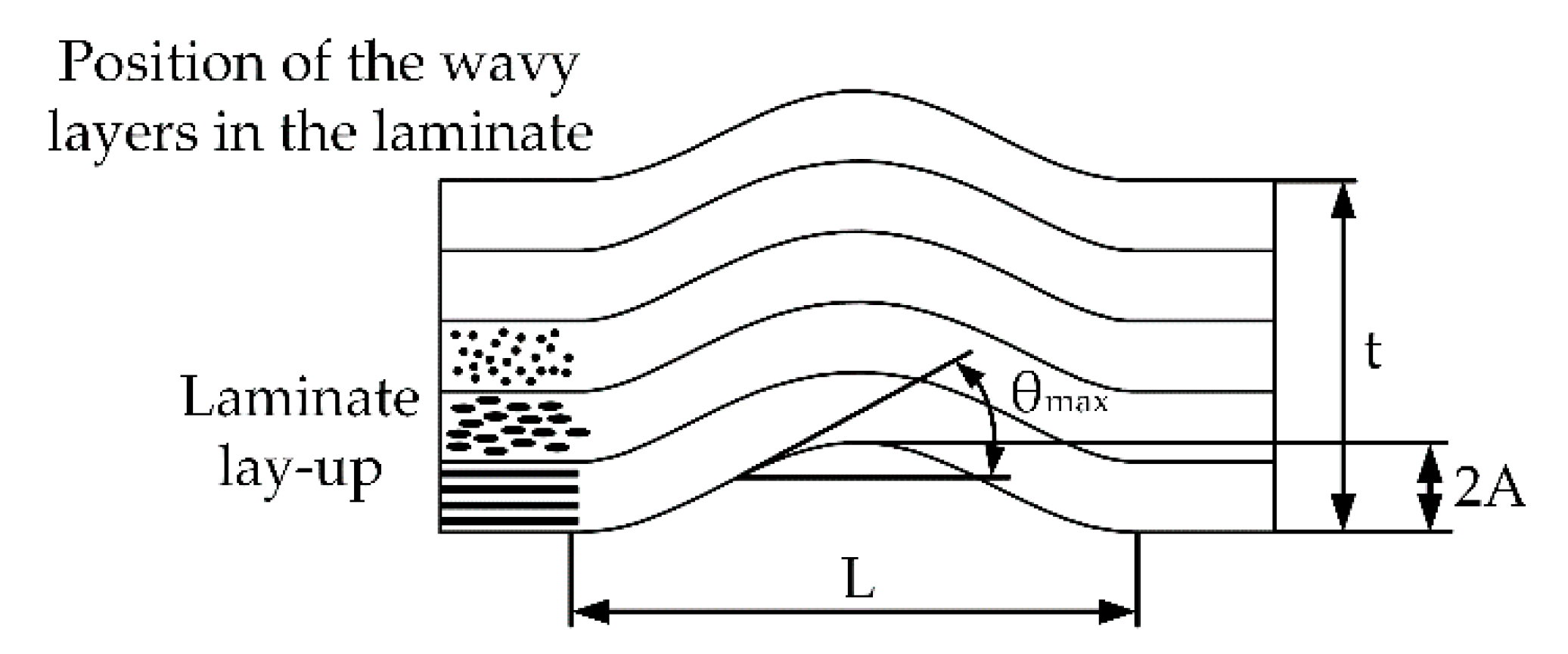
3. Parameters
4. Occurrence of Fiber Waviness
4.1. Mechanical Loading and Behavior of Dry and Impregnated Fiber Reinforcements
4.1.1. Basic Material Behavior
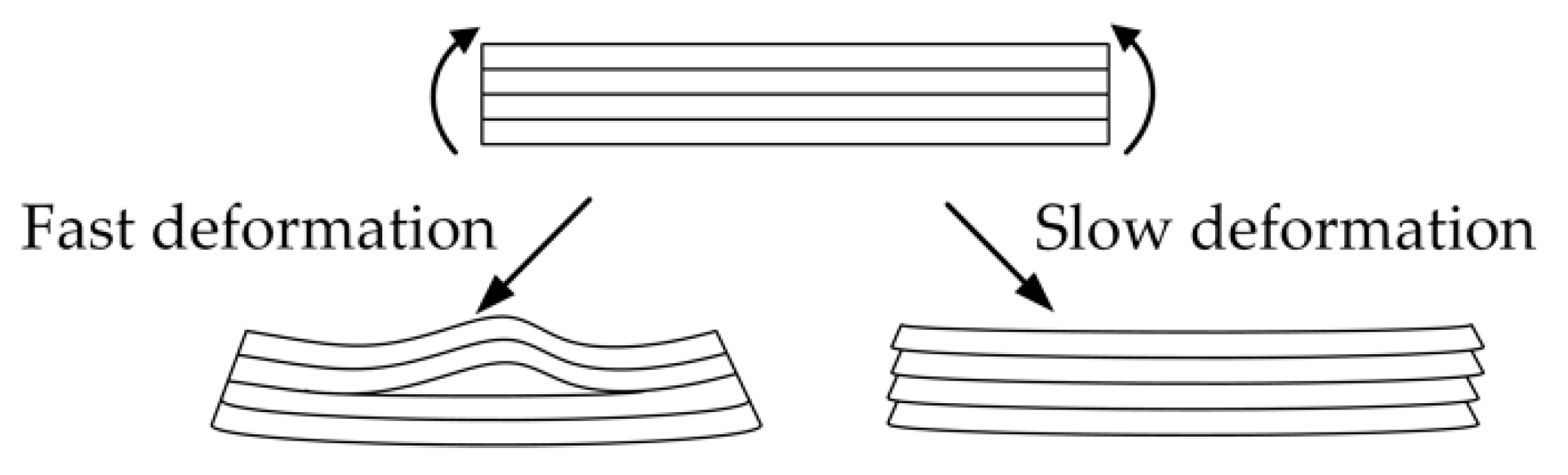
4.1.2. Mechanical Deformation of Layers Due to Manual Handling of Preforms, Moving Sliders, and Closing Tools
4.2. Path Length Differences
4.2.1. Micro/Meso Scale Deformation at the Material Level
4.2.2. Global Deformation on Structural Level at Double Curved and Joggled Geometries
4.2.3. Steering
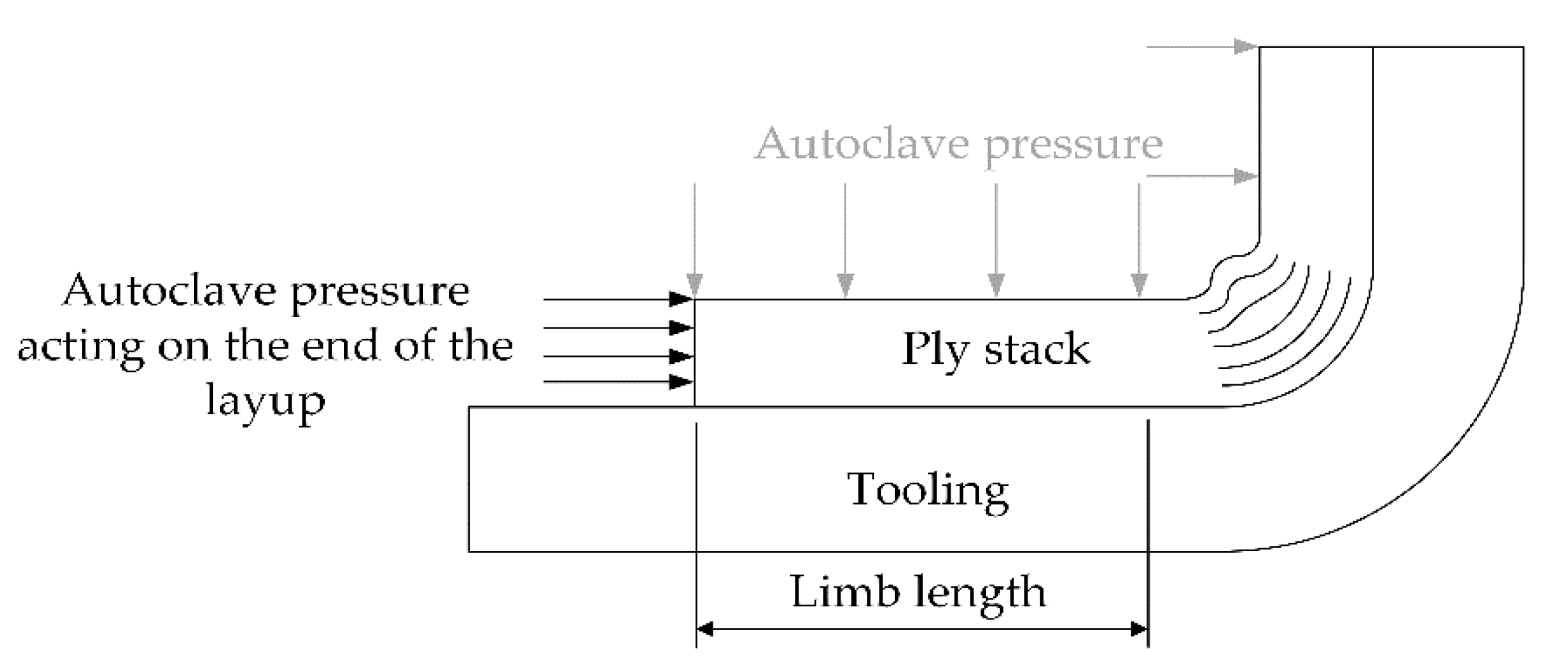
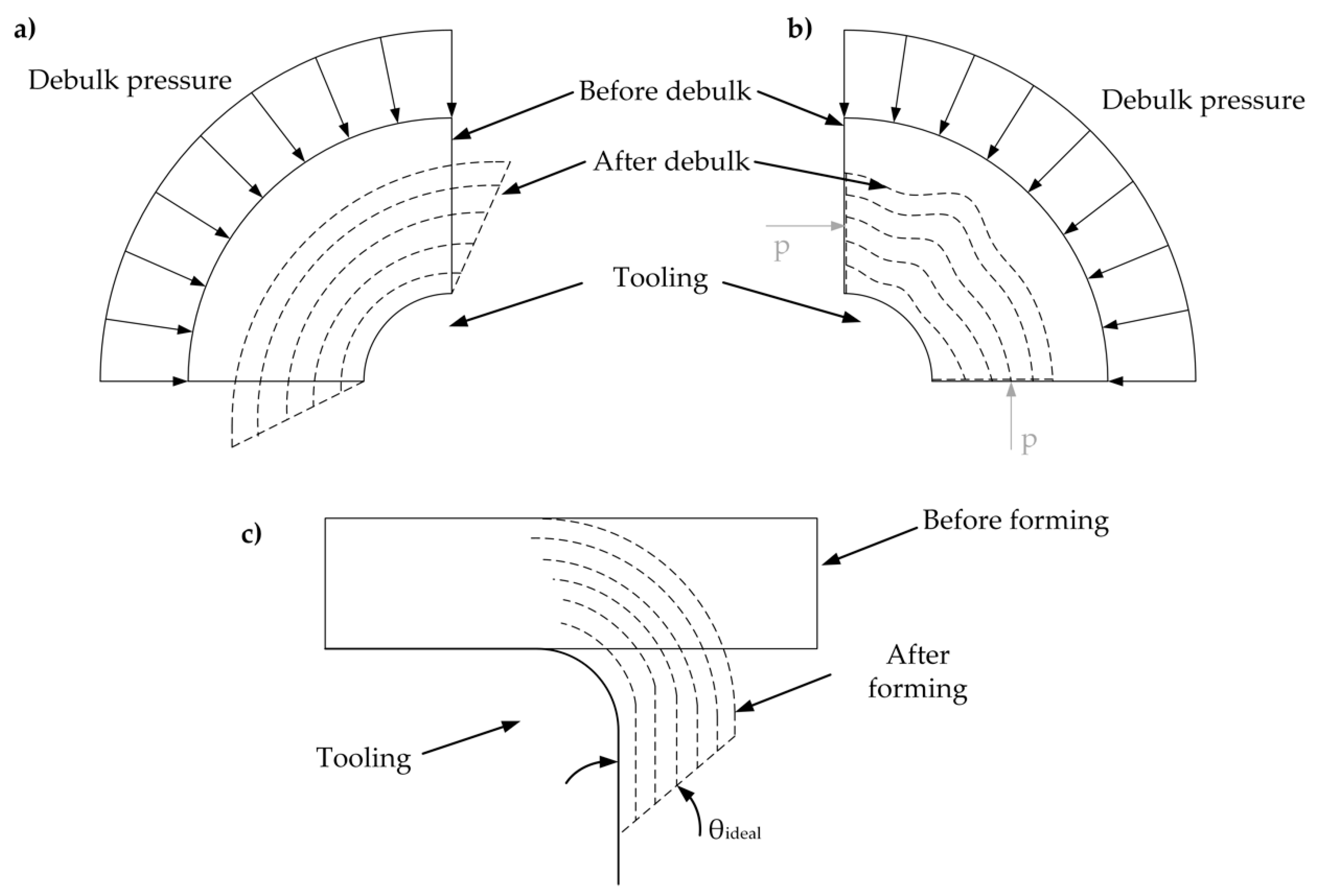
4.2.4. Consolidation in Corner Areas, External Radii, Stepped, or Tapered Laminates
4.3. Non-Uniform Pressure Distribution
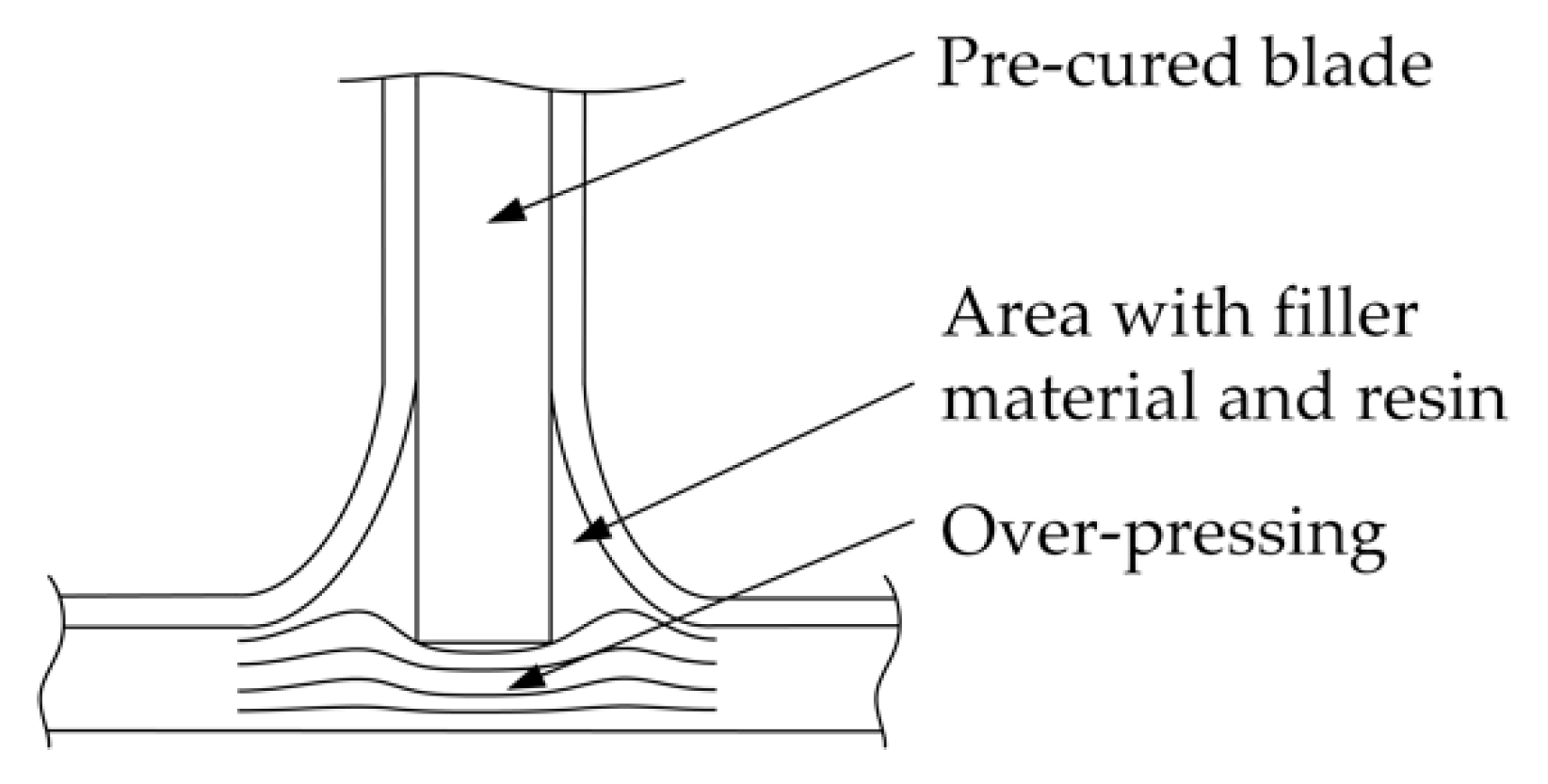
4.3.1. Co-Bonding (or Pre-Cured Parts in LCM Process)
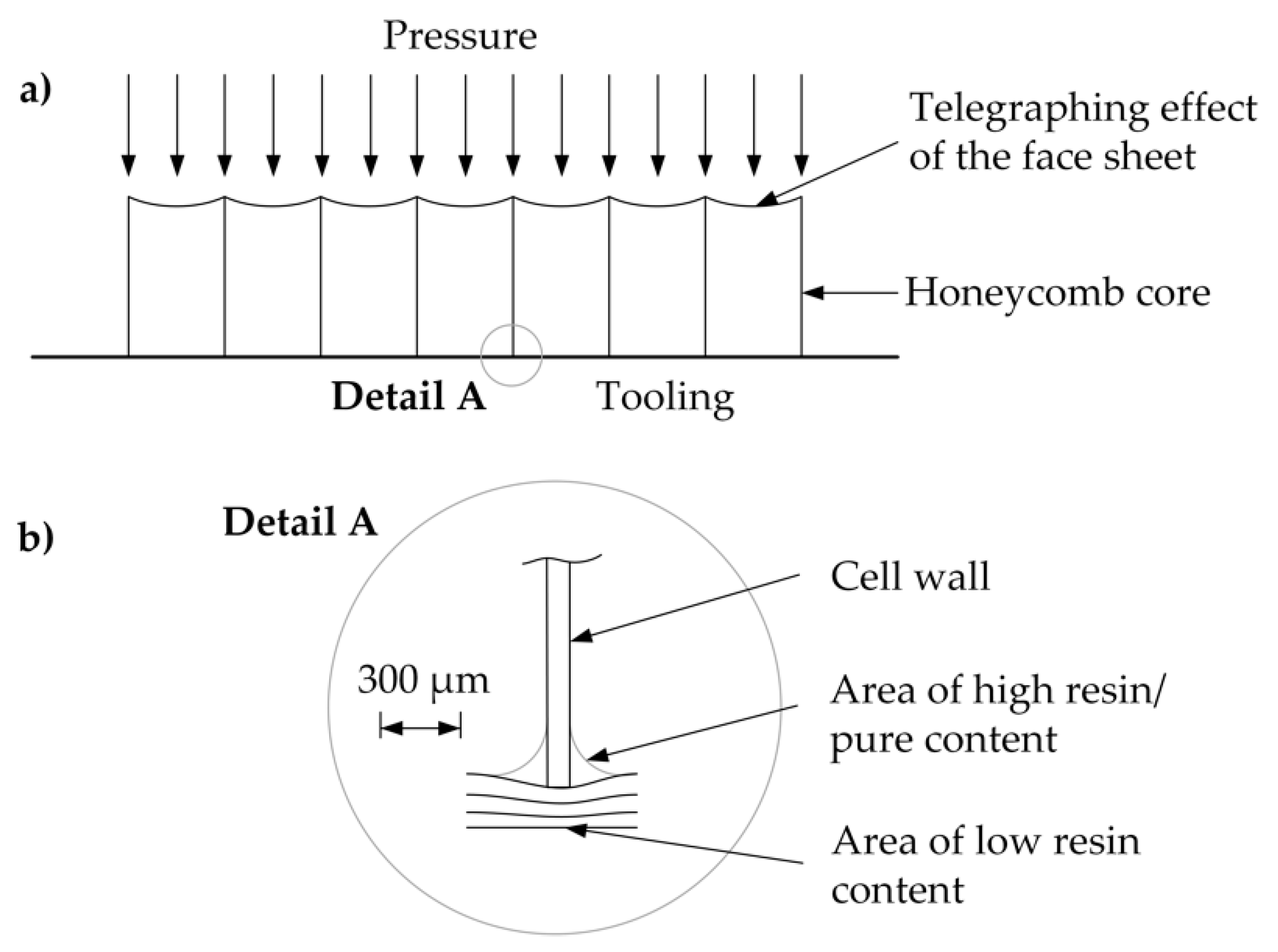
4.3.2. Telegraphing Effect of Face Sheets at Honeycomb Core
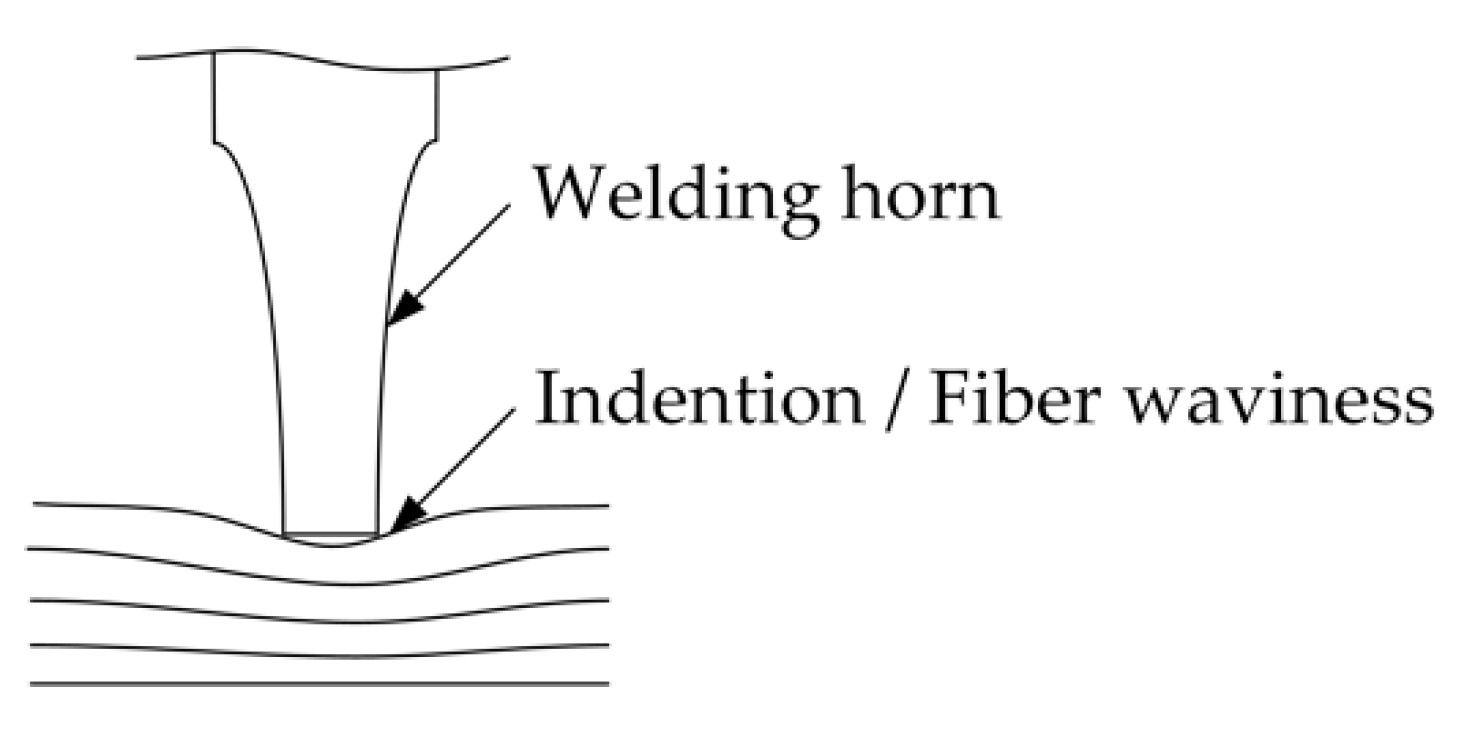
4.3.3. Welding Spots
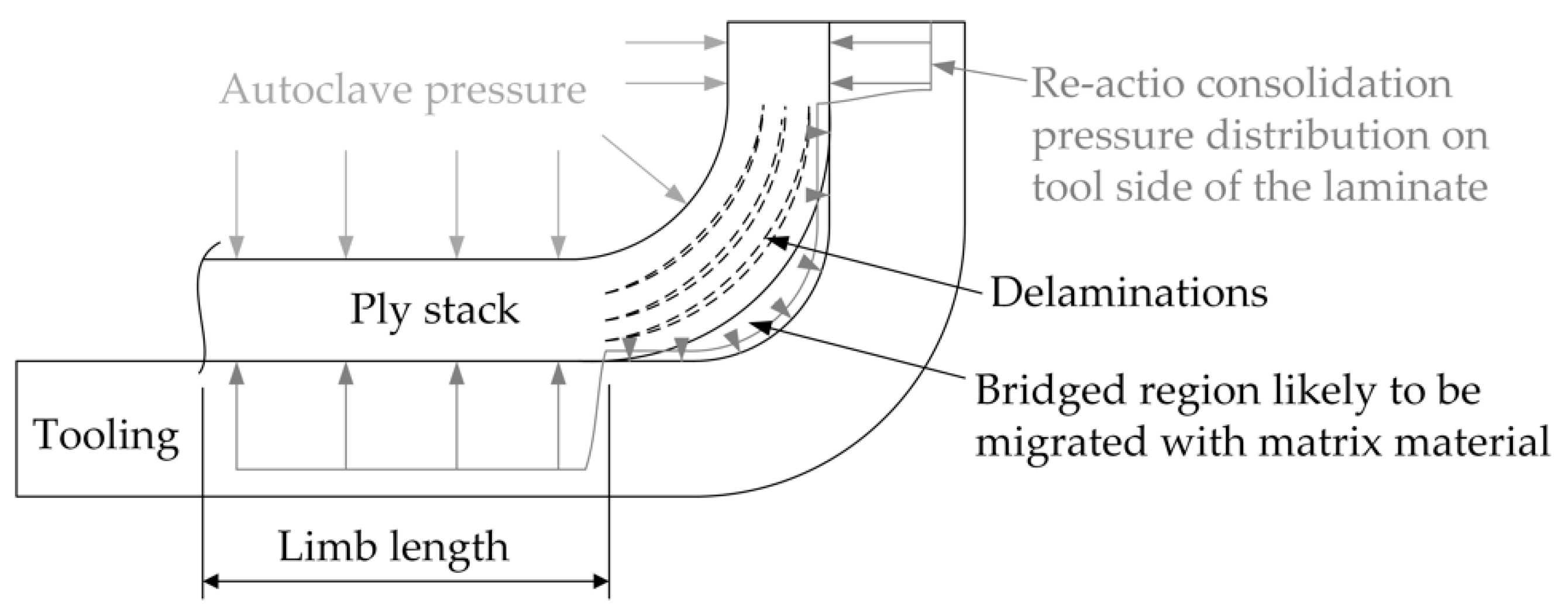
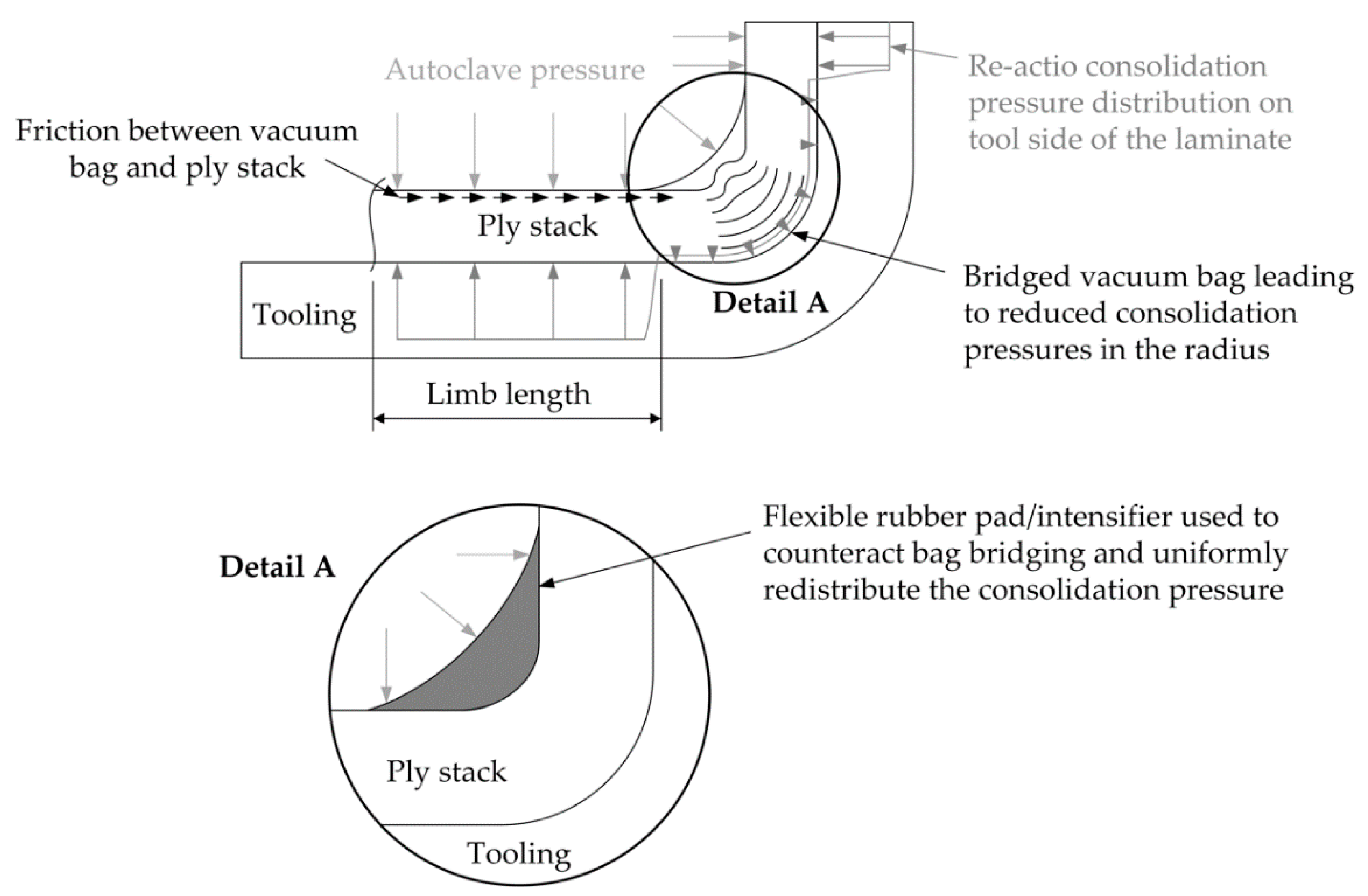
4.3.4. Ply and Vacuum Bag Bridging
4.4. Interaction between Tool–Ply and Ply–Ply
4.4.1. Inter-Ply Slippage
4.4.2. CTE Mismatch
4.5. Lay-Up Sequence
4.5.1. Gaps and Overlaps
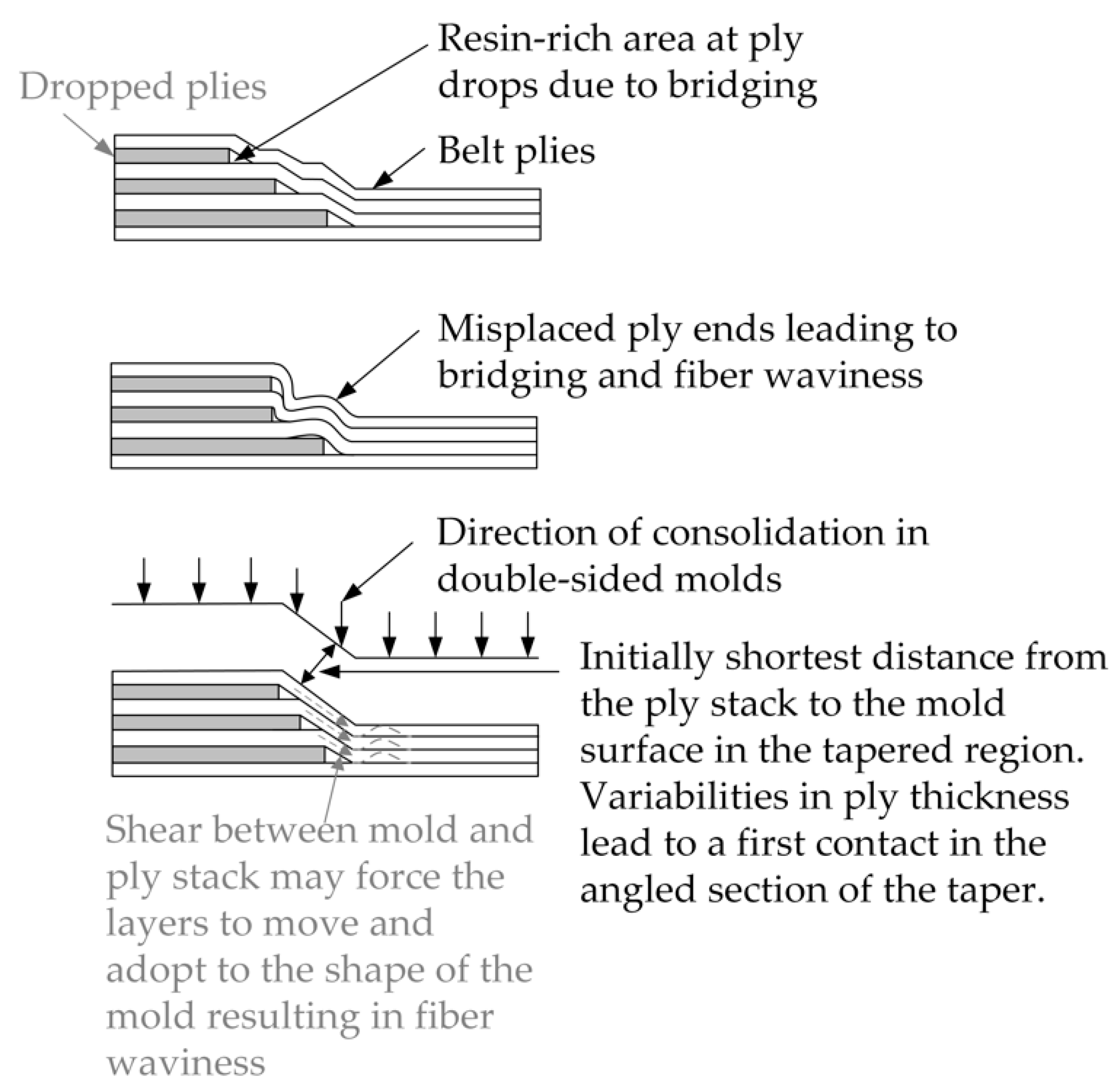
4.5.2. Ply Drops in Tapered Laminates
4.6. Textile Architecture
4.6.1. Inherent Undulations in Woven and Braided Fabrics
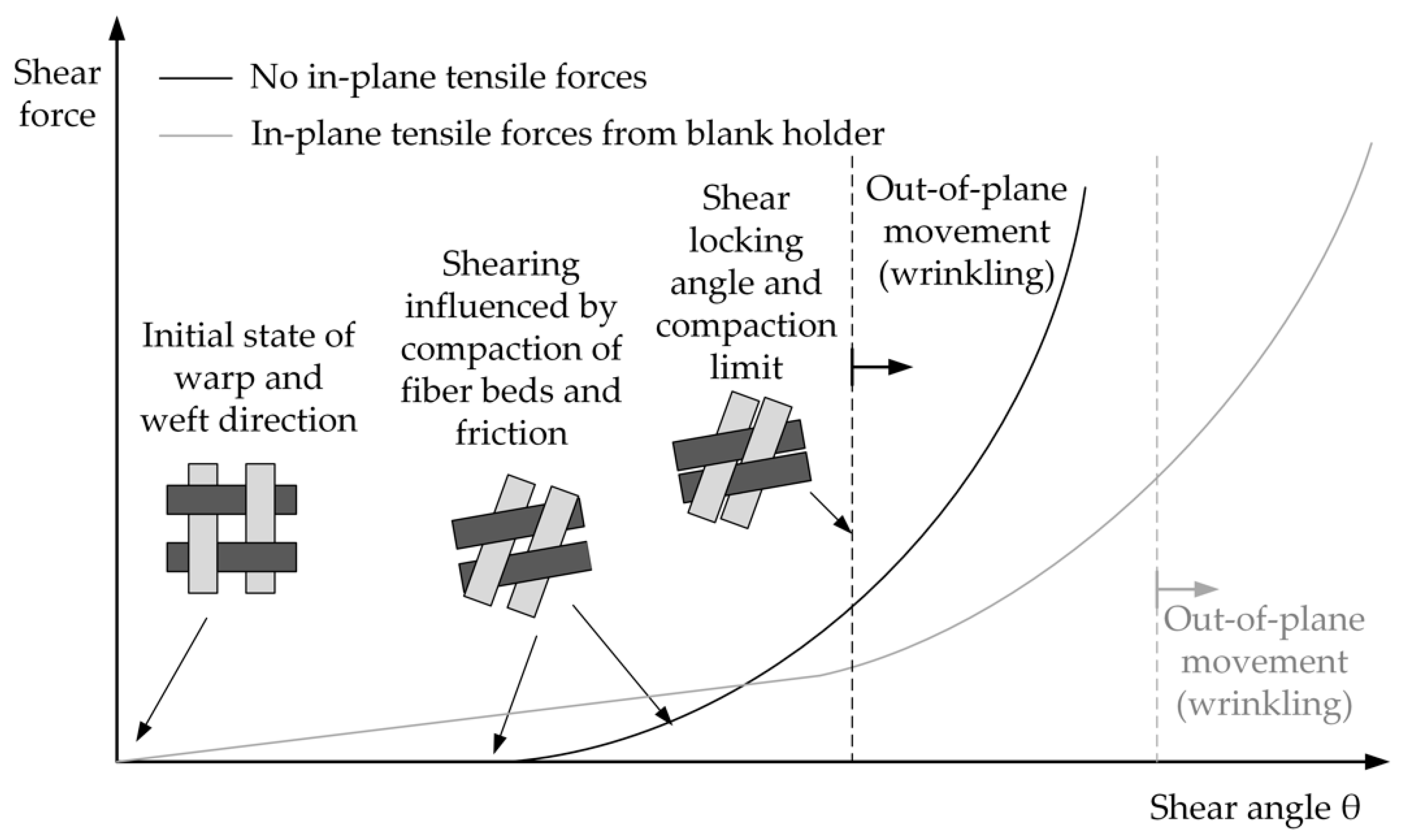
4.6.2. Shear Locking Angle of Woven Fabrics
4.6.3. Stitches in Non-Crimped Fabrics
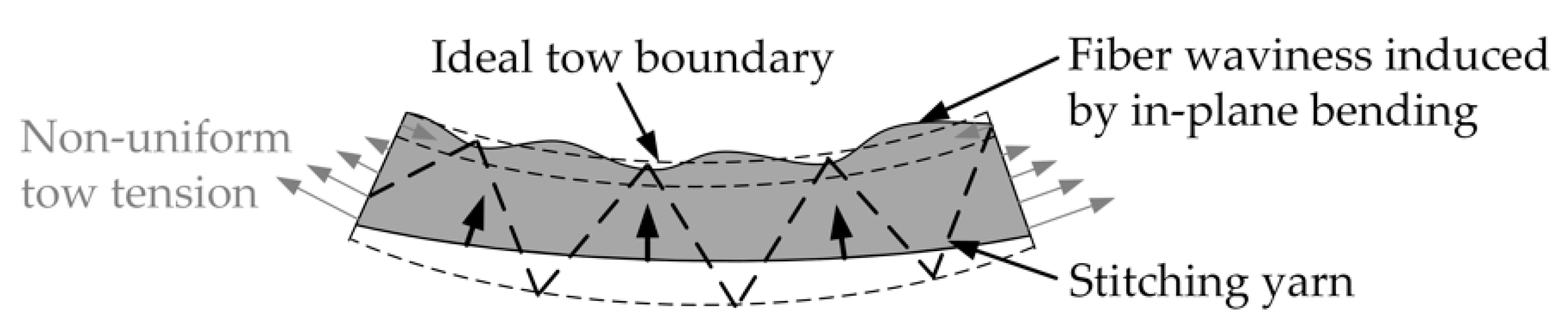
4.6.4. Stitches in Dry Fiber Placements
4.7. Foreign Objects
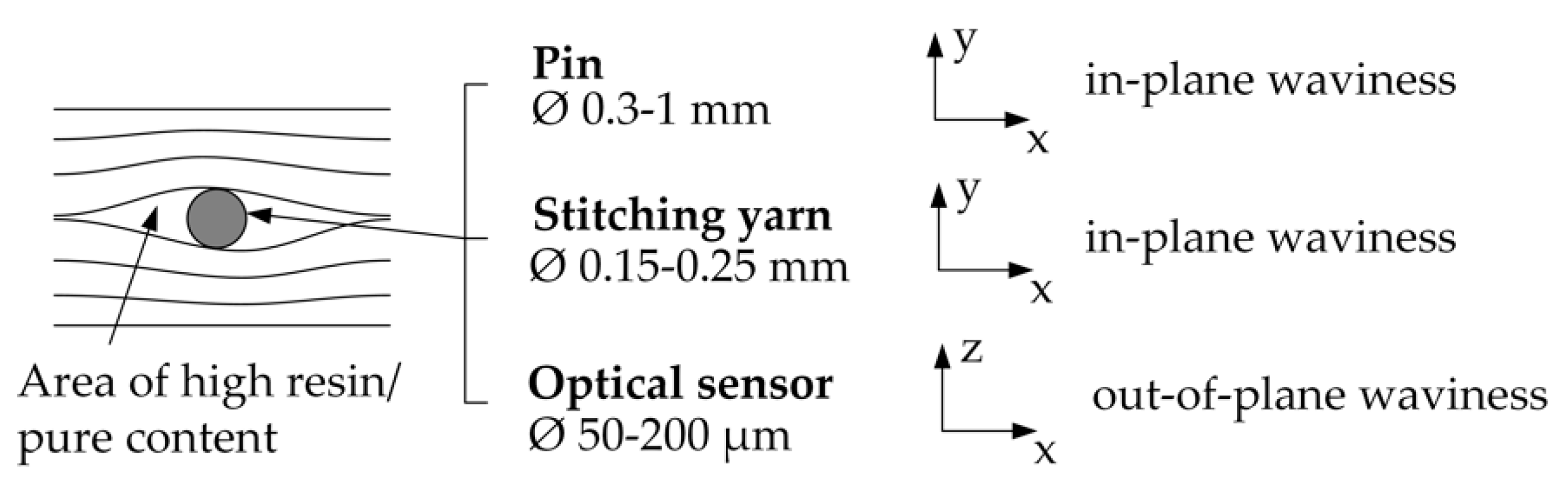
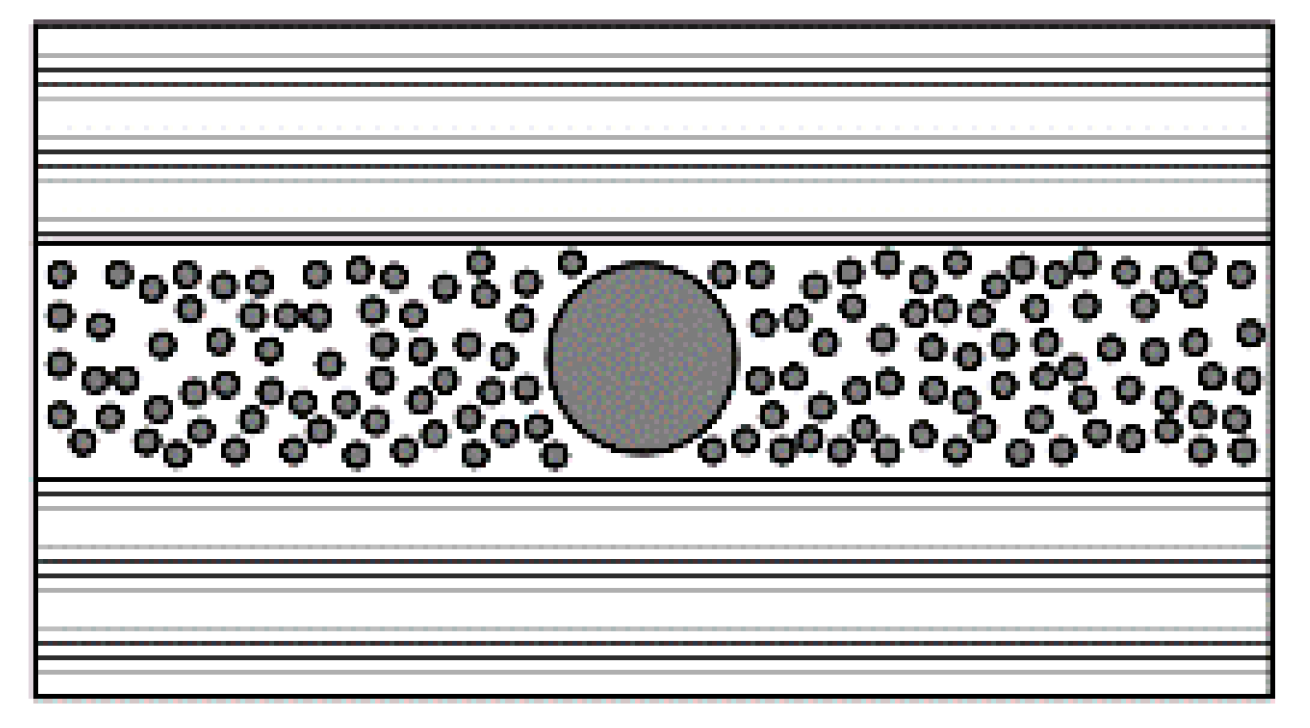
4.7.1. Intended Foreign Objects (e.g., Optical Sensors, Pins, Inserts)
4.7.2. Unintended Foreign Objects (e.g., Foils, Blades, etc.)
4.8. Flow-Induced Waviness
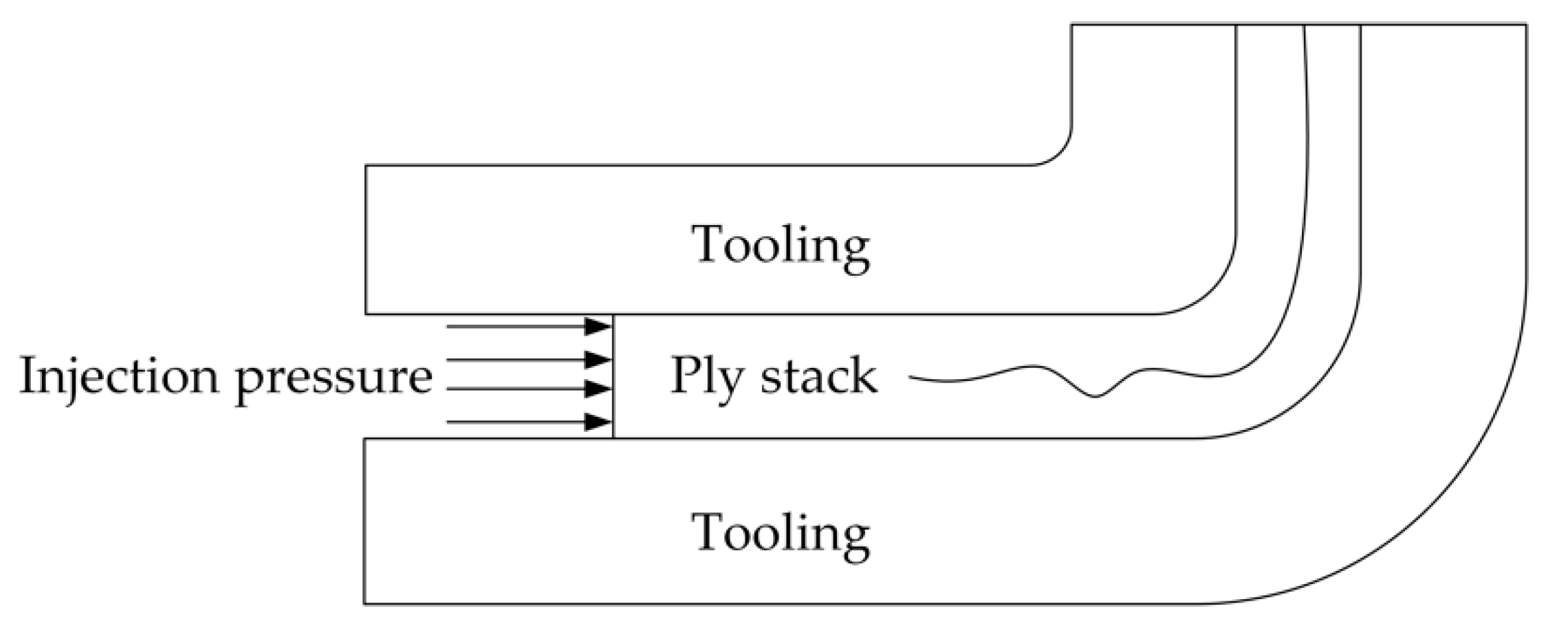
4.8.1. Fiber Wash-Out
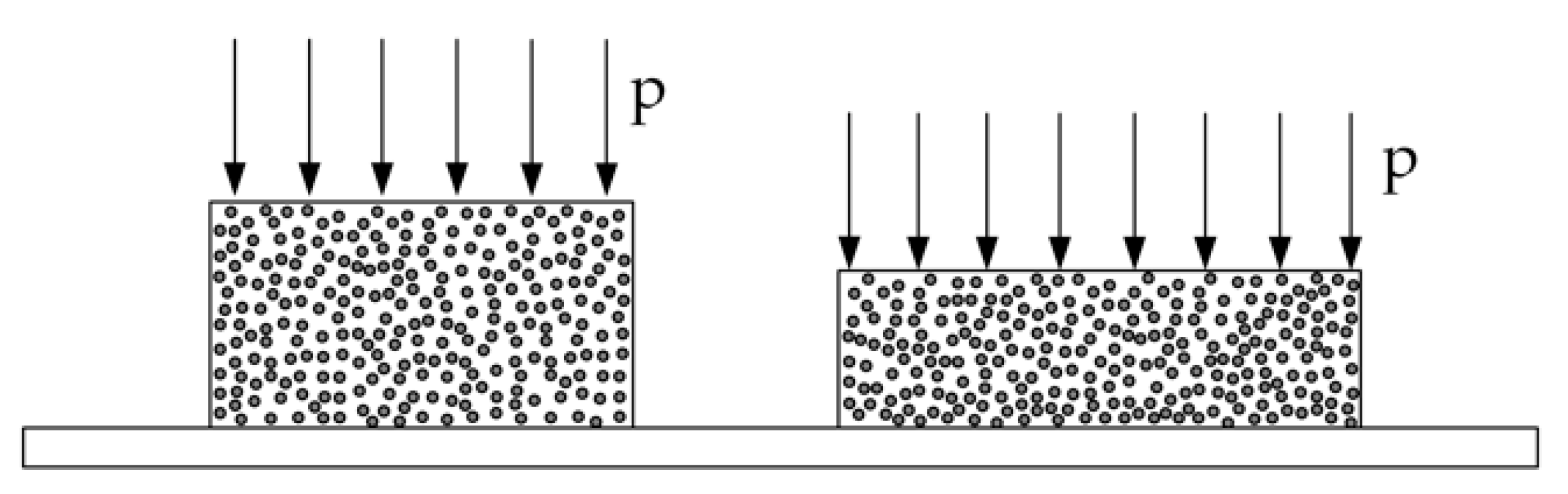
4.8.2. Hydraulic Effects (Squeezing, Transverse Flow)
4.9. Cure-Induced Waviness
4.9.1. Volumetric Shrinkage
4.9.2. Large Temperature Gradient in Thick Laminates
4.10. Unique Characteristics of Fabrication Processes
4.10.1. Filament Winding
4.10.2. Pultrusion
5. Classification Scheme
5.1. Number and Distribution of Waves
5.2. Traditional Differentiation of Wave Types—Constant or Changing Wave Amplitude
5.3. Phase Characteristics of the Wave Form
5.4. Visibility
5.5. Dimensional Characteristics
5.6. Continuity of Layers/Laminate
5.7. Portion and Position of the Wavy Region in the Laminate
5.8. Phase Characteristics of the Material
5.9. Influence of t/A Ratio
5.10. Geometric Position of the Wavy Region in the Part
6. Examples for Waviness Classification
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Potter, K.; Khan, B.; Wisnom, M.; Bell, T.; Stevens, J. Variability, fibre waviness and misalignment in the determination of the properties of composite materials and structures. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1343–1354. [Google Scholar] [CrossRef]
- Potter, K.D. Understanding the origins of defects and variability in composites manufacture. In Proceedings of the 17th ICCM International Conference on Composite Material, Edinburgh, UK, 27–31 July 2009; pp. 27–31. [Google Scholar]
- Belnoue, J.P.H.; Mesogitis, T.; Nixon-Pearson, O.J.; Kratz, J.; Ivanov, D.S.; Partridge, I.K.; Potter, K.D.; Hallett, S.R. Understanding and predicting defect formation in automated fibre placement pre-preg laminates. Compos. Part A Appl. Sci. Manuf. 2017, 102, 196–206. [Google Scholar] [CrossRef]
- Boisse, P.; Colmars, J.; Hamila, N.; Naouar, N.; Steer, Q. Bending and wrinkling of composite fiber preforms and prepregs. A review and new developments in the draping simulations. Compos. Part B Eng. 2018, 141, 234–249. [Google Scholar] [CrossRef]
- Sjölander, J.; Hallander, P.; Akermo, M. Forming induced wrinkling of composite laminates: A numerical study on wrinkling mechanisms. Compos. Part A Appl. Sci. Manuf. 2016, 81, 41–51. [Google Scholar] [CrossRef]
- Nelson, J.W.; Riddle, T.W.; Cairns, D.S.; Investigator, P. Effects of Defects in Composite Wind Turbine Blades: Round 1; Sandia National Laboratories: Albuquerque, NM, USA, 2012.
- Ishikawa, T.; Chou, T. Stiffness and strength behaviour of woven fabric composites. J. Mater. Sci. 1982, 17, 3211–3220. [Google Scholar] [CrossRef]
- Bogdanovič, A.E.; Pastore, C.M. Mechanics of Textile and Laminated Composites, 1st ed.; Chapman & Hall: London, UK, 1996. [Google Scholar]
- Lomov, S.V.; Huysmans, G.; Luo, Y.; Parnas, R.S.; Prodromou, A.; Verpoest, I.; Phelan, F.R. Textile composites: Modelling strategies. Compos.Part A Appl. Sci. Manuf. 2001, 32, 1379–1394. [Google Scholar] [CrossRef]
- Lomov, S.V.; Ivanov, D.S.; Truong, T.C.; Verpoest, I.; Baudry, F.; Vanden Bosche, K.; Xie, H. Experimental methodology of study of damage initiation and development in textile composites in uniaxial tensile test. Compos. Sci. Technol. 2008, 68, 2340–2349. [Google Scholar] [CrossRef] [Green Version]
