
Cryopreservation of 3D Bioprinted Scaffolds with Temperature-Controlled-Cryoprinting

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Results and Discussion
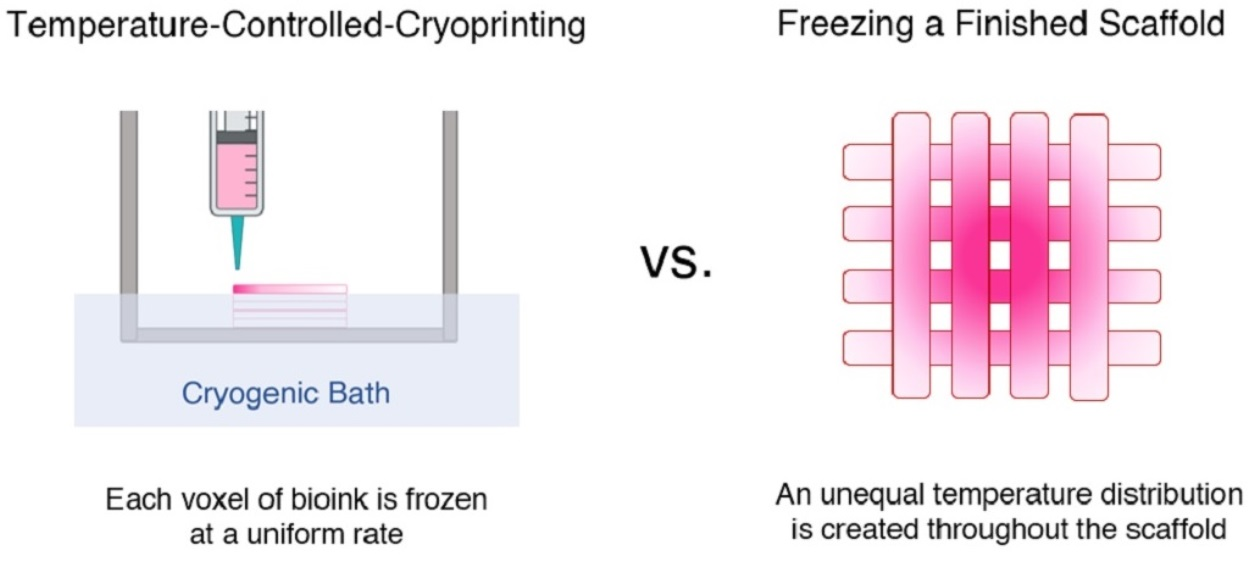
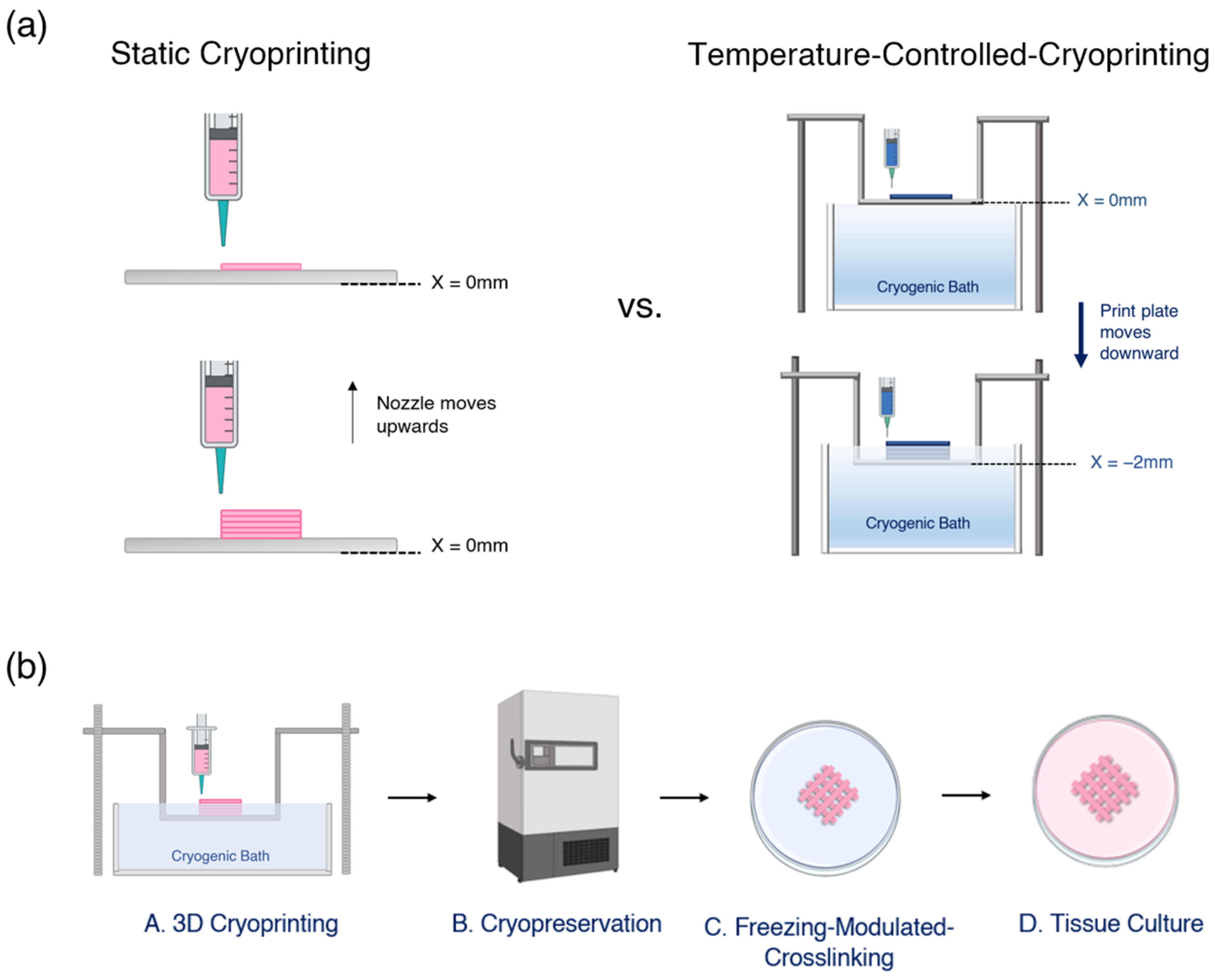
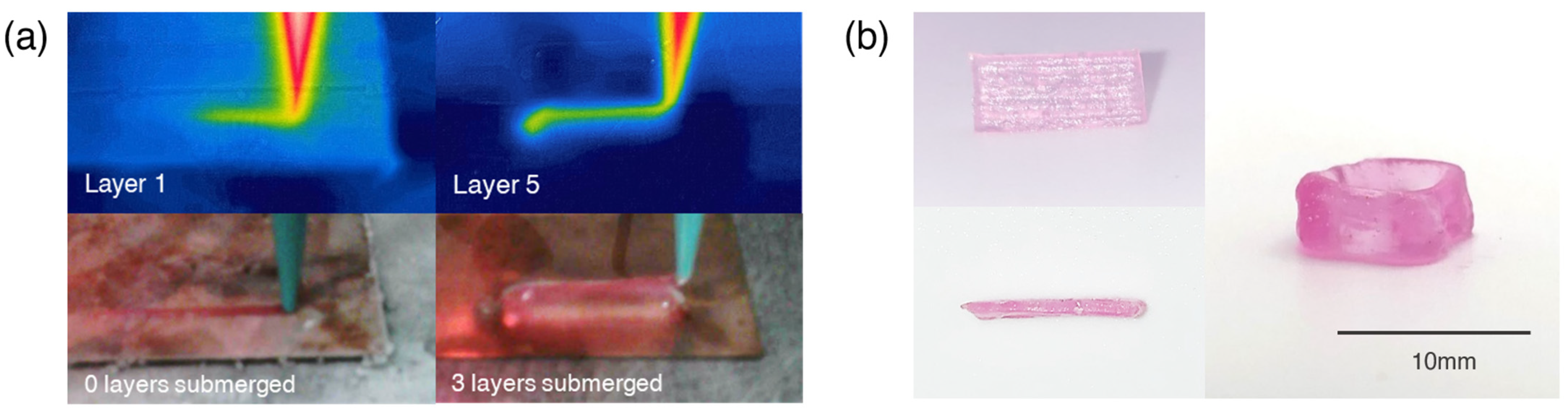
2.1. Printing Multi-Layer Scaffolds
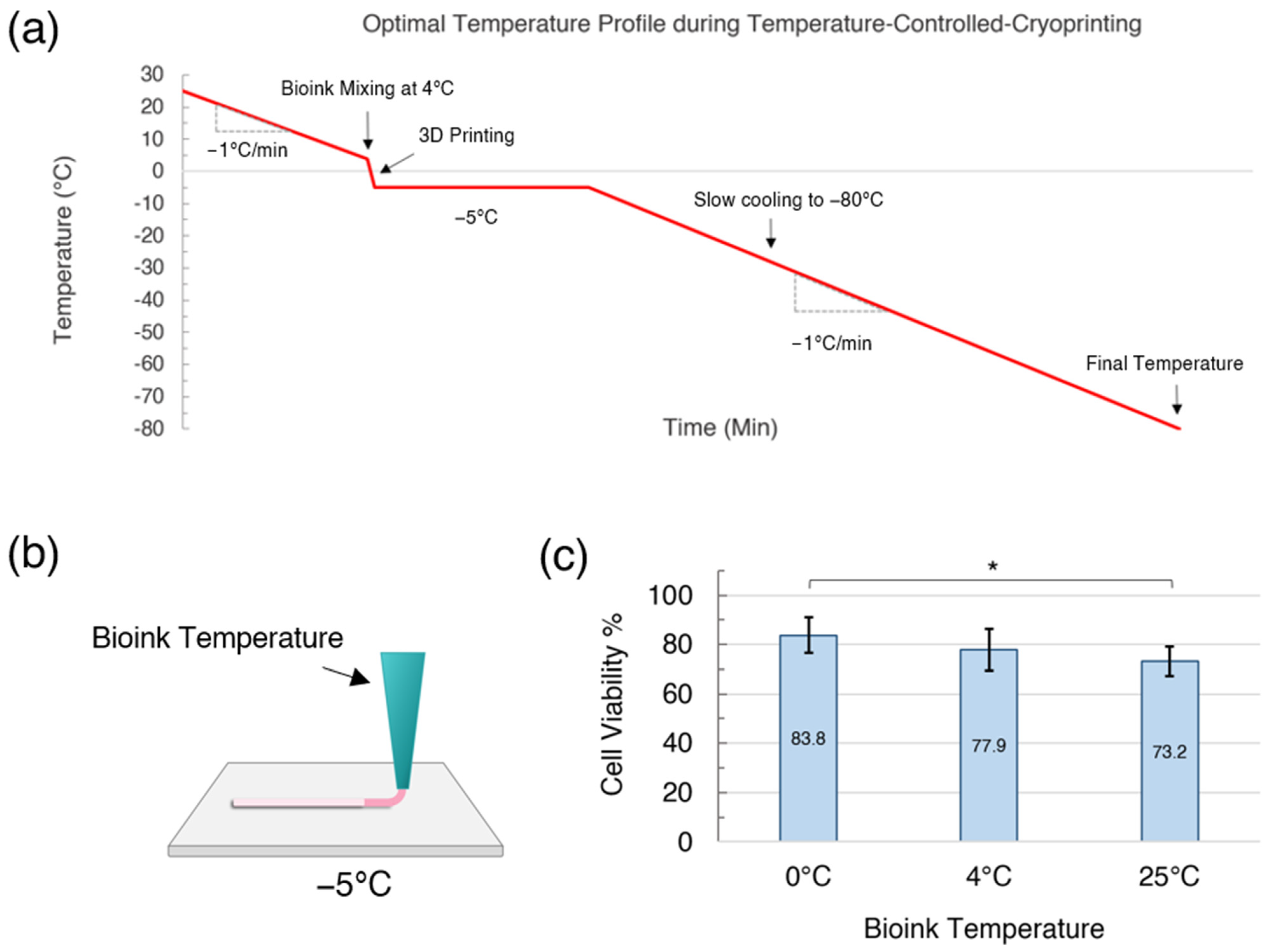
2.2. Cell Viability during Temperature-Controlled Cryoprinting
2.2.1. Effect of Cooling Rate during 3D Printing
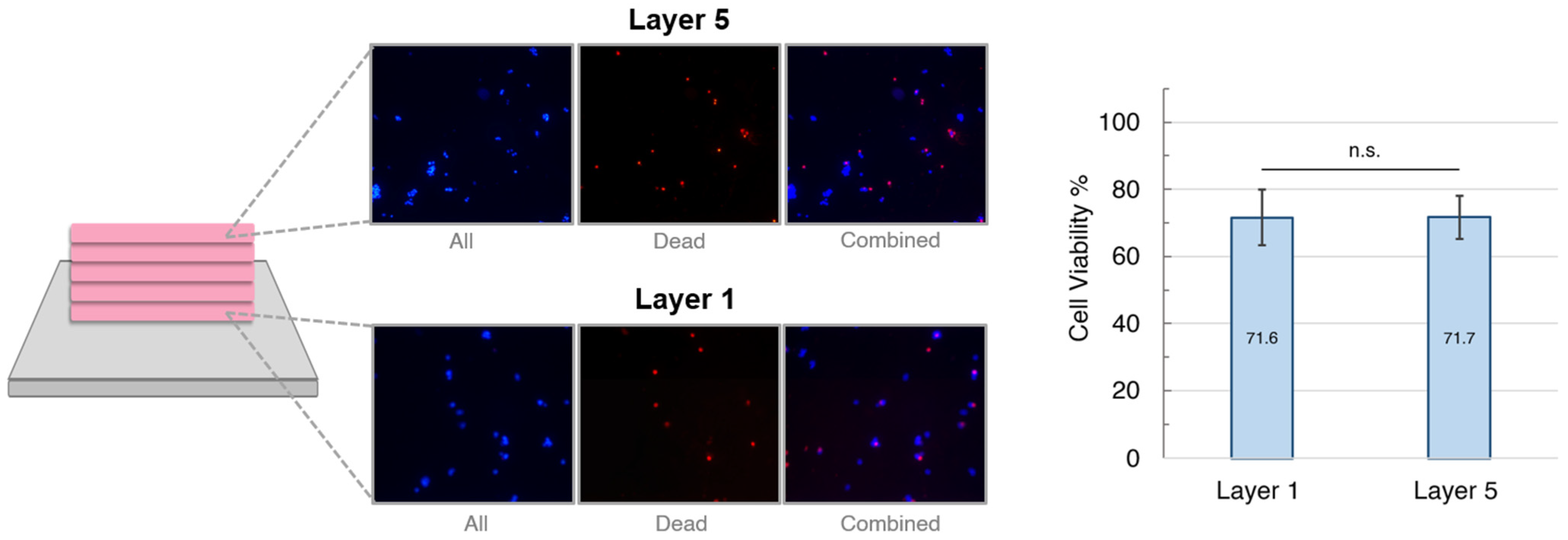
2.2.2. Cell Viability by Layer
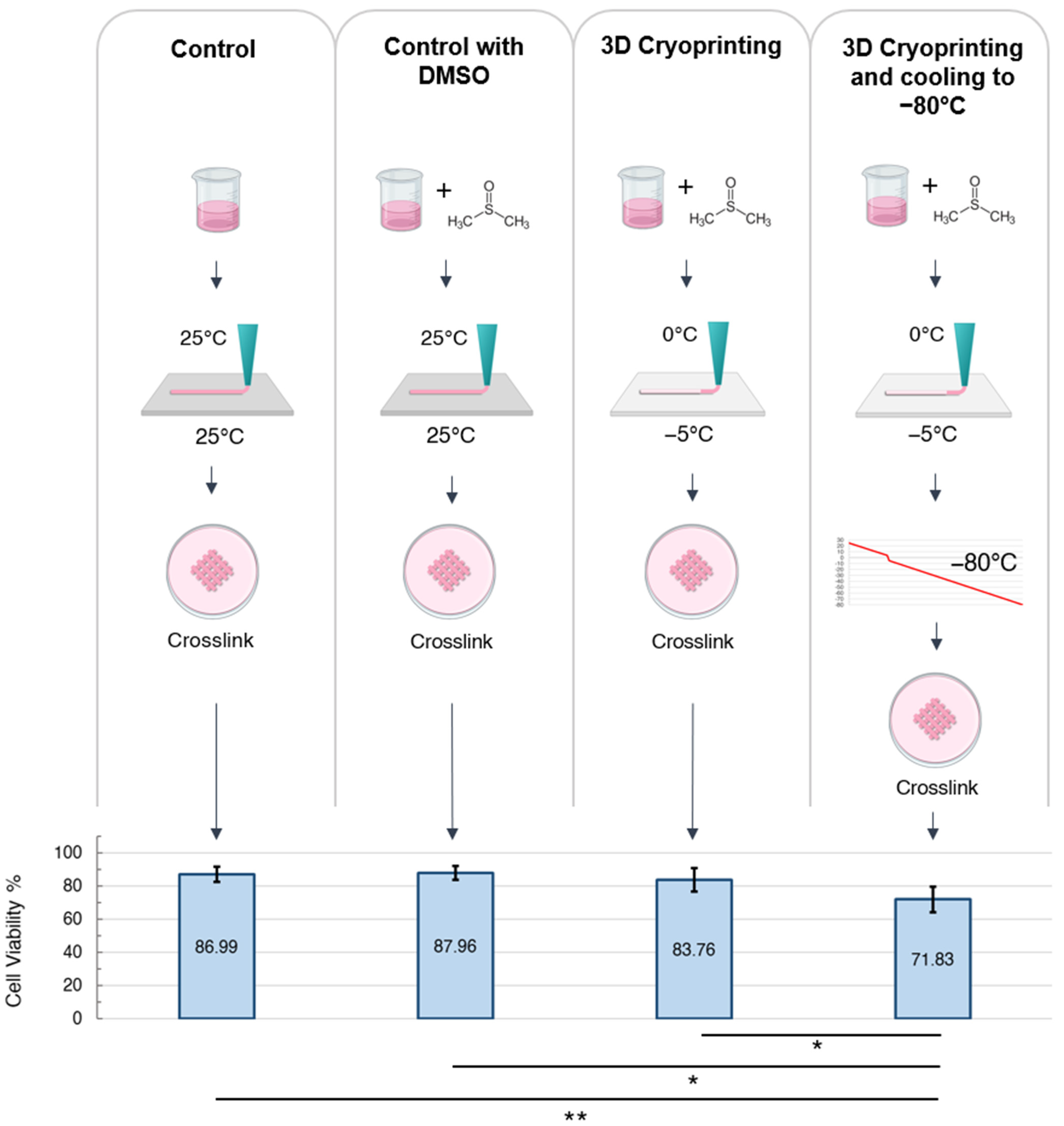
2.2.3. Maximizing Cell Viability during the Stages of 3D Cryoprinting
3. Conclusions
4. Materials and Methods
4.1. Cell Culture
4.2. Bioink Preparation
