
Biogas Production from Steam-Exploded Maize Stover: Results from Continuous Anaerobic Tank Bioreactor Tests

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Inoculum
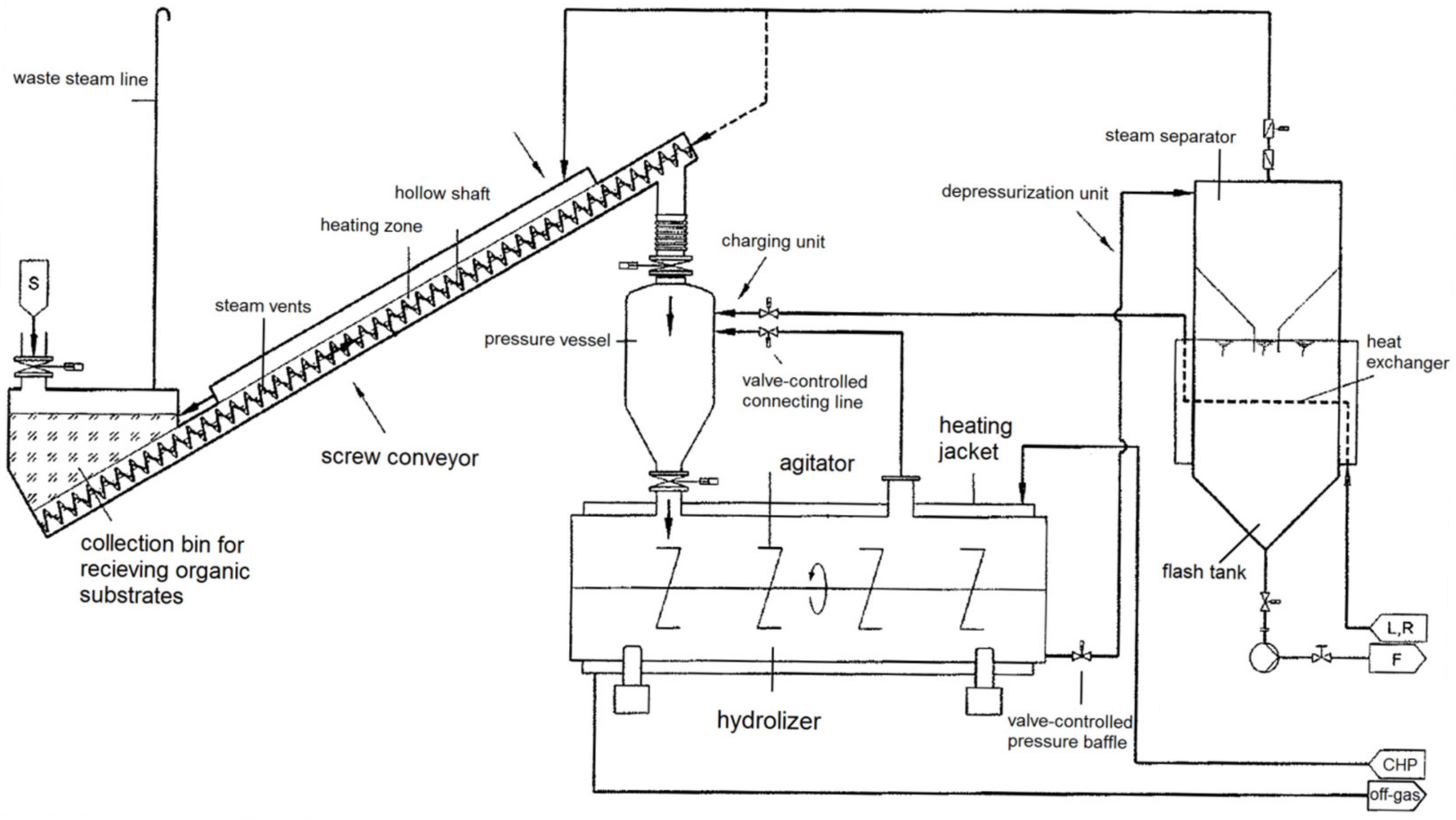
2.2. Raw Material and SE Pretreatment
2.3. CSTR Setup and Operation
2.4. Biomethane Potential (BMP) Test
2.5. Physical and Chemical Characteristics
3. Results and Discussions
3.1. Chemical Characteristics of the Steam-Exploded Substrate
3.2. Gas Production
3.2.1. Volumetric Gas Production Rates
3.2.2. Specific Gas Production Rates
3.3. The Effect of the Operating Temperature
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yu, Y.; Wu, J.; Ren, X.; Lau, A.; Rezaei, H.; Takada, M.; Bi, X.; Sokhansanj, S. Steam explosion of lignocellulosic biomass for multiple advanced bioenergy processes: A review. Renew. Sustain. Energy Rev. 2022, 154, 111871. [Google Scholar] [CrossRef]
- Foundation, E.C. Net-Zero 2050. Available online: https://europeanclimate.org/net-zero-2050/ (accessed on 16 November 2022).
