
Skid Resistance Performance of Asphalt Mixtures Containing Recycled Pavement Materials under Simulated Weather Conditions



Abstract
:1. Introduction
2. Skid Resistance vs. Recycled Materials in Road Pavements
3. Experimental Process
3.1. Specimen Fabrication
3.1.1. HMA-CR Mixtures
- (1)
- A semi open-graded HMA with no crumb rubber additives: S-0.
- (2)
- A semi open-graded HMA with crumb rubber additives: S-CR.
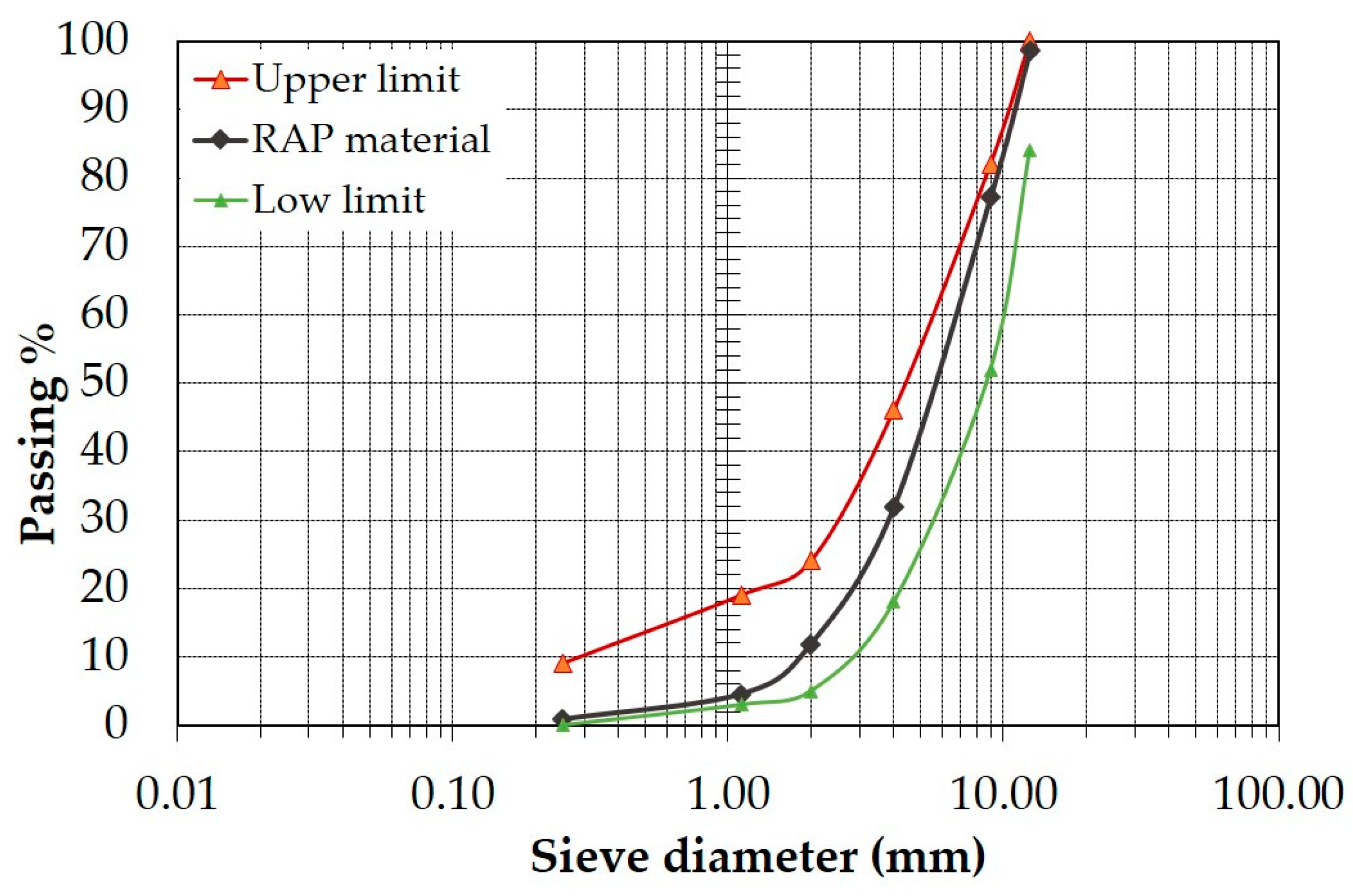
3.1.2. HMA-RAP Mixtures
- (3)
- A semi open-graded HMA with a 30% RAP content by the mass of the total aggregate mixture: S-R1.