4.3. Temperature-Controlled Cryoprinting
4.4. Crosslinking, Thawing, and Cryoprotectant Removal
4.5. Cell Viability Assay
4.6. Statistical Analysis
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arutyunyan, I.; Elchaninov, A.; Sukhikh, G.; Fatkhudinov, T. Cryopreservation of Tissue-Engineered Scaffold-Based Constructs: From Concept to Reality. Stem Cell Rev. Rep. 2022, 18, 1234–1252. [Google Scholar] [CrossRef]
- Pegg, D.E. Principles of Cryopreservation. In Cryopreservation and Freeze-Drying Protocols; Wolkers, W., Oldenhof, H., Eds.; Humana Press Inc.: Totowa, NJ, USA, 2015; Volume 1257, pp. 3–19. ISBN 978-1-59745-362-2. [Google Scholar]
- Mazur, P. Freezing of Living Cells -Mechanisms and Implications. Am. J. Physiol. 1984, 247, C125–C142. [Google Scholar] [CrossRef]
- Mazur, P. Cryobiology: The Freezing of Biological Systems. Science 1970, 168, 939–949. [Google Scholar] [CrossRef]
- Whittingham, D. Survival of Mouse Embryos after Freezing and Thawing. Nature 1971, 233, 125–126. [Google Scholar] [CrossRef]
- Costa, P.; Dias, A.; Reis, R.; Gomes, M. Cryopreservation of Cell/Scaffold Tissue-Engineered Constructs. Tissue Eng. Part C-Methods 2012, 18, 852–858. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.Y.C.; Rubinsky, B. A Multidimensional Model of Heat and Mass Transfer in the Liver. Int. J. Heat Mass Transf. 1989, 32, 2421–2434. [Google Scholar] [CrossRef]
