3.1. Effect of Deacetylation at Different Conditions
Selection of the optimal NaOH loading during biomass deacetylation is essential in ensuring maximum sugar recovery for subsequent fermentation by minimizing loss of sugars [
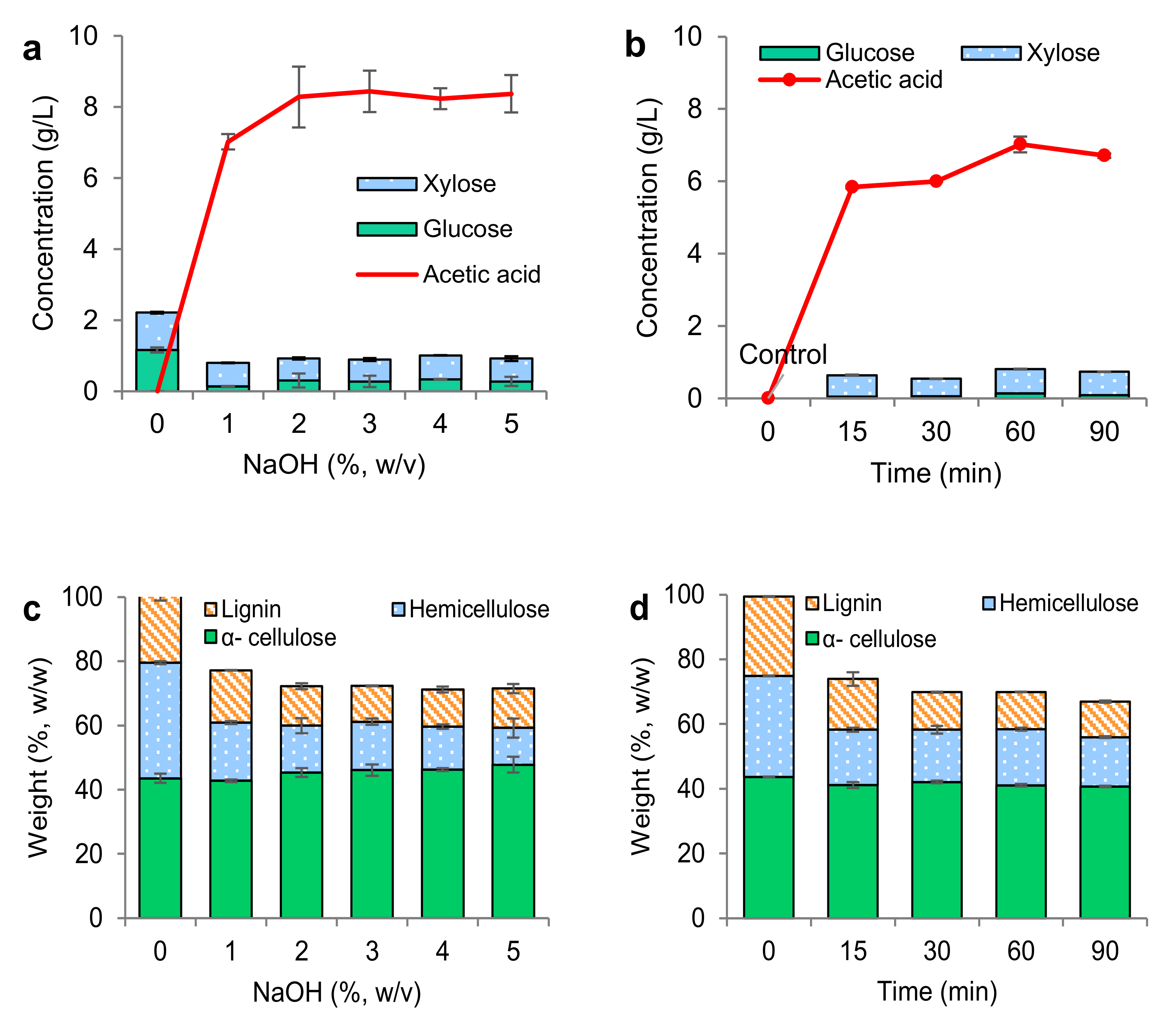
8]. Thus, different NaOH loadings and reaction times were evaluated for deacetylation of OPT biomass aiming at minimizing the loss of both C5 (xylose) and C6 (glucose) sugars (
Figure 2). After NaOH treatment, the treated liquid fractions obtained were mainly composed of acetic acid (
Figure 2a,b). Without the presence of NaOH (control), no acetic acid was detected in the liquor. At 1% (
w/
v) NaOH loading, 7.0 g/L of acetic acid was released, while at the higher NaOH loading of 2–5% (
w/
v), the amount released was in the range of 8.2–8.5 g/L (
Figure 2a). The amount of acetic acid released from OPT biomass was fairly high for each NaOH loading. In terms of sugars solubilization, no apparent difference in the amount of sugar released (~0.6 g/L xylose and ~0.2 g/L glucose) was observed with increasing the NaOH loading from 1% to 5% (
w/
v), suggesting that deacetylation via NaOH treatment is effective in removing the acetyl group while minimizing the released sugars.
Meanwhile, at different reaction times (using 1% NaOH,
w/
v), the highest acetic acid released was 7.0 g/L after 60 h treatment, followed by 6.7 g/L after 90 h. A lower concentration (5.8–6.0 g/L) was released at a shorter reaction time of 15 to 30 min (
Figure 2b). A longer reaction time tends to cleave additional acetyl groups from the dissolved xylooligomers, resulting in a higher concentration of free acetic acid [
3]. In terms of sugar solubilization, the xylose released was in the range of 0.6–0.7 g/L, while glucose accumulation was negligible (<0.1 g/L) at different reaction times from 15 to 90 min.
The impact of different deacetylation conditions on OPT biomass was then evaluated based on weight recoveries from NaOH-treated biomass, as well as their main chemical compositions, i.e., cellulose, hemicellulose, and lignin. All NaOH-treated samples recorded a lower total weight recovery when compared to the control (
Figure 2c,d). NaOH affected the composition of OPT components and the subsequent weight by removing the acetyl group, as demonstrated by the subsequent amount of acetic acid released (
Figure 2a,b) and the partially solubilizing hemicellulose and lignin components (
Figure 2c,d). As can be seen in
Figure 2, lignin was the main fraction affected by NaOH treatment, their removal being favored with increasing NaOH loading (
Figure 2c). During the deacetylation step, a higher amount of hemicellulose was retained at a lower NaOH loading (
Figure 2c). When deacetylation was at 1% (
w/
v), NaOH demonstrated the highest weight recovery of 82.7% (
w/
w), as compared to 77.9–81.2% (
w/
w) at the higher NaOH loading of 2–5% (
w/
v) (
Figure 2c). The hemicellulose contents in the recovered biomass deacetylated OPT ranged 14.7–21.9%, with lignin contents ranging from 14.2% to 19.7%.
Under the evaluated conditions, the content of celluloses under treatment at various NaOH loadings were unaffected and preserved during the deacetylation, which indicated that celluloses were not easily degraded to monomeric sugars under mild alkaline conditions (
Figure 2c). The cellulose contents in the recovered deacetylated OPT biomass ranged 51.7–61.4%. Compositions of cellulose from other biomasses, i.e., corn stover, hemp, and kenaf, were also reported to be unreactive under similar conditions [
7,
22].
Regarding different reaction times, deacetylation at 15 min showed the highest weight recovery of 81.9% (
w/
w), as compared to 77.8–81.1% (
w/
w) at longer reaction times of 30–90 min (
Figure 2d). The cellulose and hemicellulose contents in the recovered deacetylated OPT biomass at different reaction times ranged 50.1–53.9% and 19.7–21.9%, respectively, while that of lignin ranged 14.1–19.7%. From these trends, it is postulated that deacetylation at different reaction times would not affect the cellulose content in the biomass (
Figure 2d). Hence, the objective of the mild alkaline treatment was successfully achieved with acetic acid as the expected main fraction released from OPT biomass. Additionally, the treatment partially removed lignin while preserving most sugars, which is preferred for the subsequent processing steps.
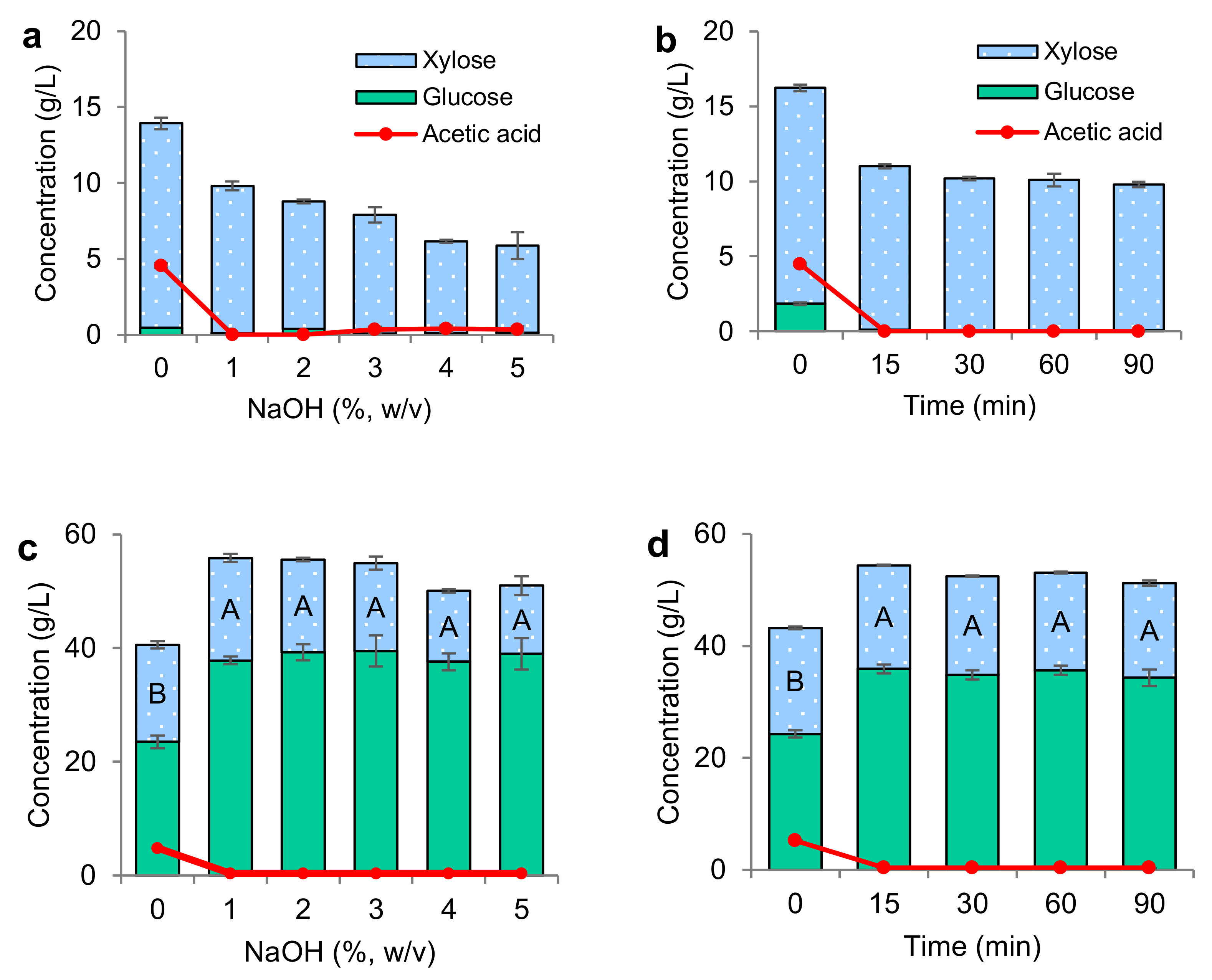
3.2. Effect of Deacetylation on Sugars Recovery Post-DOAP and Enzymatic Hydrolysis
In order to assess the impact of deacetylation on the subsequent steps, DOAP was first performed using the OPT biomass treated at different conditions. The main component of the hydrolysate after DOAP was xylose, as shown in
Figure 3a,b. The highest concentration of xylose was exhibited by the control, i.e., in the absence of NaOH, at 13.5 g/L (
Figure 3a). A 28% xylose reduction was obtained at 1% (
w/
v) NaOH loading, reaching 9.7 g/L due to a significant hemicellulose loss during the deacetylation step. A further increase in NaOH loading (5%
w/
v) resulted in another 29% reduction, i.e., only 5.7 g/L of xylose were contained in the acid hydrolysate.