- Davidson, P.; Waas, A. Effect of Fiber Waviness on the Compressive Strength of Unidirectional Carbon Fiber Composites. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference 20th AIAA/ASME/AHS Adaptive Structures Conference 14th AIAA, Honolulu, HI, USA, 23–26 April 2012; pp. 1–16. [Google Scholar]
- Thor, M.; Mandel, U.; Nagler, M.; Maier, F.; Tauchner, J.; Sause, M.G.R.; Hinterhölzl, R.M. Numerical and experimental investigation of out-of-plane fiber waviness on the mechanical properties of composite materials. Int. J. Mater. Form. 2020, 1–19. [Google Scholar] [CrossRef] [Green Version]
- Hsiao, H.M.; Daniel, I.M. Effect of fiber waviness on stiffness and strength reduction of unidirectional composites under compressive loading. Compos. Sci. Technol. 1996, 56, 581–593. [Google Scholar] [CrossRef]
- Cimini, C.A., Jr.; Tsai, S.W. Ply Waviness on in-Plane Stiffness of Composite Laminates. In Proceedings of the 12th ICCM, Paris, France, 7–9 July 1999. [Google Scholar]
- El-Hajjar, R.F.; Petersen, D.R. Gaussian function characterization of unnotched tension behavior in a carbon/epoxy composite containing localized fiber waviness. Compos. Struct. 2011, 93, 2400–2408. [Google Scholar] [CrossRef]
- Caiazzo, A.; Orlet, M.; McShane, H.; Strait, L.; Rachau, C. The effects of marcel defects on composite structural properties. Compos. Struct. Theory Pract. 2000, 1383, 158–187. [Google Scholar]
- Schürmann, H. Konstruieren Mit Faser-Kunststoff-Verbunden; Springer: Berlin, Germany, 2007. [Google Scholar]
- Dodwell, T.J.; Butler, R.; Hunt, G.W. Out-of-plane ply wrinkling defects during consolidation over an external radius. Compos. Sci. Technol. 2014, 105, 151–159. [Google Scholar] [CrossRef] [Green Version]
- Boisse, P.; Hamila, N.; Madeo, A. Modelling the development of defects during composite reinforcements and prepreg forming. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2016, 374, 20150269. [Google Scholar] [CrossRef] [PubMed]
- Hou, M. Stamp Forming of Fabric-Reinforced Thermoplastic Composites. Polym. Compos. 1996, 17, 596–603. [Google Scholar] [CrossRef]
- O’Brádaigh, C.M.; Pipes, R.B.; Mallon, P.J. Issues in diaphragm forming of continuous fiber reinforced thermoplastic composites. Polym. Compos. 1991, 12, 246–256. [Google Scholar] [CrossRef]
- Potter, K. Manufacturing defects as a cause of failure in polymer matrix composites. In Failure Mechanisms in Polymer Matrix Composites: Criteria, Testing and Industrial Applications; Woodhead Publishing: Cambridge, UK, 2012. [Google Scholar]
- Dong, C. Experimental investigation on the fiber preform deformation due to mold closure for composites processing. Int. J. Adv. Manuf. Technol. 2014, 71, 585–591. [Google Scholar] [CrossRef]
- Altmann, A.; Taubert, R.; Mandel, U.; Hinterhoelzl, R.; Drechsler, K. A continuum damage model to predict the influence of ply waviness on stiffness and strength in ultra-thick unidirectional Fiber-reinforced Plastics. J. Compos. Mater. 2015, 50, 2739–2755. [Google Scholar] [CrossRef]
- Bloom, L.D.; Wang, J.; Potter, K.D. Damage progression and defect sensitivity: An experimental study of representative wrinkles in tension. Compos. Part B Eng. 2013, 45, 449–458. [Google Scholar] [CrossRef]
- Boisse, P.; Hamila, N.; Vidal-Sallé, E.; Dumont, F. Simulation of wrinkling during textile composite reinforcement forming. Influence of tensile, in-plane shear and bending stiffnesses. Compos. Sci. Technol. 2011, 71, 683–692. [Google Scholar] [CrossRef] [Green Version]
- Tam, A.S.; Gutowski, T.G. The kinematics for forming ideal aligned fibre composites into complex shapes. Compos. Manuf. 1990, 1, 219–228. [Google Scholar] [CrossRef]
- Hallander, P.; Akermo, M.; Mattei, C.; Petersson, M.; Nyman, T. An experimental study of mechanisms behind wrinkle development during forming of composite laminates. Compos. Part A Appl. Sci. Manuf. 2013, 50, 54–64. [Google Scholar] [CrossRef]
- Akermo, M.; Larberg, Y.R.; Sjölander, J.; Hallander, P. Influence of interply friction on the forming of stacked UD prepreg. In Proceedings of the 19th ICCM International Conference on Composite Materials, Montreal, QC, Canada, 28 July–2 August 2013; pp. 919–928. [Google Scholar]
- Hallander, P.; Sjölander, J.; Akermo, M. Forming induced wrinkling of composite laminates with mixed ply material properties; an experimental study. Compos. Part A Appl. Sci. Manuf. 2015, 78, 234–245. [Google Scholar] [CrossRef]
- Hallander, P.; Sjölander, J.; Petersson, M.; Åkermo, M. Interface manipulation towards wrinkle-free forming of stacked UD prepreg layers. Compos. Part A Appl. Sci. Manuf. 2016, 90, 340–348. [Google Scholar] [CrossRef]
- Wang, J.; Paton, R.; Page, J.R. Draping of woven fabric preforms and prepregs for production of polymer composite components. Compos. Part A Appl. Sci. Manuf. 1999, 30, 757–765. [Google Scholar] [CrossRef]
- Lin, H.; Wang, J.; Long, A.C.; Clifford, M.J.; Harrison, P. Textile wrinkling in composite forming. In Proceedings of the AUTEX World Textile Conference, Raleigh, NC, USA, 11–14 June 2006; pp. 1–10. [Google Scholar]
- Hou, M.; Friedrich, K. 3-D stamp forming of thermoplastic matrix composites. Appl. Compos. Mater. 1994, 1, 135–153. [Google Scholar] [CrossRef]
