
Biohydrometallurgical Recovery of Metals from Waste Electronic Equipment: Current Status and Proposed Process

Abstract
:1. Introduction
2. Definition and Classification of Electronic Waste
3. E-Waste Management and Legislations
4. Pre-Treatment of E-Waste
5. Metallurgical Technologies to Treat E-Waste
5.1. Pyro-Metallurgical Processes
5.2. Hydrometallurgical Process
5.3. Biohydrometallurgical Processes to Treat E-Waste
5.3.1. Bioleaching Technology
One-Step Bioleaching Process
Two-Step Bioleaching Process
5.3.2. Bioleaching of Base Metals from E-Waste
5.3.3. Bioleaching of Precious Metals from E-waste
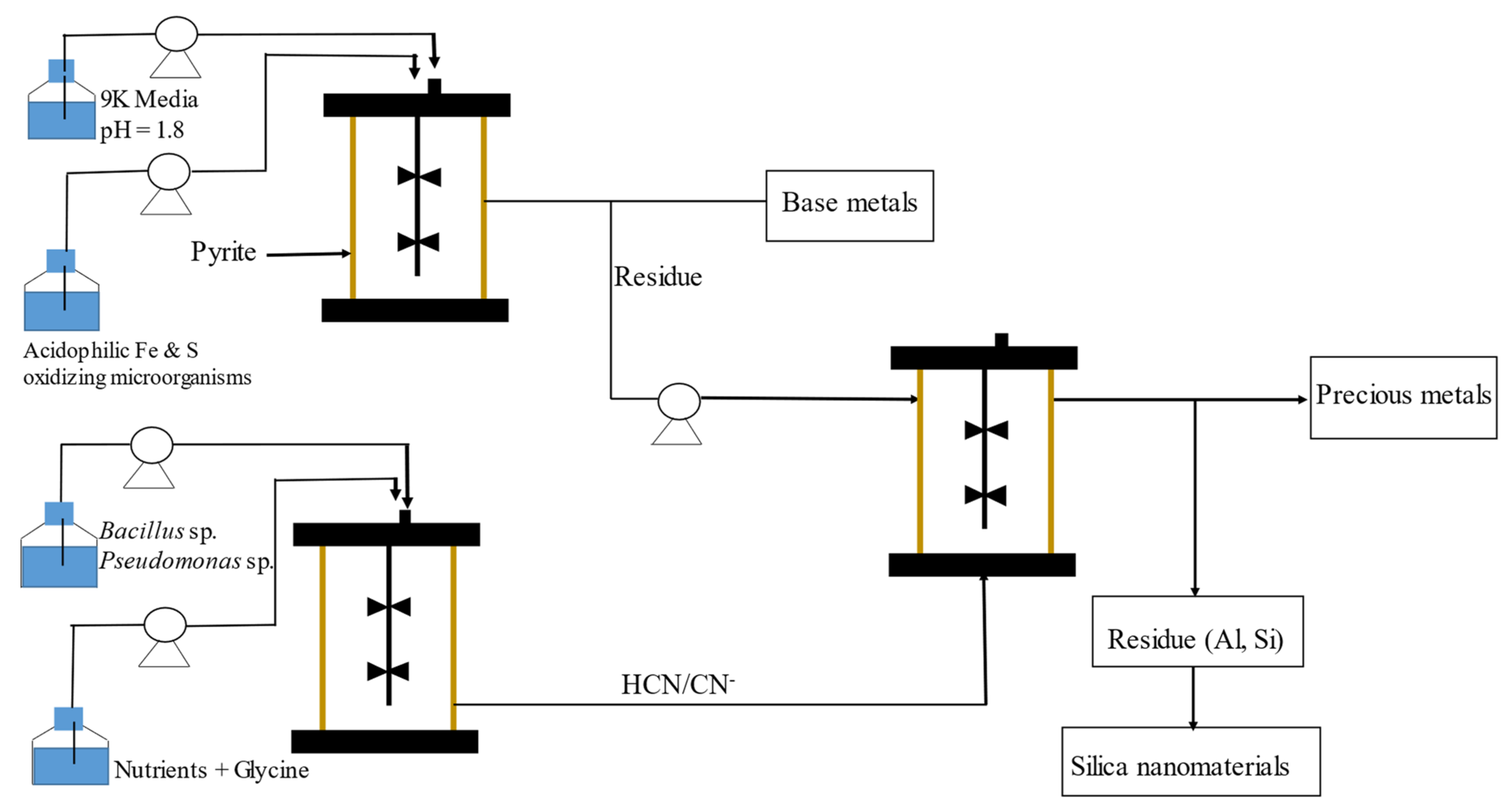
6. Proposed Process for Future Work
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sethurajan, M.; van Hullebusch, E.D.; Fontana, D.; Akcil, A.; Deveci, H.; Batinic, B.; Leal, J.P.; Gasche, T.A.; Kucuker, M.A.; Kuchta, K. Recent advances on hydrometallurgical recovery of critical and precious elements from end of life electronic wastes-a review. Crit. Rev. Environ. Sci. Technol. 2019, 49, 212–275. [Google Scholar] [CrossRef]
- Wang, F.; Zhao, Y.; Zhang, T.; Duan, C.; Wang, L. Mineralogical analysis of dust collected from typical recycling line of waste printed circuit boards. Waste Manag. 2015, 43, 434–441. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.; Liu, X.; Zhang, X.; Zhu, M.; Tan, W. Bioleaching of copper from waste printed circuit boards by bacteria-free cultural supernatant of iron–sulfur-oxidizing bacteria. Bioresour. Bioprocess. 2018, 5, 10. [Google Scholar] [CrossRef]
- Dave, S.; Sodha, A.; Tipre, D. Microbial technology for metal recovery from e-waste printed circuit boards. J. Bacteriol. Mycol. Open Access 2018, 6, 241–247. [Google Scholar] [CrossRef]
- Kiddee, P.; Pradhan, J.K.; Mandal, S.; Biswas, J.K.; Sarkar, B. An overview of treatment technologies of e-waste. In Handbook of Electronic Waste Management; Elsevier: Amsterdam, The Netherlands, 2020; pp. 1–18. [Google Scholar]
- Harikrushnan, B.; Shreyass, G.; Hemant, G.; Pandimadevi, M. Recovery of metals from printed circuit boards (pcbs) using a combination of hydrometallurgical and biometallurgical processes. Int. J. Environ. Res. 2016, 10, 511–518. [Google Scholar]
- Baldé, C.P.; Forti, V.; Gray, V.; Kuehr, R.; Stegmann, P. The Global E-Waste Monitor 2017: Quantities, Flows and Resources; United Nations University: Bonn, Germany; International Telecommunication Union: Geneva, Switzerland; International Solid Waste Association: Vienna, Austria, 2017. [Google Scholar]
- Lydall, M.; Nyanjowa, W.; James, Y. Mapping south africa’s waste electrical and electronic equipment (weee) dismantling, pre-processing and processing technology landscape. Waste Res. Dev. Innov. Roadmap Res. Rep. 2017, 8, 2020. [Google Scholar]
- Arshadi, M.; Mousavi, S. Simultaneous recovery of ni and cu from computer-printed circuit boards using bioleaching: Statistical evaluation and optimization. Bioresour. Technol. 2014, 174, 233–242. [Google Scholar] [CrossRef]