Meanwhile, a low level of acetic acid (~0.3 g/L) was detected in the acid hydrolysates that were deacetylated with 3-5% (
w/
v) NaOH, whereas it was not detected in those treated with 1-2% (
w/
v) NaOH (
Figure 3a). According to Castro et al. [
12], xylose concentration was found to be higher in the deacetylated hydrolysate, which indicated that the deacetylation was able to weaken the hemicellulose structure by cleavage of the arabinoxylan–lignin and structural protein linkages, and therefore would make the acetyl ester (hemicellulose) linkages more labile and thus more exposed to degradation. As previously studied, deacetylation leads to higher monomeric xylose yields, higher overall hemicellulose solubilization, and lower xylooligomer yields [
3]. However, the obtained results did not indicate the release of soluble monomeric xylose during DOAP (
Figure 3a,b). This was likely due to the losses of loosely bound hemicellulose components during the washing step, which was also reflected by the hemicellulose compositions in the treated OPT (
Figure 2c,d). Similarly, Shekiro et al. [
23] also reported ~5% of hemicellulosic sugar loss from corn stover hydrolysate after washing.
A similar trend was observed when DOAP at a fixed 1% (
w/
v) NaOH loading was performed on OPT at different reaction times (
Figure 3b). The results showed a decreasing trend in xylose released as the deacetylation reaction time increased from 15, 30, 60, to 90 min. As compared to the control (0 min), lower xylose contents were measured in the acid hydrolysates of OPT, which indicated a significant loss of hemicellulosic fraction during the washing step. In the non-deacetylated OPT (control), a higher concentration of monomeric xylose of 14.4 g/L was released compared to 9.3–10.5 g/L from those deacetylated samples. The xylose released from the deacetylated sample was the highest at 15 min. At a prolonged DOAP treatment time, the released xylose was slightly reduced by 4% at each specified time interval. In such situations, no acetic acid was detected in any of the deacetylated hydrolysates, compared to 4.5 g/L in the non-deacetylated control.
In the subsequent stage, enzymatic hydrolysis was crucial to determine the enzymatic digestibility of the pretreated OPT by cellulase, as indicated by the glucose released in the hydrolysates. The concentration of glucose released from all the deacetylated OPTs was significantly improved by ~60% (
p < 0.05) (
Figure 3c). Deacetylation using 1% (
w/
v) NaOH resulted in the highest concentration of total sugars of 55.8 g/L (18.0 g/L xylose and 37.8 g/L glucose), 37% higher than that of non-deacetylated OPT at 40.6 g/L (17.1 g/L xylose and 23.5 g/L glucose). Insignificant reduction (
p > 0.05) was attainable when higher NaOH loading (4–5%,
w/
v) was used. Deacetylation also improved xylose yields during enzymatic hydrolysis, with an additional ~40% of monomeric xylose released during the process, compared to only ~20% for the control. This finding demonstrated that treating NaOH under mild conditions improves the overall sugars released, as indicated by the significant yield increase (
p < 0.05) in monomeric xylose and glucose in the enzymatic hydrolysates.
When adopting 1% (
w/
v) NaOH at different reaction times, the results demonstrated insignificantly lower glucose yields (
p > 0.05) with increasing reaction times (
Figure 3d). The glucose yield was found to decrease from 36.2 g/L (15 min) to 34.9 g/L (90 min). The total sugars deriving from deacetylation for 15 to 90 min were in the range of 51.7–54.4 g/L. With respect to the inhibitory acetic acid, their concentrations in all the deacetylated hydrolysates were below 0.35 g/L, compared to 5.25 g/L in the non-deacetylated hydrolysate. From this finding, deacetylation at the milder 1% (
w/
v) NaOH for a shorter reaction time (15 min) would suffice for the next experiment to achieve satisfactory results.
The effects of different NaOH loadings at the DOAP stage were more pronounced than reaction time. About ~12% xylose reduction was shown at 1% (
w/
v) NaOH intervals compared to ~4% at 15 min intervals (
Figure 3a,b). This was likely due to higher hemicellulose loss in deacetylation at different NaOH loadings, as clearly shown in
Figure 2c compared to
Figure 2d at a different reaction time. Similar results were reported for the deacetylation process optimized using response surface methodology (RSM), where the responses were more significantly affected by reaction temperature and NaOH loading than reaction time [
23]. As mentioned earlier, NaOH is also consumed in the reaction, rather than simply acting as a catalyst. Thus, the extent of acetic acid removal can be controlled by limiting the amount of NaOH loaded during deacetylation, which helps to reduce the extent of hemicellulose solubilization.
The positive effects of the deacetylation step prior to pretreatment on enzymatic hydrolysis efficiency have been described by many researchers [
7,
8,
12,
22]. The highest acetic acid released was 98.8% at 70 °C using 80 mg NaOH/g rice straw for 45 min; concurrently, 42.7% of lignin and 59.4% of ash were removed, with some losses in glucan (1.2%) and hemicellulose (7.7%) of rice straw [
12]. Prior to that, lower acetyl removal (75%) was accomplished during the alkaline pretreatment of 48 mg NaOH/g corn stover at 80 °C for 180 h [
7]. Accordingly, the impact of deacetylation on chemical composition of corn stover was highly dependent on vegetative variety. Further, their developed process featuring dilute alkaline deacetylation prior to disc refining resulted in xylose yields of 71–77% and glucose yields of 78–84% after enzymatic hydrolysis [
22]. More recently, the yields of glucose and xylose obtained from the deacetylated hemp and kenaf were increased by 14–18%, compared with those from the non-deacetylated biomass [
8]. In comparison to the common acetic acid removal method, i.e., detoxification, only 4–15% of acetic acid was removed along with a significant reduction in glucose recovery (33–65.2%) [
10,
11]. Deacetylation is superior to detoxification in terms of higher acetic acid removal as well as sugar recovery.
