1. Introduction
High-strength aluminum (HS-Al) alloys, particularly 2xxx, 6xxx, and 7xxx, are revolutionizing automotive and aviation industries due to their high specific strength [
1,
2] and sustainable capabilities regarding pollution control and energy savings [
3,
4,
5]; therefore, they are widely used as lightweight structural materials [
6]. Traditional manufacturing of HS-Al alloys relies on thermomechanical processes (i.e., forging, stamping, forming, drawing) and casting [
7], which have inherent limitations in material wastage and geometric constraints. Metal additive manufacturing (AM) is capable of addressing these limitations and provides new possibilities in geometry design [
8] and multi-material development [
9,
10]. It uses a heating source (e.g., laser beam, electron beam, or arc beam) to melt powder or wire feedstocks layer-by-layer and fuses the melt pool into the three-dimensional (3D) part of a CAD model [
11,
12]. However, its unique thermal features (i.e., high cooling rates and large thermal gradients) make it compatible with only a few metals, such as titanium (Ti) alloys [
13], stainless steel [
14,
15,
16], superalloys [
17,
18], high entropy alloys [
19] and tool steels [
20].
AM of HS-Al alloys is challenging due to the prevalent cracks and porosity. HS-Al alloys are susceptible to hot cracking due to their extensive solidification range, high coefficient of thermal expansion, and low melt fluidity [
21,
22]. The required high energy input during AM of HS-Al alloys also tends to vaporize volatile alloying elements such as magnesium (Mg) and zinc (Zn) [
23], which will further aggravate cracking and deteriorate the resultant mechanical properties [
24]. Currently, among the various Al alloys, only the cast grade can be printed successfully without metallurgical defects [
25] because of its higher silicon (Si) content that improves the melt pool’s fluidity and helps backfill the regions prone to cracking [
26]. Furthermore, cast Al alloys’ solidification ranges are smaller than those of high-strength Al alloys [
27]. However, the relatively inferior mechanical properties of as-printed cast Al alloys over HS-Al alloys make them less favorable for structural applications [
28,
29].
Numerous research efforts have attempted to resolve the metallurgical defects—porosity and cracks—in AM of HS-Al alloys. The strategies are mainly focused on process optimization and composition modification. For process optimization, a high energy density that links the AM parameters (laser power, scan speed, layer thickness, and hatch spacing) is recommended for AM of HS-Al alloys [
30,
31]. The less energy input is prone to cause incomplete melting of Al alloys due to their high surface reflectivity and low absorptivity [
30,
32,
33]. However, higher energy density is favorable for porosity reduction [
31] but is less effective in cracking control [
30]. Until now, Zhang et al. [
34] successfully fabricated a crack-free 2xxx alloy using the energy density above the threshold value of 340 J/mm
3. Scanning strategy is another crucial AM parameter to reduce porosity and cracks and alter microstructure [
35,
36]. The optimum selection of scanning strategy will reduce the formation of residual stresses and can alleviate the chances of crack formation but cannot eliminate it.
Additionally, incorporating hybrid processes such as laser remelting [
37] and preheating [
38] can improve printability in terms of higher density and fewer cracks. The laser remelting technique could effectively reduce porosity but could not eliminate cracks. Preheating the powder bed reduces crack formation significantly due to the reduction in thermal gradients and cooling rates [
38]. Recently, a novel laser-arc hybrid additive manufacturing (LAHAM) process was developed to solve the cracking issues in AM of HS-Al alloys [
39,
40]. Results showed the complete elimination of cracks from single-track and multi-layer 2xxx and 7xxx alloys. The positive effects stem from the laser-arc hybrid process, which provides stability to the arc and improves the laser absorption rate of HS-Al alloys. Overall, altering the AM parameters, such as energy density and scanning strategy in process optimization, is less effective in addressing cracking issues [
30,
32,
41]. While recent studies have demonstrated the effectiveness of hybrid AM processes in alleviating cracking issues, their effectiveness regarding large-scale parts is yet to be explored.
Compared with process optimization, composition modification is more effective in crack elimination and mechanical property enhancement. There are several ways to modify the composition, such as elemental powder mixture and the addition of alloying elements. Roberts et al. [
42] showed that using optimal process conditions, the elemental combination of 99.5 wt.% Al and 0.5 wt.% Si can effectively reduce cracking compared with commercial AA6061 powders. The reduction in cracking was associated with congruent melting, which resulted in an almost single freezing point temperature instead of a freezing range. Therefore, the thermal stresses were eliminated, and hot tearing was avoided. Regarding cracking alleviation, the most common alloying elements added to HS-Al alloys are zirconium (Zr) [
43,
44], scandium (Sc) [
45,
46], Si [
47,
48], Ti [
49,
50], tantalum (Ta) [
51], erbium (Er) [
52], niobium (Nb) [
53], and ceramic compounds [
54,
55]. These elements provide favorable metallurgical conditions during non-equilibrium solidification in metal AM processes, thus improving the printability of HS-Al alloys. For example, Wen et al. [
56] showed that adding TiB
2 nanoparticles to AA2024 enhanced cracking resistance and mechanical properties by promoting the columnar-to-equiaxed transition (CET) mechanism. Similarly, the microalloying of Sc/Zr in the laser powder bed fusion (LPBF) fabricated HS-Al alloys leads to the formation of equiaxed grains due to the precipitation of Al
3(Sc, Zr) phase and thus inhibits cracking [
57].
The above discussion illustrates the substantial challenges in AM of HS-Al alloys and the potential strategies in recent research efforts. Therefore, a thorough review of the latest research breakthroughs regarding challenges and strategies is required. While a few review papers are about AM of Al alloys, to the authors’ best knowledge, none focused on cracking mechanisms, cracking elimination strategies, and strategy effectiveness for AM of HS-Al alloys. For example, Aboulkhair et al. [
28] discussed the LPBF processability of cast Al alloys regarding defect formation, microstructure, and mechanical properties. Still, it was not related to HS-Al alloys. Zhang et al. [
58] also studied the microstructural evolution and mechanical properties of AM-fabricated Al alloys, but the focus was on the Al-Si alloy series. Galy et al. [
59] discussed the causes and consequences of the defects formed in the LPBF of Al alloys, including porosities, hot cracking, anisotropy, and surface roughness; however, their suppression mechanisms were not articulated. Aversa et al. [
60] studied the inclusion of nanostructures in HS-Al alloys and their effects on microstructural evolution; however, new methodologies to improve the printability of HS-Al alloy, such as adding grain refiners and incorporating hybrid AM processes, were not mentioned. In a recent review by Kotadia et al. [
61], the composition-dependent microstructural evolution and grain refinement mechanisms in the cast and HS-Al alloys were discussed, but the cracking mechanisms and crack-alleviation strategies were not included. Altiparmak et al. [
62] discussed the recent progress in hybrid AM processes to fabricate HS-Al alloys. The study showed that hybrid AM could reduce porosity but cannot eliminate cracks.
This work will conduct a thorough literature review on cracking mechanisms and crack-alleviated strategies in AM of HS-Al alloys (i.e., 2xxx, 6xxx, 7xxx). The focus will be on the laser-based metal AM of HS-Al alloys, in which feedstock materials experience melting and solidification. In order to prevent duplication, the readers are encouraged to refer to the following literature for more details on different fusion-based metal AM processes [
12,
13,
63]. The major findings of this paper are illustrated in seven sections.
Section 2 covers the material selection criteria for metal AM processes and introduces representative Al compositions and their properties, as well as the promising Al alloys with good printability.
Section 3 discusses the challenges in AM of HS-Al alloys, mainly focusing on the formation mechanisms associated with cracking and porosity.
Section 4 and
Section 5 will thoroughly discuss the strategies—process optimization and composition modification—that can reduce defects, respectively. The conclusions drawn from this study are summarized in
Section 6. Finally, an outlook is provided in
Section 7.
5. Strategies to Improve Printability of HS-Al Alloys—Composition Modification
Compared with process optimization, composition modification is more effective in obtaining a defect-free printing of HS-Al alloys. This paper reviews research progress on modifying existing alloys such as the 2xxx, 6xxx, and 7xxx series and developing new alloys such as Scalmalloy
®.
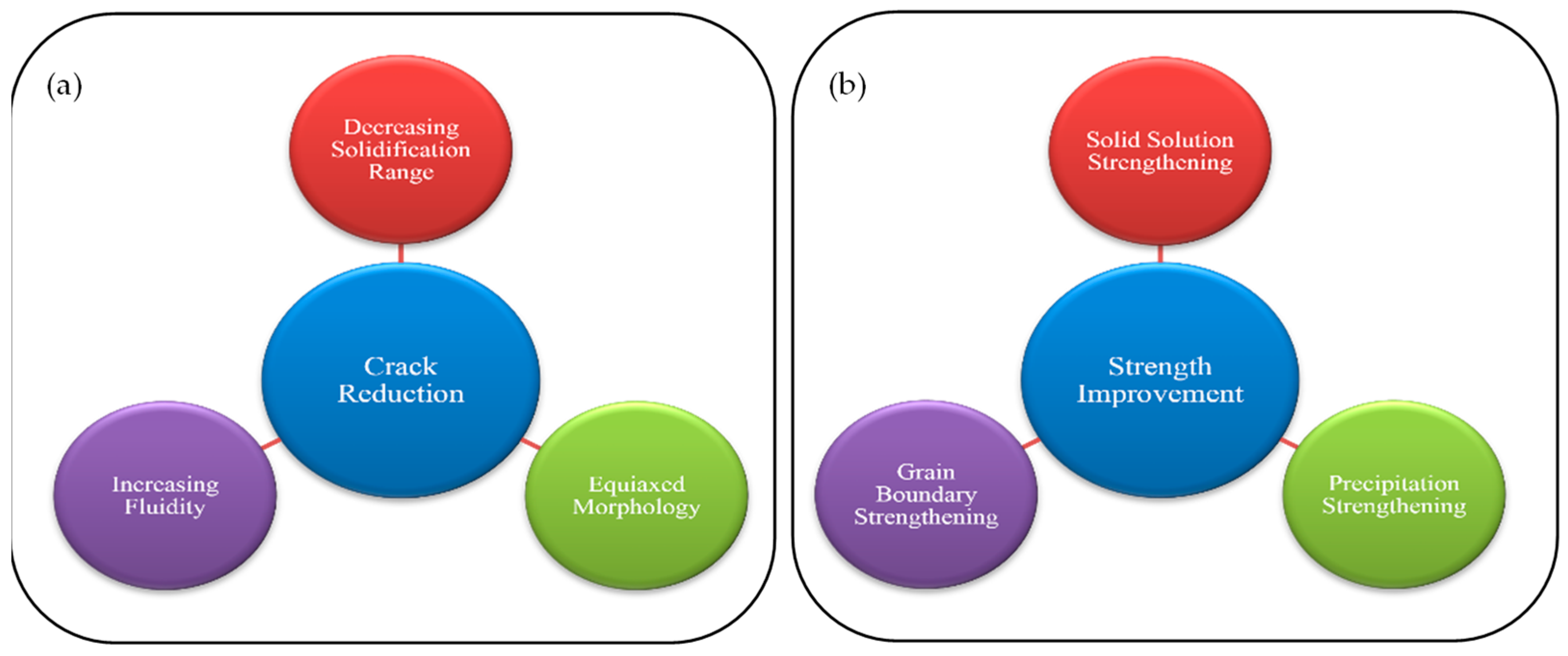
Figure 12a summarizes the typical benefits of composition modification to address the cracking problem by decreasing the solidification range, increasing fluidity, and generating equiaxed grain morphology. The alloying elements and additions that have the above benefits include Si, Ti, Sc, Zr, and Ti compounds. Other transitional elements, such as Ta [
51], Er [
52], and Nb [
53], can also act as potential grain refiners in AM of HS-Al alloys.