- Murtagh, A.M.; Mallon, P.J. Characterisation of shearing and frictional behaviour during sheet forming. In Composite Sheet Forming; Bhattacharyya, D., Ed.; Elsevier: Amsterdam, The Netherlands, 1997; pp. 163–214. [Google Scholar]
- Christie, G.R.; Collins, I.F.; Bhattacharyya, D. Out-of-Plane Buckling of Fiber-Reinforced Thermoplastic Sheets Under Homogeneous Biaxial Conditions. J. Appl. Mech. 1995, 62, 834–840. [Google Scholar] [CrossRef]
- Monaghan, M.R.; Mallon, P.J.; O’Bradaigh, C.M.; Pipes, R.B. The Effect of Diaphragm Stiffness on the Quality of Diaphragm Formed Thermoplastic Composite Components. J. Thermoplast. Compos. Mater. 1990, 3, 202–215. [Google Scholar] [CrossRef]
- Hull, B.D.; Rogers, T.G.; Spencer, A.J.M. Theory of fibre buckling and wrinkling in shear flows of fibre-reinforced composites. Compos. Manuf. 1991, 2, 185–191. [Google Scholar] [CrossRef]
- Margossian, A. Forming of Tailored Thermoplastic Composite Blanks: Material Characterisation, Simulation and Validation. Ph.D. Thesis, Technische Universität München, Munich, Germany, 2017. [Google Scholar]
- Mallick, P.K. Processing of Polymer Matrix Composites; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Soll, W.; Gutowski, T.G. Forming Thermoplastic Composite Parts. In Proceedings of the 33rd International SAMPE Symposium and Exhibition, Anaheim, CA, USA, 7–10 March 1988; pp. 15–19. [Google Scholar]
- Aström, B.T. Thermoplastic composite sheet forming: Materials and manufacturing techniques. In Composite Sheet Forming; Bhattacharyya, D., Ed.; Elsevier: Amsterdam, The Netherlands, 1997; pp. 27–73. [Google Scholar]
- Bhattacharyya, D. Composite Sheet Forming; Elsevier Science B.V.: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Friedrich, K.; Hou, M.; Krebs, J. Thermoforming of continuous fibre/thermoplastic composite sheets. In Composite Sheet Forming; Bhattacharyya, D., Ed.; Elsevier: Amsterdam, The Netherlands, 1997; pp. 91–162. [Google Scholar]
- Li, H.; Gutowski, T.G. The forming of thermoset composites. In Composite Sheet Forming; Bhattacharyya, D., Ed.; Elsevier: Amsterdam, The Netherlands, 1997; pp. 441–472. [Google Scholar]
- Wakeman, M.D.; Manson, J.A.E. Composites manufacturing-thermoplastics. In Design and Manufacture of Textile Composites; Long, A.C., Ed.; Woodhead: Cambridge, UK, 2005; pp. 197–241. [Google Scholar]
- Li, H.L.; Koch, P.; Prevorsek, D.C.; Oswald, H.J. Cold forming of plastics part I. Draw forming of thermoplastic sheets. Polym. Eng. Sci. 1971, 11, 99–108. [Google Scholar] [CrossRef]
- Broutman, L.J.; Kalpakjian, S.; Chawla, J. Deep drawability of biaxially rolled thermoplastic sheets. Polym. Eng. Sci. 1972, 12, 150–156. [Google Scholar] [CrossRef]
- Blom, A.W.; Lopes, C.S.; Kromwijk, P.J.; Gurdal, Z.; Camanho, P.P. A Theoretical Model to Study the Influence of Tow-Drop Areas on the Stiffness and Strength of Variable-stiffness Laminates. J. Compos. Mater. 2009, 43, 403–425. [Google Scholar] [CrossRef]
- Blom, A.W. Structural Performance of Fiber-Placed, Variable-Stiffness Composite Conical and Cylindrical Shells; Delft University of Technology: Delft, The Netherlands, 2010. [Google Scholar]
- Hörmann, P. Thermoset automated fibre placement—On steering effects and their prediction. Ph.D. Thesis, Technische Universität München, Munich, Germany, 2016. [Google Scholar]
- Lukaszewicz, D.H.J.A.; Ward, C.; Potter, K.D. The engineering aspects of automated prepreg layup: History, present and future. Compos. Part B Eng. 2012, 43, 997–1009. [Google Scholar] [CrossRef]
- Heinecke, F.; Willberg, C. Manufacturing-Induced Imperfections in Composite Parts Manufactured via Automated Fiber Placement. J. Compos. Sci. 2019, 3, 56. [Google Scholar] [CrossRef] [Green Version]
- Beakou, A.; Cano, M.; Le Cam, J.B.; Verney, V. Modelling slit tape buckling during automated prepreg manufacturing: A local approach. Compos. Struct. 2011, 93, 2628–2635. [Google Scholar] [CrossRef] [Green Version]
- Bakhshi, N.; Hojjati, M. Time-dependent wrinkle formation during tow steering in automated fiber placement. Compos. Part B Eng. 2019, 165, 586–593. [Google Scholar] [CrossRef]
- Lukaszewicz, D.H.J.A.; Potter, K.D.; Eales, J. A concept for the in situ consolidation of thermoset matrix prepreg during automated lay-up. Compos. Part B Eng. 2013, 45, 538–543. [Google Scholar] [CrossRef]
- Lichtinger, R.; Hörmann, P.; Stelzl, D.; Hinterhölzl, R. The effects of heat input on adjacent paths during Automated Fibre Placement. Compos. Part A Appl. Sci. Manuf. 2015, 68, 387–397. [Google Scholar] [CrossRef]
- Chinesta, F.; Leygue, A.; Bognet, B.; Ghnatios, C.; Poulhaon, F.; Bordeu, F.; Barasinski, A.; Poitou, A.; Chatel, S.; Maison-Le-Poec, S. First steps towards an advanced simulation of composites manufacturing by automated tape placement. Int. J. Mater. Form. 2014, 7, 81–92. [Google Scholar] [CrossRef] [Green Version]
- Matveev, M.Y.; Schubel, P.J.; Long, A.C.; Jones, I.A. Understanding the buckling behaviour of steered tows in Automated Dry Fibre Placement (ADFP). Compos. Part A Appl. Sci. Manuf. 2016, 90, 451–456. [Google Scholar] [CrossRef]
- Kim, B.C.; Hazra, K.; Weaver, P.; Potter, K. Limitations of Fibre Placement Techniques for Variable Angle Tow Composites and Their Process-Induced Defects. In Proceedings of the 18th ICCM International Conference on Composites Materials, Jeju, Korea, 21–26 August 2011. [Google Scholar]
- Rajan, S.; Sutton, M.A.; Wehbe, R.; Tatting, B.; Gürdal, Z.; Kidane, A.; Harik, R. Experimental investigation of prepreg slit tape wrinkling during automated fiber placement process using StereoDIC. Compos. Part B Eng. 2019, 160, 546–557. [Google Scholar] [CrossRef]
- Viisainen, V.; Zhou, J.; Sutcliffe, M.; Street, T. Development of a Composite Forming Limit Diagram: A Feasibility Study. In Proceedings of the 22nd ICCM International Conference on Composite Materials, Melbourne, Australia, 11–16 August 2019. [Google Scholar]
- Hoa, S.V. Principles of the Manufacturing of Composite Materials; DEStech Publications Inc.: Lancaster, PA, USA, 2009. [Google Scholar]
- Hubert, P.; Centea, T.; Grunefelder, L.; Nutt, S.; Kratz, J.; Levy, A. Out-of-Autoclave Prepreg Processing; Elsevier Ltd.: Amsterdam, The Netherlands, 2018; Volume 2. [Google Scholar]
- Lightfoot, J.S.; Wisnom, M.R.; Potter, K. A new mechanism for the formation of ply wrinkles due to shear between plies. Compos. Part A Appl. Sci. Manuf. 2013, 49, 139–147. [Google Scholar] [CrossRef]
- Levy, A.; Hubert, P. Vacuum-bagged composite laminate forming processes: Predicting thickness deviation in complex shapes. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105568. [Google Scholar] [CrossRef]
- Hubert, P.; Poursartip, A. Aspects of the Compaction of Composite Angle Laminates: An Experimental Investigation. J. Compos. Mater. 2001, 35, 2–26. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Method for Static and Kinetic Coefficients of Friction of Plastic Film and Sheeting; ASTM D1894-11; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Sachs, U.; Akkerman, R.; Fetfatsidis, K.; Vidal-Sallé, E.; Schumacher, J.; Ziegmann, G.; Allaoui, S.; Hivet, G.; Maron, B.; Vanclooster, K.; et al. Characterization of the dynamic friction of woven fabrics: Experimental methods and benchmark results. Compos. Part A Appl. Sci. Manuf. 2014, 67, 289–298. [Google Scholar] [CrossRef]
- Farnand, K.; Zobeiry, N.; Poursartip, A.; Fernlund, G. Micro-level mechanisms of fiber waviness and wrinkling during hot drape forming of unidirectional prepreg composites. Compos. Part A Appl. Sci. Manuf. 2017, 103, 168–177. [Google Scholar] [CrossRef]
- Ross, J.A.; Cuda, S.F.; McLaughlin, M.R.; Rush, M.R.; Farr, C.L.; Smith, D.B.; Desai, N.A.; Kennedy, T.J.; Deobald, L.R. The Boeing Company Patent Application Publication (10). U.S. Patent No. 2016/0176500 A1, 23 June 2016. [Google Scholar]
- Breuer, U.P. Commercial Aircraft Composite Technology; Springer International Publishing: Cham, Switzerland, 2016. [Google Scholar]
- Hassan, M.H.; Othman, A.R.; Kamaruddin, S. A review on the manufacturing defects of complex-shaped laminate in aircraft composite structures. Int. J. Adv. Manuf. Technol. 2017, 91, 4081–4094. [Google Scholar] [CrossRef]
- Heimbs, S.; Middendorf, P.; Maier, M. Honeycomb Sandwich Material Modeling for Dynamic Simulations of Aircraft Interior Components. In Proceedings of the 9th International LS-DYNA Users Conference, Dearborn, MI, USA, 4–6 June 2006. [Google Scholar]
- Lamontia, M.A.; Funck, S.B.; Gruber, M.B.; Cope, R.D.; Waibel, B.J.; Gopez, N.M. Manufacturing flat and cylindrical laminates and built up structure using automated thermoplastic tape laying, fiber placement, and filament winding. SAMPE J. 2003, 39, 30–38. [Google Scholar]
- Riss, F.; Schilp, J.; Reinhart, G. Load-dependent optimization of honeycombs for sandwich components-new possibilities by using additive layer manufacturing. Phys. Procedia 2014, 56, 327–335. [Google Scholar] [CrossRef]
- Fischer, F.J.C.; Mezakeu Tongnan, Y.; Beyrle, M.; Gerngross, T.; Kupke, M. Characterization of Production-Induced Defects in Carbon Fiber Reinforced Thermoplastic Technology. In Proceedings of the 7th International Symposium on NDT in Aerospace, Bremen, Germany, 16–18 November 2015; pp. 1–19. [Google Scholar]
- Elkington, M.; Bloom, D.; Ward, C.; Chatzimichali, A.; Potter, K. Hand layup: Understanding the manual process. Adv. Manuf. Polym. Compos. Sci. 2015, 1, 138–151. [Google Scholar]
- Elhajjar, R.; Grant, P.; Ashforth, C. Composite Structures; John Wiley & Sons Ltd.: Chichester, UK, 2018. [Google Scholar]
- Campbell, F.C. Manufacturing Processes for Advanced Composites; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Ersoy, N.; Garstka, T.; Potter, K.; Wisnom, M.R.; Porter, D.; Clegg, M.; Stringer, G. Development of the properties of a carbon fibre reinforced thermosetting composite through cure. Compos. Part A Appl. Sci. Manuf. 2010, 41, 401–409. [Google Scholar] [CrossRef]
- Krebs, J.; Friedrich, K.; Bhattacharyya, D. A direct comparison of matched-die versus diaphragm forming. Compos. Part A Appl. Sci. Manuf. 1998, 29, 183–188. [Google Scholar] [CrossRef]
- Tam, A.S.; Gutowski, T.G. Ply-Slip during the Forming of Thermoplastic Composite Parts. J. Compos. Mater. 1989, 23, 587–605. [Google Scholar] [CrossRef]