In sum, deacetylation significantly improves the enzymatic hydrolysis of DOAP-pretreated OPT biomass. Glucose yields can be improved by up to ~47% on average, while preserving most xylose in the hydrolysate. The significant sugar yield improvement hints at the importance of removing acetyl groups from hemicellulose prior to DOAP and enzymatic hydrolysis. This step represents an advantage prior to DOAP in optimizing acetic acid removal for the overall process improvement.
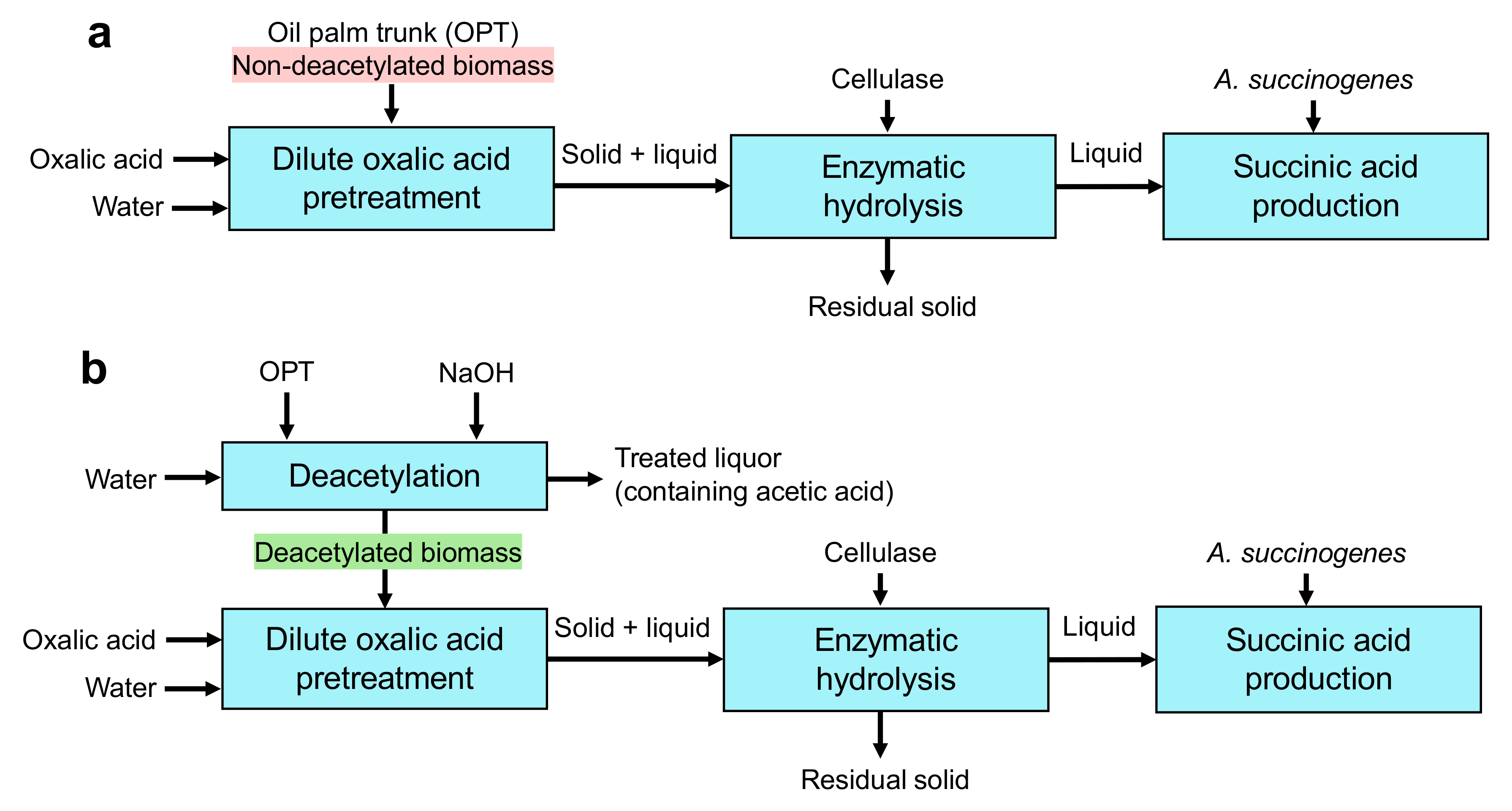
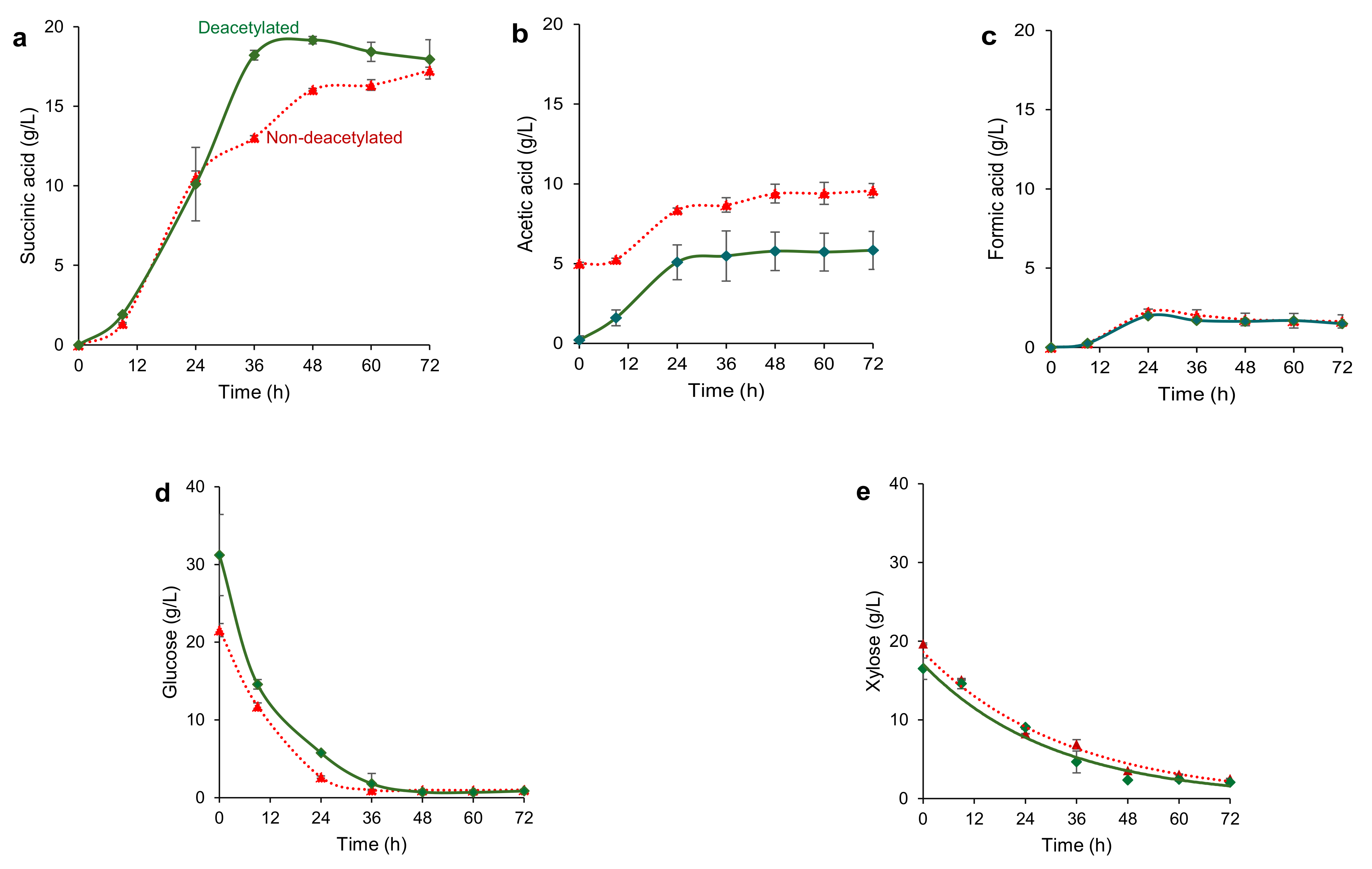
3.3. Assessment for Succinic Acid Production
In order to assess the effects of deacetylation on succinic acid production, fermentation employing
A. succinogenes was carried out using both the deacetylated and non-deacetylated OPT hydrolysates (
Figure 4). At 48 h, the cells were able to consume 89% of total sugars yielding 16.15 g/L succinic acid in the non-deacetylated hydrolysate (
Figure 4a). This was improved by 20% using the deacetylated OPT hydrolysate, involving 94% of total sugars for 19.16 g/L succinic acid. The succinic acid yield and productivity were correspondingly higher in the deacetylated hydrolysates compared to those in the non-deacetylated hydrolysates (0.44 vs. 0.39 g/g and 0.51 vs. 0.36 g/L.h, respectively) (
Table 1). After 48 h, the amount of succinic acid was slightly reduced in the deacetylated hydrolysate, but still much higher than that in the non-deacetylated sample, reaching a titer of ~18 g/L in both substrates at 72 h. These results showed that the productivity of succinic acid from OPT hydrolysate was the main parameter negatively affected under a non-deacetylated condition. Low productivity is attributable to an increase in free radicals in cells, additional energy required to expel excessive protons to maintain the intracellular pH homeostasis, and inhibition of intracellular metabolic functions caused by acetic acid in hydrolysates of non-deacetylated biomass [
24].
The ratios of succinic/formic acid and succinic/acetic acid are also important indicators for behavioral determination of bacterial metabolism [
13]. These ratios increased over time in both the deacetylated and non-deacetylated hydrolysates with the former showing a better performance (9.12 vs. 11.68, 1.71 vs. 3.31, respectively). A higher acetic acid inhibition in the non-acetylated hydrolysate might affect the yield and productivity of succinic acid. Higher accumulation of acetic acid took place, as demonstrated in
Figure 4b, up from the initial concentration of 5 g/L presence in the non-deacylated hydrolysate compared to the deacetylated counterpart, from none to ~5 g/L. Meanwhile, about the same amount of formic acid was generated during the course of fermentation (24–72 h) in both the deacetylated and non-deacetylated cultures (
Figure 4c).
The trends for glucose and xylose consumption were also similar in both hydrolysates (
Figure 4d,e). Almost all the glucoses (>95%) were consumed by the cells while ~12–16% of xylose still remained in both cultures until the end of fermentation (
Table 1). In this study, performing the deacetylation step prior to pretreatment successfully reduced acetic acid accumulation and subsequently enhanced succinic acid production. A positive effect of such processes in treating corn stover was also reported [
7]. The performance of
A. succinogenes in the deacetylated corn stover hydrolysate was 42.3% higher than that of non-deacetylated substrates, reaching titers up to 42.8 g/L and yield of 0.74 g/g with an initial sugar of 80 g/L.
The impact of deacetylation on succinic acid production by
A. succinogenes is summarized in
Table 1. All the fermentation parameters were improved when OPT biomass was subjected to deacetylation prior to DOAP, with the greatest succinic acid productivity improvement of 42%. In a nutshell, deacetylation step reduces by-product formation, i.e., 7% and 38% of formic acid and acetic acid, respectively, during
A. succinogenes fermentation in the culture broth. The reduction in by-products is beneficial in reducing the overall downstream processing cost of succinic acid.
