Mechanical and Thermal Analyses of Metal-PLA Components Fabricated by Metal Material Extrusion


 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
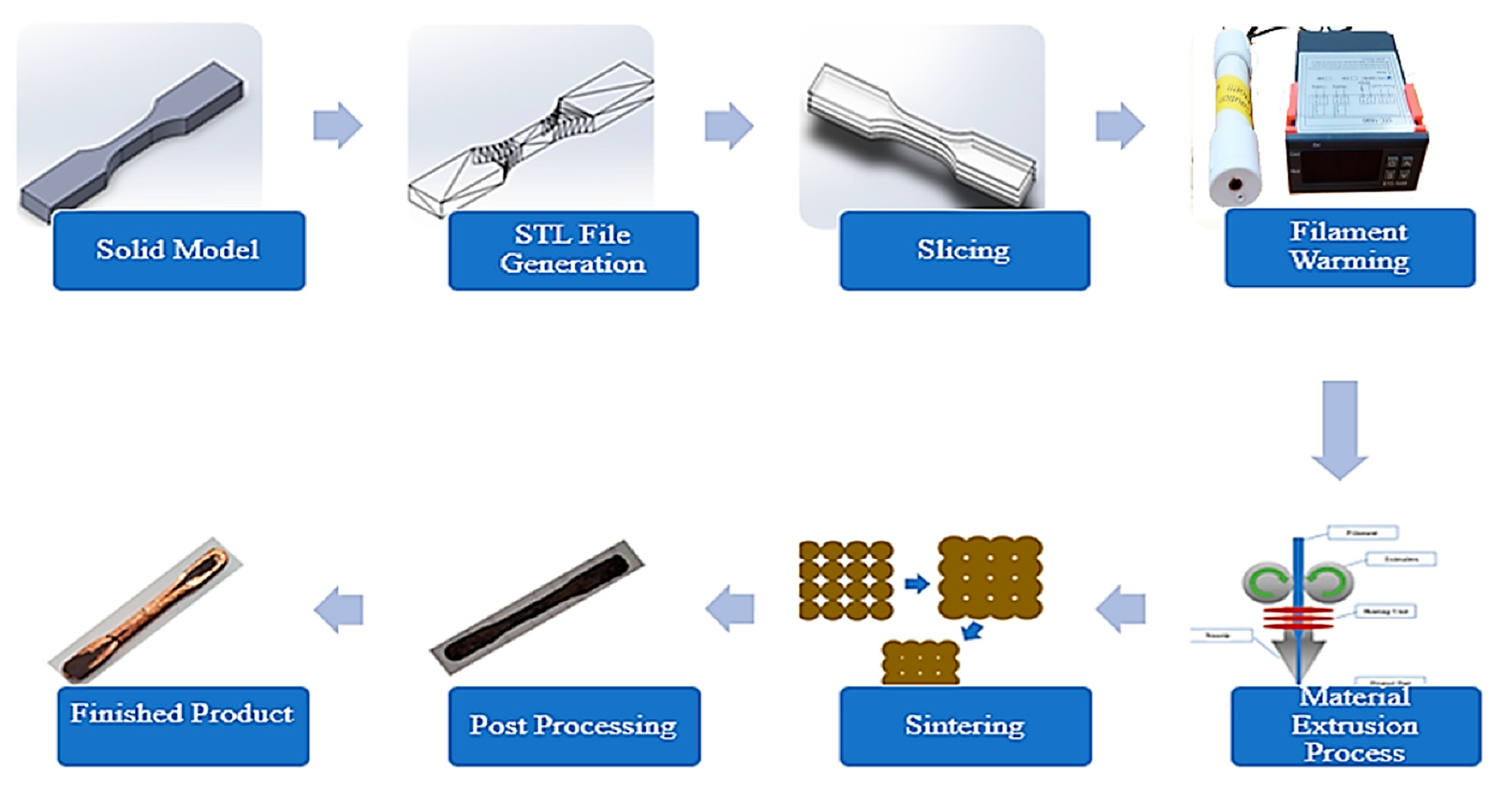
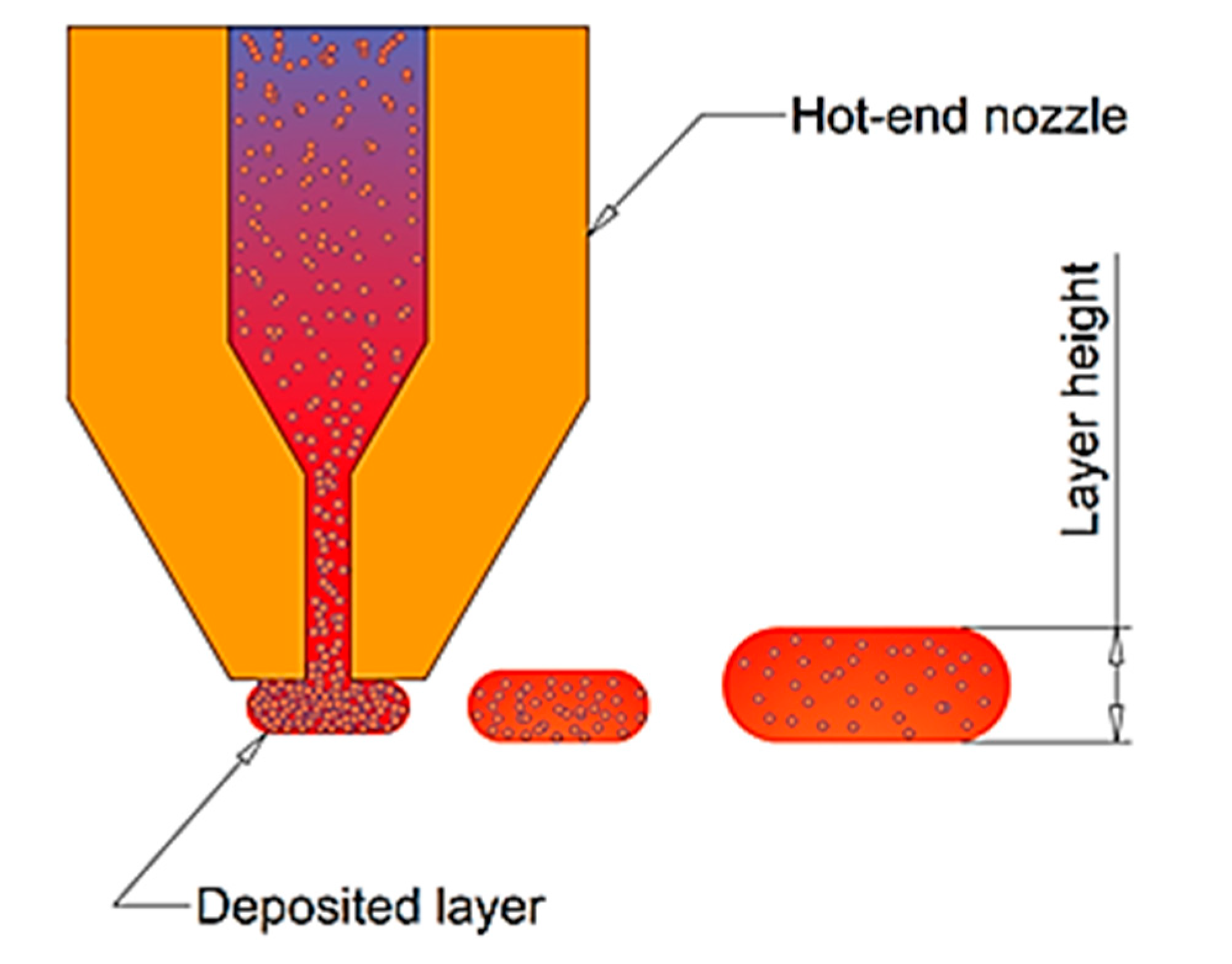
2. Materials and Methods
3. Results and Discussion
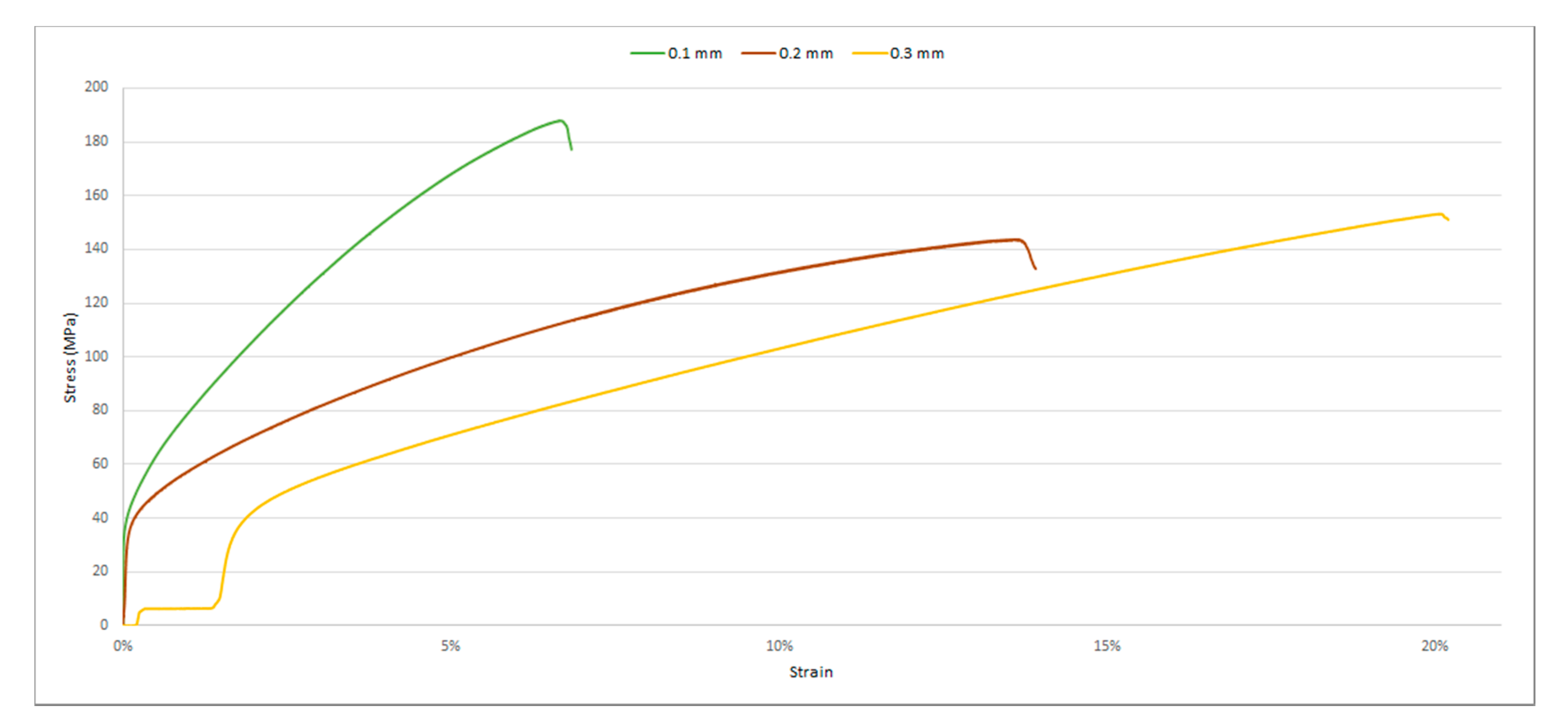
3.1. Tensile Test
3.2. Thermomechanical Analysis (TMA)
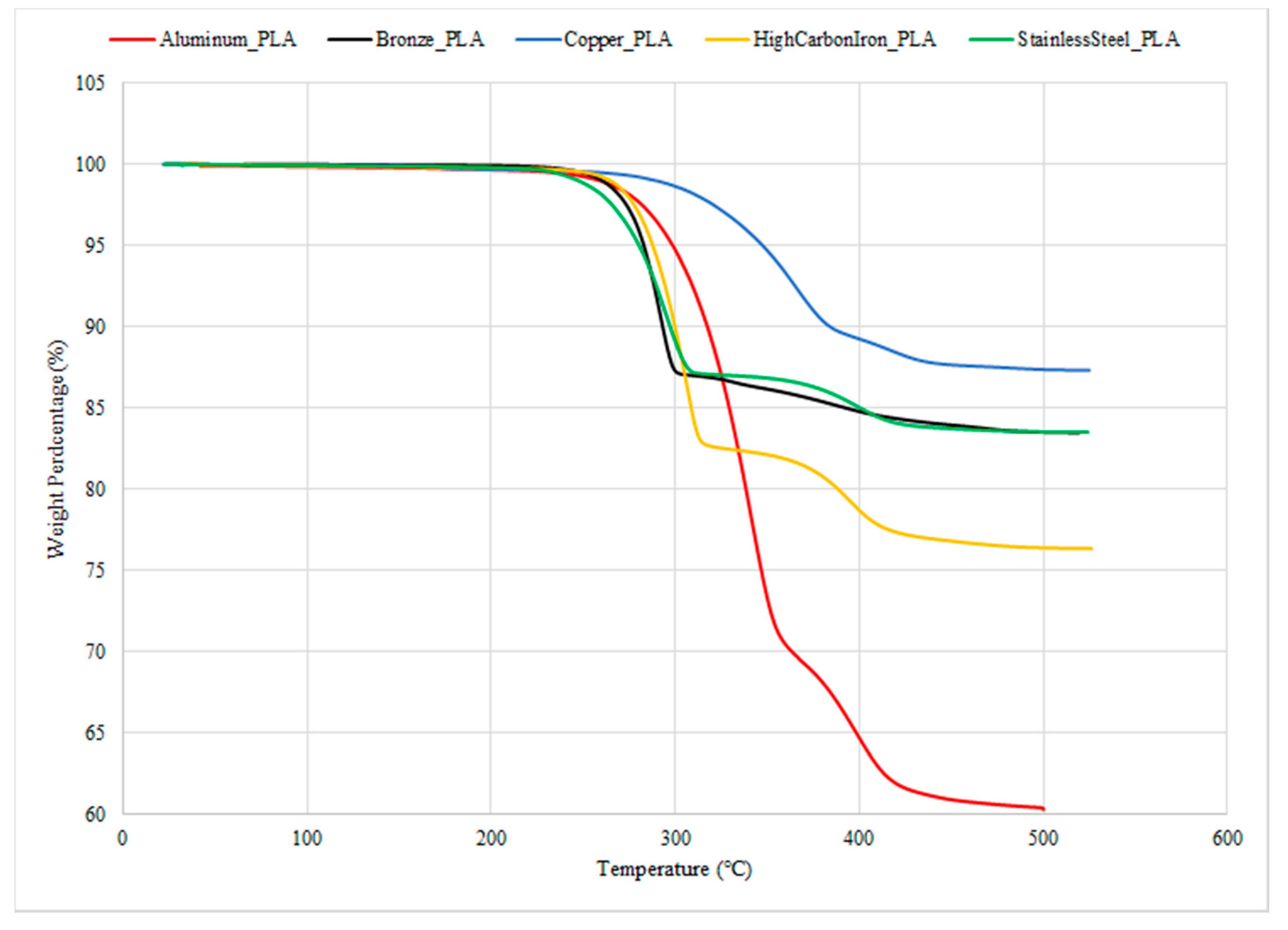
3.3. Thermogravimetric Analysis (TGA)
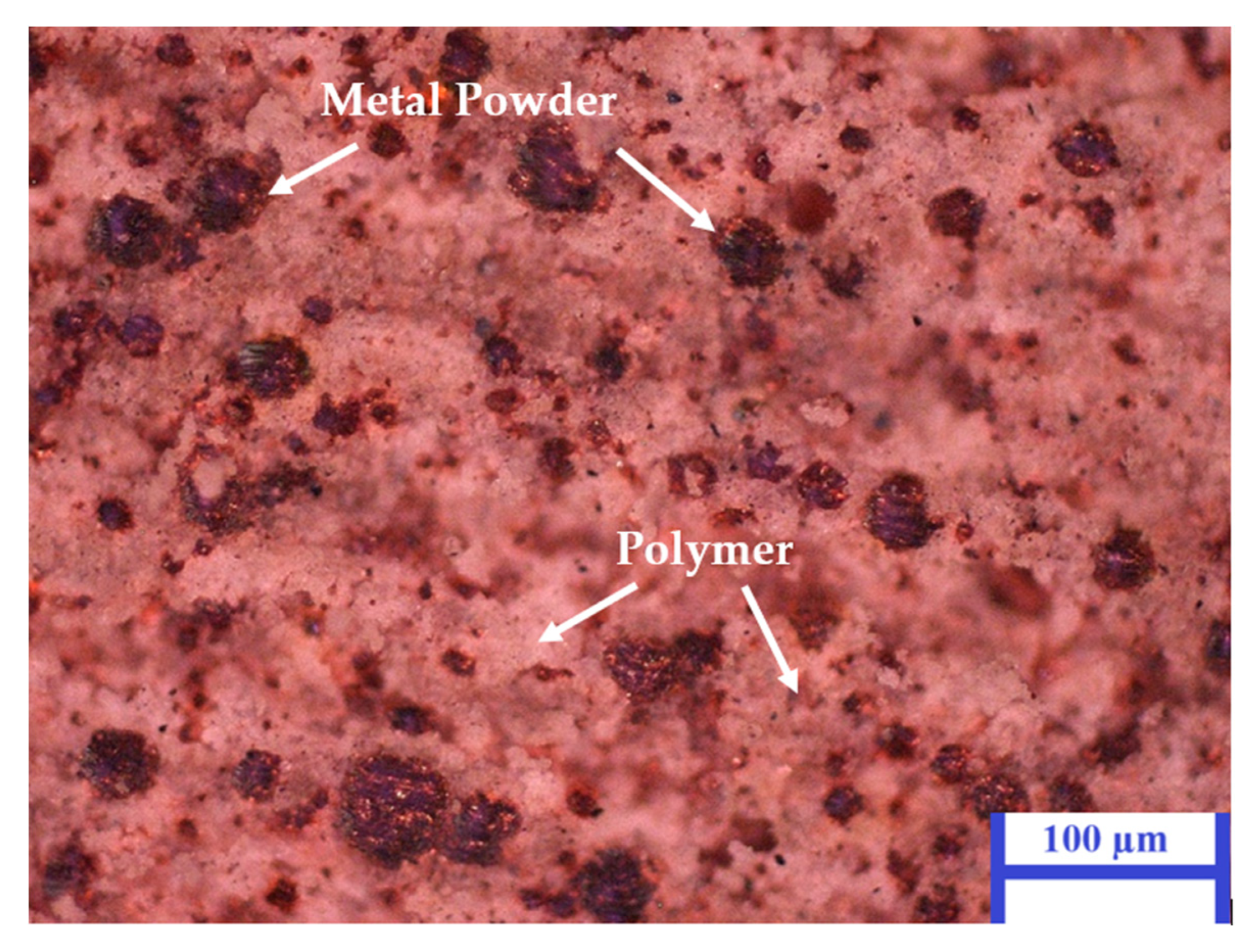
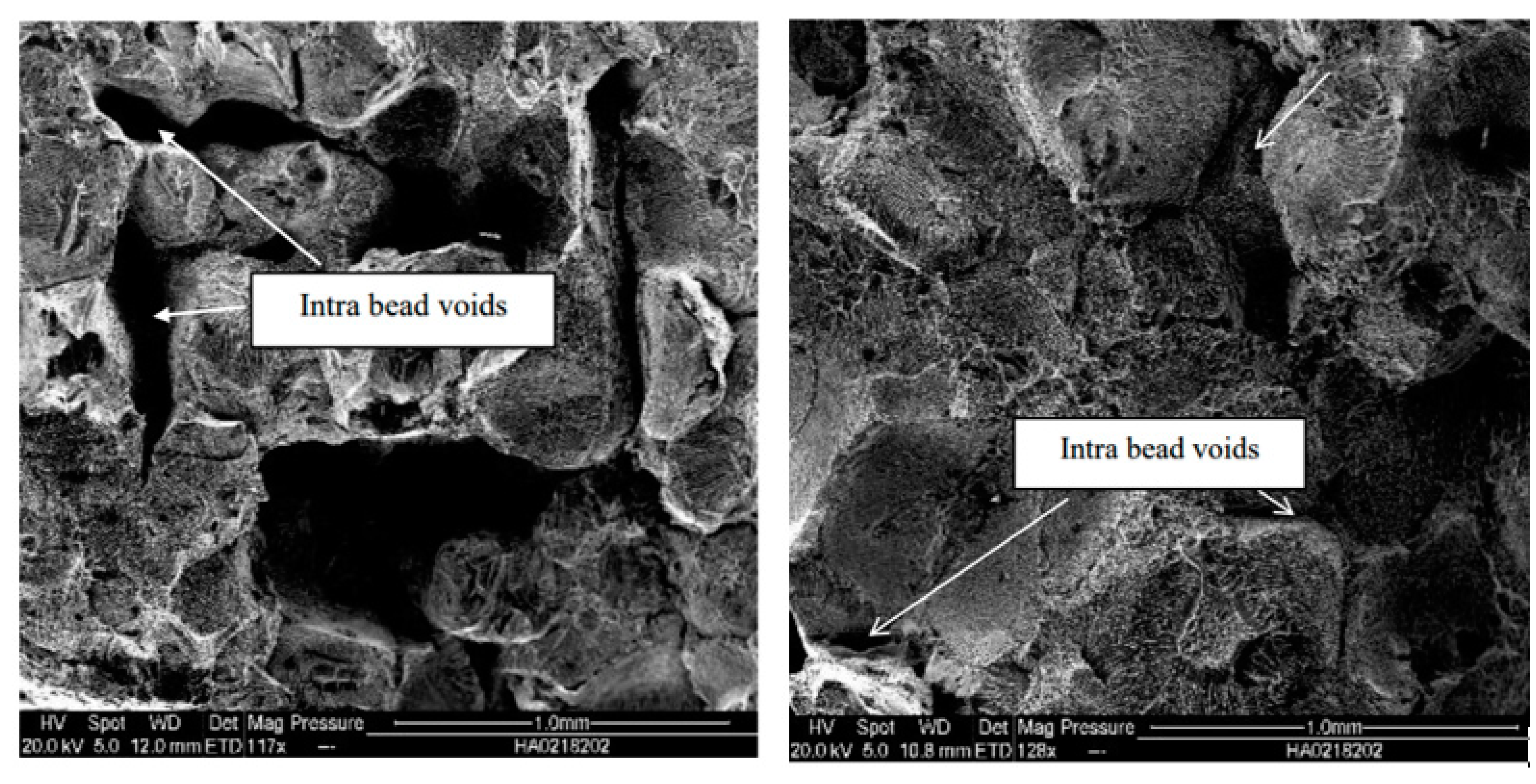
3.4. Microstructural Analysis
3.5. Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ventola, C.L. Medical applications for 3D printing: Current and projected uses. P T Peer-Rev. J. Formul. Manag. 2014, 39, 704–711. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Proceedings of the 4th International Conference and Exhibition on Additive Manufacturing Technologies-AM-2014, Banglore, India, 1–2 September 2014. [Google Scholar]