The composition modification in HS-Al alloys can also improve strength through the solid solution, grain boundary, and precipitation strengthening mechanisms [
60], as shown in
Figure 12b. These strengthening phenomena can achieve higher mechanical properties of as-printed samples than the wrought alloys.
Table 6 summarizes AM-fabricated compositionally modified HS-Al alloys with various additions and different concentrations, as well as the resultant mechanical properties. The metallurgical effect of representative elements (Si, Ti, Zr, and Sc) on crack alleviation will be discussed in detail.
5.1. Si
Adding Si has proved to be an effective strategy to reduce cracks in AM of HS-Al alloys. In the case of cast alloys, Si forms a classical eutectic system, rendering high castability and weldability. The formed eutectic will decrease the melting point and solidification range [
145]. The DSC analysis indicates a 17 °C decrease in melting point for 4 wt.% Si added to the AA7075 alloy. Additionally, the formed low melting-point phases Mg
2Si and Al
5Cu
2Mg
8Si
6 also improve fluidity by providing additional liquid feeding to fill the cracks initiated along the dendritic grain boundary and thus reduce the cracking [
138,
146].
Compared with Al, Si has a lower coefficient of thermal expansion. Therefore, adding Si will effectively reduce the volumetric change under AM-induced thermal effects and decreases the driving force for crack formation. Moreover, Si can also decrease the cooling rate of AM processes as Si releases four times less latent heat than Al during solidification. As a result, cracking will be alleviated due to the reduced thermal stresses.
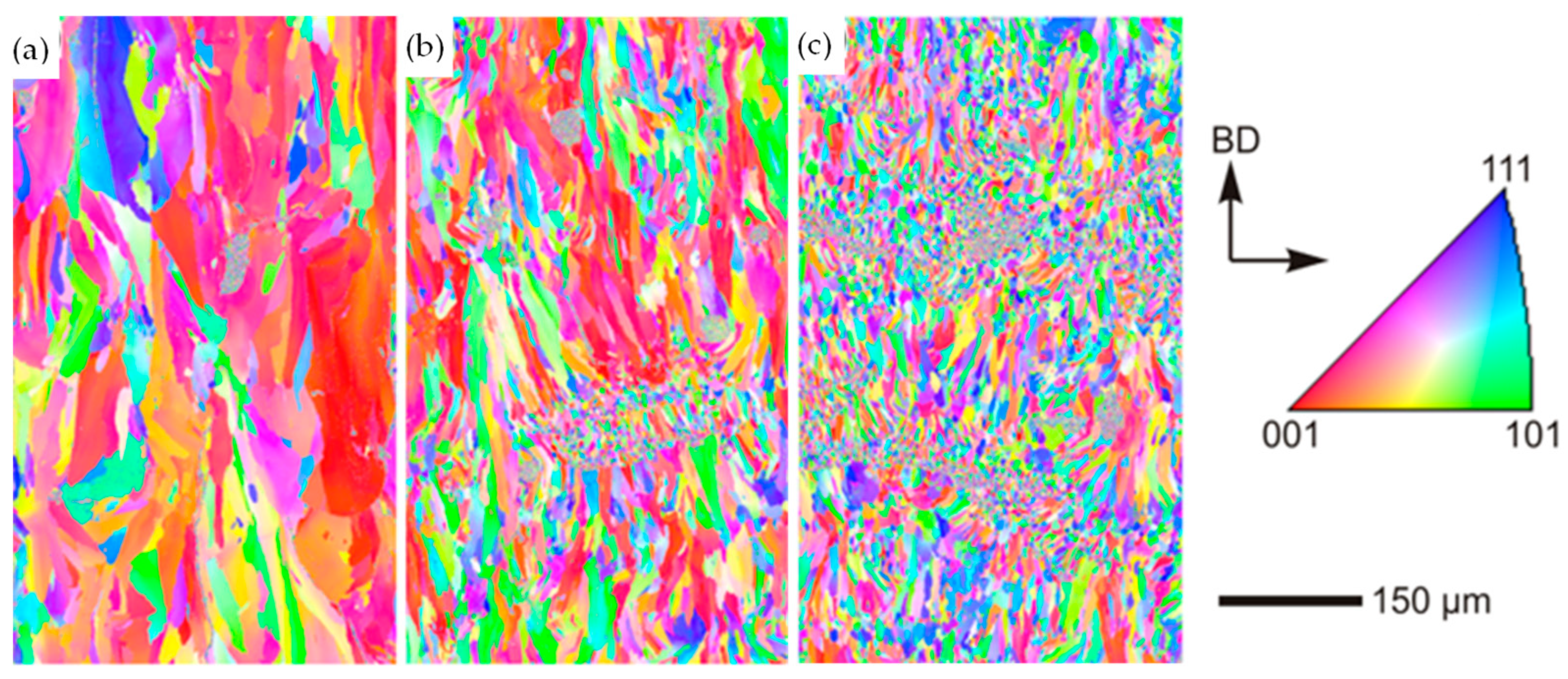
Another benefit of Si in increasing resistance to cracking is related to grain refinement [
48].