The deacetylated OPT biomass had a lesser degree of accumulation of acetic acid, hence leading to low toxicity in the hydrolysate for subsequent bioprocessing. For example, bioethanol production by
Spathaspora passalidarum with deacetylated hydrolysate was 16.92 g/L, whereas only 1.3 g/L of bioethanol was obtained with non-deacetylated hydrolysate [
9]. Deacetylation provides a 13-fold increase in bioethanol production, showing that alkaline deacetylation prior to dilute acid pretreatment is mandatory in bioethanol production using
S. passalidarum. Contrarily, this study demonstrated that A. succinogenes could efficiently metabolize lignocellulosic sugars for succinic acid production even without taking the deacetylation step.
A. succinogenes is robust, resistant to impurities in hydrolysates, and tolerant to high concentrations of inhibitors [
21]. Accordingly, this study provides a strategy to reduce hydrolysate toxicity for the further improvement of succinic acid production.
3.4. Effect of Deacetylation at High-Solid DOAP Followed by Enzymatic Hydrolysis
An increase in total sugar recovery from OPT biomass is required for subsequent succinic acid production. Conversion and processing of lignocellulosic biomass at a high solid loading is necessary to reduce both capital and operational expenditures [
25]. A high-solid process is defined by no presence of free water/liquid in the slurry or roughly ≥15% (
w/
v) [
26]. Biomass processing conducted at a high solid loading would be advantageous as it is associated with high targeted products while reducing water consumption. However, a decrease in the sugar conversion rate is inevitable as the substrate concentration increases [
27].
In order to determine the appropriate solid loading of OPT biomass for the pretreatment process, its influence on DOAP followed by enzymatic hydrolysis was investigated ranging from 10% to 30% (
w/
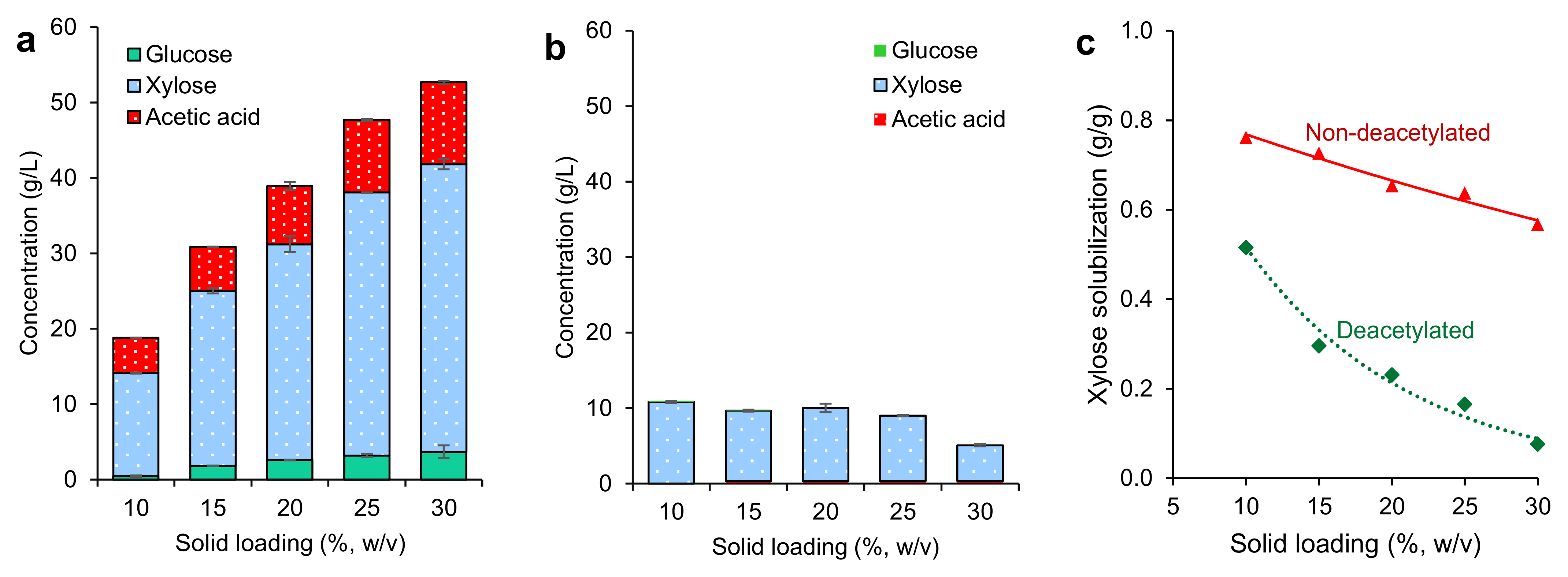
v), with other pretreatment variables being fixed. After DOAP in the non-deacetylated OPT, the xylose concentrations significantly increased proportionate to the employed solid loading from 13.7 g/L to 36.2 g/L (
Figure 5a), and at the same time, glucose was also released at a much lower concentration (ranged 0.4–3.7 g/L). Similarly, the release of acetic acid was proportionally higher to the increased solid loading (
Figure 5a). The range of acetic acid released was 4.6–10.9 g/L in the non-deacetylated OPT biomass.
For comparison, the deacetylated OPT biomass was also performed during DOAP (
Figure 5b). At a mild alkaline treatment employing various solid loadings, about 5.3–6.8 g/L acetic acid was removed from the OPT biomass. Meanwhile, after DOAP, the monomeric xylose released had decreased as solid loading increased from 10.8 g/L to 4.8 g/L at 10% and 30% (
w/
v), respectively (
Figure 5b). The mild alkaline deacetylated OPT exhibited a very low solubilization of monomeric xylose specifically at high solid loading from 0.52 g/g to 0.08 g/g at 10% and 30% (
w/
v), respectively (
Figure 5c), as compared to that of non-deacetylated OPT from 0.76 g/g to 0.57 g/g at 10% and 30% (
w/
v), respectively.