- Croce, S.; Wei, Q.; D’Imporzano, G.; Dong, R.; Adani, F. Anaerobic digestion of straw and corn stover: The effect of biological process optimization and pre-treatment on total bio-methane yield and energy performance. Biotechnol. Adv. 2016, 34, 1289–1304. [Google Scholar] [CrossRef]
- Monteleone, M.; Cammerino, A.R.B.; Garofalo, P.; Delivand, M.K. Straw-to-soil or straw-to-energy? An optimal trade off in a long term sustainability perspective. Appl. Energy 2015, 154, 891–899. [Google Scholar] [CrossRef]
- Mankar, A.R.; Pandey, A.; Modak, A.; Pant, K.K. Pretreatment of lignocellulosic biomass: A review on recent advances. Bioresour. Technol. 2021, 334, 125235. [Google Scholar] [CrossRef]
- Lizasoain, J.; Trulea, A.; Gittinger, J.; Kral, I.; Piringer, G.; Schedl, A.; Nilsen, P.J.; Potthast, A.; Gronauer, A.; Bauer, A. Corn stover for biogas production: Effect of steam explosion pretreatment on the gas yields and on the biodegradation kinetics of the primary structural compounds. Bioresour. Technol. 2017, 244, 949–956. [Google Scholar] [CrossRef]
- Fjørtoft, K.; Morken, J.; Hanssen, J.F.; Briseid, T. Pre-treatment methods for straw for farm-scale biogas plants. Biomass Bioenergy 2019, 124, 88–94. [Google Scholar] [CrossRef]
- Zaldivar, J.; Nielsen, J.; Olsson, L. Fuel ethanol production from lignocellulose: A challenge for metabolic engineering and process integration. Appl. Microbiol. Biotechnol. 2001, 56, 17–34. [Google Scholar] [CrossRef]
- DeMartini, J.D.; Pattathil, S.; Miller, J.S.; Li, H.; Hahn, M.G.; Wyman, C.E. Investigating plant cell wall components that affect biomass recalcitrance in poplar and switchgrass. Energy Environ. Sci. 2013, 6, 898–909. [Google Scholar] [CrossRef]
- Patinvoh, R.; Osadolor, O.; Chandolias, K.; Sárvári Horváth, I.; Taherzadeh, M. Innovative Pretreatment Strategies for Biogas Production. Bioresour. Technol. 2016, 224, 13–24. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.; Chen, J.; Sun, S.-N.; Sun, R.-C. Pretreatment of Biomass, Processes and Technologies; Pandey, A., Negi, S., Binod, P., Larroche, C., Eds.; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Alvira, P.; Tomás-Pejó, E.; Ballesteros, M.; Negro, M.J. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol. 2010, 101, 4851–4861. [Google Scholar] [CrossRef]
- Bauer, A.; Bösch, P.; Friedl, A.; Amon, T. Analysis of methane potentials of steam-exploded wheat straw and estimation of energy yields of combined ethanol and methane production. J. Biotechnol. 2009, 142, 50–55. [Google Scholar] [CrossRef] [PubMed]
- Vivekanand, V.; Ryden, P.; Horn, S.J.; Tapp, H.S.; Wellner, N.; Eijsink, V.G.H.; Waldron, K.W. Impact of steam explosion on biogas production from rape straw in relationto changes in chemical composition. Bioresour. Technol. 2012, 123, 608–615. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Wang, L.; Chen, H. Formation Kinetics of Potential Fermentation Inhibitors in a Steam Explosion Process of Corn Straw. Appl. Biochem. Biotechnol. 2013, 169, 359–367. [Google Scholar] [CrossRef] [PubMed]