- Narayanasamy, M.; Dhanasekaran, D.; Vinothini, G.; Thajuddin, N. Extraction and recovery of precious metals from electronic waste printed circuit boards by bioleaching acidophilic fungi. Int. J. Environ. Sci. Technol. 2018, 15, 119–132. [Google Scholar] [CrossRef]
- Kaya, M. Recovery of metals from electronic waste by physical and chemical recycling processes. Int. J. Chem. Mol. Nucl. Mater. Metall. Eng. 2016, 10, 232–243. [Google Scholar] [CrossRef]
- Awasthi, A.K.; Li, A.J. Sustainable bioprospecting of electronic waste. Trends Biotechnol. 2019, 37, 677–680. [Google Scholar] [CrossRef]
- Forti, V.; Balde, C.P.; Kuehr, R.; Bel, G. The Global E-Waste Monitor 2020: Quantities, Flows and the Circular Economy Potential; United Nations University/United Nations Institute for Training and Research: Bonn, Germany; International Telecommunication Union: Geneva, Switzerland; International Solid Waste Association: Vienna, Austria, 2020. [Google Scholar]
- Lekka, M.; Masavetas, I.; Benedetti, A.; Moutsatsou, A.; Fedrizzi, L. Gold recovery from waste electrical and electronic equipment by electrodeposition: A feasibility study. Hydrometallurgy 2015, 157, 97–106. [Google Scholar] [CrossRef]
- Cui, J.; Zhang, L. Metallurgical recovery of metals from electronic waste: A review. J. Hazard. Mater. 2008, 158, 228–256. [Google Scholar] [CrossRef] [PubMed]
- Ashiq, A.; Kulkarni, J.; Vithanage, M. Chapter 10—hydrometallurgical recovery of metals from e-waste. In Electronic Waste Management and Treatment Technology; Prasad, M.N.V., Vithanage, M., Eds.; Butterworth-Heinemann: Oxford, UK, 2019; pp. 225–246. [Google Scholar]
- Habibi, A.; Kourdestani, S.S.; Hadadi, M. Biohydrometallurgy as an environmentally friendly approach in metals recovery from electrical waste: A review. Waste Manag. Res. 2020, 38, 232–244. [Google Scholar] [CrossRef]
- Ji, X.; Yang, M.; Wan, A.; Yu, S.; Yao, Z. Bioleaching of typical electronic waste—printed circuit boards (wpcbs): A short review. Int. J. Environ. Res. Public Health 2022, 19, 7508. [Google Scholar] [CrossRef] [PubMed]
- Işıldar, A.; Rene, E.R.; van Hullebusch, E.D.; Lens, P.N. Electronic waste as a secondary source of critical metals: Management and recovery technologies. Resour. Conserv. Recycl. 2018, 135, 296–312. [Google Scholar] [CrossRef]
- Işıldar, A.; van Hullebusch, E.D.; Lenz, M.; Laing, G.D.; Marra, A.; Cesaro, A.; Panda, S.; Akcil, A.; Kucuker, M.A.; Kuchta, K. Biotechnological strategies for the recovery of valuable and critical raw materials from waste electrical and electronic equipment (weee)–a review. J. hazard. Mater. 2019, 362, 467–481. [Google Scholar] [CrossRef]
- Shree, K.J. Review on current practices for e-waste management and need for environment friendly technology. IJIRSET 2017, 6, 8. [Google Scholar]
- Imran, M.; Haydar, S.; Kim, J.; Awan, M.R.; Bhatti, A.A. E-waste flows, resource recovery and improvement of legal framework in pakistan. Resour. Conser. Recycl. 2017, 125, 131–138. [Google Scholar] [CrossRef]
- Widmer, R.; Oswald-Krapf, H.; Sinha-Khetriwal, D.; Schnellmann, M.; Böni, H. Global perspectives on e-waste. Environ. Impact Assess. Rev. 2005, 25, 436–458. [Google Scholar] [CrossRef]