- Buchanan, C.; Gardner, L. Metal 3D printing in construction: A review of methods, research, applications, opportunities and challenges. Eng. Struct. 2019, 180, 332–348. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Imeri, A.; Fidan, I.; Elkelany, M. 3D printed fiber reinforced polymer composites—Structural analysis. Compos. Part B Eng. 2019, 175, 107112. [Google Scholar] [CrossRef]
- Nasirov, A.; Hasanov, S.; Fidan, I. Prediction of mechanical properties of fused deposition modeling made parts using multiscale modeling and classical laminate theory. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019; pp. 1373–1382. [Google Scholar]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Fidan, I.; Allen, M.; Imeri, A. Creep behavior analysis of additively manufactured fiber-reinforced components. Int. J. Adv. Manuf. Technol. 2018, 99, 1225–1234. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Fidan, I. Experimental Evaluation of Additively Manufactured Continuous Fiber Reinforced Nylon Composites. In Proceedings of the TMS 2020 149th Annual Meeting & Exhibition Supplemental, San Diego, CA, USA, 23–27 February 2020. [Google Scholar]
- Gupta, A.; Fidan, I.; Hasanov, S.; Nasirov, A. Processing, mechanical characterization, and micrography of 3D-printed short carbon fiber reinforced polycarbonate polymer matrix composite material. Int. J. Adv. Manuf. Technol. 2020, 107, 3185–3205. [Google Scholar] [CrossRef]
- Gupta, A.; Hasanov, S.; Fidan, I. Processing and characterization of 3D-printed polymer matrix composites reinforced with discontinuous fibers. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019; pp. 1054–1066. [Google Scholar]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Fidan, I.; Imeri, A.; Gupta, A.; Hasanov, S.; Nasirov, A.; Elliott, A.; Nanami, N. The