1. Introduction
Hybrid Laminar Flow Control (HLFC) on fins and wings is a key to improving aircraft efficiency, whereby fuel savings of up to 10% can be achieved [
1]. The HLFC concept relies on suctioning air through a micro-drilled skin, which gives rise to an enlargement in laminar flow on the surface of the leading edges. Using Laser Beam Welding (LBW) in the aerospace industry offers substantial cost and weight savings compared to conventional joining methods [
2,
3,
4]. LBW is a manufacturing process for joining metal pieces using the energy provided by a laser beam to melt the materials to be joined. LBW process parameters, such as laser power, welding speed, focal position, and shielding, must be identified to produce high-quality welds. A laser beam is a monochromatic, directional, and coherent light with a single wavelength. Its high power density can be reached by focusing the beam on a very small spot, which can be at a great distance because of the low divergence of the beam [
5]. There are two modes of LBW based on power density: keyhole mode and conduction mode. It is performed in keyhole mode when the power beam density is high enough to melt and vaporize the material. In contrast, conduction mode is implemented when the power density cannot vaporize the materials but is high enough to melt them superficially. In this case, the heat from the laser is absorbed by the workpiece surface and transferred inside the workpiece through conduction. Deep penetration is impossible in this case because it is limited by the thermal conductivity of the materials being welded [
6].
Measurements of welding temperatures, distortions, and residual stresses require high experimental effort and are very time-consuming. As a result, numerical modelling methods, including the Finite Element Method (FEM), are often used to predict the residual stresses and distortions during and after welding. FEM is flexible and less expensive in comparison to experimental methods and has proved to be an efficient tool for simulating the welding process and subsequent deformation of structures [
7,
8,
9]. Additionally, a finite element analysis (FEA) makes it possible to gain a better understanding of the thermomechanics of welding processes. A considerable number of research articles about predicting welding residual stresses and distortions performed by means of FEM have been published in the last decades. Ueda and Yuan [
10], Hibbitt and Marcal [
11], and Friedman [
12] published some of the earliest FEM models developed to predict distortions and residual stresses generated during the welding process. These models contained simplifications due to computing power limitations, including two-dimensional analyses of normal sections. Prediction of welding residual stresses and distortions depends on the accurate determination of temperature distribution, which requires a nonlinear transient 3D analysis [
13]. Detailed 3D FEM models are still computationally too expensive to analyze large structures, and therefore simplifications are frequently required. Comprehensive literature reviews of welding simulation methods were produced by Lindgren [
14,
15,
16] and He [
17].
Material properties, heat source, and realistic boundary conditions are essential to get accurate predictions of a welding process. Zhu and Chao [
18] investigated the importance of temperature-dependent material properties in a FEM simulation of an aluminum welding process. The temperature-dependent material properties, such as yield strength, were calculated as linear functions of temperature, where the material properties obtained at room temperature were included. The modeling results were in good agreement with the experimental results
The first moving heat source model was proposed by Rosenthal for a point and a line [
19,
20], but it yields large errors in predicting the temperature field. Pavelic et al. [
21] developed surface heat flux with Gaussian distribution; however, this model is only effective for low power densities and reduced penetration. Goldak et al. [
22] modeled the heat flux with a volume defined by a double ellipsoidal and Gaussian distribution to overcome the problems with the low penetration of previous models. Aissani et al. proposed an alternative model to the Goldak heat input for Tungsten Inert Gas welding (TIG) based on a Gaussian surface source exhibiting a bi-elliptical shape [
23]. These models are widely used for electric arc processes [
24,
25,
26,
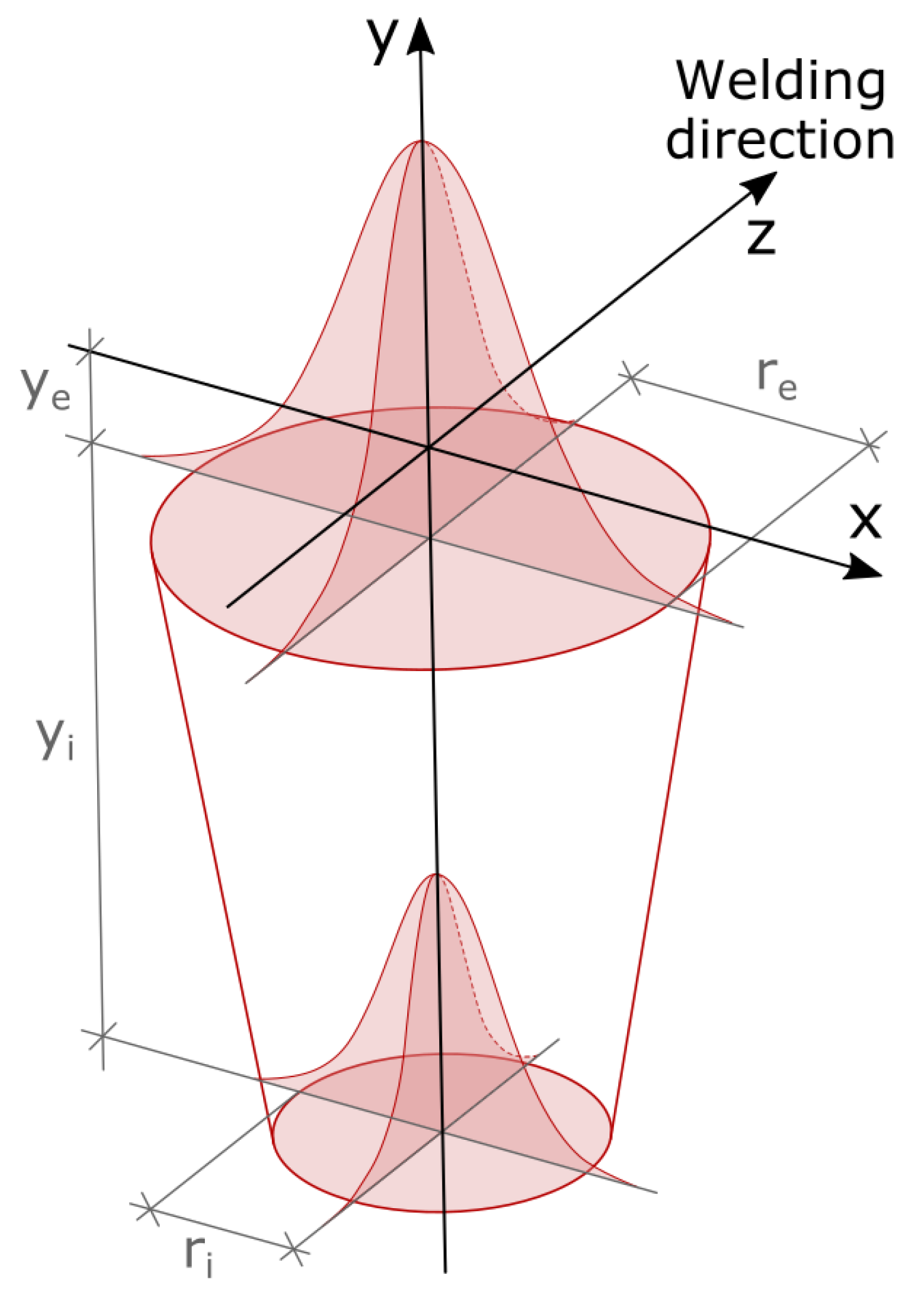
27]; nevertheless, a conical model with a Gaussian radial distribution and an axial linear distribution produces more accurate results for LBW [
21]. This heat flux model has been successfully used to simulate titanium laser beam welding [
28,
29,
30]. The conical Gaussian heat flux is calculated with the following equations:
where
P is the laser power, (
x,
y,
z) are the coordinates of the node,
η is the process efficiency, and
re,
ri,
ye, and
yi are the dimensions of the cone shown in
Figure 1. Distortions, residual stresses, and a heated volume during LBW were numerically simulated by taking into consideration thermal and mechanical boundary conditions. The present paper describes the multi-objective fitting procedure to find the unknown thermal condition that accurately simulates an LBW process.
The heat source parameters found in this study were used to simulate distortions in large HLFC structures using an inherent strain method. This approach described by Mendizabal [
31] claims that welding distortions can be solved using an elastic model to apply the plastic strain field in the weld bead and surrounding area. In practice, it means extracting the plastic strains from a small transient analysis as the input for the inherent strain analysis. This method has been applied to calculate distortions with good computational efficiency in large and complex components [
10,
32,
33]. The inherent strain method, which is not included in this paper, was implemented in the project DELASTI, supported by the European Commission (grant agreement no: 687088). That project aimed at developing manufacturing processes and system technology for reproducible LBW and laser straightening of titanium structures for HLFC Technology.
3. Results
Even the reduced number of simulations supposes too much computational time for the mechanical analyses, about 7 days using 12 CPUs. On the other hand, all thermal analyses were completed in only 24 h, also using parallel computing.
Table 5 shows the maximum temperatures (thermal model) reached in four nodes that match the position of the thermocouples and the angular distortions from the mechanical model.