- Shittu, O.S.; Williams, I.D.; Shaw, P.J. Global E-waste management: Can WEEE make a difference? A review of e-waste trends, legislation, contemporary issues and future challenges. Waste Manag. 2020, 120, 549–563. [Google Scholar] [CrossRef]
- Patil, R.A.; Ramakrishna, S. A comprehensive analysis of e-waste legislation worldwide. Environ. Sci. Pollut. Res. 2020, 27, 14412–14431. [Google Scholar] [CrossRef] [PubMed]
- Ganguly, R. E-waste management in india–an overview. Int. J. Earth Sci. Eng. 2016, 9, 574–588. [Google Scholar]
- Heeks, R.; Subramanian, L.; Jones, C. Understanding e-Waste Management in Developing Countries: Strategies, Determinants, and Policy Implications in the Indian ICT Sector. Inf. Technol. Dev. 2015, 21, 653–667. [Google Scholar] [CrossRef]
- Baloyi, O.; Masinga, A.K. The new national environmental management: Waste act; A shift in waste management approach in south africa. Sustain. World 2011, 142, 311. [Google Scholar]
- Bob, U.; Padayachee, A.; Gordon, M.; Moutlana, I. Enhancing Innovation and Technological Capabilities in the Management of E-Waste: Case Study of South African Government Sector. Sci. Technol. Soc. 2017, 22, 332–349. [Google Scholar] [CrossRef]
- Kumar, A.; Holuszko, M.; Espinosa, D.C.R. E-waste: An overview on generation, collection, legislation and recycling practices. Resour. Conserv. Recycl. 2017, 122, 32–42. [Google Scholar] [CrossRef]
- Currie, A. E-waste can no longer be ignored. ReSource 2020, 22, 14–15. [Google Scholar]
- Lawhon, M. Relational Power in the Governance of a South African E-Waste Transition. Environ. Plan. A Econ. Space 2012, 44, 954–971. [Google Scholar] [CrossRef]
- Sthiannopkao, S.; Wong, M.H. Handling e-waste in developed and developing countries: Initiatives, practices, and consequences. Sci. Total Environ. 2013, 463–464, 1147–1153. [Google Scholar] [CrossRef]
- Khatri, B.R.; Sodha, A.B.; Shah, M.B.; Tipre, D.R.; Dave, S.R. Chemical and microbial leaching of base metals from obsolete cell-phone printed circuit boards. Sustain. Environ. Res. 2018, 28, 333–339. [Google Scholar] [CrossRef]
- Liu, R.; Li, J.; Ge, Z. Review on Chromobacterium Violaceum for Gold Bioleaching from E-waste. Procedia Environ. Sci. 2016, 31, 947–953. [Google Scholar] [CrossRef]
- Li, J.; Wen, J.; Guo, Y.; An, N.; Liang, C.; Ge, Z. Bioleaching of gold from waste printed circuit boards by alkali-tolerant Pseudomonas fluorescens. Hydrometallurgy 2020, 194, 105260. [Google Scholar] [CrossRef]
- Faramarzi, M.A.; Mogharabi-Manzari, M.; Brandl, H. Bioleaching of metals from wastes and low-grade sources by HCN-forming microorganisms. Hydrometallurgy 2020, 191, 105228. [Google Scholar] [CrossRef]
- Priya, A.; Hait, S. Extraction of metals from high grade waste printed circuit board by conventional and hybrid bioleaching using Acidithiobacillus ferrooxidans. Hydrometallurgy 2018, 177, 132–139. [Google Scholar] [CrossRef]
- Govindarajan, S.G. Abiotic and Biotic Leaching Characteristics of Pyrrhotite Tailings from the Sudbury, Ontario Area. University of Toronto: Toronto, ON, Canada, 2017. [Google Scholar]
- Xu, L.; Xiao, Y.; van Sandwijk, A.; Xu, Q.; Yang, Y. Production of nuclear grade zirconium: A review. J. Nucl. Mater. 2015, 466, 21–28. [Google Scholar] [CrossRef]
- Pradhan, J.K.; Kumar, S. Metals bioleaching from electronic waste by Chromobacterium violaceum and Pseudomonads sp. Waste Manag. Res. J. A Sustain. Circ. Econ. 2012, 30, 1151–1159. [Google Scholar] [CrossRef]
- Benzal, E.; Solé, M.; Lao, C.; Gamisans, X.; Dorado, A.D. Elemental Copper Recovery from e-Wastes Mediated with a Two-Step Bioleaching Process. Waste Biomass-Valorization 2020, 11, 5457–5465. [Google Scholar] [CrossRef]
- Lee, J.-C.; Pandey, B.D. Bio-processing of solid wastes and secondary resources for metal extraction—A review. Waste Manag. 2012, 32, 3–18. [Google Scholar] [CrossRef]
- Işıldar, A.; Vossenberg, J.V.D.; Rene, E.R.; Hullebusch, E.D.V.; Lens, P.N. Biorecovery of metals from electronic waste. In Sustainable Heavy Metal Remediation; Springer: Cham, Switzerland, 2017; pp. 241–278. [Google Scholar]
- Işıldar, A.; van de Vossenberg, J.; Rene, E.R.; van Hullebusch, E.D.; Lens, P.N.L. Two-step bioleaching of copper and gold from discarded printed circuit boards (PCB). Waste Manag. 2016, 57, 149–157. [Google Scholar] [CrossRef]
- De Andrade, L.M.; Rosario, C.G.A.; de Carvalho, M.; Espinosa, D.C.R.; Tenório, J.A.S. Copper recovery from printed circuit boards from smartphones through bioleaching. In TMS 2019 148th Annual Meeting & Exhibition Supplemental Proceedings; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar]
- Shah, M.B.; Tipre, D.R.; Purohit, M.S.; Dave, S.R. Development of two-step process for enhanced biorecovery of Cu–Zn–Ni from computer printed circuit boards. J. Biosci. Bioeng. 2015, 120, 167–173. [Google Scholar] [CrossRef]
- Baniasadi, M.; Vakilchap, F.; Bahaloo-Horeh, N.; Mousavi, S.M.; Farnaud, S. Advances in bioleaching as a sustainable method for metal recovery from e-waste: A review. J. Ind. Eng. Chem. 2019, 76, 75–90. [Google Scholar] [CrossRef]
- Natarajan, G.; Tay, S.B.; Yew, W.S.; Ting, Y.-P. Engineered strains enhance gold biorecovery from electronic scrap. Miner. Eng. 2015, 75, 32–37. [Google Scholar] [CrossRef]
- Wadsworth, M.; Zhu, X.; Thompson, J.; Pereira, C. Gold dissolution and activation in cyanide solution: Kinetics and mechanism. Hydrometallurgy 2000, 57, 1–11. [Google Scholar] [CrossRef]
- Das, S.; Natarajan, G.; Ting, Y.-P. Bio-extraction of precious metals from urban solid waste. In Proceedings of the AIP Conference, West Java, Indonesia, 29 January 2017. [Google Scholar]
- Hiskey, J.B.; Atluri, V.P. Dissolution Chemistry of Gold and Silver in Different Lixiviants. Miner. Process. Extr. Met. Rev. 1988, 4, 95–134. [Google Scholar] [CrossRef]
- Free, M.L.; Moats, A.M. Chapter 2.7—hydrometallurgical processing. In Treatise on Process Metallurgy; Seetharaman, S., Ed.; Elsevier: Boston, UK, 2014; pp. 949–982. [Google Scholar]
- Pourhossein, F.; Mousavi, S.M.; Beolchini, F.; Martire, M.L. Novel green hybrid acidic-cyanide bioleaching applied for high recovery of precious and critical metals from spent light emitting diode lamps. J. Clean. Prod. 2021, 298, 126714. [Google Scholar] [CrossRef]