The findings suggested that the sugars of deacetylated OPT biomass are preserved during DOAP, mostly in the form of oligomeric sugars. At a higher solid loading, longer reaction times or more severe conditions are required to cleave the xylosidic bonds for the release of monomeric xylose. In this study, the reduced dissolution of hemicellulose with increasing the solid loading is acceptable because the oligomeric sugars will be hydrolyzed later during enzymatic hydrolysis.
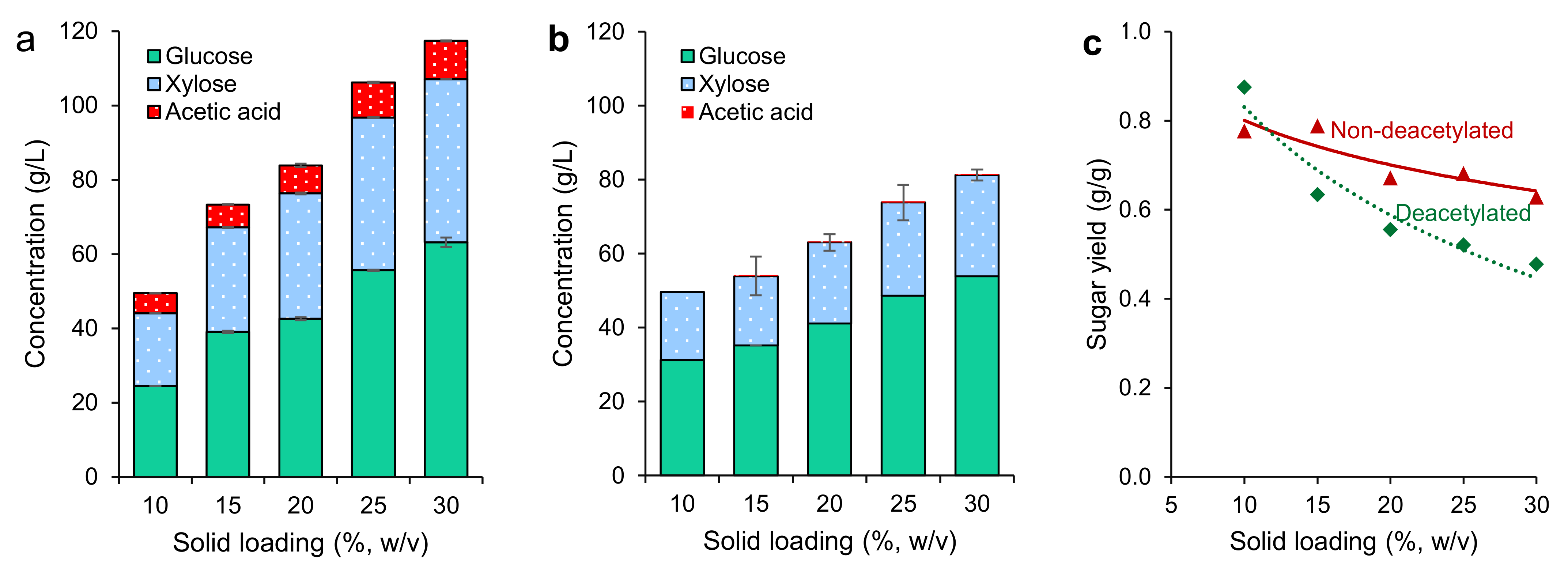
Consecutively, after enzymatic hydrolysis, the trends for both the non-deacetylated and deacetylated OPT showed similarities. As solids loading increases, the total sugar concentration increases (
Figure 6). A very high total of sugars of 107.1 g/L (63.2 g/L glucose and 43.9 g/L xylose) was achieved in the non-deacetylated OPT at 30% (
w/
v) solid loading (
Figure 6a) as compared to 81.2 g/L (53.9 g/L glucose and 27.3 g/L xylose) which was attainable employing the deacetylated OPT (
Figure 6b). There was no apparent difference in the concentration of glucose in both the non-deacetylated and deacetylated OPT as compared to xylose concentration, suggesting that xylose (hemicellulose) had been partially removed during the deacetylation step as evidenced in
Figure 2c.
The relationship between sugar yield and solid loading after enzymatic hydrolysis is shown in
Figure 6c. Sugar yield shows a strong negative correlation with increasing solid loading specifically in the deacetylated OPT. It shows a substantial yield drop at different solid loadings in the non-deacetylated OPT. The highest sugar yield (0.88 g/g) was achieved using the deacetylated OPT at 10% (
w/
v) solid loading. However, the yield decreased drastically from 0.88 to 0.48 g/g at 10% and 30% (
w/
v), respectively. On the other hand, the reduction of sugar yield of the non-deacetylated OPT was less obvious at different solid loadings, decreasing gradually from 0.78 to 0.63 g/g (
Figure 6c). The negative trend of sugar yield with solid loading indicates that solid loading is an important parameter for enzymatic hydrolysis and should be seriously determined for optimum results rather than being randomly selected.
It is worth noting that 15% (
w/
v) solid loading is often considered as the upper limit for enzymatic hydrolysis of pretreated biomass [
28]. This study suggested that the deacetylation is effective in increasing sugar yield at considerably lower solid loadings than 15% (
w/
v). It further suggested that increasing the solid loading does not necessarily promote hemicellulose solubilization to affect the DOAP of OPT biomass.