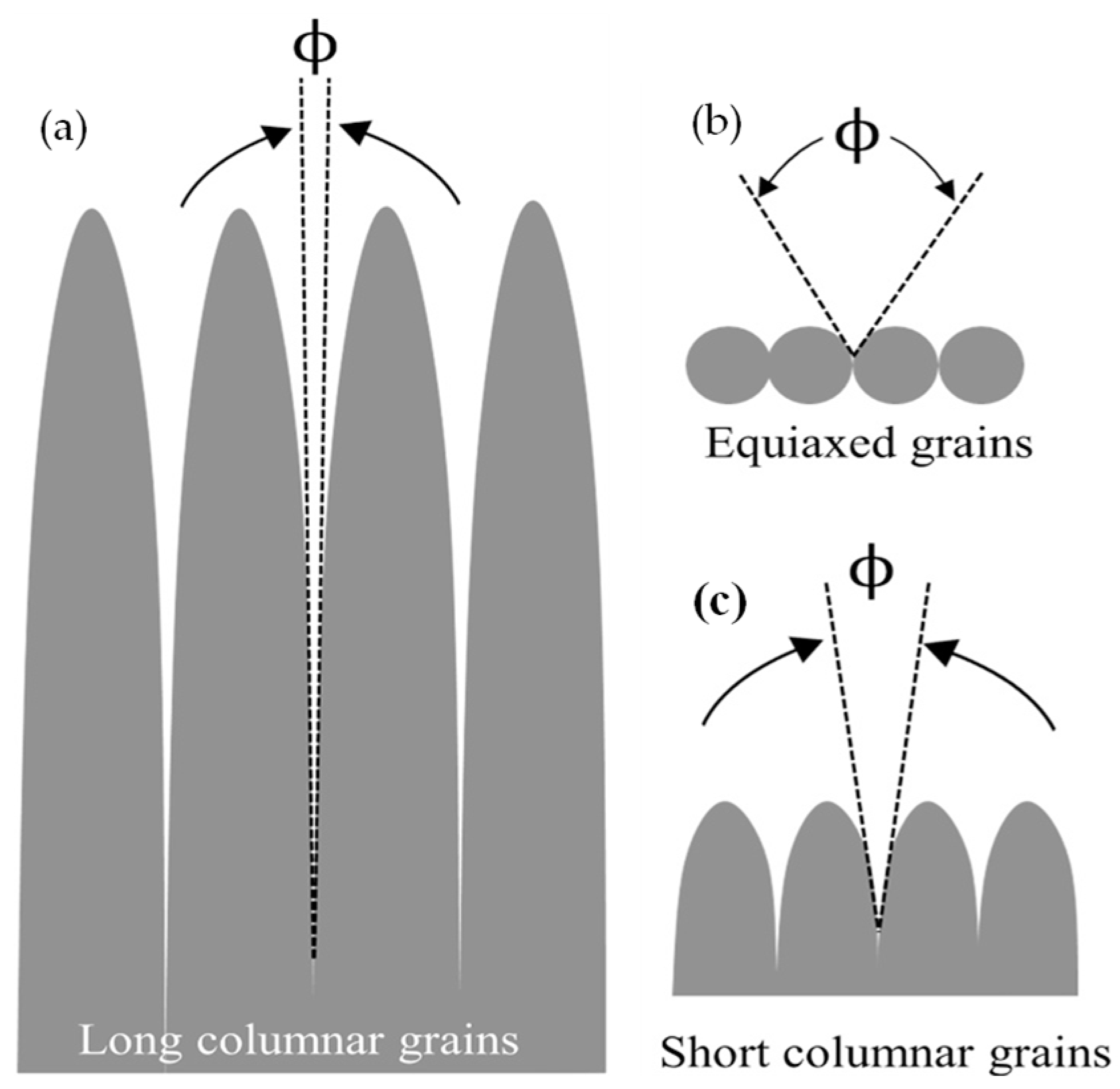
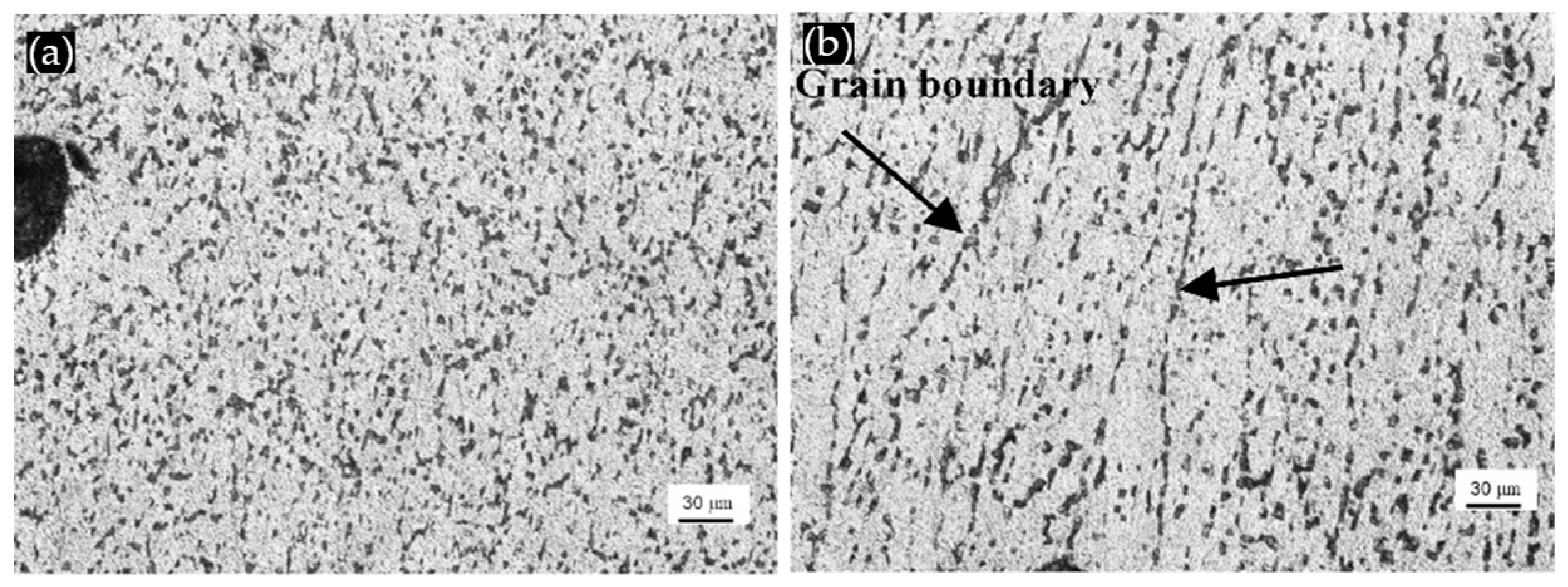
Figure 13 shows the electron backscatter diffraction (EBSD) results of the LPBF-fabricated 7075 alloys with 1–4 wt.% Si additions. The feedstock powders were prepared by mechanical mixing 7075 and Si powders. It can be seen from
Figure 13 that the increased Si concentration reduces the quantity of large columnar grains and promotes the formation of small equiaxed grains at melt pool boundaries. The retained columnar grains in the central region of the melt pool are also reduced into short columnar grains. As illustrated in
Figure 6, the high-angle grain boundaries of small grains create a larger dihedral angle and shallower liquid-feeding channel, reducing the chance of solidification cracking. Similar grain refinement was also observed in the LPBF-printed 50%-7075 and 50%-AlSi10Mg mixture [
60], which was free from cracks and had improved mechanical properties (
Table 6). Instead of premixed powders, Otani et al. [
138] pre-alloyed 7075 with different contents of Si additions and focused on the influence of Si on printability. The resultant microstructure was characterized by a more uniform composition and grain distribution. Additionally, the required laser energy density to produce dense parts from pre-alloyed powders is less than that of premixed feedstocks. The lower energy density is advantageous for AM of Al alloys since it can reduce the evaporation of low-melting-point elements (e.g., Mg and Zn) and prevent the formation of undesirable precipitates.
5.2. Ti