- Marappa, N.; Ramachandran, L.; Dharumadurai, D.; Nooruddin, T. Recovery of Gold and Other Precious Metal Resources from Environmental Polluted E-waste Printed Circuit Board by Bioleaching Frankia. Int. J. Environ. Res. 2020, 14, 165–176. [Google Scholar] [CrossRef]
- Arshadi, M.; Mousavi, S.M. Enhancement of simultaneous gold and copper extraction from computer printed circuit boards using Bacillus megaterium. Bioresour. Technol. 2015, 175, 315–324. [Google Scholar]
- Arshadi, M.; Yaghmaei, S. Bioleaching of basic metals from electronic waste pcbs. J. Min. Mech. Eng. 2020, 1, 41–50. [Google Scholar]
- Kumar, A.; Saini, H.S.; Kumar, S. Bioleaching of Gold and Silver from Waste Printed Circuit Boards by Pseudomonas balearica SAE1 Isolated from an e-Waste Recycling Facility. Curr. Microbiol. 2018, 75, 194–201. [Google Scholar] [CrossRef]
- Utimura, S.K.; Rosario, C.G.A.; Botelho, A.B.; Tenório, J.A.S.; Espinosa, D.C.R. Bioleaching process for metal recovery from waste materials In Energy Technology 2017; Springer: Cham, Switzerland, 2017; pp. 283–290. [Google Scholar]
- Bryan, C.; Watkin, E.; McCredden, T.; Wong, Z.; Harrison, S.; Kaksonen, A. The use of pyrite as a source of lixiviant in the bioleaching of electronic waste. Hydrometallurgy 2014, 152, 33–43. [Google Scholar] [CrossRef]
- Shin, D.; Jeong, J.; Lee, S.; Pandey, B.D.; Lee, J.-C. Evaluation of bioleaching factors on gold recovery from ore by cyanide-producing bacteria. Miner. Eng. 2013, 48, 20–24. [Google Scholar] [CrossRef]
- Wang, F.; Zhao, Y.; Zhang, T.; Zhang, G.; Yang, X.; He, Y.; Wang, L.; Duan, C. Metals recovery from dust derived from recycling line of waste printed circuit boards. J. Clean. Prod. 2017, 165, 452–457. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, G.; Hao, J.; He, Y.; Zhang, T.; Yang, X. Morphology, mineralogy and separation characteristics of nonmetallic fractions from waste printed circuit boards. J. Clean. Prod. 2018, 170, 1501–1507. [Google Scholar] [CrossRef]
- Di Pasqua, A.J.; Sharma, K.K.; Shi, Y.-L.; Toms, B.B.; Ouellette, W.; Dabrowiak, J.C.; Asefa, T. Cytotoxicity of mesoporous silica nanomaterials. J. Inorg. Biochem. 2008, 102, 1416–1423. [Google Scholar] [CrossRef] [PubMed]
- De Greñu, B.D.; de los Reyes, R.; Costero, A.M.; Amorós, P.; Ros-Lis, J.V. Recent progress of microwave-assisted synthesis of silica materials. Nanomaterials 2020, 10, 1092. [Google Scholar] [CrossRef] [PubMed]
- Guichard, Y.; Fontana, C.; Chavinier, E.; Terzetti, F.; Gaté, L.; Binet, S.; Darne, C. Cytotoxic and genotoxic evaluation of different synthetic amorphous silica nanomaterials in the V79 cell line. Toxicol. Ind. Health 2015, 32, 1639–1650. [Google Scholar] [CrossRef] [PubMed]
- Rosario, C.G.A.; Vallenas-Arévalo, A.T.; Arévalo, S.J.; Espinosa, D.C.R.; Tenório, J.A.S. Biodegradation of cyanide using a Bacillus subtilis strain isolated from artisanal gold mining tailings. Braz. J. of Chem. Eng. 2022. [Google Scholar] [CrossRef]
- Safa, Z.J.; Aminzadeh, S.; Zamani, M.; Motallebi, M. Significant increase in cyanide degradation by Bacillus sp. M01 ptcc 1908 with response surface methodology optimization. AMB Express 2017, 7, 200. [Google Scholar] [CrossRef] [Green Version]