- (4)
- A semi open-graded HMA with a 15% RAP content by the mass of the total aggregate mixture considering only the fine RAP aggregates: S-R2.
3.2. Skid Resistance Measurements
3.3. Simulation of Weather Conditions
3.3.1. Temperature Variations
3.3.2. Dry and Wet Contamination
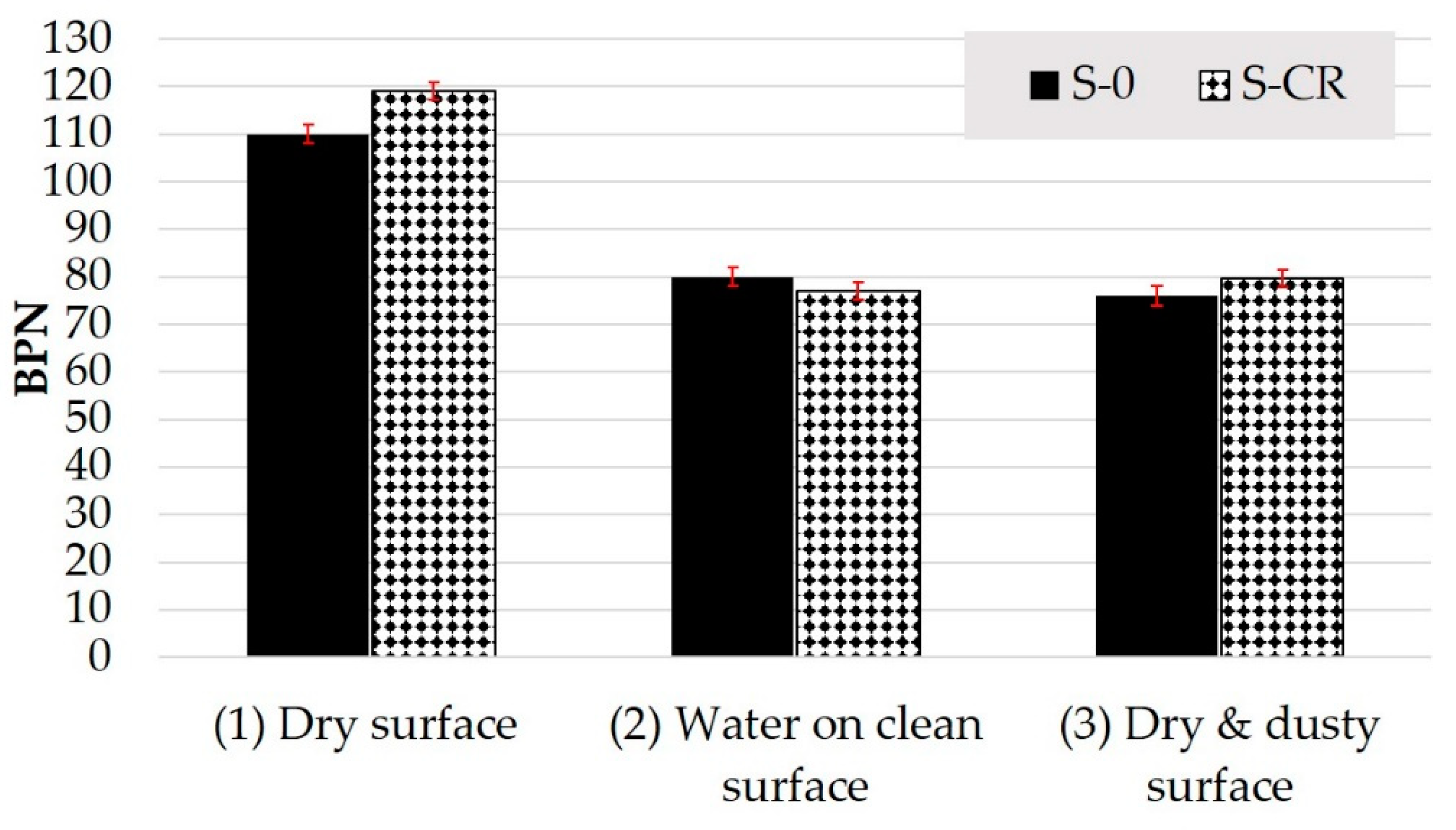
- Phase (1)—“dry surface”: BPN was measured without the addition of water to the surface.
- Phase (2)—“water on clean surface”: Water was added (2–3 gr) and BPN was measured.
- Phase (3)—“dry and dusty surface”: In this phase, testing specimens were left for 2–3 days to become dry. Afterwards, a wet mixture of the finest aggregates consisting of sand and clay (20 g) with water (7 g) was spread on the testing surfaces, simulating the presence of contamination from loose debris on the pavement surface. Then, the specimens with the contamination were left to dry for a couple of days. Finally, the BPN was measured to assess the presence of the dry contamination.
- Phase (4)—“wet contamination”: The previously described mixture (water and finest aggregates) was added and BPN was measured immediately after.
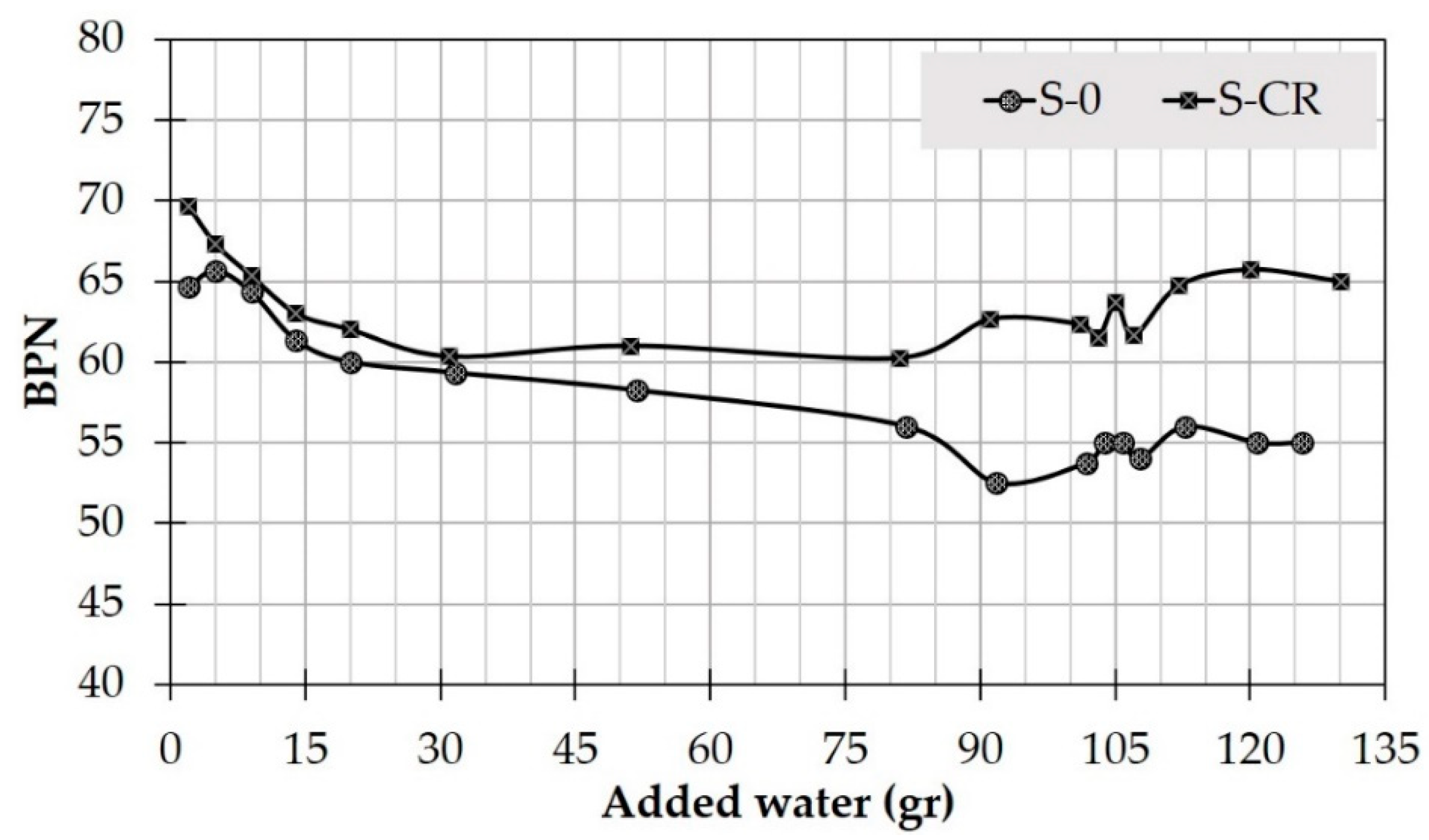
- Phase (5)—“water addition up to cleaning”: A continuous rainfall event was simulated using this wetting process to wash off contamination by progressively rinsing water and measuring the BPN at each stage of the water showers. The addition of water stopped when there were no remarkable changes in the BPN levels (dBPN < ±2 BPN).
3.4. Remarks on the Experimental Process for HMA-RAP Specimens
4. Results and Discussion
4.1. HMA-CR Mixtures
4.2. HMA-RAP Mixtures
5. Limitations of the Laboratory Process
6. Conclusions and Future Prospects
- The fabricated CR-modified mixture (specimen: S-CR) performed similarly to the conventional one (specimen: S-0) as the temperature changed. An increase in the temperature from 15 to 25 °C caused a decrease in the BPN levels, probably due to the viscoelastic nature of both the asphalt mixture and the rubber compound of the BPT slider.
- The fabricated CR-modified mixture performed slightly better in terms of the measured BPN levels than the conventional one under almost all simulated weather variations. However, the addition of water to the dry and contaminated surfaces led to lower skid resistance values for both S-0 and S-CR. This aspect is probably related to the condition of “summer ice”, which can occur in the field when a road surface first becomes wet after a prolonged dry period, resulting in a very slippery surface and dangerous driving conditions. As a result, by the end of the water additions, the BPN levels did not reach the corresponding ones of phase (2)—“water on clean surface”, as the initially dry contamination could not be fully washed off.
- An increase in the temperature was found to decrease the BPN levels. Amongst the fabricated HMA-RAP specimens, the impact of the RAP addition was found to be more pronounced in the lower tested temperature of 10 °C, where the RAP specimens performed better than the HMA specimen. This remark is probably connected with the fact that the HMA specimen was non-polished, and its surface aggregates were covered by asphalt bitumen that blocked the microtexture of the S-0. In addition, at this temperature, the impact of the air void content (expressing macrotexture) was found to be critical. On the contrary, almost equal BPN levels were found for the fabricated HMA-RAP specimens at higher temperatures.
- With respect to the simulated weather conditions, the S-0 and S-R1 specimens proved to have similar performances while the BPN levels in S-R2 (with fine RAP aggregates) were found to be lower.
- The initial addition of water to the wet contaminated surfaces caused an increase in the BPN level of the HMA-RAP specimens, a condition that was explained by the development of capillary bonds between the wet asperities of the contaminated mixture and the asperities of the asphalt mixture aggregates (i.e., when comparing phase (4) and the initiation of phase (5)). By adding extra water, the capillary bonds broke and the final BPN levels reached those corresponding to phase (2)—“water on clean surface”, indicating an effective washing of the initial wet contamination.
- The low air voids and fine particles of the S-R2 specimen were detrimental to the formulation of trapped contamination, which clogged the voids between the aggregates and blocked water runoff.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| APT | Accelerated Pavement Testing |
| BPN | British Pendulum Number |
| BPT | British Pendulum Tester |
| CR | Crumb Rubber |
| FHWA | Federal Highway Administration |
| HMA | Hot-Mix Asphalt |
| LLP | Long-Life Pavement |
| NTUA | National Technical University of Athens |
| RAP | Reclaimed Asphalt Pavement |
| S-0 | Specimen with HMA only (reference specimen) |
| S-CR | Specimen with HMA and CR at 10% |
| S-R1 | Specimen with HMA and RAP at 30% |
| S-R2 | Specimen with HMA and RAP at 15% |
References
- Gáspár, L.; Bencze, Z. Long-life Pavements-European & American Perspectives. New Build. Mater. Constr. World 2018, 24, 122–135. [Google Scholar]
- Ferne, B.; Nunn, M. The European Approach to Long Lasting Asphalt Pavements: A state-of-the-art review by ELLPAG. In Proceedings of the Paper Presentation in the International Conference on Perpetual Pavements, Columbus, OH, USA, 13–15 September 2006. [Google Scholar]
- Newcomb, D. Perpetual Pavements–A Synthesis; Asphalt Pavement Alliance: Lanham, MD, USA, 2002. [Google Scholar]
- Antunes, V.; Freire, A.C.; Neves, J. A review on the effect of RAP recycling on bituminous mixtures properties and the viability of multi-recycling. Constr. Build. Mater. 2019, 211, 453–469. [Google Scholar] [CrossRef]
- Zhao, Y.; Goulias, D.; Peterson, D. Recycled Asphalt Pavement Materials in Transport Pavement Infrastructure: Sustainability Analysis & Metrics. Sustainability 2021, 13, 8071. [Google Scholar]
- Tarsi, G.; Tataranni, P.; Sangiorgi, C. The Challenges of Using Reclaimed Asphalt Pavement for New Asphalt Mixtures: A Review. Materials 2020, 13, 4052. [Google Scholar] [CrossRef]
- Shu, X.; Huang, B. Recycling of waste tire rubber in asphalt and Portland cement concrete: An overview. Constr. Build. Mater. 2014, 67, 217–224. [Google Scholar] [CrossRef]
- Rathore, M.; Zaumanis, M.; Haritonovs, V. Asphalt Recycling Technologies: A Review on Limitations and Benefits. IOP Conf. Ser. Mater. Sci. Eng. 2019, 660, 012046. [Google Scholar] [CrossRef] [Green Version]
- Antunes, V.; Neves, J.; Freire, A.C. Performance Assessment of Reclaimed Asphalt Pavement (RAP) in Road Surface Mixtures. Recycling 2021, 6, 32. [Google Scholar] [CrossRef]
- Ozer, H.; Yang, R.; Al-Qadi, I.L. Quantifying sustainable strategies for the construction of highway pavements in Illinois. Transp. Res. Part D Transp. Environ. 2017, 51, 1–13. [Google Scholar] [CrossRef]
- Vandewalle, D.; Antunes, V.; Neves, J.; Freire, A.C. Assessment of Eco-Friendly Pavement Construction and Maintenance Using Multi-Recycled RAP Mixtures. Recycling 2020, 5, 17. [Google Scholar] [CrossRef]
- Yu, X.; Zaumanis, M.; Dos Santos, S.; Poulikakos, L.D. Rheological, microscopic, and chemical characterization of the rejuvenating effect on asphalt binders. Fuel 2014, 135, 162–171. [Google Scholar] [CrossRef]
- McDaniel, R.S.; Soleymani, H.; Anderson, R.M.; Turner, P.; Peterson, R. Recommended Use of Reclaimed Asphalt Pavement in the Superpave Mix Design Method; NCHRP Web Document 30; National Academies Press: Washington, DC, USA, 2000. [Google Scholar]
- Copeland, A. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; No. FHWA-HRT-11-021; Federal Highway Administration: McLean, VA, USA, 2011.
- Karlsson, R.; Isacsson, U. Material-related aspects of asphalt recycling–state-of-the-art. J. Mater. Civ. Eng. 2006, 18, 81–92. [Google Scholar] [CrossRef]
- Antunes, V.; Freire, A.C.; Neves, J. Investigating aged binder mobilization and performance of RAP mixtures for surface courses. Constr. Build. Mater. 2021, 271, 121511. [Google Scholar] [CrossRef]
- Gottumukkala, B.; Kusam, S.R.; Tandon, V.; Muppireddy, A.R.; Mullapudi, S.R. Restriction of RAP% in HMA Based on Aggregate Gradation and Binder Properties. Civ. Eng. 2021, 2, 811–822. [Google Scholar] [CrossRef]
- Lo Presti, D. Recycled Tyre Rubber Modified Bitumens for road asphalt mixtures: A literature review. Constr. Build. Mater. 2013, 49, 863–881. [Google Scholar] [CrossRef]
- Venudharan, V.; Biligiri, K.P.; Sousa, J.B.; Way, G.B. Asphalt-rubber gap-graded mixture design practices: A state-of-the-art research review and future perspective. Road Mater. Pavement Des. 2017, 18, 730–752. [Google Scholar] [CrossRef]
- European Tire & Rubber Manufacturer’s Association (ETRMA). The ETRMA Statistics Report; European Tire & Rubber Manufacturer’s Association: Saint-Josse-ten-Noode, Belgium, 2019. [Google Scholar]
- Bressi, S.; Fiorentini, N.; Huang, J.; Losa, M. Crumb rubber modifier in road asphalt pavements: State of the art and statistics. Coatings 2019, 9, 384. [Google Scholar] [CrossRef] [Green Version]
- Sousa, J.B.; Vorobiev, A.; Rowe, G.M.; Ishai, I. Reacted and Activated Rubber: Elastomeric Asphalt Extender. Transp. Res. Rec. 2013, 2371, 32–40. [Google Scholar] [CrossRef]
- Kedarisetty, S.; Biligri, K.P.; Sousa, J.B. Advanced rheological characterization of Reacted and Activated Rubber (RAR) modified asphalt binders. Constr. Build. Mater. 2016, 122, 12–22. [Google Scholar] [CrossRef]
- Bressi, S.; Santos, J.; Giunta, M.; Lo Presti, D. A comparative environmental assessment of asphalt mixtures for railway sub-ballast containing alternative materials. Resour. Conserv. Recycl. 2018, 137, 76–88. [Google Scholar] [CrossRef]
- Moreno, F.; Rubio, M.; Martinez-Echevarria, M. Analysis of digestion time and the crumb rubber percentage in dry-process crumb rubber modified hot bituminous mixes. Constr. Build. Mater. 2001, 25, 2323–2334. [Google Scholar] [CrossRef]
- Pomoni, M.; Plati, C.; Kane, M.; Loizos, A. Polishing behaviour of asphalt surface course containing recycled materials. Int. J. Transp. Sci. Technol. 2021. [CrossRef]
- Chu, L.; Zhou, B.; Fwa, T.F. Directional characteristics of traffic polishing effect on pavement skid resistance. Int. J. Pavement Eng. 2021. [CrossRef]
- Flintsch, G.W.; McGhee, K.K.; de Leon Izeppi, E.; Najafi, S. The Little Book of Tire Pavement Friction. In Pavement Surface Properties Consortium; Version 1.0; Virginia Tech: Blacksburg, VA, USA, 2012. [Google Scholar]
- Azzam, A.; Ali Khasawneh, M.; Al-Omari, A.A.; Masad, E.; Kassem, E. A statistical approach for predicting skid resistance of asphalt pavements. Int. J. Pavement Res. Technol. 2021, 14, 647–654. [Google Scholar] [CrossRef]
- World Health Organization. Global status report on road safety 2018. Licence: CC BYNC- SA 3.0 IGO, Geneva. 2018. Available online: https://www.who.int/publications/i/item/9789241565684 (accessed on 14 April 2022).
- Pomoni, M.; Plati, C.; Loizos, A.; Yannis, G. Investigation of pavement skid resistance and macrotexture on a long-term basis. Int. J. Pavement Eng. 2022, 23, 1060–1069. [Google Scholar] [CrossRef]
- Wang, A.; Shena, S.; BoSong, X. Micro-surfacing mixtures with reclaimed asphalt pavement: Mix design and performance evaluation. Constr. Build. Mater. 2019, 201, 303–313. [Google Scholar] [CrossRef]
- Eskandarsefat, S.; Sangiorgi, C.; Dondi, G.; Lamperti, R. Recycling asphalt pavement and tire rubber: A full laboratory and field scale study. Constr. Build. Mater. 2018, 176, 283–294. [Google Scholar] [CrossRef]
- Doyle, J.; Howard, I. Laboratory Assessment of Skid Resistance for High RAP Content Warm Mixed Asphalt. In Proceedings of the Geo-Frontiers Congress: Advances in Geotechnical Engineering, ASCE library, Dallas, TX, USA, 13–16 March 2011; pp. 4515–4524. [Google Scholar]
- Putra, A.D.; Hadiwardoyo, S.P.; Sumabrata, R.J. Skid resistance performance against temperature change of hot-mix recycled asphalt pavement with added crumb rubber. AIP Conf. Proc. 2019, 2114, 04112. [Google Scholar] [CrossRef] [Green Version]
- Plati, C.; Pomoni, M. Impact of Traffic Volume on Pavement Macrotexture and Skid Resistance Long-Term Performance. Transp. Res. Rec. 2019, 2673, 314–322. [Google Scholar] [CrossRef]
- Fwa, T.F. Skid resistance determination for pavement management and wet-weather road safety. Int. J. Transp. Sci. Technol. 2017, 6, 217–227. [Google Scholar] [CrossRef]
- van Bijsterveld, W.; del Val, M.A. Towards quantification of seasonal variations in skid resistance measurements. Road Mater. Pavement Des. 2016, 17, 477–486. [Google Scholar] [CrossRef]
- Plati, C.; Pomoni, M.; Stergiou, T. From Mean Texture Depth to Mean Profile Depth: Exploring possibilities. In Proceedings of the 7th International Conference on Bituminous Mixtures and Pavements (ICONFBMP); Nikolaides, A.F., Manthos, E., Eds.; CRC Press: London, UK, 2019; pp. 639–644. [Google Scholar] [CrossRef]
- Wilson, D.J. An Analysis of the Seasonal and Short-Term Variation of Road Pavement Skid Resistance. Ph.D. Thesis, The University of Auckland, Auckland, New Zealand, 2006. [Google Scholar]
- Do, M.-T.; Tang, Z.; Kane, M.; de Larrard, F. Pavement polishing–development of a dedicated laboratory test and its correlation with road results. Wear 2007, 263, 36–42. [Google Scholar] [CrossRef]
- Xie, X.; Lu, G.; Liu, P.; Zhouc, Y.; Wang, D.; Oeser, M. Influence of temperature on polishing behaviour of asphalt road surfaces. Wear 2018, 402–403, 49–56. [Google Scholar] [CrossRef]
- Anupam, K.; Srirangam, S.K.; Scarpas, A.; Kasbergen, C. Influence of temperature on tire-pavement friction: Analyses. Transp. Res. Rec. 2013, 2369, 114–124. [Google Scholar] [CrossRef]
- Nataadmadja, A.D.; Wilson, D.J.; Costello, S.B.; Do, M.-T. Correlating Laboratory Test Methodologies to Measure Skid Resistance of Pavement Surfaces. Transp. Res. Rec. 2015, 2506, 107–115. [Google Scholar] [CrossRef]
- ASTM D3515-01; Standard Specification for Hot-Mixed, Hot-Laid Bituminous Paving Mixtures. ASTM International: West Conshohocken, PA, USA, 2001.
- European Standard EN 13108-01; Bituminous Mixtures-Material Specifications-Part 1: Asphalt Concrete. European Standard: Brussel, Belgium, 2016.
- European Standard EN 1426; Bitumen and Bituminous Binders-Determination of Needle Penetration. European Standard: Brussel, Belgium, 2015.
- European Standard EN 1427; Bitumen and Bituminous Binders-Determination of the Softening Point-Ring and Ball Method. European Standard: Brussel, Belgium, 2015.
- European Standard EN 13398; Bitumen and Bituminous Binders. Determination of the Elastic Recovery of Modified Bitumen. European Standard: Brussel, Belgium, 2017.
- European Standard EN 15326; Bitumen and Bituminous Binders-Measurement of Density and Specific Gravity-Capillary-Stoppered Pyknometer Method. European Standard: Brussel, Belgium, 2009.
- European Standard EN 12697-34; Bituminous Mixtures-Test Methods-Part 34: Marshall Test. European Standard: Brussel, Belgium, 2020.
- ASTM D3203/D3203M-17:; Standard Test Method for Percent Air Voids in Compacted Asphalt Mixtures. ASTM International: West Conshohocken, PA, USA, 2017.
- European Standard EN 12697-12; Bituminous Mixtures-Test Methods-Part 12: Determination of the Water Sensitivity of Bituminous Specimens. European Standard: Brussel, Belgium, 2018.
- European Standard EN 12697-06; Bituminous Mixtures. Test Methods for Hot Mix Asphalt-Determination of Bulk Density of Bituminous Specimens. European Standard: Brussel, Belgium, 2020.