Ti is another popular grain refiner used in the conventional cast Al alloys. Similarly, it can also be employed in AM of HS-Al alloys. The addition of Ti will lead to the formation of Al
3Ti precipitates, acting as the heterogeneous nucleation site for the subsequent solidification of the α-Al matrix and promoting columnar grain to equiaxed transition. It is well known that solute addition is essential in grain refinement as it provides the melt pool with constitutional undercooling, favoring the formation of nucleation sites in the solidification front and reducing the grain size. [
147]. As discussed in the previous texts about the positive effect of grain refinement on reducing defects, the addition of Ti and Ti-based ceramic particles will thus help eliminate cracks and improve the mechanical properties of Al alloy (
Table 6). The strengthening effect is achieved by grain refinement provided by Al
3Ti precipitates and can be defined by a parameter known as the growth restriction factor (
Q). This factor determines the final grain size (
d) of the fabricated alloy as
[
148]. The higher
Q value of Ti demonstrates its capability of restricting grain growth. A slight lattice mismatch between the matrix material and nuclei would ensure a coherent/semi-coherent interface by minimizing the interfacial energy [
149]. While more Ti additions tend to form more nucleation sites, the excessive Al
3Ti precipitates will deteriorate ductility. Based on the thermodynamic calculation, 1.5 wt.% Ti addition is optimum to achieve an effective grain refinement effect without brittleness transition.