- Hou, M.; Friedrich, K. Zum Thermoformen von Hochleistungsverbundwerkstoffen mit thermoplastischer Matrix. In Proceedings of the AVK Conference, Stuttgart, Germany, 26–27 September 2011; Arbeitsgemeinschaft Verstärkte Kunststoffe e.V. (AVK): Berlin, Germany, 1991; pp. 12–14. [Google Scholar]
- Hou, M.; Friedrich, K.; Scherer, R. Optimization of stamp forming of thermoplastic composite bends. Compos. Struct. 1994, 27, 157–167. [Google Scholar] [CrossRef]
- Scherer, R.; Friedrich, K. Experimental Background for Finite Element Analysis of the Interply-Slip Process during Thermoforming of Thermoplastic Composites. In Developments in the Science and Technology of Composite Materials; Füller, J., Grüninger, G., Schulte, K., Bunsell, A.R., Massiah, A., Eds.; Springer: Dordrecht, The Netherlands, 1990; pp. 1001–1006. [Google Scholar]
- Pandey, R.K.; Sun, C.T. Mechanisms of wrinkle formation during the processing of composite laminates. Compos. Sci. Technol. 1999, 59, 405–417. [Google Scholar] [CrossRef]
- Cakmak, M.; Dutta, A. Instrumented thermoforming of advanced thermoplastic composites. II: Dynamics of double curvature part formation and structure development from PEEK/carbon fiber prepreg tapes. Polym. Compos. 1991, 12, 338–353. [Google Scholar] [CrossRef]
- Ruiz, E.; Trochu, F. Numerical analysis of cure temperature and internal stresses in thin and thick RTM parts. Compos. Part A Appl. Sci. Manuf. 2005, 36, 806–826. [Google Scholar] [CrossRef]
- Kugler, D.; Moon, T.J. Identification of the Most Significant Processing Parameters on the Developments of Fiber Wavinses in Thin Laminates. J. Compos. Mater. 2002, 36, 1451–1479. [Google Scholar] [CrossRef]
- Belnoue, J.P.H.; Nixon-Pearson, O.J.; Thompson, A.J.; Ivanov, D.S.; Potter, K.D.; Hallett, S.R. Consolidation-Driven Defect Generation in Thick Composite Parts. J. Manuf. Sci. Eng. 2018, 140. [Google Scholar] [CrossRef] [Green Version]
- Wiersma, H.W.; Peeters, L.J.B.; Akkerman, R. Prediction of springforward in continuous-fibre/polymer L-shaped parts. Compos. Part A Appl. Sci. Manuf. 1998, 29, 1333–1342. [Google Scholar] [CrossRef]
- Ding, A.; Li, S.; Sun, J.; Wang, J.; Zu, L. A comparison of process-induced residual stresses and distortions in composite structures with different constitutive laws. J. Reinf. Plast. Compos. 2016, 35, 807–823. [Google Scholar] [CrossRef]
- Cogswell, F.N. The experience of thermoplastic structural composites during processing. Compos. Manuf. 1991, 2, 208–216. [Google Scholar] [CrossRef]
- Zhang, Y.; Xia, Z.; Ellyin, F. Evolution and influence of residual stresses/strains of fiber reinforced laminates. Compos. Sci. Technol. 2004, 64, 1613–1621. [Google Scholar] [CrossRef]
- Karami, G.; Garnich, M. Micromechanical study of thermoelastic behavior of composites with periodic fiber waviness. Compos. Part B Eng. 2005, 36, 241–248. [Google Scholar] [CrossRef]
- Ersoy, N.; Potter, K.; Wisnom, M.R.; Clegg, M.J. An experimental method to study the frictional processes during composites manufacturing. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1536–1544. [Google Scholar] [CrossRef]
- De Luca, P.; Lefébure, P.; Pickett, A.K. Numerical and experimental investigation of some press forming parameters of two fibre reinforced thermoplastics: APC2-AS4 and PEI-CETEX. Compos. Part A Appl. Sci. Manuf. 1998, 29, 101–110. [Google Scholar] [CrossRef]
- Croft, K.; Lessard, L.; Pasini, D.; Hojjati, M.; Chen, J.; Yousefpour, A. Experimental study of the effect of automated fiber placement induced defects on performance of composite laminates. Compos. Part A Appl. Sci. Manuf. 2011, 42, 484–491. [Google Scholar] [CrossRef] [Green Version]
- Lan, M.; Cartié, D.; Davies, P.; Baley, C. Microstructure and tensile properties of carbon-epoxy laminates produced by automated fibre placement: Influence of a caul plate on the effects of gap and overlap embedded defects. Compos. Part A Appl. Sci. Manuf. 2015, 78, 124–134. [Google Scholar] [CrossRef] [Green Version]
- Lan, M.; Cartié, D.; Davies, P.; Baley, C. Influence of embedded gap and overlap fiber placement defects on the microstructure and shear and compression properties of carbon-epoxy laminates. Compos. Part A Appl. Sci. Manuf. 2016, 82, 198–207. [Google Scholar] [CrossRef] [Green Version]
- Murri, G.B. Influence of Ply Waviness on Fatigue Life of Tapered Composite Flexbeam Laminates. In Composite Structures: Theory and Practice; ASTM International: West Conshohocken, PA, USA, 1999. [Google Scholar]
- Hart-Smith, L.J. Designing with advanced fibrous composites. In Workshop on New Materials and Processes for Mechanical Design 1988: Preprints of Papers; Institution of Engineers: Brisbane, Australia, 1988. [Google Scholar]
- Steeves, C.A.; Fleck, N.A. Compressive strength of composite laminates with terminated internal plies. Compos. Part A Appl. Sci. Manuf. 2005, 36, 798–805. [Google Scholar] [CrossRef]
- Gereke, T.; Döbrich, O.; Hübner, M.; Cherif, C. Experimental and computational composite textile reinforcement forming: A review. Compos. Part A Appl. Sci. Manuf. 2013, 46, 1–10. [Google Scholar] [CrossRef]
- Dai, S.; Cunningham, P.R.; Marshall, S.; Silva, C. Influence of fibre architecture on the tensile, compressive and flexural behaviour of 3D woven composites. Compos. Part A Appl. Sci. Manuf. 2015, 69, 195–207. [Google Scholar] [CrossRef] [Green Version]
- Long, A.C.; Rudd, C.D.; Blagdon, M.; Smith, P. Characterizing the processing and performance of aligned reinforcements during preform manufacture. Compos. Part A Appl. Sci. Manuf. 1996, 27, 247–253. [Google Scholar] [CrossRef]
- Prodromou, A.G.; Chen, J. On the relationship between shear angle and wrinkling of textile composite preforms. Compos. Part A Appl. Sci. Manuf. 1997, 28, 491–503. [Google Scholar] [CrossRef]
- Hosseini, A.; Kashani, M.H.; Sassani, F.; Milani, A.S.; Ko, F.K. Identifying the distinct shear wrinkling behavior of woven composite preforms under bias extension and picture frame tests. Compos. Struct. 2018, 185, 764–773. [Google Scholar] [CrossRef]
- Hamila, N.; Boisse, P.; Sabourin, F.; Brunet, M. A semi-discrete shell finite element for textile composite reinforcement forming simulation. Int. J. Numer. Methods Eng. 2009, 79, 1443–1466. [Google Scholar] [CrossRef]
- Allaoui, S.; Hivet, G.; Soulat, D.; Wendling, A.; Ouagne, P.; Chatel, S. Experimental preforming of highly double curved shapes with a case corner using an interlock reinforcement. Int. J. Mater. Form. 2014, 7, 155–165. [Google Scholar] [CrossRef]
- Allaoui, S.; Boisse, P.; Chatel, S.; Hamila, N.; Hivet, G.; Soulat, D.; Vidal-Salle, E. Experimental and numerical analyses of textile reinforcement forming of a tetrahedral shape. Compos. Part A Appl. Sci. Manuf. 2011, 42, 612–622. [Google Scholar] [CrossRef]
- Launay, J.; Hivet, G.; Duong, A.V.; Boisse, P. Experimental analysis of the influence of tensions on in plane shear behaviour of woven composite reinforcements. Compos. Sci. Technol. 2008, 68, 506–515. [Google Scholar] [CrossRef] [Green Version]
- Lomov, S.V.; Verpoest, I. Model of shear of woven fabric and parametric description of shear resistance of glass woven reinforcements. Compos. Sci. Technol. 2006, 66, 919–933. [Google Scholar] [CrossRef]
- Harrison, P.; Abdiwi, F.; Guo, Z.; Potluri, P.; Yu, W.R. Characterising the shear-tension coupling and wrinkling behaviour of woven engineering fabrics. Compos. Part A Appl. Sci. Manuf. 2012, 43, 903–914. [Google Scholar] [CrossRef]
- Allaoui, S.; Cellard, C.; Hivet, G. Effect of inter-ply sliding on the quality of multilayer interlock dry fabric preforms. Compos. Part A Appl. Sci. Manuf. 2015, 68, 336–345. [Google Scholar] [CrossRef] [Green Version]
- Lomov, S.V.; Belov, E.B.; Bischoff, T.; Ghosh, S.B.; Truong Chi, T.; Verpoest, I. Carbon composites based on multiaxial multiply stitched preforms. Part 1. Geometry of the preform. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1171–1183. [Google Scholar] [CrossRef]
- Cao, Y.; Feng, Y.; Wang, W.; Wu, D.; Zhu, Z. Estimation of Lamina Stiffness and Strength of Quadriaxial Non-Crimp Fabric Composites Based on Semi-Laminar Considerations. Appl. Sci. 2016, 6, 267. [Google Scholar] [CrossRef]
- Saboktakin, A. 3D Textile Preforms and Composites for Aircraft Structures: A Review. Int. J. Aviat. Aeronaut. Aerosp. 2019, 6, 2. [Google Scholar]
- Uhlig, K.; Tosch, M.; Bittrich, L.; Leipprand, A.; Dey, S.; Spickenheuer, A.; Heinrich, G. Meso-scaled finite element analysis of fiber reinforced plastics made by Tailored Fiber Placement. Compos. Struct. 2016, 143, 53–62. [Google Scholar] [CrossRef]
- Hazra, K.; Saverymuthapulle, M.; Hawthorne, M.; Stewart, D.L.; Weaver, P.; Potter, K. Investigation of Mechanical Properties of Tow Steered CFRP Panels. In Proceedings of the 17th ICCM International Conference on Composite Materials, Edinburgh, UK, 27–31 July 2009. [Google Scholar]
- Mouritz, A.P. Review of z-pinned composite laminates. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2383–2397. [Google Scholar] [CrossRef]
- Tong, L.; Mouritz, A.P.; Bannister, M.K. 3D Fibre Reinforced Polymer Composites; Elsevier Science Ltd.: Oxford, UK, 2002. [Google Scholar]
- Takeda, N.; Okabe, Y.; Kuwahara, J.; Kojima, S.; Ogisu, T. Development of smart composite structures with small-diameter fiber Bragg grating sensors for damage detection: Quantitative evaluation of delamination length in CFRP laminates using Lamb wave sensing. Compos. Sci. Technol. 2005, 65, 2575–2587. [Google Scholar] [CrossRef]
- Shivakumar, K.; Emmanwori, L. Mechanics of Failure of Composite Laminates with an Embedded Fiber Optic Sensor. J. Compos. Mater. 2004, 38, 669–680. [Google Scholar] [CrossRef]
- Luyckx, G.; Voet, E.; Lammens, N.; Degrieck, J. Strain measurements of composite laminates with embedded fibre bragg gratings: Criticism and opportunities for research. Sensors 2011, 11, 384–408. [Google Scholar] [CrossRef] [Green Version]
- Satori, K.; Fukuchi, K.; Kurosawa, Y.; Hongo, A.; Takeda, N. Polyimide-coated small-diameter optical fiber sensors for embedding in composite laminate structures. In Smart Structures and Materials 2001: Sensory Phenomena and Measurement Instrumentation for Smart Structures and Materials; International Society for Optics and Photonics: Bellingham, WA, USA, 2001; pp. 285–294. [Google Scholar]