- Adamkiewicz, M.; Rubinsky, B. Cryogenic 3D Printing for Tissue Engineering. Cryobiology 2015, 71, 518–521. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ravanbakhsh, H.; Zhang, Y.S. Cryobioprinting for Biomedical Applications. J. 3D Print. Med. 2022, 6, 136–166. [Google Scholar] [CrossRef]
- Luo, Z.; Tang, H.; Ravanbakhsh, H.; Li, W.; Wand, M.; Kuang, X.; Al, E. Support Bath-Free Vertical Extrusion Cryo(Bio)Printing for Anisotropic Tissue Manufacturing. Adv. Matter. 2022, 34, 2108931. [Google Scholar] [CrossRef] [PubMed]
- Kim, G.; Ahn, S.; Yoon, H.; Kim, Y.; Chun, W. A Cryogenic Direct-Plotting System for Fabrication of 3D Collagen Scaffolds for Tissue Engineering. J. Mater. Chem. 2009, 19, 881–887. [Google Scholar] [CrossRef]
- Ravanbakhsh, H.; Luo, Z.Y.; Zhang, X.; Maharjan, S.; Mirkarimi, H.; Tang, G.; Chavez-Madero, C.; Mongeau, L.; Zhang, Y. Freeform Cell-Laden Cryobioprinting for Shelf-Ready Tissue Fabrication and Storage. Matter 2022, 5, 573–593. [Google Scholar] [CrossRef]
- Kiesslich, S.; Kamen, A. Vero Cell Upstream Bioprocess Development for the Production of Viral Vectors and Vaccines. Biotechnol. Adv. 2020, 44, 107608. [Google Scholar] [CrossRef]
- Zawada, B.; Ukpai, G.; Powell-Palm, M.J.; Rubinsky, B. Multi-Layer Cryolithography for Additive Manufacturing. Prog. Addit. Manuf. 2018, 3, 245–255. [Google Scholar] [CrossRef]
- Tan, Z.C.; Parisi, C.; Di Silvio, L.; Dini, D.; Forte, A.E. Cryogenic 3D Printing of Super Soft Hydrogels. Sci. Rep. 2017, 7, 16293. [Google Scholar] [CrossRef] [Green Version]
- Warburton, L.; Rubinsky, B. Freezing Modulated Crosslinking: A Crosslinking Approach for 3D Cryoprinting. Bioprinting 2022, 27, e00225. [Google Scholar] [CrossRef]
- Ukpai, G.; Rubinsky, B. A Three-Dimensional Model for Analysis and Control of Phase Change Phenomena during 3D Printing of Biological Tissue. Bioprinting 2020, 18, e00077. [Google Scholar] [CrossRef]
- Rubinsky, B.; Ikeda, M. A Cryomicroscope Using Directional Solidification for the Controlled Freezing of Biological Material. Cryobiology 1985, 22, 55–68. [Google Scholar] [CrossRef]
- Ishiguro, H.; Rubinsky, B. Mechanical Interactions between Ice Crystals and Red Blood Cells during Directional Solidification. Cryobiology 1994, 31, 483–500. [Google Scholar] [CrossRef]
- Preciado, J.A.; Skandakumaran, P.; Cohen, S.; