
Extrusion Additive Manufacturing of PEI Pellets

Abstract
:1. Introduction
2. Scientific State of the Art
2.1. Cost Analyses
2.2. Effect of Kinematic Process Parameters
2.3. Effect of Aging Conditions
2.4. Effect of Thermal Process Parameters
2.5. Applications
3. Materials and Methods
Feedstock Material and Its Properties
4. Results and Discussion
4.1. Determination of Thermal Process Conditions
4.2. Warping Process Window
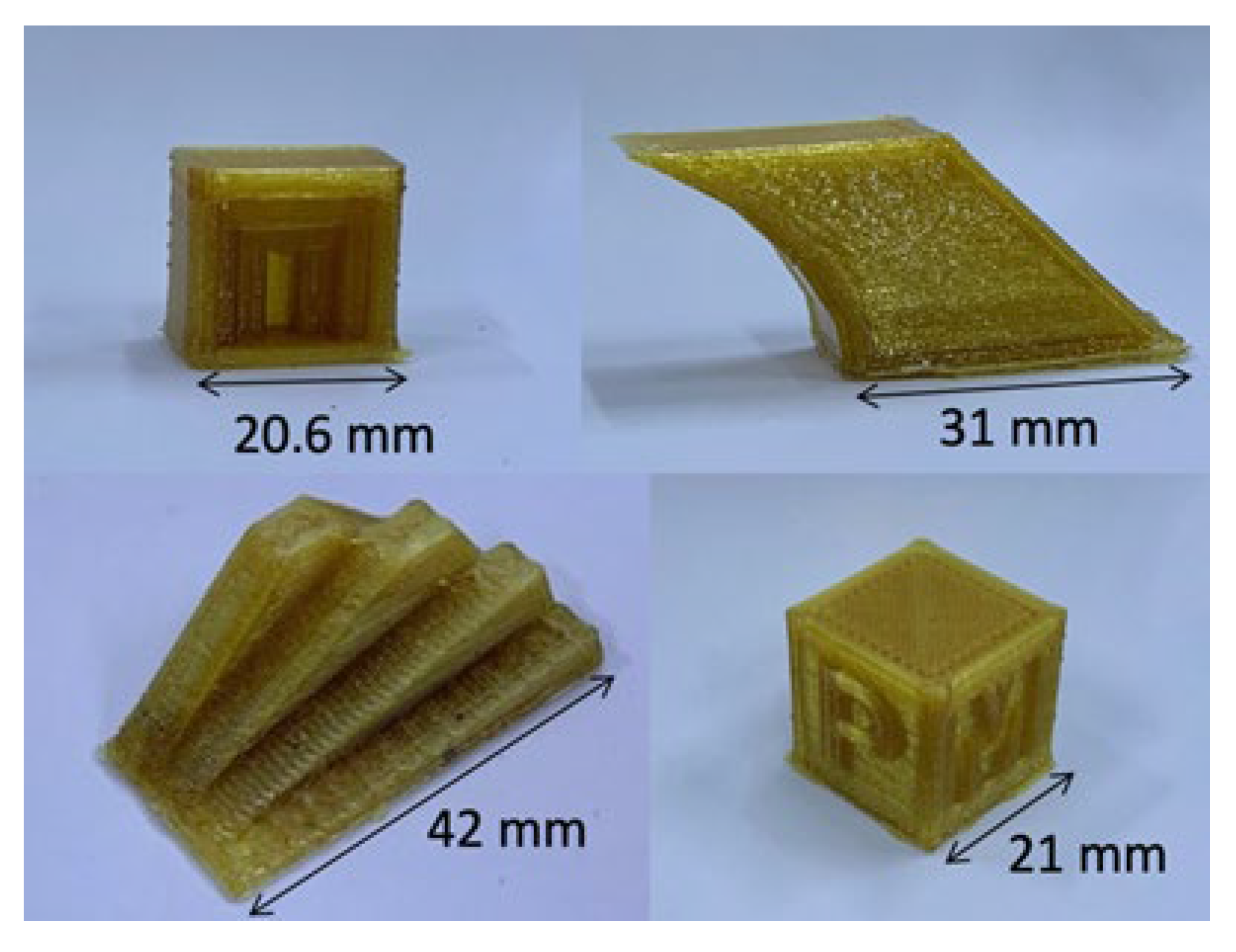
4.3. Cooling Power Process Window
4.4. Improvement of Inter-Layer Adhesion
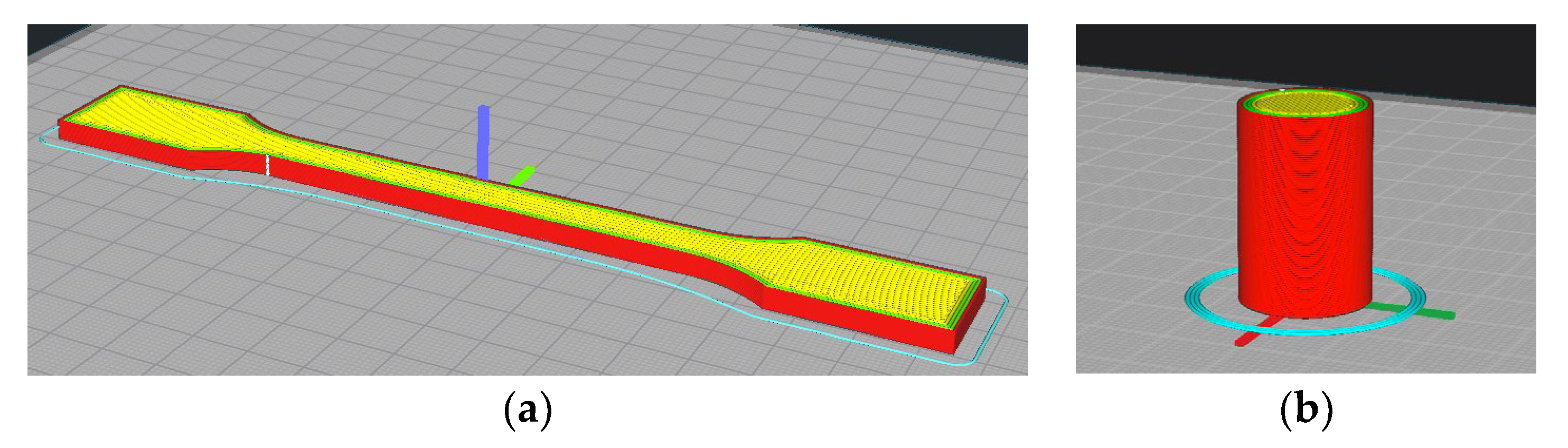
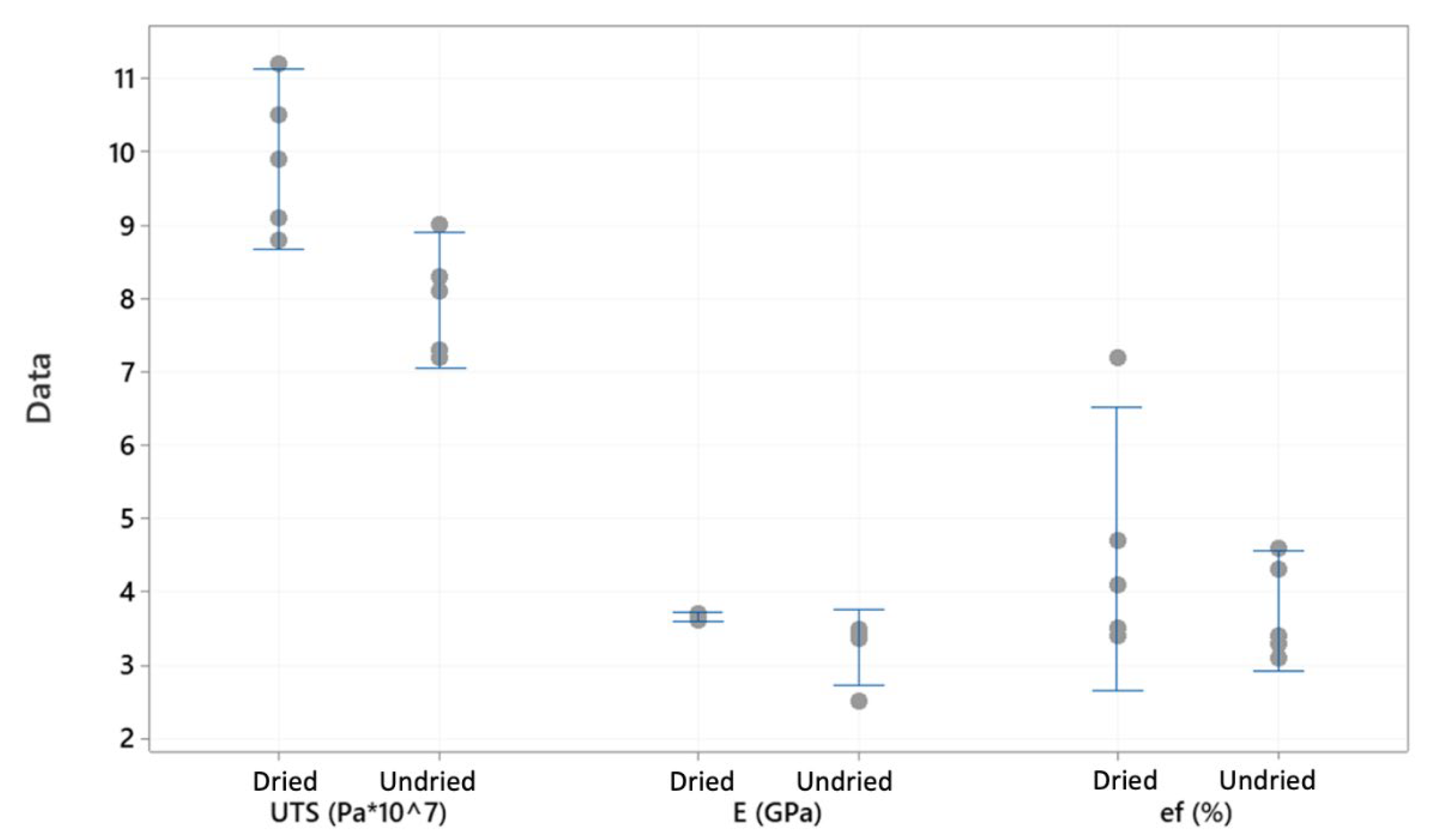
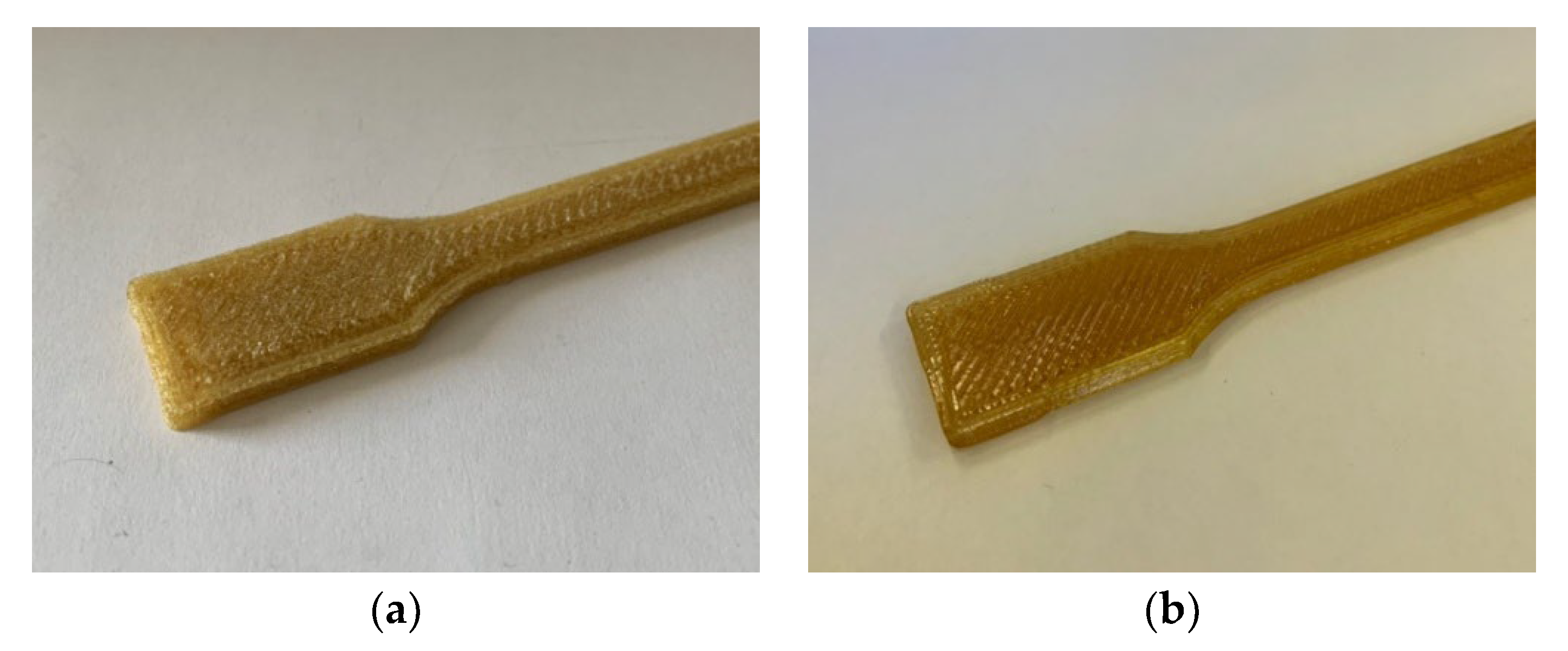
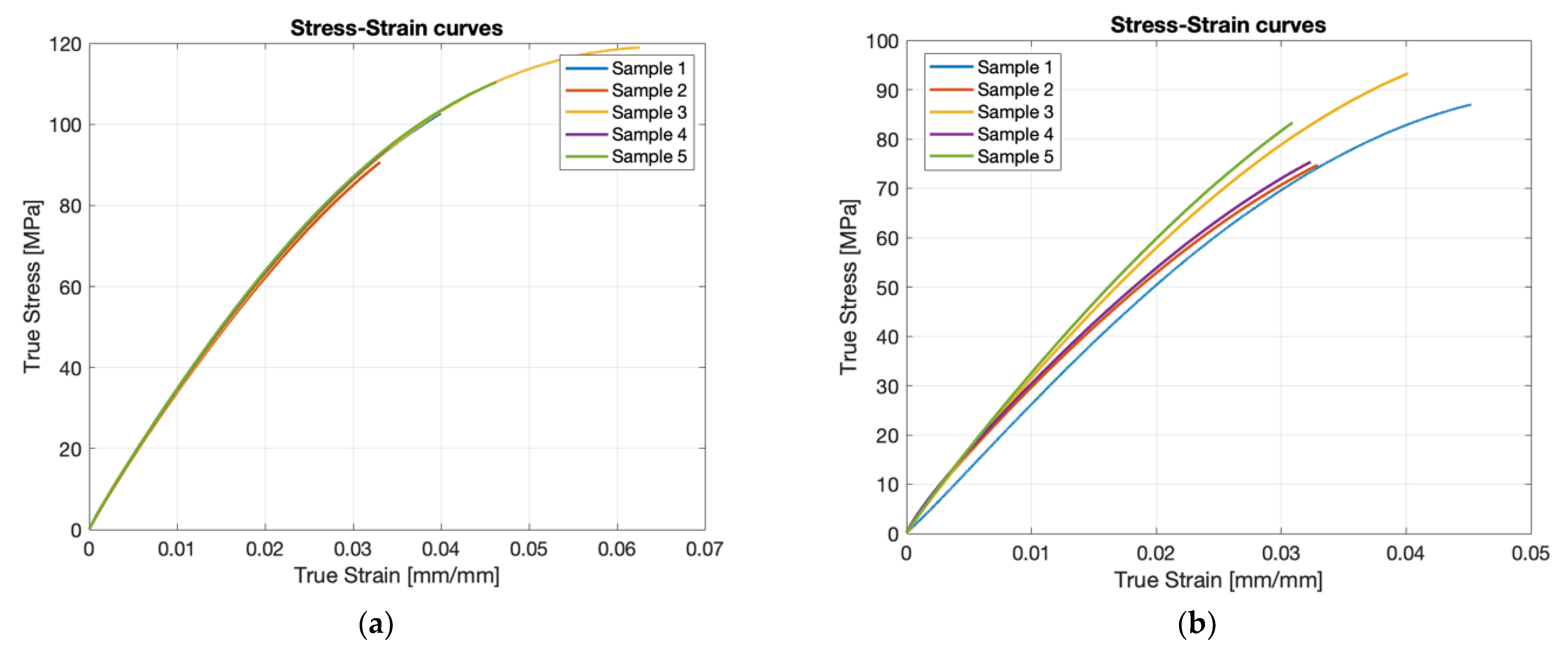
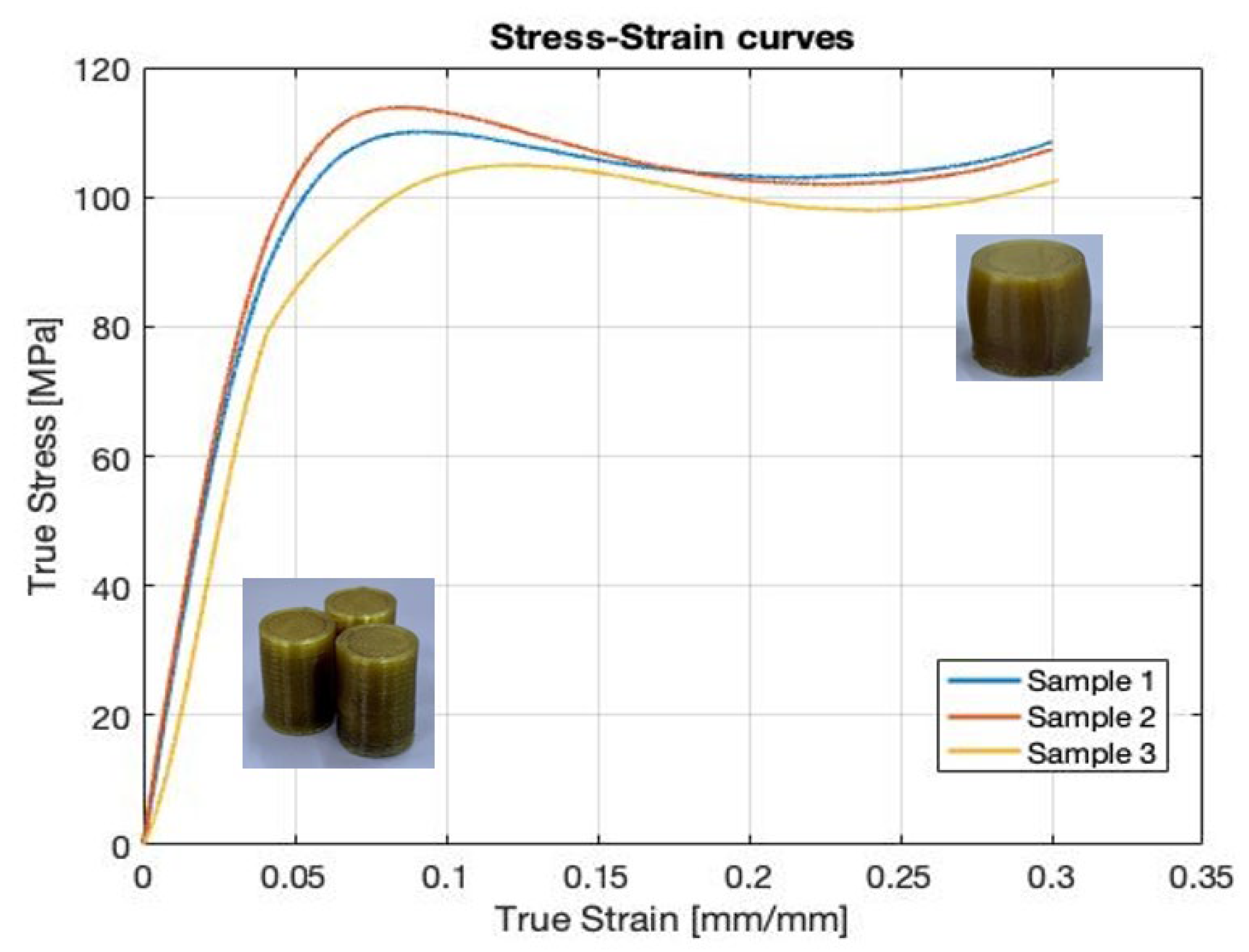
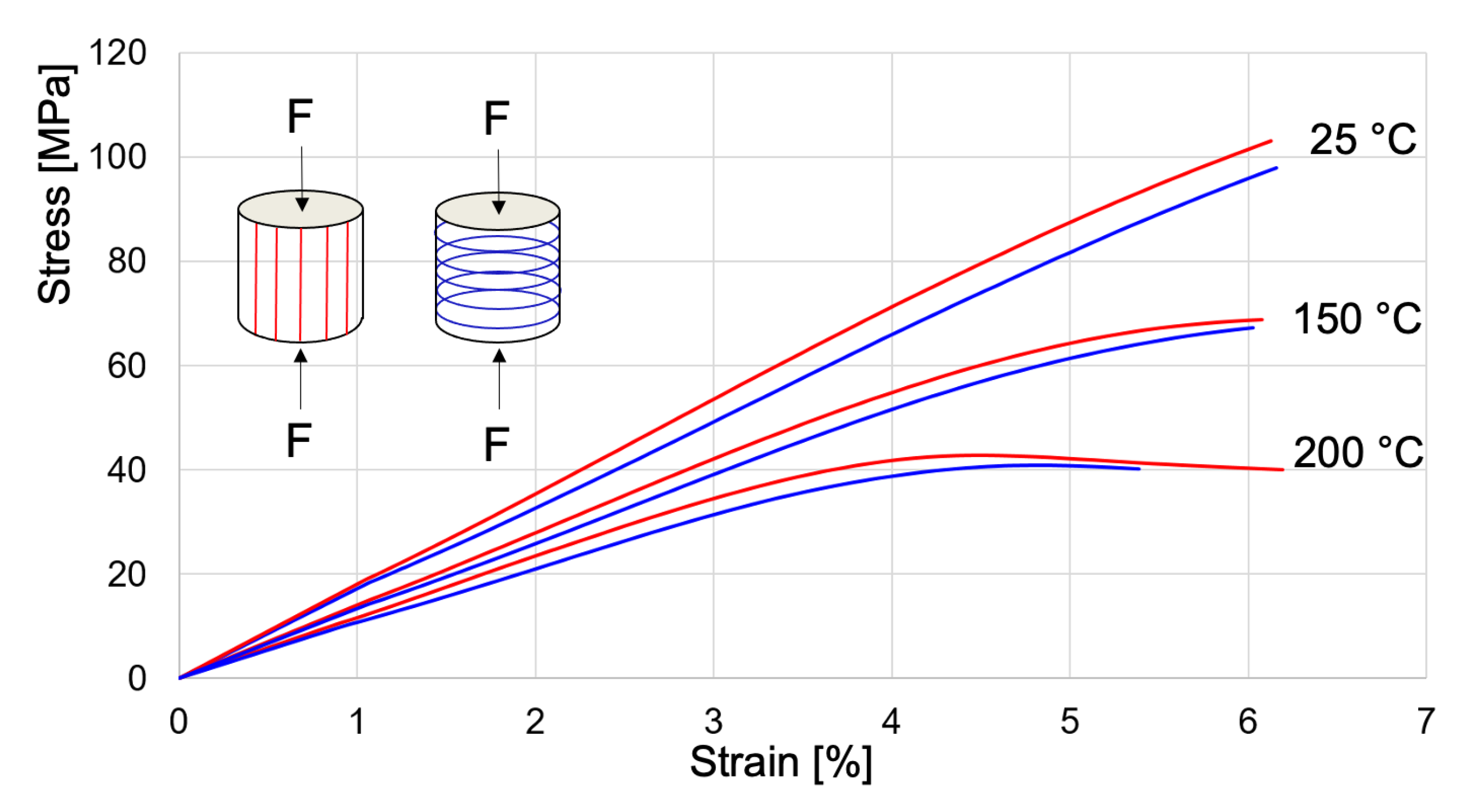
4.5. Mechanical Testing
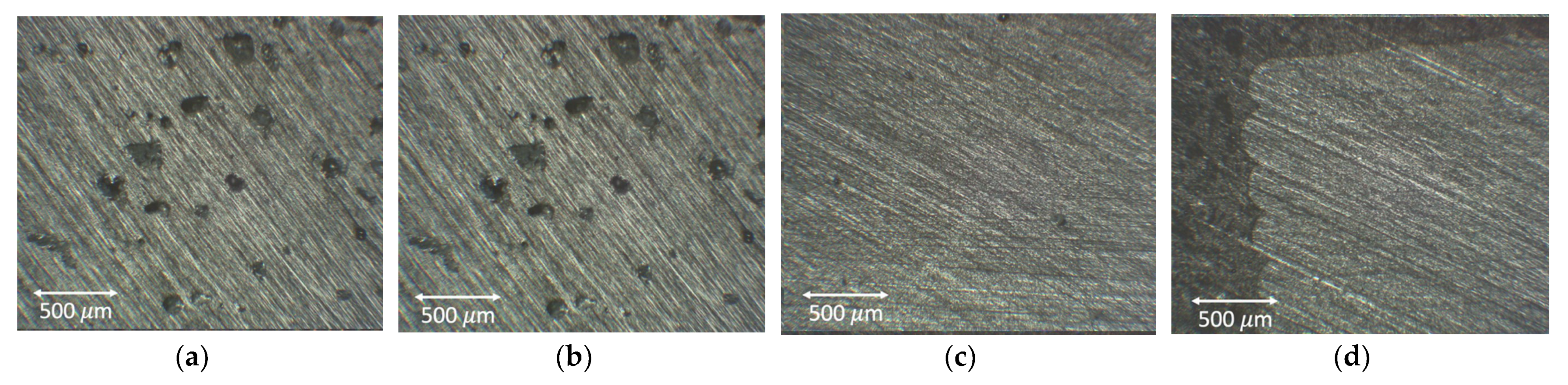
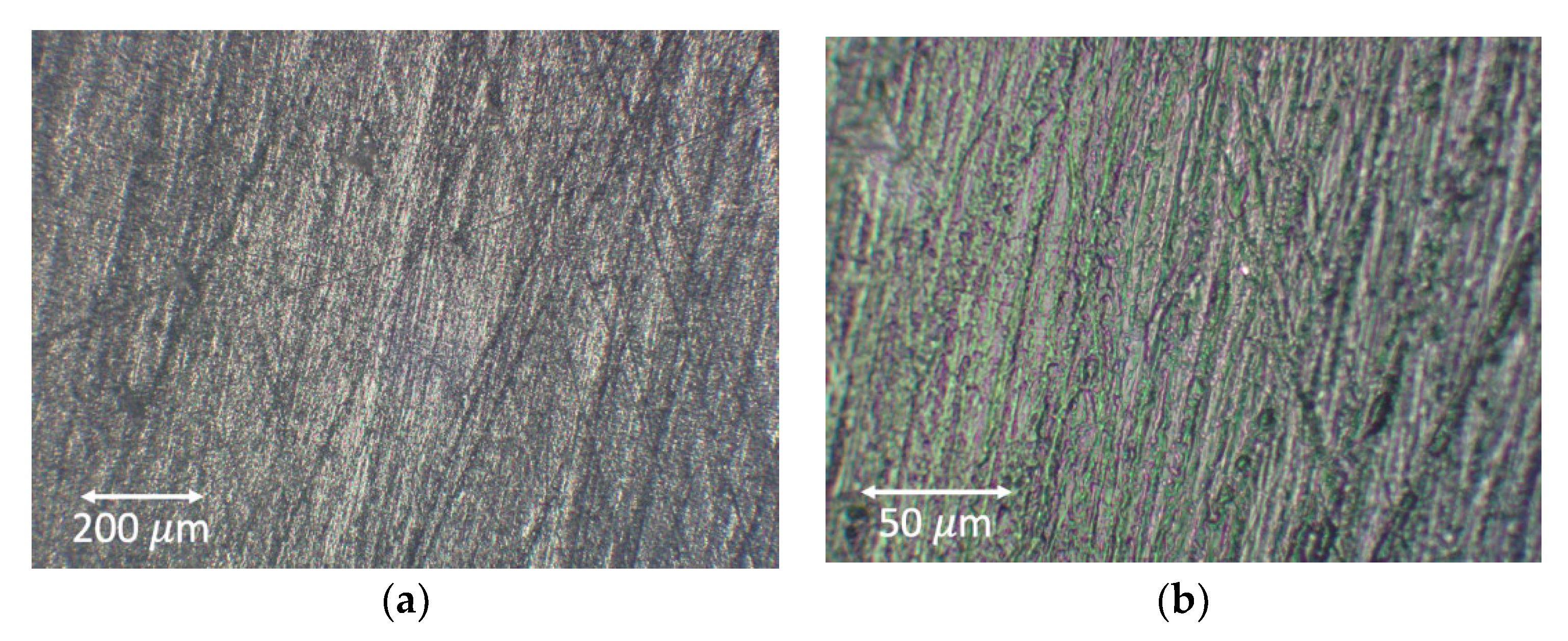
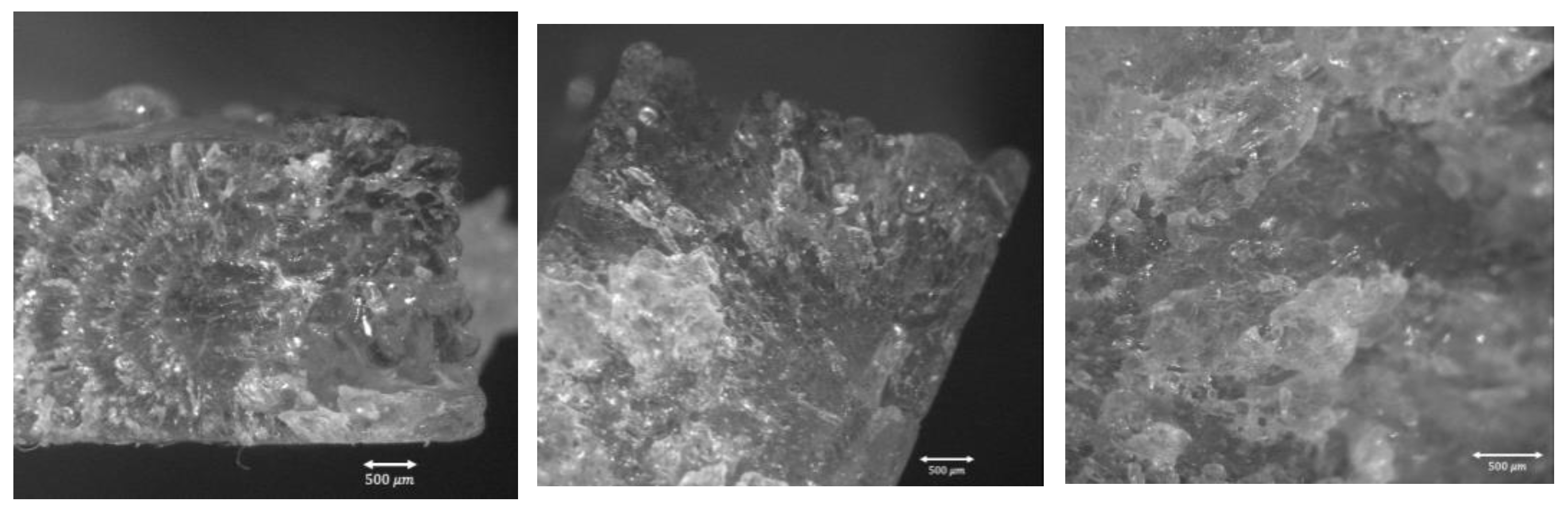
4.6. Microstructure of Additive Manufactured PEI
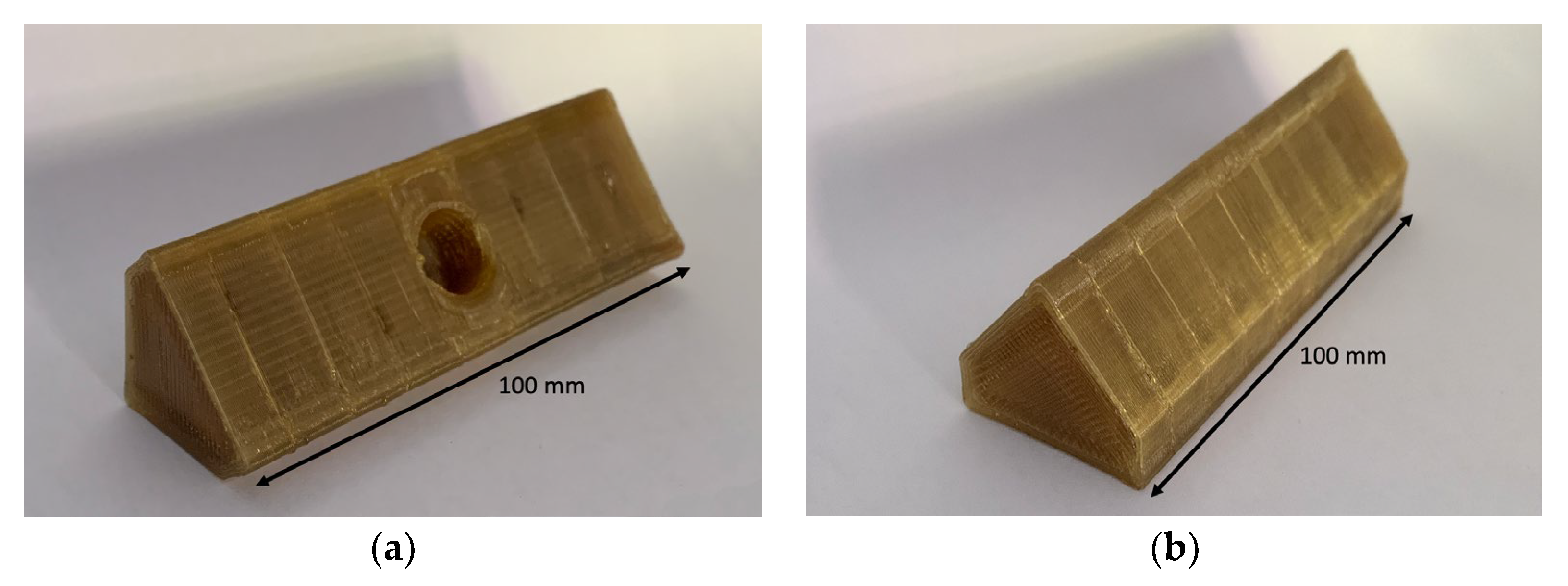
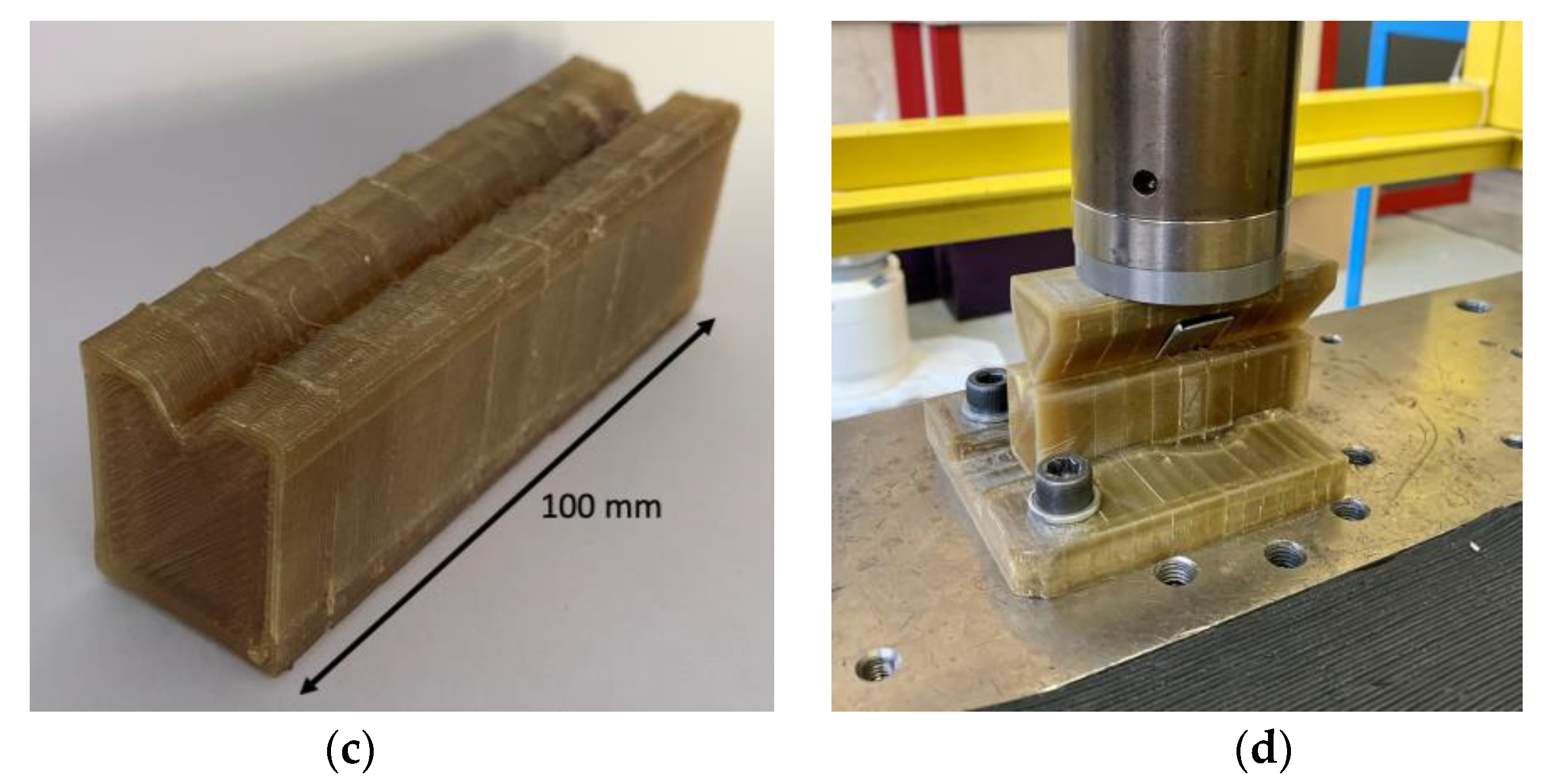
4.7. Rapid Tooling Test Case
4.8. Cost Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Srivastava, M.; Rathee, S. Additive manufacturing: Recent trends, applications and future outlooks. Prog. Addit. Manuf. 2021, 7, 261–287. [Google Scholar] [CrossRef]
- Mohanavel, V.; Ali, K.A.; Ranganathan, K.; Jeffrey, J.A.; Ravikumar, M.; Rajkumar, S. The roles and applications of additive manufacturing in the aerospace and automobile sector. Mater. Today Proc. 2021, 47, 405–409. [Google Scholar] [CrossRef]
- Joshi, S.C.; Sheikh, A.A. 3D printing in aerospace and its long-term sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Ng, W.L.; Chua, C.K.; Shen, Y.-F. Print me an organ! Why we are not there yet. Prog. Polym. Sci. 2019, 97, 101145. [Google Scholar] [CrossRef]
- Shaik, Y.P.; Schuster, J.; Shaik, A. A Scientific Review on Various Pellet Extruders Used in 3D Printing FDM Processes. OALib 2021, 8, 1–19. [Google Scholar] [CrossRef]
- Valino, A.D.; Dizon, J.R.C.; Espera, A.H., Jr.; Chen, Q.; Messman, J.; Advincula, R.C. Advances in 3D printing of thermoplastic polymer composites and nanocomposites. Prog. Polym. Sci. 2019, 98, 101162. [Google Scholar] [CrossRef]
- Das, A.; Chatham, C.A.; Fallon, J.J.; Zawaski, C.E.; Gilmer, E.L.; Williams, C.B.; Bortner, M.J. Current understanding and challenges in high temperature additive manufacturing of engineering thermoplastic polymers. Addit. Manuf. 2020, 34, 101218. [Google Scholar] [CrossRef]
- Gardner, J.M.; Stelter, C.J.; Sauti, G.; Kim, J.-W.; Yashin, E.A.; Wincheski, R.A.; Schniepp, H.C.; Siochi, E.J. Environment control in additive manufacturing of high-performance thermoplastics. Int. J. Adv. Manuf. Technol. 2022, 119, 6423–6433. [Google Scholar] [CrossRef]
- Byberg, K.I.; Gebisa, A.W.; Lemu, H.G. Mechanical properties of ULTEM 9085 material processed by fused deposition modeling. Polym. Test. 2018, 72, 335–347. [Google Scholar] [CrossRef]
- Farioli, D.; Strano, M.; Vangosa, F.B.; Zaragoza, V.G.; Aicardi, A. Rapid tooling for injection molding inserts. In Proceedings of the ESAFORM 2021, online, 14–16 April 2021. [Google Scholar] [CrossRef]
- Sabic. ULTEMTM Resin 1000 Global Datasheet. 2021. Available online: https://www.sabic.com/en/products/documents/ultem-resin_1000_global_technical_data_sheet/en (accessed on 11 November 2022).
- Sabic. ULTEMTM Resin 9085 Global Datasheet. 2022. Available online: https://www.sabic.com/en/products/documents/ultem-resin_9085_global_technical_data_sheet/en (accessed on 11 November 2022).
- Sabic. ULTEMTM Resin 1010 Global Datasheet. 2022. Available online: https://www.sabic.com/en/products/documents/ultem-resin_1010_global_technical_data_sheet/en (accessed on 11 November 2022).