- Suarez, E.; Sause, M.G.R.; Gallego, A. Influence of an optical fiber embedded on unidirectional CFRP laminates evaluated with the Acoustic Emission and 3D Digital Image Correlation techniques. In Proceedings of the Progress in Acoustic Emission XVIII, Kyoto, Japan, 5–8 December 2016. [Google Scholar]
- Skontorp, A. Composites with embedded optical fibers at structural details with inherent stress concentrations. J. Compos. Mater. 2002, 36, 2501–2515. [Google Scholar] [CrossRef]
- Sarantinos, N.; Tsantzalis, S.; Ucsnik, S.; Kostopoulos, V. Review of through-the-thickness reinforced composites in joints. Compos. Struct. 2019, 229, 111404. [Google Scholar] [CrossRef]
- Davidson, P.; Waas, A.M. The effects of defects on the compressive response of thick carbon composites: An experimental and computational study. Compos. Struct. 2017, 176, 582–596. [Google Scholar] [CrossRef]
- Hamidi, Y.K.; Altan, M.C. Process induced defects in liquid molding processes of composites. Int. Polym. Process. 2017, 32, 527–544. [Google Scholar] [CrossRef] [Green Version]
- Lightfoot, J.S.; Wisnom, M.R.; Potter, K. Defects in woven preforms: Formation mechanisms and the effects of laminate design and layup protocol. Compos. Part A Appl. Sci. Manuf. 2013, 51, 99–107. [Google Scholar] [CrossRef] [Green Version]
- Barnes, J.A.; Cogswell, F.N. Transverse flow processes in continuous fibre-reinforced thermoplastic composites. Composites 1989, 20, 38–42. [Google Scholar] [CrossRef]
- Hallett, S.R.; Belnoue, J.P.-H.; Nixon-Pearson, O.J.; Mesogitis, T.; Kratz, J.; Ivanov, D.S.; Partridge, I.K.; Potter, K.D. Understanding and Prediction of Fibre Waviness Defect Generation. In Proceedings of the American Society for Composites, Williamsburg, VA, USA, 19–22 September 2016. [Google Scholar]
- Parlevliet, P.P.; Bersee, H.E.N.; Beukers, A. Residual stresses in thermoplastic composites—a study of the literature. Part III: Effects of thermal residual stresses. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1581–1596. [Google Scholar] [CrossRef]
- Baran, I.; Cinar, K.; Ersoy, N.; Akkerman, R.; Hattel, J.H. A Review on the Mechanical Modeling of Composite Manufacturing Processes. Arch. Comput. Methods Eng. 2016, 24, 365–395. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Parlevliet, P.P.; Bersee, H.E.N.; Beukers, A. Residual stresses in thermoplastic composites—A study of the literature—Part I: Formation of residual stresses. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1847–1857. [Google Scholar] [CrossRef]
- Altmann, A. Matrix Dominated Effects of Defects on the Mechanical Properties of Wind Turbine Blades. Ph.D. Thesis, Technische Universität München, Munich, Germany, 2015. [Google Scholar]
- Bhalerao, M. On Process-Induced Fiber Waviness in Composites: Theory and Experiments; The University of Texas: Austin, TX, USA, 1996. [Google Scholar]
- Kiuchi, T.; Todoroki, A.; Matsuzaki, R.; Mizutani, Y. Fiber-Waviness Model in Filament Winding Process. J. Solid Mech. Mater. Eng. 2010, 4, 63–74. [Google Scholar] [CrossRef] [Green Version]
- Dutton, S.; Kelly, D.; Baker, A. Composite Materials for Aircraft Structures, 2nd ed.; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2004. [Google Scholar]
- Kugler, D.; Moon, T.J. The effects of Mandrel material and tow tension on defects and compressive strength of hoop-wound, on-line consolidated, composite rings. Compos. Part A Appl. Sci. Manuf. 2002, 33, 861–876. [Google Scholar] [CrossRef]
- Eduljee, R.F.; Gillespie, J.W. Elastic response of post- and in situ consolidated laminated cylinders. Compos. Part A Sci. Manuf. 1996, 27, 437–446. [Google Scholar] [CrossRef]
- Rudd, C.D.; Turner, M.R.; Long, A.C.; Middleton, V. Tow placement studies for liquid composite moulding. Compos. Part A Appl. Sci. Manuf. 1999, 30, 1105–1121. [Google Scholar]
- Calius, E.P.; Springer, G.S. A model of filament-wound thin cylinders. Int. J. Solids Struct. 1990, 26, 271–297. [Google Scholar] [CrossRef]
- Lee, S.Y.; Springer, G.S. Filament Winding Cylinders: III. Selection of the Process Variables. J. Compos. Mater. 1990, 24, 1270–1298. [Google Scholar] [CrossRef]
- Gillham, J.K. Formation and properties of thermosetting and high t g polymeric materials. Makromol. Chemie. Macromol. Symp. 1987, 7, 67–74. [Google Scholar] [CrossRef]
- Svanberg, J.M.; Holmberg, J.A. An experimental investigation on mechanisms for manufacturing induced shape distortions in homogeneous and balanced laminates. Compos. Part A Appl. Sci. Manuf. 2001, 32, 827–838. [Google Scholar] [CrossRef]
- Wisnom, M.R.; Gigliotti, M.; Ersoy, N.; Campbell, M.; Potter, K.D. Mechanisms generating residual stresses and distortion during manufacture of polymer-matrix composite structures. Compos. Part A Appl. Sci. Manuf. 2006, 37, 522–529. [Google Scholar] [CrossRef]
- Bogetti, T.A.; Gillespie, J.W. Process-Induced Stress and Deformation in Thick-Section Thermoset Composite Laminates. J. Compos. Mater. 1992, 26, 626–660. [Google Scholar] [CrossRef]
- Coogler, K.; Harries, K.A.; Wan, B.; Rizos, D.C.; Petrou, M.F. Critical Evaluation of Strain Measurements in Glass Fiber-Reinforced Polymer Bridge Decks. J. Bridge Eng. 2005, 10, 704–712. [Google Scholar] [CrossRef]