- Bauer, A.; Lizasoain, J.; Theuretzbacher, F.; Agger, J.W.; Rincón, M.; Menardo, S.; Saylor, M.K.; Enguídanos, R.; Nielsen, P.J.; Potthast, A.; et al. Steam explosion pretreatment for enhancing biogas production of late harvested hay. Bioresour. Technol. 2014, 166, 403–410. [Google Scholar] [CrossRef]
- Lizasoain, J.; Rincón, M.; Theuretzbacher, F.; Enguídanos, R.; Nielsen, P.J.; Potthast, A.; Zweckmair, T.; Gronauer, A. Biogas production from reed biomass: Effect of pretreatment using different steam explosion conditions. Biomass Bioenergy 2016, 95, 84–91. [Google Scholar] [CrossRef]
- Dererie, Y.D.; Trobro, S.; Momeni, M.H.; Hansson, H. Improved bio-energy yields via sequential ethanol fermentation and biogas digestion of steam exploded oat straw. Bioresour. Technol. 2011, 102, 4449–4455. [Google Scholar] [CrossRef]
- Zhou, J.; Yan, B.; Wang, Y.; Yong, X.; Yang, Z.; Jia, H.; Jiang, M.; Wei, P. Effect of steam explosion pretreatment on the anaerobic digestion of rice straw. RSC Adv. 2016, 6, 88417–88425. [Google Scholar] [CrossRef]
- Aski, A.; Borghei, A.; Zenouzi, A.; Ashrafi, N.; Taherzadeh, M. Effect of steam explosion on the structural modification of rice straw for enhanced biodegradation and biogas production. BioResources 2019, 14, 464–485. [Google Scholar] [CrossRef]
- Tchobanoglous, G.; Franklin, B.; Stensel, H.D. Wastewater Engineering: Treatment and Reuse; Metcalf & Eddy Inc., McGraw-Hill: New York, NY, USA, 2003. [Google Scholar]
- Deublein, D.; Steinhauser, A. Biogas from Waste and Renewable Resources, an Introduction; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2008. [Google Scholar]
- Dauser, H. Method and Device for the Hydrolysis of Preferably Solid Organic Substrates. U.S. Patent 8,992,735 B2, 31 March 2015. [Google Scholar]
- VDI. VDI 4630 Fermentation of organic materials. In Characterisation of Substrate, Sampling, Collection of Material Data, Fermentation Tests; VDI Gesellschaft Energietechnik: Düsseldorf, Germany, 2006; p. 3. [Google Scholar]
- DIN EN. Characterisation of Slugde—Determination of Dry Matter and Water Content; DIN EN: Berlin, Germany, 2001. (In German) [Google Scholar]
- DIN EN. Characterisation of Slugde e Determination of Glowing Loss of Dry Matter; DIN EN: Berlin, Germany, 2001. (In German) [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass. Laboratory Analytical Procedure (LAP); National Renewable Energy Laboratory: Golden, CO, USA, 2012; p. 15.
- Theiner, J. Elemental C/H/N/S Analysis, Microanalytical Laboratory; University of Vienna: Austria, Vienna, 2008. [Google Scholar]
- Theuretzbacher, F.; Lizasoain, J.; Lefever, C.; Saylor, M.K.; Enguidanos, R.; Weran, N.; Gronauer, A.; Bauer, A. Steam explosion pretreatment of wheat straw to improve methane yields: Investigation of the degradation kinetics of structural compounds during anaerobic digestion. Bioresour. Technol. 2015, 179, 299–305. [Google Scholar] [CrossRef]
- Horn, S.J.; Nguyen, Q.D.; Westereng, B.; Nilsen, P.J.; Eijsink, V.G.H. Screening of steam explosion conditions for glucose production from non-impregnated wheat straw. Biomass Bioenergy 2011, 35, 4879–4886. [Google Scholar] [CrossRef]