- Salazar-Martín, A.G.; García-Granada, A.A.; Reyes, G.; Gomez-Gras, G.; Puigoriol-Forcada, J.M. Time-Dependent Mechanical Properties in Polyetherimide 3D-Printed Parts Are Dictated by Isotropic Performance Being Accurately Predicted by the Generalized Time Hardening Model. Polymers 2020, 12, 678. [Google Scholar] [CrossRef] [Green Version]
- Ouassil, S.; El Magri, A.; Vanaei, H.R.; Vaudreuil, S. Investigating the effect of printing conditions and annealing on the porosity and tensile behavior of 3D-printed polyetherimide material in Z-direction. J. Appl. Polym. Sci. 2022, 4, 38. [Google Scholar] [CrossRef]
- Kaynan, O.; Yıldız, A.; Bozkurt, Y.E.; Yenigun, E.O.; Cebeci, H. Electrically conductive high-performance thermoplastic filaments for fused filament fabrication. Compos. Struct. 2020, 237, 111930. [Google Scholar] [CrossRef]
- Yilmaz, M.; Yilmaz, N.F.; Kalkan, M.F. Rheology, Crystallinity, and Mechanical Investigation of Interlayer Adhesion Strength by Thermal Annealing of Polyetherimide (PEI/ULTEM 1010) Parts Produced by 3D Printing. J. Mater. Eng. Perform. 2022, 31, 9900–9909. [Google Scholar] [CrossRef]
- Parker, M.E.; West, M.; Boysen, A. Eliminating Voids in FDM Processed Polyphenylsulfone, Polycarbonate, and ULTEM 9085 by Hot Isostatic Pressing. Bachelor’s Thesis, South Dakota Schools of Mines & Technology, Rapid City, SD, USA, 2009. [Google Scholar]
- Gómez-Gras, G.; Pérez, M.A.; Fábregas-Moreno, J.; Reyes-Pozo, G. Experimental study on the accuracy and surface quality of printed versus machined holes in PEI Ultem 9085 FDM specimens. Rapid Prototyp. J. 2021, 27, 1–12. [Google Scholar] [CrossRef]
- Alexandre, A.; Sanchez, F.A.C.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Mechanical Properties of Direct Waste Printing of Polylactic Acid with Universal Pellets Extruder: Comparison to Fused Filament Fabrication on Open-Source Desktop Three-Dimensional Printers. 3D Print. Addit. Manuf. 2020, 7, 237–247. [Google Scholar] [CrossRef] [Green Version]
- Post, B.K.; Lind, R.F.; Lloyd, P.D.; Kunc, V.; Linhal, J.M.; Love, L.J. The Economics of Big Area Additive Manufacturing. In Solid Freeform Fabrication; 2016; pp. 1176–1182. Available online: https://www.osti.gov/biblio/1295120 (accessed on 11 November 2022).
- Bagsik, A.; Schöppner, V.; Paderborn, K. Mechanical properties of fused deposition modeling parts manufactured with ultem*9085. In Proceedings of the 69th Annual Technical Conference of the Society of Plastics Engineers (ANTEC’11), Boston, MA, USA, 1–5 May 2011; pp. 1294–1298. [Google Scholar]
- Motaparti, K.P.; Taylor, G.; Leu, M.C.; Chandrashekhara, K.; Castle, J.; Matlack, M. Effects of Build Parameters on Compression Properties for ULTEM 9085 Parts by Fused Deposition Modeling. Solid Freeform Fabrication. 2016, pp. 964–977. Available online: http://utw10945.utweb.utexas.edu/sites/default/files/2016/078-Motaparti.pdf (accessed on 11 November 2022).
- Taylor, G.; Wang, X.; Mason, L.; Leu, M.C.; Chandrashekhara, K.; Schniepp, T.; Jones, R. Flexural behavior of additively manufactured Ultem 1010: Experiment and simulation. Rapid Prototyp. J. 2018, 24, 1003–1011. [Google Scholar] [CrossRef]
- Pandelidi, C.; Maconachie, T.; Bateman, S.; Kelbassa, I.; Piegert, S.; Leary, M.; Brandt, M. Parametric study on tensile and flexural properties of ULTEM 1010 specimens fabricated via FDM. Rapid Prototyp. J. 2021, 27, 429–451. [Google Scholar] [CrossRef]
- Gebisa, A.W.; Lemu, H.G. Influence of 3D Printing FDM Process Parameters on Tensile Property of ULTEM 9085. Procedia Manuf. 2019, 30, 331–338. [Google Scholar] [CrossRef]
- Padovano, E.; Galfione, M.; Concialdi, P.; Lucco, G.; Badini, C. Mechanical and Thermal Behavior of Ultem® 9085 Fabricated by Fused-Deposition Modeling. Appl. Sci. 2020, 10, 3170. [Google Scholar] [CrossRef]
- Zaldivar, R.; Mclouth, T.; Ferrelli, G.; Patel, D.; Hopkins, A.; Witkin, D. Effect of initial filament moisture content on the microstructure and mechanical performance of ULTEM® 9085 3D printed parts. Addit. Manuf. 2018, 24, 457–466. [Google Scholar] [CrossRef]
- Gilmer, E.L.; Anderegg, D.; Gardner, J.M.; Sauti, G.; Siochi, E.J.; McKnight, S.H.; Dillard, D.A.; McIlroy, C.; Bortner, M.J. Temperature, diffusion, and stress modeling in filament extrusion additive manufacturing of polyetherimide: An examination of the influence of processing parameters and importance of modeling assumptions. Addit. Manuf. 2021, 48, 102412. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Wang, P.; Ding, H. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of PEEK and PEI printed by 3D-FDM. Polym. Test. 2019, 78, 105948. [Google Scholar] [CrossRef]
- Shelton, T.E.; Willburn, Z.A.; Hartsfield, C.R.; Cobb, G.R.; Cerri, J.T.; Kemnitz, R.A. Effects of thermal process parameters on mechanical interlayer strength for additively manufactured Ultem 9085. Polym. Test. 2019, 81, 106255. [Google Scholar] [CrossRef]
- Han, P.; Tofangchi, A.; Deshpande, A.; Zhang, S.; Hsu, K. An approach to improve interface healing in FFF-3D printed Ultem 1010 using laser pre-deposition heating. Procedia Manuf. 2019, 34, 672–677. [Google Scholar] [CrossRef]
- Jiang, S.; Liao, G.; Xu, D.; Liu, F.; Li, W.; Cheng, Y.; Li, Z.; Xu, G. Mechanical properties analysis of polyetherimide parts fabricated by fused deposition modeling. High Perform. Polym. 2018, 31, 97–106. [Google Scholar] [CrossRef]
- Zhang, Y.; Moon, S. The Effect of Annealing on Additive Manufactured ULTEM™ 9085 Mechanical Properties. Materials 2021, 14, 2907. [Google Scholar] [CrossRef]
- Djokikj, J.; Doncheva, E.; Tuteski, O.; Hadjieva, B. Mechanical properties of parts fabricated with additive manufacturing: A review of mechanical properties of fused filament fabrication parts. Mach. Technol. Mater. 2022, 16, 274–279. [Google Scholar]
- Kuo, C.-C.; Chen, W.-H.; Zhang, J.-W.; Tsai, D.-A.; Cao, Y.-L.; Juang, B.-Y. A new method of manufacturing a rapid tooling with different cross-sectional cooling channels. Int. J. Adv. Manuf. Technol. 2017, 92, 3481–3487. [Google Scholar] [CrossRef]
- Bagalkot, A.; Pons, D.; Clucas, D.; Symons, D. A methodology for setting the injection moulding process parameters for polymer rapid tooling inserts. Rapid Prototyp. J. 2019, 25, 1493–1505. [Google Scholar] [CrossRef]
- Kampker, A.; Triebs, J.; Kawollek, S.; Ayvaz, P.; Beyer, T. Direct polymer additive tooling—Effect of additive manufactured polymer tools on part material properties for injection moulding. Rapid Prototyp. J. 2019, 25, 1575–1584. [Google Scholar] [CrossRef]
- Strano, M.; Rane, K.; Farid, M.A.; Mussi, V.; Zaragoza, V.; Monno, M. Extrusion-based additive manufacturing of forming and molding tools. Int. J. Adv. Manuf. Technol. 2021, 117, 2059–2071. [Google Scholar] [CrossRef]
- Giberti, H.; Strano, M.; Annoni, M. An innovative machine for Fused Deposition Modeling of metals and advanced ceramics. MATEC Web Conf. 2016, 43, 03003. [Google Scholar] [CrossRef] [Green Version]
- Das, A.; Gilmer, E.L.; Biria, S.; Bortner, M.J. Importance of Polymer Rheology on Material Extrusion Additive Manufacturing: Correlating Process Physics to Print Properties. ACS Appl. Polym. Mater. 2021, 3, 1218–1249. [Google Scholar] [CrossRef]
- Mackay, M.E. The Importance of Rheological Behavior in the Additive Manufacturing Technique Material Extrusion. J. Rheol. 2018, 62, 1549–1561. [Google Scholar] [CrossRef]
- Strano, M.; Rane, K.; Vangosa, F.B.; Di Landro, L. Extrusion of metal powder-polymer mixtures: Melt rheology and process stability. J. Mater. Process. Technol. 2019, 273, 116250. [Google Scholar] [CrossRef]
- D4makers Shop ULTEM 1000. Available online: https://www.3d4makers.com/products/pei-ultem-1000-filament?variant=9817967591471 (accessed on 11 November 2022).