3.5. Effect of Solid Loading on Succinic Acid Production
The deployed deacetylation step has a pronounced effect on succinic acid production (
Figure 7). The deacetylated OPT biomass showed a higher succinic acid titer of 18.8 g/L, i.e., 13% and 42% higher in yield and productivity, respectively, than that of non-deacetylated OPT (
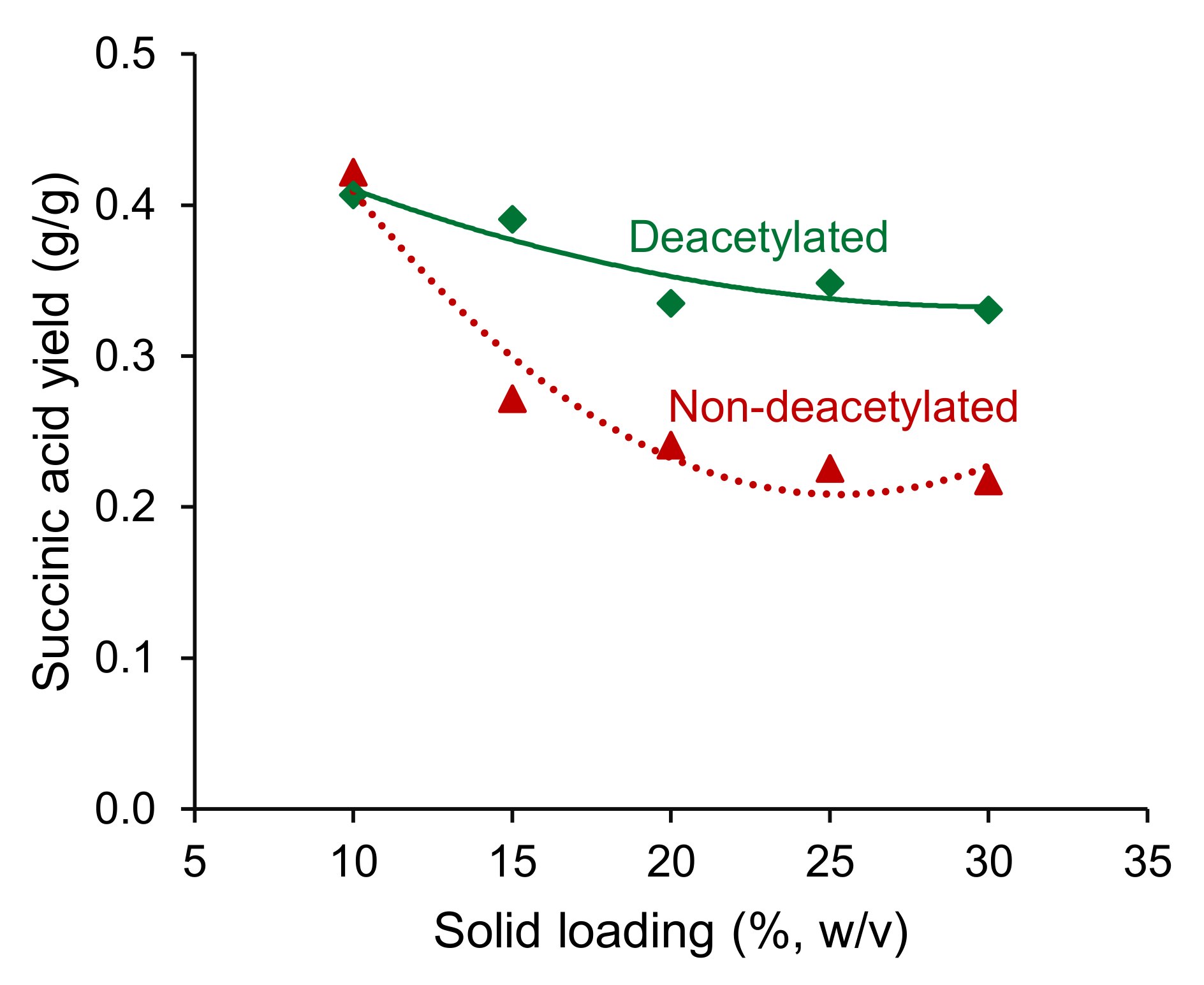
Table 2). To explore the effect of deacetylation at different solid loadings on succinic acid production, fermentation of the resultant hydrolysates was performed. The relationship between succinic acid yield and solid loading for a 72 h fermentation from both the deacetylated and non-deacetylated hydrolysates is shown in
Figure 7.
The succinic acid yield was negatively correlated with increasing the solid loading, more so for the non-deacetylated OPT. It showed a drastic drop (~35%) in the succinic acid yield from 0.42 g/g to 0.27 g/g using 10% (
w/
v) to 15% (
w/
v) solid loading in the non-deacetylated hydrolysate (
Figure 7). Beyond 15% (
w/
v), the succinic acid yield dropped slowly from 0.27 to 0.22 g/g at 30% (
w/
v) solid loading. The highest attainable succinic acid yield was ~0.42 g/g for both the deacetylated and non-deacetylated OPT at 10% (
w/
v) solid loading. In the deacetylated hydrolysate, a much higher succinic acid yield could be obtained, as seen with the moderate decrease (~20%) to 0.33 g/g at the higher loading of 30% (
w/
v).
The fermentation was almost accomplished within 72 h as indicated by the complete sugar consumption when the OPT solid loading was 10% (
w/
v) (
Table 2). At high solid levels, the sugars were not fully consumed by the cells, as evidenced by the remaining total sugars available in the culture. This might be attributed to insufficient time for the cells to metabolize these high-loaded sugars. However, an excessively long fermentation time would ultimately reduce productivity, and thus is undesirable. For high solid loadings beyond 10% (
w/
v) of non-deacetylated OPT, the succinic acid titers dropped to 13.1–14.9 g/L compared to 17.3 g/L at 10% (
w/
v) during the 72 h fermentation period (
Table 2). At the high solid loading of 30% (
w/
v), the succinic acid titer (14.3 g/L) corresponded to succinic acid yields of 0.22 g/g (
Figure 7), representing a ~50% drop from those at 10% (
w/
v). This result indicates that solid loading is a critical element for enzymatic hydrolysis and fermentation, and thus must be properly considered for overall process cost-effectiveness.
In view of the aforementioned findings, it is thus proposed that the best conditions for biomass deacetylation are as follows: moderate solid loading of 10–15% (w/v), and deacetylation using 1% (w/v) NaOH at 100 °C for 15 min for further experiments utilizing OPT biomass for succinic acid production.

 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}