- De Paoli, F.; Bauer, A.; Leonhartsberger, C.; Amon, B.; Amon, T. Utilization of by-products from ethanol production as substrate for biogas production. Bioresour. Technol. 2011, 102, 6621–6624. [Google Scholar] [CrossRef] [PubMed]
- Laser, M.; Schulman, D.; Allen, S.G.; Lichwa, J.; Antal, M.J.; Lynd, L.R. A comparison of liquid hot water and steam pretreatments of sugar cane bagasse for bioconversion to ethanol. Bioresour. Technol. 2002, 81, 33–44. [Google Scholar] [CrossRef] [PubMed]
- Fernández-Bolaños, J.; Felizón, B.; Heredia, A.; Rodríguez, R.; Guillén, R.; Jiménez, A. Steam-explosion of olive stones: Hemicellulose solubilization and enhancement of enzymatic hydrolysis of cellulose. Bioresour. Technol. 2001, 79, 53–61. [Google Scholar] [CrossRef]
- Almeida, J.R.M.; Modig, T.; Petersson, A.; Hähn-Hägerdal, B.; Lidén, G.; Gorwa-Grauslund, M.F. Increased tolerance and conversion of inhibitors in lignocellulosic hydrolysates by Saccharomyces cerevisiae. J. Chem. Technol. Biotechnol. 2007, 82, 340–349. [Google Scholar] [CrossRef]
- Zhong, W.; Zhang, Z.; Qiao, W.; Liu, M. Comparison of chemical and biological pretreatment of corn straw for biogas production by anaerobic digestion. Renew. Energy 2011, 36, 1875–1879. [Google Scholar] [CrossRef]
- Ballesteros, M.; Oliva, J.M.; Negro, M.J.; Manzanares, P.; Ballesteros, I. Ethanol from lignocellulosic materials by a simultaneous saccharification and fermentation process (SFS) with Kluyveromyces marxianus CECT 10875. Process Biochem. 2004, 39, 1843–1848. [Google Scholar] [CrossRef]
- Vivekanand, V.; Olsen, E.F.; Eijsink, V.G.H.; Horn, S.J. Effect of different steam explosion conditions on methane potential and enzymatic saccharification of birch. Bioresour. Technol. 2013, 127, 343–349. [Google Scholar] [CrossRef]
- Menardo, S.; Bauer, A.; Theuretzbacher, F.; Piringer, G.; Nilsen, P.; Balsari, P.; Pavliska, O.; Amon, T. Biogas Production from Steam-Exploded Miscanthus and Utilization of Biogas Energy and CO2 in Greenhouses. BioEnergy Res. 2012, 6, 620–630. [Google Scholar] [CrossRef]
- Risberg, K.; Sun, L.; Levén, L.; Horn, S.J.; Schnürer, A. Biogas production from wheat straw and manure—Impact of pretreatment and process operating parameters. Bioresour. Technol. 2013, 149, 232–237. [Google Scholar] [CrossRef]
- Rincón, B.; Borja, R.; González, J.M.; Portillo, M.C.; Sáiz-Jiménez, C. Influence of organic loading rate and hydraulic retention time on the performance, stability and microbial communities of one-stage anaerobic digestion of two-phase olive mill solid residue. Biochem. Eng. J. 2008, 40, 253–261. [Google Scholar] [CrossRef]
- Mata-Alvarez, J.; Dosta, J.; Romero-Güiza, M.S.; Fonoll, X.; Peces, M.; Astals, S. A critical review o n anaerobic co-digestion achievements between 2010 and 2013. Renew. Sustain. Energy Rev. 2014, 36, 412–427. [Google Scholar] [CrossRef]
- Lin, Y.; Wang, D.; Li, Q.; Huang, L. Kinetic study of mesophilic anaerobic digestion of pulp & paper sludge. Biomass Bioenergy 2011, 35, 4862–4867. [Google Scholar]
- Voelklein, M.A.; Rusmanis, D.; Murphy, J.D. Increased loading rates and specific methane yields facilitated by digesting grass silage at thermophilic rather than mesophilic temperatures. Bioresour. Technol. 2016, 216, 486–493. [Google Scholar] [CrossRef] [PubMed]
- Kovács, E.; Roland, W.; Gergely, M. Augmented biogas production from protein-rich substrates and associated metagenomic changes. Bioresour. Technol. 2015, 178, 254–261. [Google Scholar] [CrossRef] [Green Version]
- Adebayo, A.O.; Jekayinfa, S.O.; Linke, B. Effects of Organic Loading Rate on Biogas Yield in a Continuously Stirred Tank Reactor Experiment at Mesophilic Temperature. Br. J. Appl. Sci. Technol. 2015, 11, 1–9. [Google Scholar] [CrossRef]
- Mähnert, P.; Linke, B. Kinetic study of biogas production from energy crops and animal waste slurry: Effect of organic loading rate and reactor size. Environ. Technol. 2009, 30, 93–99. [Google Scholar] [CrossRef] [PubMed]
- Lindorfer, H.; Corcoba, A.; Vasilieva, V.; Braun, R.; Kirchmayr, R. Doubling the organic loading rate in the co-digestion of energy crops and manure—A full scale case study. Bioresour. Technol. 2008, 99, 1148–1156. [Google Scholar] [CrossRef]
- Van Lier, J.B.; Martin, J.L.S.; Lettinga, G. Effect of temperature on the anaerobic thermophilic conversion of volatile fatty acids by dispersed and granular sludge. Water Res. 1996, 30, 199–207. [Google Scholar] [CrossRef]
- Sun, L.; Müller, B.; Schnürer, A. Biogas production from wheat straw: Community structure of cellulose-degrading bacteria. Energy Sustain. Soc. 2013, 3, 15. [Google Scholar] [CrossRef] [Green Version]
- Lindorfer, H.; Waltenberger, R.; Köllner, K.; Braun, R.; Kirchmayr, R. New data on temperature optimum and temperature changes in energy crop digesters. Bioresour. Technol. 2008, 99, 7011–7019. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Parameter | Unite | Value |
|---|---|---|
| Dry matter | % FM | 86.0 |
| SD | 0.7 | |
| Volatile solid | % DM | 94.3 |
| SD | 0.1 | |
| Ash | % DM | 5.7 |
| SD | 0.1 | |
| pH-value | 7.5 | |
| Crude protein | % DM | 3.3 |
| min/max | 0.2 | |
| Calorific value | kJ g−1 | 17.9 |
| min/max | 0.1 | |
| Biological biogas potential | LN kg−1 VS | 501 |
| SD | 10.2 | |
| Biological methane potential | LN kg−1 VS | 305 |
| SD | 2.9 |
| Operating Stage | Unit | I | II | III | IV |
|---|---|---|---|---|---|
| Dry Mater | % FM | 19.1 | 25.0 | 28.1 | 22.2 |
| SD | 0.4 | 0.3 | 0.1 | 1.2 | |
| Volatile Solids | % DM | 68.8 | 69.7 | 72.6 | 57.8 |
| SD | 1.2 | 0.5 | 0.2 | 8.3 | |
| Ash | % DM | 31.2 | 30.3 | 27.4 | 42.2 |
| pH-value | 5.2 | 5.2 | 5.6 | 4.6 | |
| TKN | % DM | 1.2 | 1.5 | 1.8 | 1.5 |
| SD | 0.2 | 0.4 | 0.2 | 0.2 | |
| C:N-ratio | n.m. | n.m. | 23.0 | 36.0 | |
| Cellulose | % DM | 24.9 | 24.0 | 20.2 | 24.8 |
| SD | 1.0 | 0.2 | 1.0 | 0.9 | |
| Hemicellulose | % DM | 3.3 | 3.2 | 2.4 | 2.9 |
| SD | 0.3 | 0.2 | 0.3 | 0.1 | |
| Lignin | % DM | 31.6 | 33.7 | 40.3 | 30.6 |
| SD | 0.7 | 0.4 | 0.4 | 0.4 | |
| Biologic biogas potential | LN kg−1 VS | 348 | 356 | 325 | 364 |
| SD | 9.5 | 14.5 | 0.0 | 2.8 | |
| Biological methane potential | LN kg−1 VS | 202 | 191 | 186 | 210 |
| SD | 5.8 | 23.9 | 0.0 | 4.9 |
| Operating Stage | I | II | III | IV | ||||
|---|---|---|---|---|---|---|---|---|