Like Ti particles, Ti-based ceramic particles such as TiC, TiN, and TiB
2 can also be added to high-strength Al alloys to enhance strength and solidification behaviors during AM processes [
55,
56,
150]. The study by Li et al. [
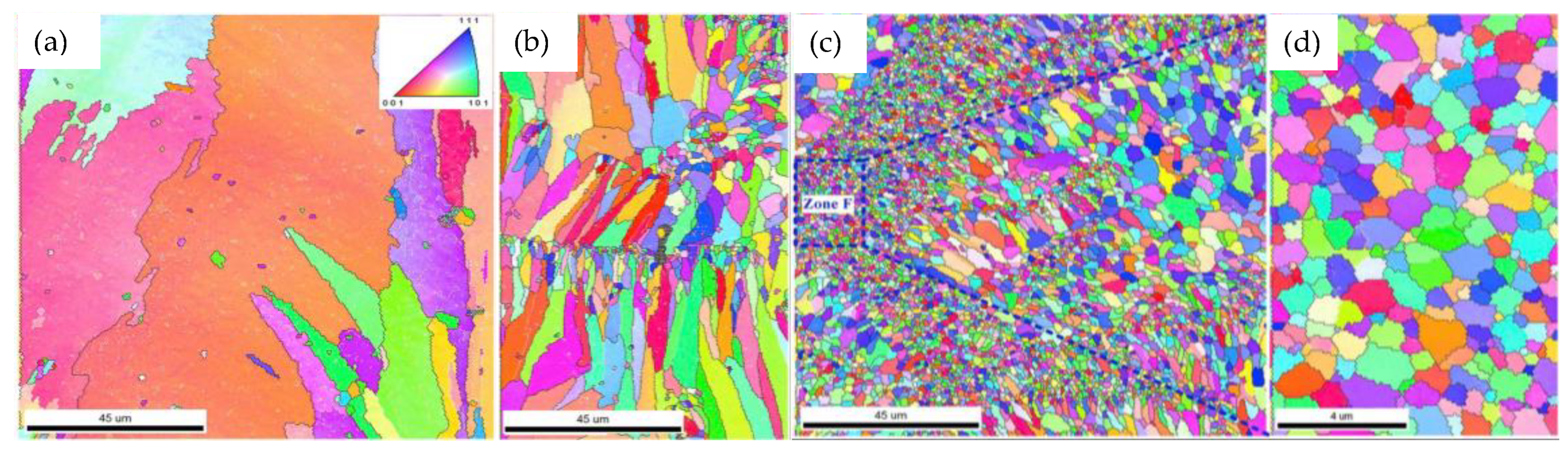
54] illustrated that the inclusion of ceramic particles enhanced the mechanical properties of the Al matrix by forming metal matrix composites. However, the interfacial bonding between the ceramic particles and fused metal depends upon the wettability of particles and surface tension. Using mixed grain refiners (Ti and TiN) can limit the weak bond as Ti provides sufficient wettability to ceramic particles by introducing intense Marangoni convection and also contributes to resisting the agglomeration of ceramic particles, thereby increasing the nucleation efficiency [
140]. The obtained micrographs comparing the grain refinement effects among Ti, TiN, and Ti/TiN mixture for AM of AA7050 are shown in
Figure 14.
5.3. Zr
The addition of Zr also improves the AM processability of HS-Al alloys. The addition of 1wt.% Zr and a heated build plate at 100 °C have significantly reduced porosity and cracks for AM AA-6061 [
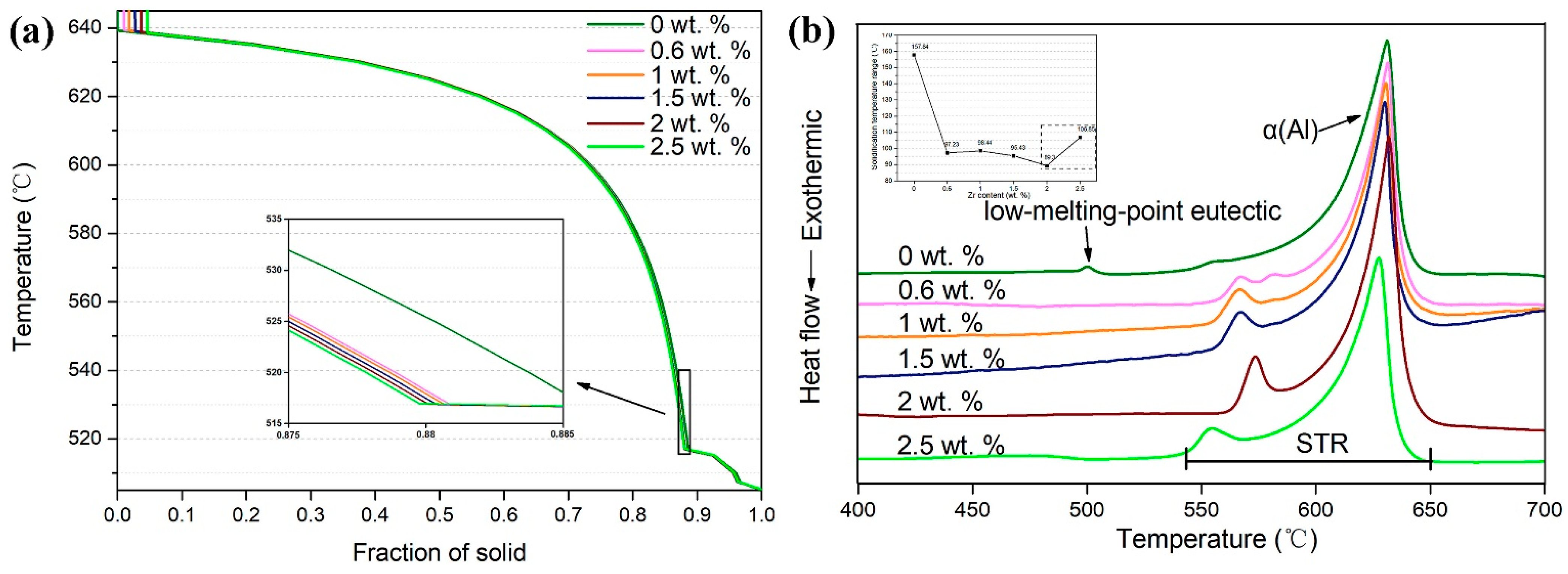
44]. Adding 2 wt.% Zr to the Al-Cu-Mg alloy reduced the solidification range and produced higher density and a larger processing window [
142]. DSC analysis shown in
Figure 15 confirmed these observations, where the solidification temperature range for 2 wt.% Zr was minimum, inhibiting the formation of a large dendritic structure and suppressing the chances of forming solidification cracks. Moreover, the thermal conductivity decreases with an increase in Zr content. Lower thermal conductivity will stabilize the melt pool dynamics due to low Marangoni force and improve the liquid flowability because of the decreased viscosity with regards to the mechanical properties of Zr-modified alloy. 2wt.% Zr addition showed the highest yield strength (YS) and ultimate tensile strength (UTS) but with the lowest ductility [
142] (
Table 6).