- Mekuto, L.; Ntwampe, S.K.O.; Kena, M.; Golela, M.T.; Amodu, O.S. Free cyanide and thiocyanate biodegradation by Pseudomonas aeruginosa STK 03 capable of heterotrophic nitrification under alkaline conditions. 3 Biotech. 2015, 6, 6. [Google Scholar] [CrossRef] [PubMed]
- Cabello, P.; Luque-Almagro, V.M.; Olaya-Abril, A.; Sáez, L.P.; Moreno-Vivián, C.; Roldán, M.D. Assimilation of cyanide and cyano-derivatives by Pseudomonas pseudoalcaligenes cect5344: From omic approaches to biotechnological applications. FEMS Microbiol. Lett. 2018, 365, fny032. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
| WEEE Classification | Description |
|---|---|
| 1 Large household appliances | Washing machines, refrigerators, dryers, air conditioners, radio sets, electric shavers, toasters, microwaves, dishwasher |
| 2 Small household appliances | vacuum cleaners, microwaves, ventilation equipment, toasters, electric kettles, electric shavers, scales, calculators, radio sets, video cameras |
| 3 Information technology and communication (ICT) equipment | PCs, laptops, mobile phones, fax machines, printers, telephones and photocopiers |
| 4 Consumer electronics | Televisions, VCR/DVD/CD players, hi-Fi sets, radios, train sets, coin slot machines, parking ticket equipment |
| 5 Lighting | Fluorescent lamps, high-intensity discharge lamps, and LED lamps |
| 6 Electrical and electronics tools | Drills, electric saws, sewing machines, lawnmowers, large stationary tools, machines |
| 7 Toys | Electrical and electronic toys |
| 8 Leisure and sports equipment | |
| 9 Medical devices | Surveillance and control equipment, medical instruments and equipment |
| 10 Automatic dispensers |
| Process Description | Advantages | Disadvantages |
|---|---|---|
| Pyro-metallurgy | ||
| The process involves the use of high temperature liquid phases such as fused salts (LiCl and KCl) and fused metals (Cd, Bi, Al) | The energy obtained in this process can be utilised in upstream or downstream processes and requires minimal chemical consumption. | High energy consumption due to high operational temperatures within the process. The process generates toxic compounds such as dioxins and furans since e-waste contains halogenated flame-retardants. Emits strong gas emissions such as CO2, and CO is used as reducing agent. |
| Hydrometallurgy | ||
| The process involves the use of chemical reagents such as H2SO4 and HNO3 solutions to extract metals from e-waste | It saves time as it has a short process time and high efficiency on leaching metals | Expensive sulphur conversion technology. Generates a high volume of effluents which may pollute local water sources. High concentrations of metals in ores or e-waste are required. Uses a large quantity of chemical reagents. High operational cost. |
| Bio-hydrometallurgy | ||
| The process uses microorganisms such as bacteria and fungi to exact metals from e-waste and ores instead of chemical solutions | Environmentally friendly. Low operational cost. Less use of chemical reagents. Low energy consumption. Simple to maintain. | Bio-reactions not easily controlled. The technology is still under development for industrial use. Long operational period and time-consuming. |