trends and challenges of fiber reinforced additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 102, 1801–1818. [Google Scholar] [CrossRef]
- Misra, S.; Hussain, M.; Gupta, A.; Kumar, V.; Kumar, S.; Das, A.K. Fabrication and characteristic evaluation of direct metal laser sintered SiC particulate reinforced Ti6Al4V metal matrix composites. J. Laser Appl. 2019, 31. [Google Scholar] [CrossRef]
- Gupta, A.; Hussain, M.; Misra, S.; Das, A.K.; Mandal, A. Processing and characterization of laser sintered hybrid B4C/cBN reinforced Ti-based metal matrix composite. Opt. Lasers Eng. 2018, 105, 159–172. [Google Scholar] [CrossRef]
- Laureijs, R.E.; Roca, J.B.; Narra, S.P.; Montgomery, C.; Beuth, J.L.; Fuchs, E.R.H. Metal additive manufacturing: Cost competitive beyond low volumes. J. Manuf. Sci. Eng. 2017, 139, 1–9. [Google Scholar] [CrossRef]
- Greguric, L. All3DP. Available online: https://all3dp.com/2/how-much-does-a-metal-3d-printer-cost/ (accessed on 24 July 2020).
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef] [Green Version]
- Richter, A. MarrweHackers. Available online: https://www.matterhackers.com/articles/how-to-succeed-when-3D-printing-with-metal-PLA (accessed on 25 July 2020).
- Riecker, S.; Clouse, J.; Studnitzky, T.; Andersen, O.; Kieback, B. Fused Deposition Modeling-Opportunities for cheap metal AM. In Proceedings of the World PM2016 Congress & Exhibition, Hamburg, Germany, 9–13 October 2016. [Google Scholar]
- Hwang, S.; Reyes, E.I.; Moon, K.S.; Rumpf, R.C.; Kim, N.S. Thermo-mechanical Characterization of Metal/Polymer Composite Filaments and Printing Parameter Study for Fused Deposition Modeling in the 3D Printing Process. J. Electron. Mater. 2015, 44, 771–777. [Google Scholar] [CrossRef]
- Masood, S.H.; Song, W.Q. Thermal characteristics of a new metal/polymer material for FDM rapid prototyping process. Assem. Autom. 2005, 25, 309–315. [Google Scholar] [CrossRef]