- Zaragoza, V.G.; Rane, K.; Strano, M.; Monno, M. Manufacturing and performance of 3D printed plastic tools for air bending applications. J. Manuf. Process. 2021, 66, 460–469. [Google Scholar] [CrossRef]
- Forés-Garriga, A.; Pérez, M.A.; Gómez-Gras, G.; Pozo, G.R. Role of infill parameters on the mechanical performance and weight reduction of PEI Ultem processed by FFF. Mater. Des. 2020, 193, 108810. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | 9085 | 1010 | 1000 |
|---|---|---|---|
| Tensile Stress, yield, 50 mm/min (ISO 527) [MPa] | 94 | 110 | 110 |
| Tensile Modulus, 1 mm/min (ISO 527) [MPa] | 2850 | 3200 | 3200 |
| Vicat Softening Temp, Rate B/50 [°C] | 173 | 211 | 211 |
| Oxygen Index (LOI) (ASTM D2863) | 49% | 44% | 47% |
| Density (ISO 1183) [g/cm3] | 1.34 | 1.27 | 1.27 |
| Izod Impact, notched 80 × 10 × 4 +23 °C (ISO 180/1 A) [kJ/m2] | 10 | 5 | 6 |
| Parameter | Value |
|---|---|
| Flow ratio | 1.1 |
| 1° Layer Speed | 10 mm/s |
| Other Layers Speed v | 25 mm/s |
| 1° Layer Height | 0.4 mm |
| Other Layers Height z | 0.25 mm |
| Hatch Spacing h | 0.8 mm |
| Number of Perimeters | 3 |
| Raster Angle | +45°/−45° |
| Parameter | Value |
|---|---|
| Plasticization Temp. Tp | 355 °C |
| Extruder Temp. Ti | 330 °C |
| Nozzle Temp. Tn | 380 °C |
| Warping Test | 1 | 2 | 3 |
|---|---|---|---|
| Bed Temp. Tb (°C) | 110 | 160 | 210 |
| Accomplished |  |  |  |
| warping (mm/mm) | 11/70 | 3/70 | 0/70 |
| Notes | Significant warping | Slight warping | No warping |
| 1 | 2 | 3 | |
|---|---|---|---|
| Layer Fan Speed f | 0% | 25% | 50% |
| Overhang Test |  |  |  |
| Notes | Slight overheating | Adequate | Strong Delamination |
| Engraved Cubed |  |  |  |
| Notes | Slight overheating | Adequate | Strong Delamination |
| Bridge Test |  |  |  |
| Notes | Strong overheating | Adequate | Slight Delamination |
| Staircase Effect Test |  |  |  |
| Notes | Strong overheating | Adequate | Probable Delamination |
| Replica | 1 | 2 | 3 |
|---|---|---|---|
| IR power % IRp | 0 | 25 | 50 |
| Accomplished |  |  |  |
| Notes | Good looking | Adequate | Overheating |
| Parameter | Value |
|---|---|
| Plasticization Temperature Tp | 355 °C |
| Extruder Temperature Te | 330 °C |
| Nozzle Temperature Ti | 380 °C |
| Bed Temperature Tb | 210 °C |
| Layer Fan Speed f | 25% |
| IR power IRp | 10% |
| Condition | Young’s Modulus E [MPa] | Peak Stress UTS [MPa] | Strain At Break ef [%] | |
|---|---|---|---|---|
| dried | Mean | 3661.6 | 99.0 | 4.6 |
| Std. Dev | 50.5 | 9.9 | 1.5 | |
| COV | 1.37% | 10% | 32.60% | |
| undried | Mean | 3243.2 | 79.8 | 3.7 |
| Std. Dev | 413.3 | 7.5 | 0.7 | |
| COV | 12.74% | 9.39% | 18.91% |
| Dried | Undried | |||
|---|---|---|---|---|
| Thickness [mm] | Width [mm] | Thickness [mm] | Width [mm] | |
| Mean | 3.62 | 10.27 | 3.74 | 10.770 |
| Std. Dev | 0.06 | 0.07 | 0.06 | 0.33 |
| COV | 1.74% | 0.66% | 1.58% | 3.03% |
| Material | Mean UTS [MPa] | Reference |
|---|---|---|
| PEI 1000 IM | 110 | [11] |
| PEI 1000 pellet AM | 99 | [present work] |
| PEI 1000 filament AM | 104 | [33] |
| PEI 1000 filament AM | 105 | [44] |
| PEI 1010 filament AM | 94 | [25] |
| PEI 9085 filament AM | 81 | [22] |
| Young’s Modulus [MPa] | Yield True Stress [MPa] | |
|---|---|---|
| Mean | 2649 | 109.6 |
| Std. Deviation | 276.3 | 4.5 |
| COV | 10.4% | 4.1% |
| Type of Machine | ULTEMTM 1000 Feedstock | ||||
|---|---|---|---|---|---|
| Low-cost 3d printer | filaments | 2 | 270 | 0.2 | 0.37 |
| EFeSTO | pellets | 5 | 32 | 10.0 | 0.60 |
| High-end 3d printer | filaments | 15 | 270 | 21.7 | 0.74 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fabrizio, M.; Strano, M.; Farioli, D.; Giberti, H. Extrusion Additive Manufacturing of PEI Pellets. J. Manuf. Mater. Process. 2022, 6, 157. https://doi.org/10.3390/jmmp6060157
Fabrizio M, Strano M, Farioli D, Giberti H. Extrusion Additive Manufacturing of PEI Pellets. Journal of Manufacturing and Materials Processing. 2022; 6(6):157. https://doi.org/10.3390/jmmp6060157
Chicago/Turabian StyleFabrizio, Matteo, Matteo Strano, Daniele Farioli, and Hermes Giberti. 2022. "Extrusion Additive Manufacturing of PEI Pellets" Journal of Manufacturing and Materials Processing 6, no. 6: 157. https://doi.org/10.3390/jmmp6060157