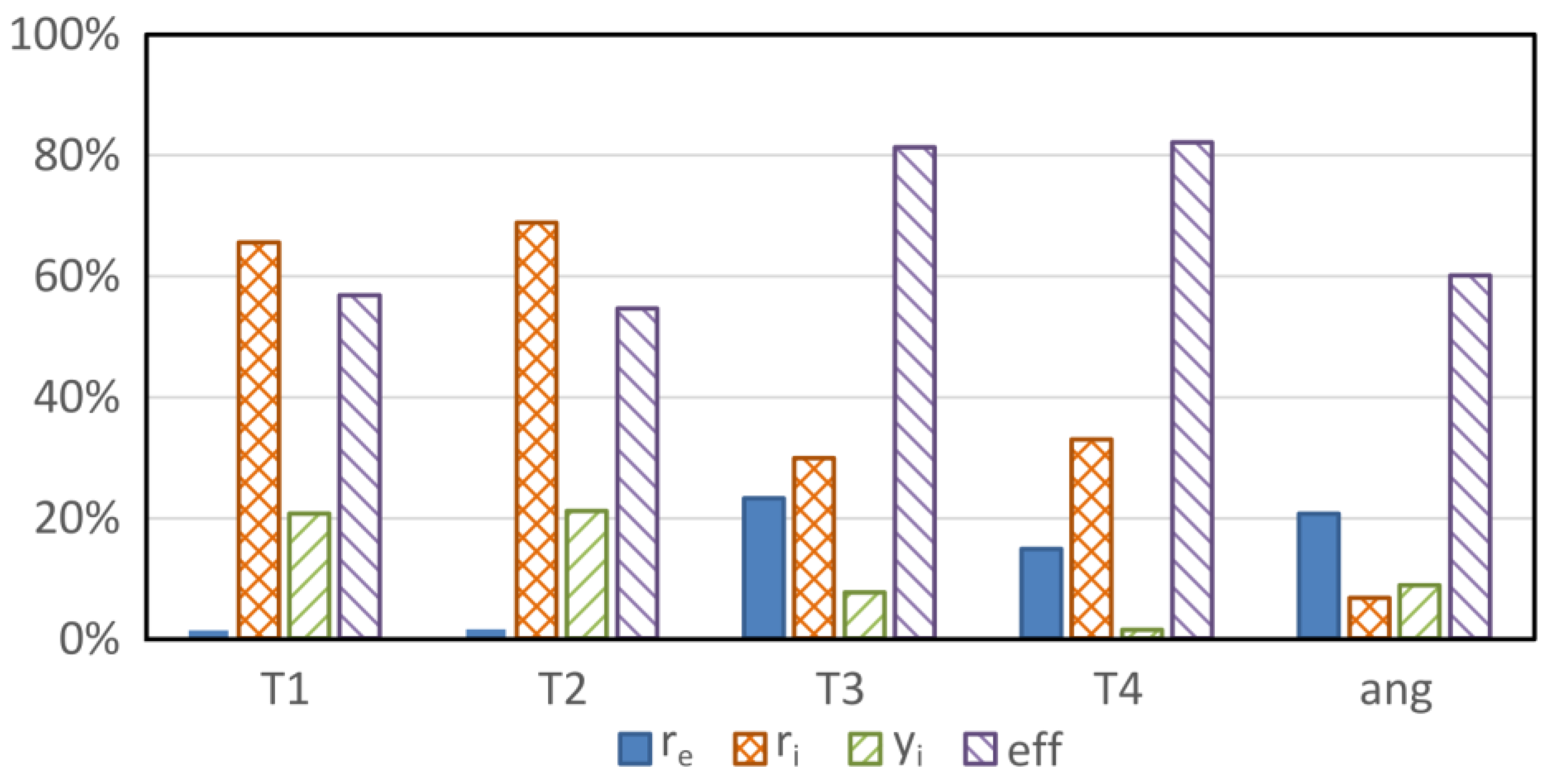
After all the simulations were completed, it was possible to study the influence of heat input parameters on the temperature and angular distortion. The correlations between the inputs and outputs (the results of the FEM models) are presented in
Figure 9. The parameter Efficiency (Eff) has a high correlation with all the outputs, and it is the most important for three of them. This result is perfectly reasonable because higher efficiency implies more energy introduced into the joint, which leads to higher temperatures and larger distortions.
The bottom radius (ri) has a high impact on temperatures T1 and T2, a moderate one on the other two, but very little on angular distortion. This fact relates directly to the location of the thermocouples: T1 and T2 are closer to the bottom of the heat cone than T3 and T4. Similarly, but conversely, the top radius (re) has more influence on T3 and T4. However, the effect of re on all temperatures is small. Finally, cone height (yi) has more impact on T1 and T2 because a larger height means that the heat input penetrates more, which increases these two temperatures. Again, the effect of yi on all temperatures is very small. These three cone dimensions have a small influence on angular distortion; its physical explanation is not clear.