| Period [d] | 1–54 | 55–97 | 98–152 | 153–207 | ||||
| Mode of Operation | Mesophilic | Thermophilic | Mesophilic | Thermophilic | Mesophilic | Thermophilic | Mesophilic | Thermophilic |
| T [°C] | 39.99 | 54.08 | 39.77 | 53.13 | 41.06 | 54.33 | 37.74 | 54.80 |
| pH | 7.5 | 7.7 | 7.3 | 7.5 | 7.4 | 7.4 | 7.5 | 7.4 |
| OLR [kg VS m−3 d−1] | 1.0 | 1.0 | 1.5 | 1.5 | 2.5 | 2.5 | 3.5 | 3.5 |
| DM [% FM] | 6.8 ± 0.32 | 6.3 ± 0.50 | 6.8 ± 0.50 | 7.1 ± 0.45 | 7.6 ± 0.5 | 8.8 ± 0.51 | 15.1 ± 0.36 | 16.2 ± 0.88 |
| VS [% DM] | 69.7 ± 0.74 | 70.2 ± 0.89 | 71.8 ± 1.68 | 71.7 ± 1.55 | 71.3 ± 2.86 | 71.3 ± 3.31 | 57.3 ± 0.72 | 59.6 ± 1.19 |
| TKN [g kg−1] | 3.6 ± 0.57 | 3.6 ± 0.78 | 3.5 ± 0.23 | 3.4 ± 0.24 | 3.8 ± 0.31 | 3.6 ± 0.79 | 2.9 ± 0.48 | 2.8 ± 0.45 |
| NH4-N [g kg−1] | 1.4 ± 0.40 | 1.2 ± 0.32 | 1.9 ± 0.21 | 1.8 ± 0.23 | 1.8 ± 0.16 | 1.6 ± 0.18 | 1.3 ± 0.23 | 1.2 ± 0.23 |
| C [% DM] | 55 ± 0.37 | 56 ± 0.14 | 57 ± 0.10 | 57 ± 0.88 | 62 ± 0.72 | 61 ± 0.10 | 59 ± 0.60 | 57 ± 0.75 |
| N [% DM] | 4.0 ± 0.02 | 4 ± 0.03 | 3.0 ± 0.04 | 3 ± 0.01 | 3 ± 0.00 | 3 ± 0.12 | 4 ± 0.03 | 3 ± 0.08 |
| C:N | 14 | 14 | 18 | 20 | 20 | 20 | 17 | 18 |
| HRT [d] | 68 ± 1 | 68 ± 1 | 59 ± 0 | 59 ± 0 | 35 ± 1 | 35 ± 1 | 41 ± 0 | 41 ± 0 |
| CH4 in biogas [%] | 61 | 56 | 56 | 55 | 55 | 54 | 51 | 52 |
| Organic Loading Rate | Mesophilic | Thermophilic | |||||
|---|---|---|---|---|---|---|---|
| [kg VS m−3 d−1] | n | Average | SD | n | Average | SD | |
| biogas production [LN m−3 d−1] | 1.0 | 10 | 341 | 31 | 10 | 432 | 23 |
| 1.5 | 10 | 455 | 77 | 10 | 510 | 73 | |
| 2.5 | 14 | 847 | 66 | 14 | 833 | 67 | |
| 3.5 | 14 | 1166 | 233 | 14 | 1269 | 245 | |
| methane production [LN m−3 d−1] | 1.0 | 10 | 207 | 17 | 10 | 240 | 11 |
| 1.5 | 10 | 254 | 38 | 10 | 278 | 38 | |
| 2.5 | 14 | 464 | 43 | 14 | 451 | 42 | |
| 3.5 | 14 | 600 | 121 | 14 | 637 | 128 | |
| specific biogas production [LN kg−1 VS d−1] | 1.0 | 10 | 341 | 31 | 10 | 432 | 23 |
| 1.5 | 10 | 303 | 52 | 10 | 340 | 49 | |
| 2.5 | 14 | 339 | 26 | 14 | 333 | 27 | |
| 3.5 | 14 | 333 | 67 | 14 | 363 | 70 | |
| specific methane production [LN kg−1 VS− d−1] | 1.0 | 10 | 207 | 17 | 10 | 240 | 11 |
| 1.5 | 10 | 169 | 26 | 10 | 185 | 26 | |
| 2.5 | 14 | 186 | 17 | 14 | 180 | 17 | |
| 3.5 | 14 | 171 | 34 | 14 | 182 | 36 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shevidi, A.; Lizasoain, J.; Wlcek, B.; Frühauf, S.; Gronauer, A.; Bauer, A. Biogas Production from Steam-Exploded Maize Stover: Results from Continuous Anaerobic Tank Bioreactor Tests. Fermentation 2023, 9, 339. https://doi.org/10.3390/fermentation9040339
Shevidi A, Lizasoain J, Wlcek B, Frühauf S, Gronauer A, Bauer A. Biogas Production from Steam-Exploded Maize Stover: Results from Continuous Anaerobic Tank Bioreactor Tests. Fermentation. 2023; 9(4):339. https://doi.org/10.3390/fermentation9040339
Chicago/Turabian StyleShevidi, Abbas, Javier Lizasoain, Bernhard Wlcek, Susanne Frühauf, Andreas Gronauer, and Alexander Bauer. 2023. "Biogas Production from Steam-Exploded Maize Stover: Results from Continuous Anaerobic Tank Bioreactor Tests" Fermentation 9, no. 4: 339. https://doi.org/10.3390/fermentation9040339