- European Standard EN 12697-33; Bituminous Mixtures—Test Method—Part 33: Specimen Prepared by Roller Compactor. European Committee for Standardization (CEN): Brussels, Belgium, 2019; p. 22.
- ASTM D2172-95; Standard Test Methods for Quantitative Extraction of Bitumen from Bituminous Paving Mixtures. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM E303-93; Standard Test Method for Measuring Surface Frictional Properties Using the British Pendulum Tester. ASTM International: West Conshohocken, PA, USA, 2018.
- Hichri, Y.; Cerezo, V.; Do, M.-T. Effect of dry deposited particles on the tire/road friction. Wear 2017, 376–377, 1437–1449. [Google Scholar] [CrossRef] [Green Version]
- Wang, T.; Hu, L.; Pan, X.; Xu, S.; Yun, D. Effect of the Compactness on the Texture and Friction of Asphalt Concrete Intended for Wearing Course of the Road Pavement. Coatings 2020, 10, 192. [Google Scholar] [CrossRef] [Green Version]
- Al-Assi, M.; Kassem, E. Evaluation of Adhesion and Hysteresis Friction of Rubber–Pavement System. Appl. Sci. 2017, 7, 1029. [Google Scholar] [CrossRef] [Green Version]
- Bianchini, A.; Heitzman, M.; Maghsoodloo, S. Evaluation of Temperature Influence on Friction Measurements. J. Transp. Eng. 2011, 137, 640–647. [Google Scholar] [CrossRef]
- Wu, J.; Wang, X.; Wang, L.; Zhang, L.; Xiao, Q.; Yang, H. Temperature Correction and Analysis of Pavement Skid Resistance Performance Based on RIOHTrack Full-Scale Track. Coatings 2020, 10, 832. [Google Scholar] [CrossRef]
- Guo, F.; Tian, Y.; Liu, Y.; Wang, Y. Unexpected friction behaviours due to capillary and adhesion effects. Sci. Rep. 2017, 7, 148. [Google Scholar] [CrossRef] [Green Version]
- Yu, M.; You, Z.; Wue, G.; Kong, L.; Liu, C.; Gao, J. Measurement and modeling of skid resistance of asphalt pavement: A review. Constr. Build. Mater. 2020, 260, 119878. [Google Scholar] [CrossRef]
- Hall, J.W.; Smith, K.L.; Titus-Glover, L.; Wambold, J.C.; Yager, T.J.; Rado, Z. Guide for Pavement Friction (Contractor’s Final Report for NCHRP Project 01-43). NCHRP Web-only document 108. In Transportation Research Board (TRB) Publication; Transportation Research Board (TRB) of the National Academies: Washington, DC, USA, 2009. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bitumen Properties | Method | Values |
| Type | [46] | 25/55–70 |
| Penetration (PEN at 25 °C) | [47] | 44 |
| Softening point (°C) | [48] | 75.8 |
| Elastic recovery (%) | [49] | 94.8 |
| Density (kg/m3) | [50] | 1030 |
| HMA Properties | Method | Values |
| Stability (kN) | [51] | 11.3 |
| Flow (mm) | [51] | 4.4 |
| Air voids (%) | [52] | 10.9 |
| Water sensitivity | [53] | 0.82 |
| Density (kg/m3) | [54] | 2245 |
| Specimen | Air Voids (%) |
|---|---|
| S-0 | 10.9 |
| S-R1 | 7.7 |
| S-R2 | 7.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pomoni, M.; Plati, C. Skid Resistance Performance of Asphalt Mixtures Containing Recycled Pavement Materials under Simulated Weather Conditions. Recycling 2022, 7, 47. https://doi.org/10.3390/recycling7040047
Pomoni M, Plati C. Skid Resistance Performance of Asphalt Mixtures Containing Recycled Pavement Materials under Simulated Weather Conditions. Recycling. 2022; 7(4):47. https://doi.org/10.3390/recycling7040047
Chicago/Turabian StylePomoni, Maria, and Christina Plati. 2022. "Skid Resistance Performance of Asphalt Mixtures Containing Recycled Pavement Materials under Simulated Weather Conditions" Recycling 7, no. 4: 47. https://doi.org/10.3390/recycling7040047