Polynomials to predict model results were built using inputs and outputs (from
Table 4 and
Table 5) using the “R” statistical package [
52]. These polynomials are:
These polynomials were built using the minimum square method. These polynomials show how each output was defined by first-order terms and the cross-product of input factors. Then, ANOVA was used to reduce the size of these regression models by removing the non-significant terms by applying a step-wise algorithm [
53].
p-values from ANOVAs prove that polynomials are statistically significant (
Table 6). Additionally, the R-squared value (R
2) is calculated to measure the amount of variation in the outputs that are explained by the inputs. The results show that all values of R
2 are close to 1, which indicates that these models possess a good predictive capacity. Now it was possible to find the optimum working point using desirability functions. Package “desirability,” available in “R,” was used to calculate the four temperatures, angular distortion, and overall desirability [
54]. The determination of the working point with the maximum desirability was achieved by applying the steepest ascent method [
55]. The objectives of the optimization and results of the optimization are summarized in
Table 7.
The optimal parameters from
Table 7 were used to set a new simulation.
Table 8 compares the calculated values with the experimental ones:
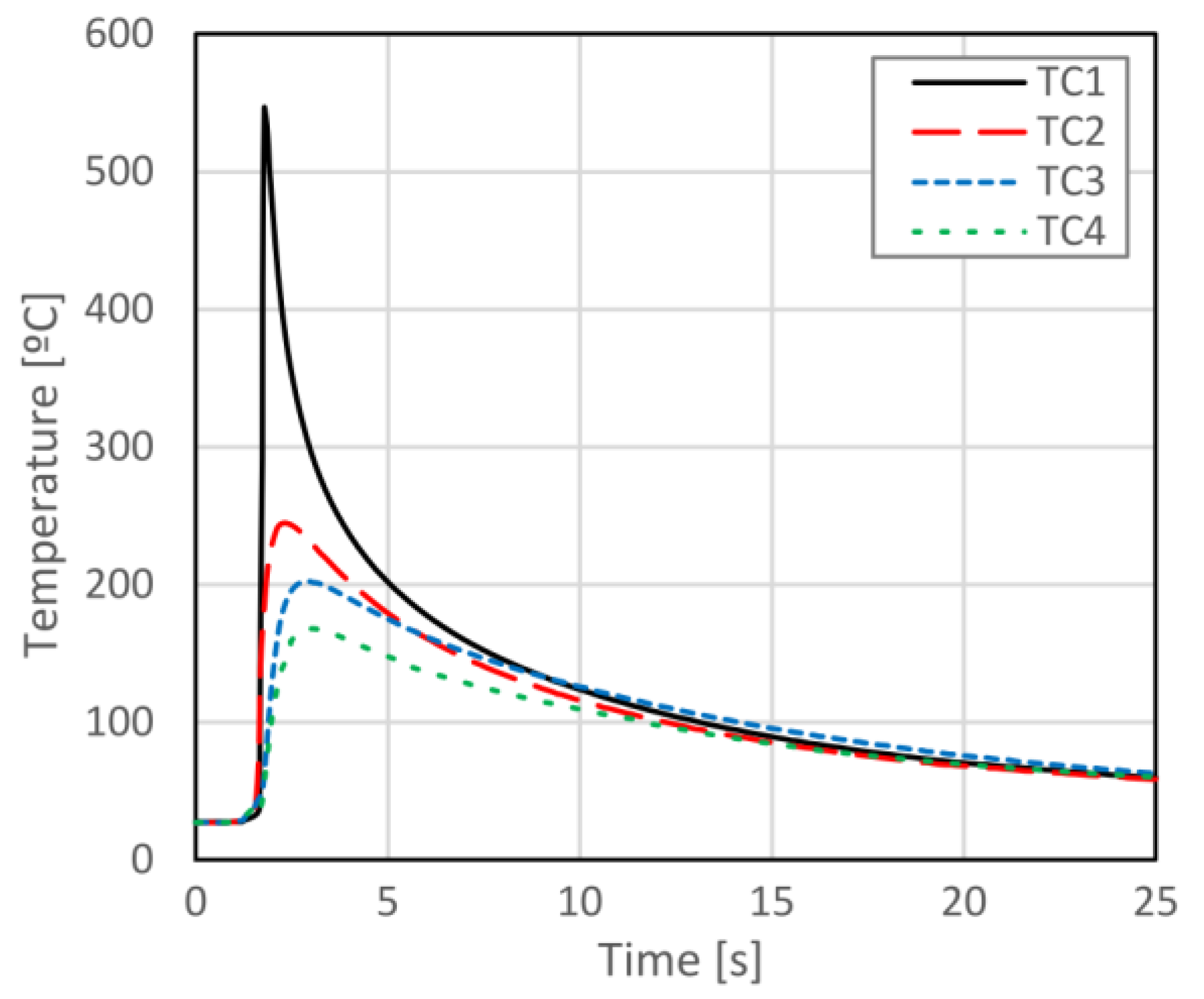
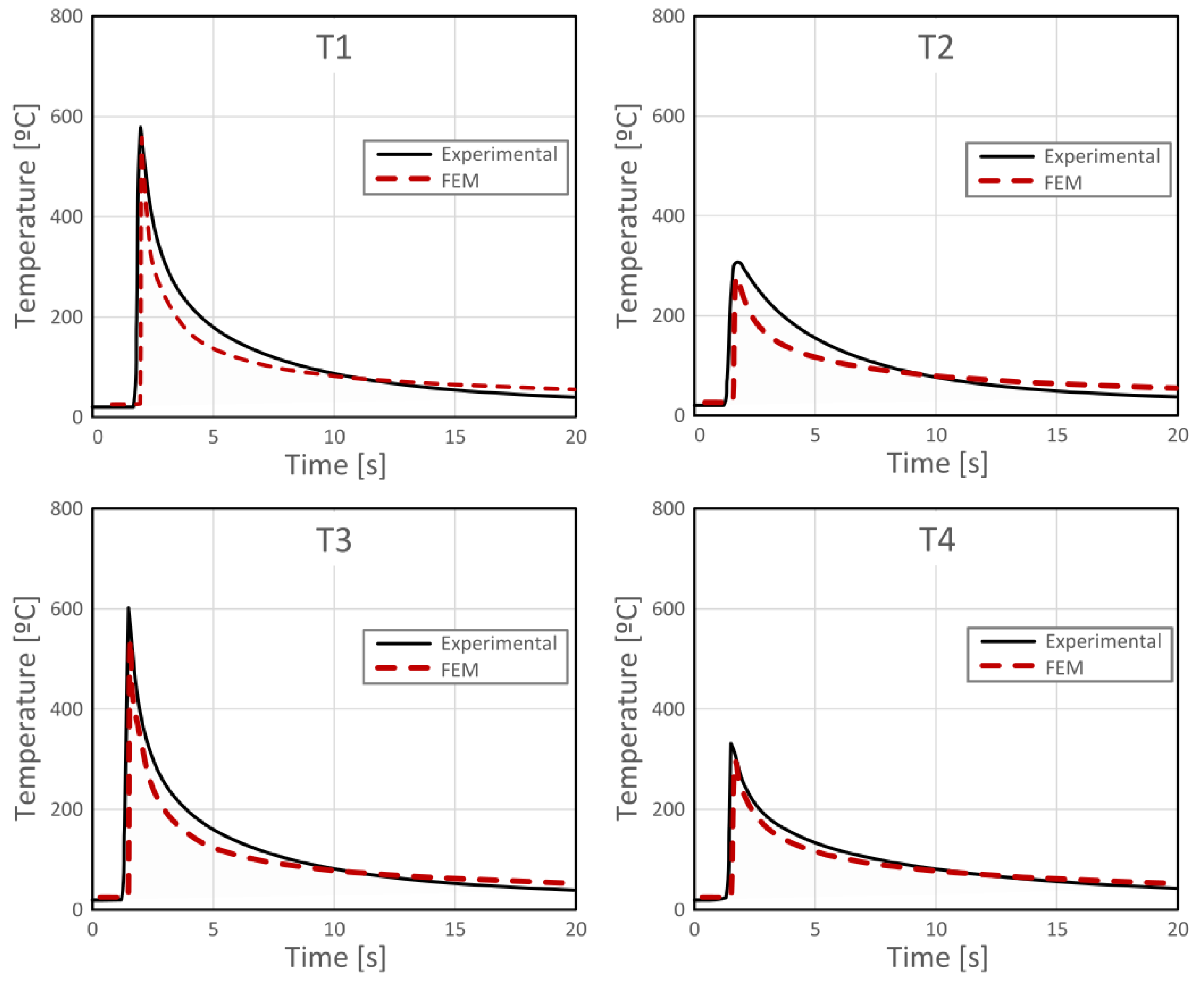
Figure 10 shows the comparison between the experimental evolution of temperatures (dotted black) and the temperatures predicted by the fitted FEM model (blue) in the same places. There is still some room for improvement in the maximum temperatures in thermocouples 3 and 4 and the temperature evolution in thermocouples 1 and 3, but the overall matching is good. The maximum temperature is mostly dependent on conical Gaussian parameters, while temperature evolution depends mainly on the convection coefficient, which has not been considered in this study.