- Terry, S.; Fidan, I.; Tantawi, K. Dimensional Analysis of Metal Powder Infused Filament—Low Cost Metal 3D Printing. In Proceedings of the Solid Freeform Fabrication 2019: Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Terry, S.M. Innovating the Fused Filament Fabrication Process Metal Powder Polylactic Acid Printing; ProQuest Dissertations Publishing, ProQuest LLC: Ann Arbor, MI, USA, 2019. [Google Scholar]
- Liu, B.; Wang, Y.; Lin, Z.; Zhang, T. Creating metal parts by fused deposition modeling and sintering. Mater. Lett. 2020, 263, 127252. [Google Scholar] [CrossRef]
- The Virtual Foundry. Available online: https://www.thevirtualfoundry.com (accessed on 25 July 2020).
- ASTM D638-14. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2014; Available online: https://www.astm.org/Standards/D638 (accessed on 25 July 2020).
- MatWeb. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=9aebe83845c04c1db5126fada6f76f7e (accessed on 25 July 2020).
- Lykov, P.A.; Safonov, E.V.; Akhmedianov, A.M. Selective Laser Melting of Copper. Mater. Sci. Forum 2016, 843, 284–288. [Google Scholar] [CrossRef]
- Guschlbauer, R.; Momeni, S.; Osmanlic, F.; Körner, C. Process development of 99.95% pure copper processed via selective electron beam melting and its mechanical and physical properties. Mater. Charact. 2018, 143, 163–170. [Google Scholar] [CrossRef]
- Yegyan Kumar, A.; Bai, Y.; Eklund, A.; Williams, C.B. The effects of Hot Isostatic Pressing on parts fabricated by binder jetting additive manufacturing. Addit. Manuf. 2018, 24, 115–124. [Google Scholar] [CrossRef]
- ASTM E1131-08. Standard Test Method for Compositional Analysis by Thermogravimetry; ASTM International: West Conshohocken, PA, USA, 2015; Available online: https://www.astm.org/Standards/D638 (accessed on 25 July 2020).
- Ma, P.; Jiang, L.; Ye, T.; Dong, W.; Chen, M. Melt Free-Radical Grafting of Maleic Anhydride onto Biodegradable Poly(lactic acid) by Using Styrene as a Comonomer. Polymers 2014, 6, 1528–1543. [Google Scholar] [CrossRef] [Green Version]
- Alex, H. DigitalAlloys. Available online: https://www.digitalalloys.com/blog/joule-printing-vs-wire-ded/ (accessed on 26 July 2020).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Base material | PLA |
| Supports | No supports |
| Skirt line count | 3 |
| Infill density | 100% |
| Wall layers | Maximum |
| Printing temperature | 230 °C |
| Build plate temperature | 60 °C |
| Printing speed | 10 mm/s |
| Material | UTS (MPa) | E (GPa) | Yield Stress (MPa) |
|---|---|---|---|
| PLA | 66 | 3.5 | 48 |
| Cu-PLA | 22 | 1.4 | 18 |
| Cu-PLA sintered at 1065 °C | 188 | 101 | 55 |
| Annealed copper [23] | 210 | 110 | 33.3 |
| Direct SLM copper [29] | 149 | NA | NA |
| EBM copper [30] | 177 | NA | NA |
| Jet Binder copper [31] | 176.35 | NA | NA |
| Layer Height (mm) | UTS (MPa) | E (GPa) | Yield Stress (MPa) |
|---|---|---|---|
| 0.1 | 188 | 101 | 55 |
| 0.2 | 166 | 39 | 36 |
| 0.3 | 153 | 15 | 39 |
| Material | Average CTE mm/ (m C) | |
|---|---|---|
| Direction | x/y direction | z direction |
| PLA | 0.07906 | 0.07983 |
| Cu-PLA | 0.05646 | 0.06311 |
| Al-PLA | 0.06927 | 0.07244 |
| HC-PLA | 0.06413 | 0.06980 |
| Material | Thermal Degradation Starting Temperature (°C) | Full Degradation Temperature (°C) | Weight % |
|---|---|---|---|
| Cu-PLA | 300.87 | 437.45 | 87.28 |
| 293.73 | 399.49 | 85.51 | |
| Br-PLA | 311.21 | 405.59 | 85.98 |
| 242.52 | 439.45 | 83.60 | |
| Al-PLA | 279.41 | 420.54 | 60.49 |
| 271.37 | 420.65 | 60.45 | |
| SS-PLA | 252.08 | 424.64 | 83.44 |
| 227.33 | 408.27 | 83.80 | |
| HC-PLA | 267.83 | 422.10 | 75.96 |
| 262.95 | 420.65 | 76.36 | |
| PLA | 350 | 400 | 0–1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammadizadeh, M.; Lu, H.; Fidan, I.; Tantawi, K.; Gupta, A.; Hasanov, S.; Zhang, Z.; Alifui-Segbaya, F.; Rennie, A. Mechanical and Thermal Analyses of Metal-PLA Components Fabricated by Metal Material Extrusion. Inventions 2020, 5, 44. https://doi.org/10.3390/inventions5030044
Mohammadizadeh M, Lu H, Fidan I, Tantawi K, Gupta A, Hasanov S, Zhang Z, Alifui-Segbaya F, Rennie A. Mechanical and Thermal Analyses of Metal-PLA Components Fabricated by Metal Material Extrusion. Inventions. 2020; 5(3):44. https://doi.org/10.3390/inventions5030044
Chicago/Turabian StyleMohammadizadeh, Mahdi, Hao Lu, Ismail Fidan, Khalid Tantawi, Ankit Gupta, Seymur Hasanov, Zhicheng Zhang, Frank Alifui-Segbaya, and Allan Rennie. 2020. "Mechanical and Thermal Analyses of Metal-PLA Components Fabricated by Metal Material Extrusion" Inventions 5, no. 3: 44. https://doi.org/10.3390/inventions5030044