Additionally, Zr has a lower
Q value than Ti, which indicates a less effective restriction on grain growth [
61]. However, the lattice mismatch between the formed Al
3Zr and α-Al is smaller than that between Al
3Ti and α-Al, favoring a coherent/semi-coherent interface between precipitates and matrix [
149]. The positive effect of Al
3Zr in grain refinement has been discussed by Wang et al. [
43], where a heterogeneous grain structure was formed by adding Zr to the AM of Al-Cu-Mg alloy. The equiaxed structure is visible at the melt pool boundaries, while the columnar structure is still retained near the center of the melt pool. Based on the constitutional undercooling and time-dependent nucleation theory, it is postulated that the high intensity of nucleating agents Al
3Zr at the fusion zone is responsible for the equiaxed morphology at melt pool boundaries [
151]. The precipitation of metastable Al
3Zr precipitates is associated with AM’s high cooling rate. However, in the inner region of the melt pool, no precipitation of primary Al
3Zr precipitates occurs due to a lower cooling rate. The shorter columnar grains in Zr-modified alloy are formed because a fine-equiaxed structure of the previous fused layer will inhibit epitaxial grain growth during subsequent deposition. Additionally, Zr has a high oxygen affinity and is easy to form ZrO
2, contributing to heterogeneous nucleation sites and promoting grain refinement [
152].
Similar to Al
3Zr, adding yttria-stabilized zirconia (YSZ) and ZrH
2 particles to an Al powder also showed tremendous benefits in crack reduction [
153,
154]. However, special powder pre-processing is required for these compounds; for example, YSZ particles should be first electrostatically stuck to Al powder to ensure uniform distribution and prevent agglomeration. A mixing duration of 10 h to 20 h was required to provide a good grip between YSZ particles and Al powders.
5.4. Sc
Adding Sc to cast and HS-Al alloys during conventional manufacturing has been adopted for a long time. It is a rare earth element and has proved to be one of the most effective grain refiners when added to Al in an optimum quantity. Qbau et al. [
121] also claimed that Sc helped improve the stability and powder flowability of Sc-modified AA6061 alloy. The improved powder flowability is attributed to the presence of fewer satellites, thus requiring less energy in the rheological test compared with unmodified alloy. Additionally, the formation of Al
3Sc also effectively reduces the hot cracking susceptibility and provides grain refinement. During AM processing of Al-Sc alloys, a supersaturated Al-Sc solid solution with minor coherent Al
3Sc precipitates may be formed due to the high cooling rate of metal AM processes. These Al
3Sc precipitates will serve as heterogeneous nuclei and reduce the grain size. Based on this theory, the airbus group has developed Scalmalloy
®, which exhibits excellent ductility and tensile strength due to precipitate strengthening (
Table 6). In several studies, Zr was also added along with Sc since both elements show remarkable effects in grain refinement, and Zr helps stabilize and intensify the effects of Sc by contributing to columnar to equiaxed transition [
155]. Zhou et al. [
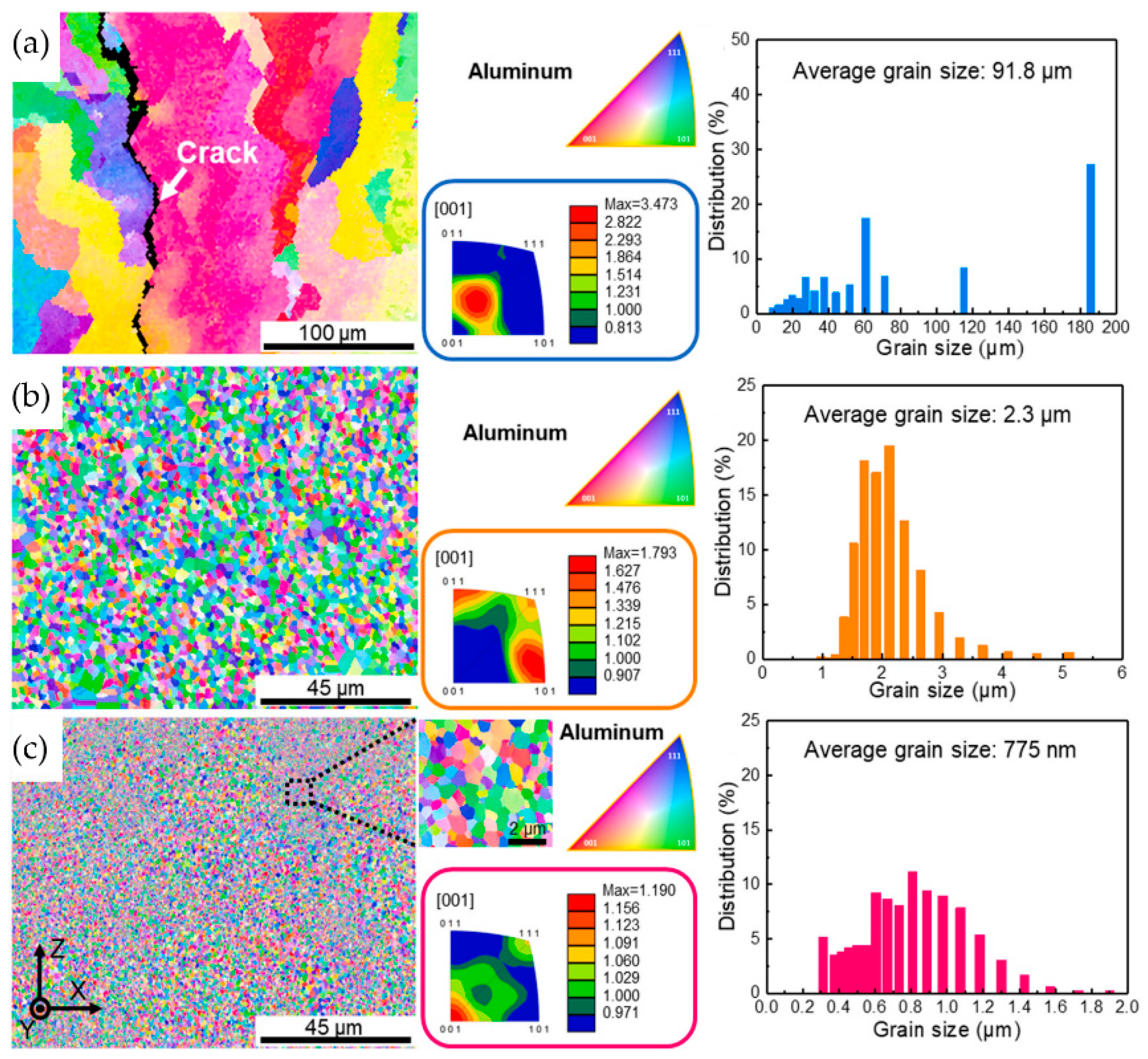
57] showed that the formation of equiaxed grains is process-dependent, especially by using higher energy density, which plays a crucial role in distributing the Sc and Zr nanoparticles within the melt pool. An even distribution of added elements was achieved for higher energy density due to the fluid flow associated with the Marangoni convection [
156]. Therefore, the as-printed Sc-modified Al alloy can have more equiaxed grains with high energy density, as shown in
Figure 16.
7. Outlook
Numerous research efforts have been carried out on the challenges and strategies regarding AM of HS-Al alloys. These attempts are focused on AM technologies and material innovations. Therefore, it is necessary to provide confinement and direction for future research based on the current breakthroughs reviewed in this work.