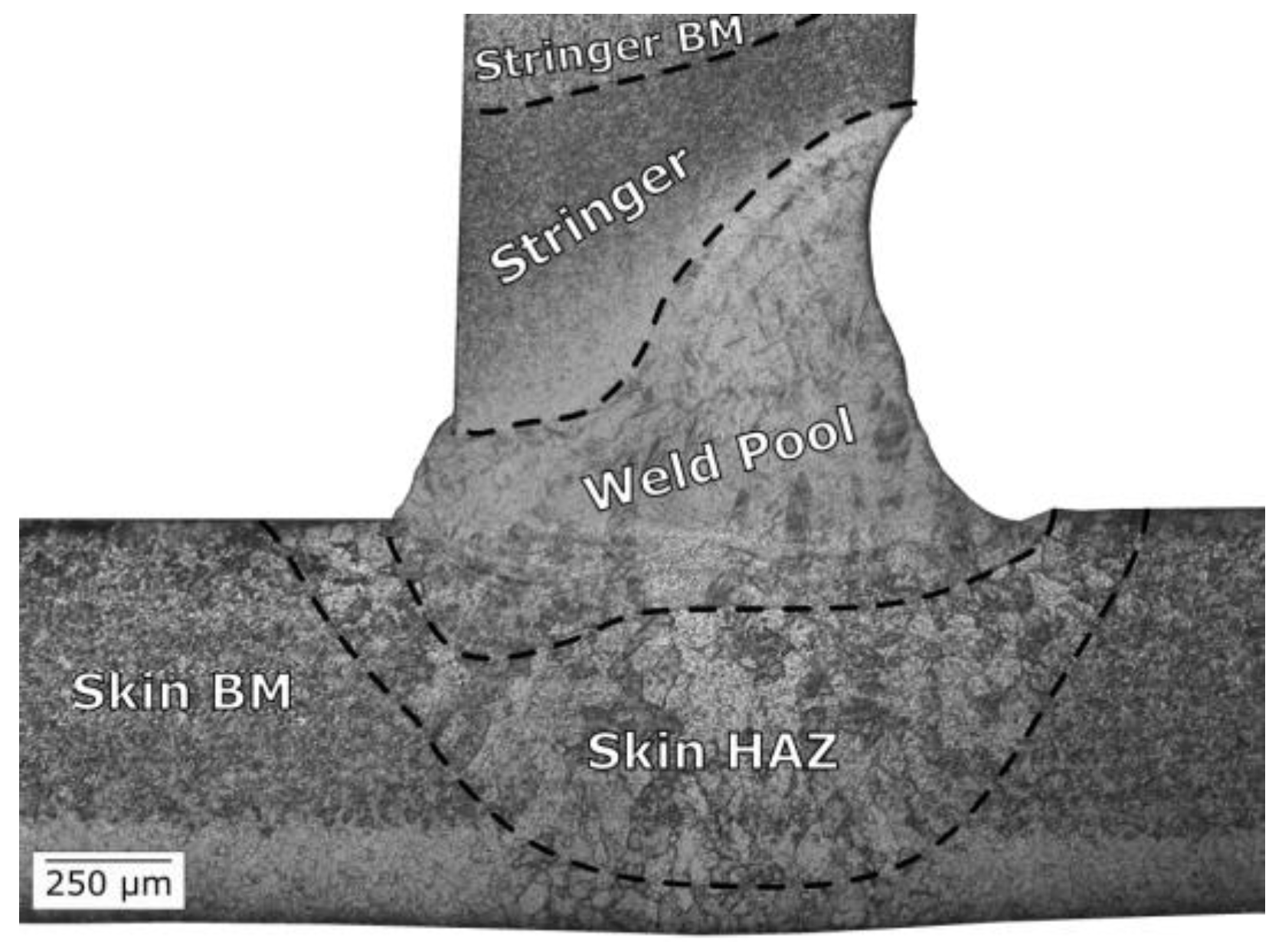
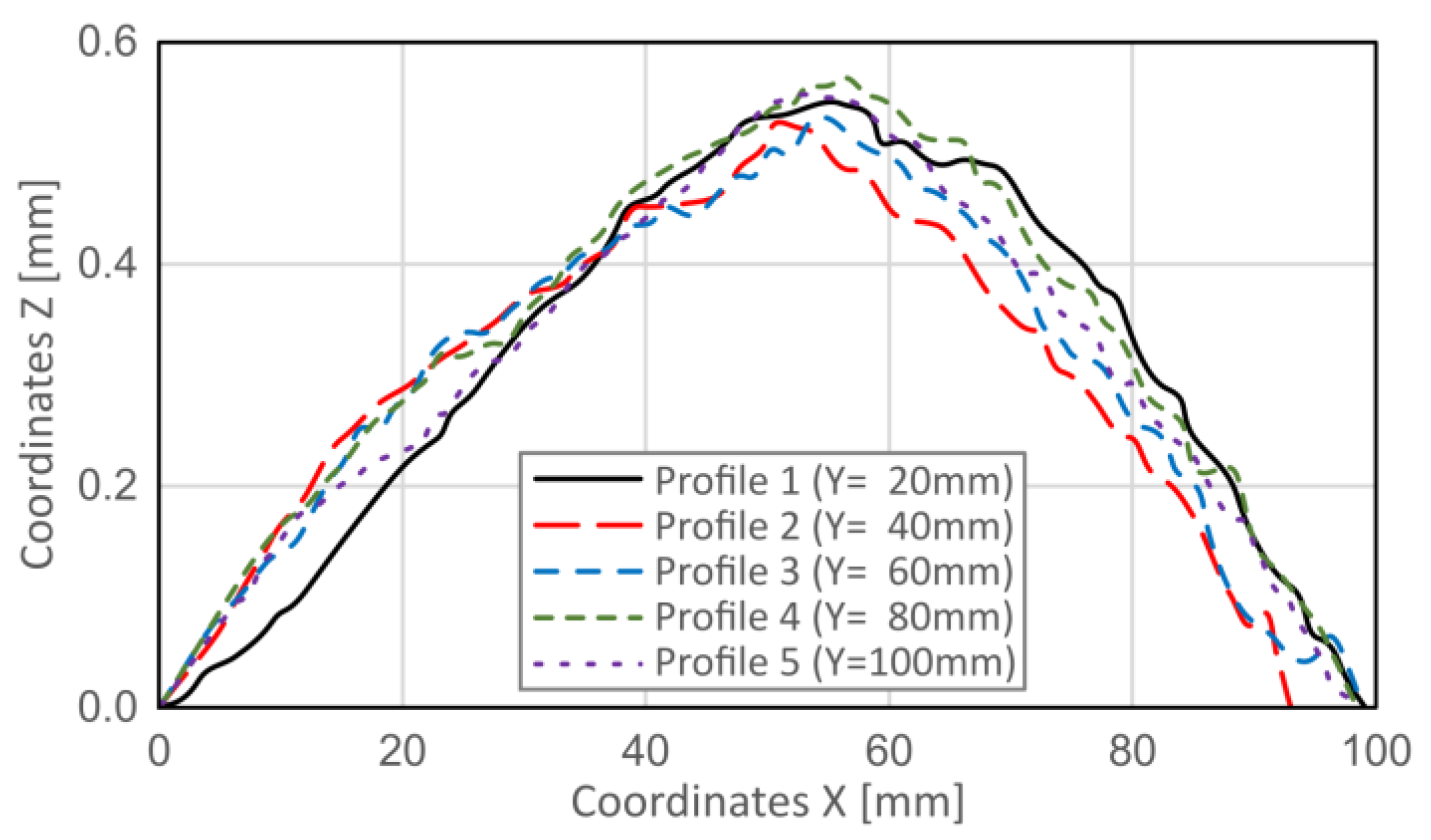
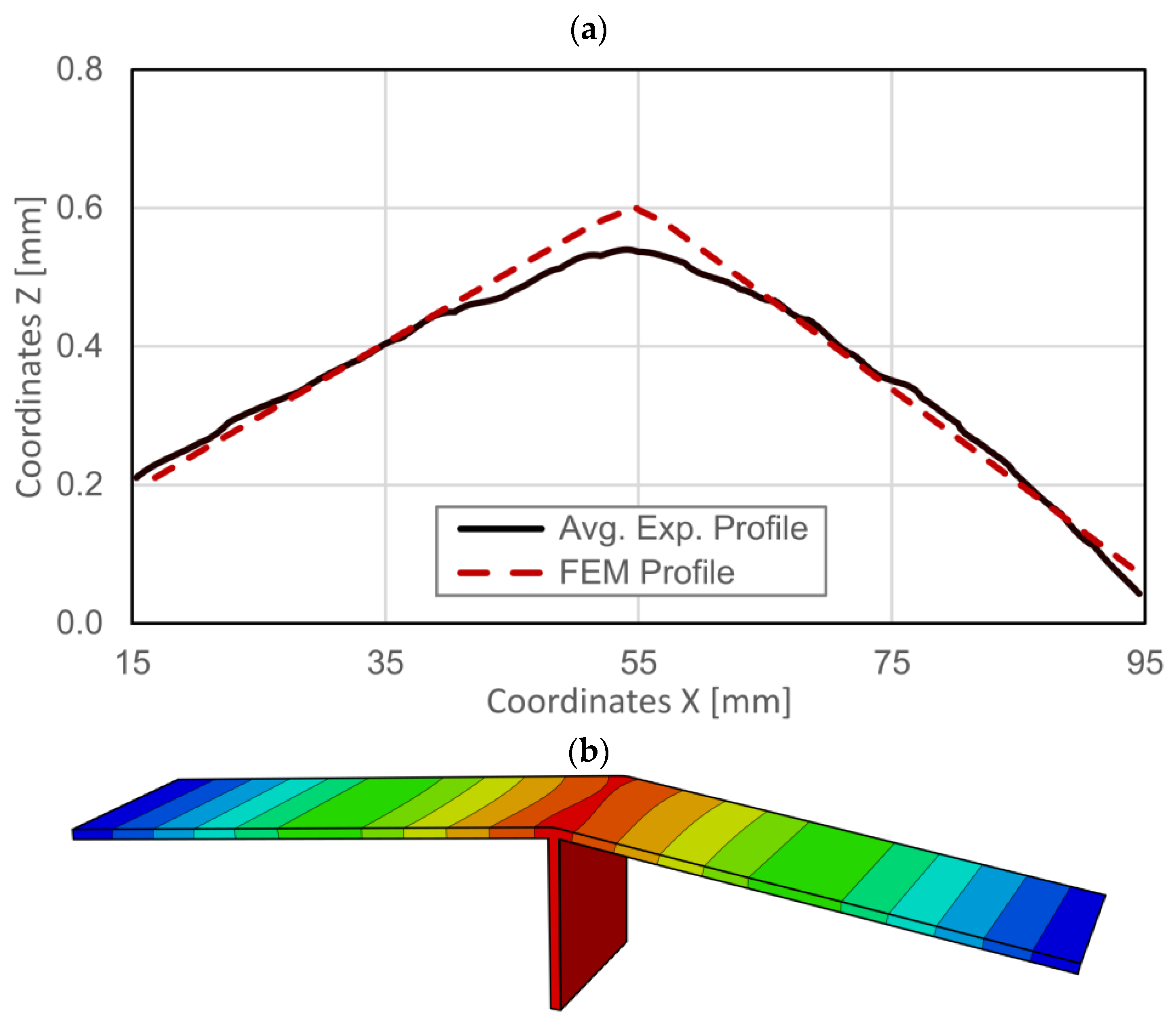
Figure 11a compares the average of the five profiles measured with the central profile of the fitted FEM model. The simulation results match the experimental data on the flanks but differ in the central area. The model cannot reproduce the round shape of the welded joint. In terms of angular distortion, the FEM model deformation is 1.31° while the specimen is 1.37°. Thus, the angular distortion error is 5.3%, which is considered highly satisfactory.
4. Conclusions
A methodology to find the best finite element Conical Gaussian heat flux parameters has been described and validated using experimental data from the dissimilar laser welding process. Its aim is the multi-objective fitting of titanium laser welding. The methodology can be summarized in five steps: implementation of a fractional factorial design, simulation of thermal and mechanical FEM models, creation of mathematical models, application of a response surface method to find the best unknown parameters, and the validation of results using experimental data. The result is an accurate FEM model that reproduces the temperatures and distortions of a Titanium welded joint.
Four heat flux parameters were studied: top radius re, lower radius ri, cone height yi, and process efficiency (η). FEM results show good agreement with experimental data. The best matching parameters for a Conical Gaussian heat flux are re = 0.41, ri = 0.29, yi = 0.78, and η = 0.5. The temperature average error is 8.2%, the angular distortion error is 5.3%, and the weld pool shape approximates the experimental macrograph. Based on the above results, new designs for experiments and simulations can be implemented to improve the accuracy of results. However, the authors consider that the obtained accuracy is highly satisfactory; thus, subsequent model improvements are not necessary in this case. The above parameters provide good results compared with experimental data in an affordable amount of time. Thermal models were simulated in just 24 h and mechanical models in 160 h. The implementation of this methodology avoids the classic trial and error process, which is a tedious job, does not assure good results, and takes an undetermined amount of time.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}