

J. Manuf. Mater. Process., Volume 6, Issue 6 (December 2022) – 38 articles
Cover Story (view full-size image):
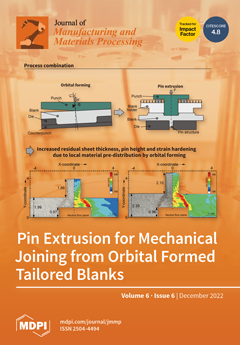
Pin extrusion is a common process to realize pin structures for subsequent joining. Nevertheless, the process offers process limits regarding sheet thinning in consequence of punch penetration, resulting in cracks at the residual sheet thickness. Therefore, measures have to be taken into account to reduce thinning. One possibility is the application of orbital formed tailored blanks with a local material pre-distribution. Within this contribution, the novel approach of a process combination of orbital forming and pin extrusion is investigated. To conclude the results, the process limits of conventional pin extrusion such as the residual sheet thickness or the pin height can be expanded significantly by the application of orbital formed specimens with local material pre-distribution. View this paper
- Issues are regarded as officially published after their release is announced to the table of contents alert mailing list.
- You may sign up for e-mail alerts to receive table of contents of newly released issues.
- PDF is the official format for papers published in both, html and pdf forms. To view the papers in pdf format, click on the "PDF Full-text" link, and use the free Adobe Reader to open them.
Previous Issue
Next Issue