| E-Waste Material | Parameter Investigated | Microorganisms Used | Reactor Type | Bioleached Metals | Noteworthy Findings | References |
|---|---|---|---|---|---|---|
| PCBs (particle size less 100 µm) | Pulp density (1 to 15 g/L) | Acidithiobacillus ferrooxidans | Stirred tank (130 rpm and 30 °C) | Ni and Cu (99%) at day 11 and 98% at day 14 | Noted that A. ferrooxidans adopted at high pulp density | [59] |
| PCBs (particle size less 150 µm) | Pulp density (10, 50, 100 g/L), Glycine (2.5, 5, 7.5, 10 g/L), Temperature (25, 30, 35, 40), and pH (7, 8, 9) | Pseudomonas balearica | Stirred tank (150 rpm) | Au and Ag (68.5% and 33.8%) | Further increase in pulp density (100g/L) decreased the bioleaching efficiency and the optimum conditions were 10 g/L pulp density, 5 g/L glycine, pH 9, and 30 °C | [60] |
| PCBs (personal computer) (37 to 149 μm particle size) | E-waste concentration (1.5, and 10% v/w) | Chromobacterium violaceum, Pseudomonas aeruginosa and Pseudomonas fluorescens | Stirred tank (150 rpm and 30 °C) | Cu, Au, Zn, Fe and Ag, | Discovered higher bioleaching efficiency of 73, 17% with mixture of P. aeruginosa and C. violaceum and 69,3 with C. violaceum alone and its seems to have higher tolerance in metal toxicity as metal concentration increased from 1 to 10% v/w | [41] |
| PCBs (computer) | 35 g/L pulp density, pH controlled at 1.8 | Acidithiobacillus ferrooxidans (10% v/v) and mixed of bacteria from AMD | Stirred tank (30 °C, 170 rpm) | Cu (92%) | Cu recovered at high pulp density with significant bioleaching efficiency | [61] |
| PCBs | 0,5 g pre-treated PCBs powder, pH (7, 8, 9), 10 g/L mixture glycine and methionine (2, 2.5, 5, 10 g/L) | Pseudomonas fluorescens | Bubble tank (30 °C, 150 rpm, and air at 100 mL/min) | Au (54%) | Discovered that the pH of 9 achieved the highest Gold bioleaching efficiency compared to pH of 7 and 8, respectively, and the Gold bioleaching efficiency decreased when the glycine substrate is 20 g/L | [62] |
| PCBs | Ground PCB concentrations of 1, 5, 10 and 20% (w/v) and pyrite as source of lixiviant | Acidithiobacillus caldus, Leptospirillum ferriphilum, Sulfobacillus benefaciens and Ferroplasma acidiphilum | Stirred tank (150 rpm and 37 °C) | Cu, Cr, Ni, Sn, Zn | Discovered that the pulp density of 5% and above have a significant negative impact on bioleaching efficiency | [63] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Magoda, K.; Mekuto, L. Biohydrometallurgical Recovery of Metals from Waste Electronic Equipment: Current Status and Proposed Process. Recycling 2022, 7, 67. https://doi.org/10.3390/recycling7050067
Magoda K, Mekuto L. Biohydrometallurgical Recovery of Metals from Waste Electronic Equipment: Current Status and Proposed Process. Recycling. 2022; 7(5):67. https://doi.org/10.3390/recycling7050067
Chicago/Turabian StyleMagoda, Kundani, and Lukhanyo Mekuto. 2022. "Biohydrometallurgical Recovery of Metals from Waste Electronic Equipment: Current Status and Proposed Process" Recycling 7, no. 5: 67. https://doi.org/10.3390/recycling7050067