Regarding AM technologies, optimization of AM parameters has little effect on the complete removal of cracks due to the inherent incompatible thermal and metallurgical properties of HS-Al alloys with metal AM. Another attempt is to develop hybrid AM processes by incorporating favorable secondary processes or energy sources to help inhibit crack formation and reduce porosity. For instance, preheating the powder bed at a high temperature of around 500–550 °C will decrease the cooling rate and thermal stresses, which will reduce crack formation’s driving force. However, the research on hybrid AM processes is still limited. Since the processing window is narrow, in-process monitoring, and quantitative studies will help control and optimize the process.
At present, composition modification is an effective strategy to terminate cracking in AM of HS-Al alloys. Many suitable elements can be added; however, they should satisfy the following characteristics: (i) ability to reduce solidification range, (ii) capability to form precipitates with Al, (iii) capacity to improve mechanical properties, and (iv) potential to reduce cost. Si, Zr, Ti, and Sc are reviewed in this work, and their abilities to resist cracking are discussed in detail. All these elements or their precipitates provide heterogeneous nucleation sites and promote grain refinement. However, Sc is a costly rare earth element. From the metallurgical viewpoint, the potential nucleating agent should have a high growth restriction factor (Q) that favors the formation of equiaxed grains. Ti has a higher Q value than Zr, and thus it is more effective in suppressing cracks. Compared with Si and Ti, Si can effectively reduce the solidification range but fails to form precipitate reinforcements. Therefore, Ti is the best addition to modify HS-Al compositions. Instead of in-situ alloying, ex-situ introduction of inclusions such as TiC, TiN, and SiC can also be used as crack suppressants and mechanical reinforcements. It is also important to highlight that composition modification belongs to new material development. Mechanical properties of composition-modified HS-Al parts should be thoroughly evaluated compared to non-modified counterparts.
Since process optimization and composition modification produce extensive data, machine learning (ML) algorithms have been intensively employed to establish the composition-process-microstructure-property relationship [
157], which has significantly reduced the overall experimental cost [
158]. Commonly used ML models in AM processes include K-means clustering (KNN) [
159], linear support vector machine (SVM) [
160], gaussian process (GP) [
161], random forest (RF) [
162], artificial neural network (ANN) [
163], and convolutional neural network (CNN) [
164]. The selection of these ML models depends on specific requirements such as accuracy, efficiency, and cost. Regarding process control and optimal parameter prediction, Liu et al. [
161] developed a GP model for optimizing the processing window for the LPBF of Al alloys. The model provided a much larger processing window with an almost wholly dense part and an excellent combination of strength and ductility compared with other ML techniques. For property prediction based on microstructural features, Muhammad et al. [
163] successfully developed an ANN model to predict local strains, plastic anisotropy, and failure during tensile deformation for AlSi10Mg while taking the experimental input data from digital image correlation and X-ray computed tomography scans. It is worth noting that data quality and quantity significantly affect the accuracy of ML prediction. For example, using an experimental microstructure dataset to train an ML model, the 2D material characterization will be less representative than the 3D material design space. Using only AM parameters as inputs cannot predict cracking tendency accurately, as cracking also depends on the solidification thermodynamics in AM of HS-Al alloys [
138]. Therefore, it is necessary to understand the critical physics required to accurately predict the cracking behavior by creating a new physics-augmented ML process optimization and design platform that can be trained with reduced experimental data.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}