- Sebastian, W.M. Fibre waviness in pultruded bridge deck profiles: Geometric characterisation and consequences on ultimate behaviour. Compos. Part B Eng. 2018, 146, 270–280. [Google Scholar] [CrossRef]
- Turvey, G.J.; Zhang, Y. Characterisation of the rotational stiffness and strength of web-flange junctions of pultruded GRP WF-sections via web bending tests. Compos. Part A Appl. Sci. Manuf. 2006, 37, 152–164. [Google Scholar] [CrossRef]
- Sebastian, W.M.; Keller, T.; Ross, J. Influences of polymer concrete surfacing and localised load distribution on behaviour up to failure of an orthotropic FRP bridge deck. Compos. Part B Eng. 2013, 45, 1234–1250. [Google Scholar] [CrossRef]
- Feo, L.; Mosallam, A.S.; Penna, R. Mechanical behavior of web-flange junctions of thin-walled pultruded I-profiles: An experimental and numerical evaluation. Compos. Part B Eng. 2013, 48, 18–39. [Google Scholar] [CrossRef]
- Yanes-Armas, S.; de Castro, J.; Keller, T. Energy dissipation and recovery in web-flange junctions of pultruded GFRP decks. Compos. Struct. 2016, 148, 168–180. [Google Scholar] [CrossRef]
- Yanes-Armas, S.; de Castro, J.; Keller, T. System transverse in-plane shear stiffness of pultruded GFRP bridge decks. Eng. Struct. 2016, 107, 34–46. [Google Scholar] [CrossRef]
- Hsiao, H.M.; Daniel, I.M. Elastic properties of composites with fiber waviness. Compos. Part A Appl. Sci. Manuf. 1996, 27, 931–940. [Google Scholar] [CrossRef]
- Kuo, C.M.; Takahashi, K.; Chou, T.W. Effect of Fiber Waviness on the Nonlinear Elastic Behavior of Flexible Composites. J. Compos. Mater. 1988, 22, 1004–1025. [Google Scholar] [CrossRef]
- Camanho, P.P.; Dávila, C.G.; Pinho, S.T.; Iannucci, L.; Robinson, P. Prediction of in situ strengths and matrix cracking in composites under transverse tension and in-plane shear. Compos. Part A Appl. Sci. Manuf. 2006, 37, 165–176. [Google Scholar] [CrossRef] [Green Version]
- Hinterhölzl, R.M.; Haller, H.; Luger, M.; Klar, R. Strategy for a simulation based assessment of effects of manufacturing process induced fiber deflections on the structural behavior of a thick walled composite part. In Proceedings of the 5th International Conference Supply Wings Airtech, Frankfurt, Germany, 2–4 November 2010. [Google Scholar]






































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slit-Tape Width | Typical Minimum Steering Radius |
|---|---|
| 3.175 mm 1/8″ | 635.0 mm 25″ |
| 6.350 mm 1/4″ | 1778 mm 70″ |
| 12.70 mm 1/2″ | 8890 mm 350″ |
| Material | Coefficient of Thermal Expansion [10−6/°C] | |
|---|---|---|
| CFR-Epoxy—UD longitudinal | 0.3 | [92,93] |
| CFR-Epoxy—UD transverse | 35 | [92,93] |
| CFR-PEEK—UD longitudinal | 0.4 (23–143 °C)—solid state 0 (143–343 °C)—rubbery region | [94] |
| CFR-PEEK—UD transverse | 30 (23–143 °C)—solid state 80 (143–343 °C)—rubbery region | [94] |
| CFR-PEEK—quasi isotropic | 2.9 (23–143 °C)—solid state 7 (143–343 °C)—rubbery region | [94] |
| Neat epoxy resin | 55–76 | [92,95,96] |
| Carbon fiber—longitudinal | −0.4–−0.75 (High strength—high modulus fibers) | [80,96] |
| Carbon fiber—transverse | 8 | [96] |
| Glass fiber | 5 | [80,95] |
| Aluminum | 12–25 | [80,97] |
| Steel | 7–12 | [80,92] |
| Example of Fiber Waviness | Number and Distribution (Single, Stochastic or In-Phase Distributed) | Through-Thickness Wave Form (Uniform vs. Graded) | Phase Characteristics of the Wave Form (Iso-Phase, Random-Phase) | Visibility (Embedded, Hump, Indention, Wave) | Dimensional Characteristics (2D, 3D) | Continuity of Layers/Laminate (Continuous, Non-Continuous) | Position (Centered, Outer Plies, Whole Laminate) | Phase Characteristics (Microscopic, Macroscopic) | Level of Influence (Material, Structure) | Geometric Position (Flat or Slightly Curved Areas, Complex Geometries) |
|---|---|---|---|---|---|---|---|---|---|---|
 | Single | Uniform | Iso-phase | Wave | 2D | Continuous | Whole laminate | Microscopic | Structural | Flat |
 | Single | Graded | Iso-phase | Embedded | 2D | Continuous | Whole laminate | Microscopic | Material | Flat |
 [162] | Stochastic distributed | Graded | Random-phase | Embedded | 3D | Non-continuous | Whole laminate | Microscopic | Material | T-joint |
 [11] | Single | Graded | Iso-phase | Hump | 2D | Continuous | Whole laminate | Macroscopic | Material | Flat |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thor, M.; Sause, M.G.R.; Hinterhölzl, R.M. Mechanisms of Origin and Classification of Out-of-Plane Fiber Waviness in Composite Materials—A Review. J. Compos. Sci. 2020, 4, 130. https://doi.org/10.3390/jcs4030130
Thor M, Sause MGR, Hinterhölzl RM. Mechanisms of Origin and Classification of Out-of-Plane Fiber Waviness in Composite Materials—A Review. Journal of Composites Science. 2020; 4(3):130. https://doi.org/10.3390/jcs4030130
Chicago/Turabian StyleThor, Michael, Markus G. R. Sause, and Roland M. Hinterhölzl. 2020. "Mechanisms of Origin and Classification of Out-of-Plane Fiber Waviness in Composite Materials—A Review" Journal of Composites Science 4, no. 3: 130. https://doi.org/10.3390/jcs4030130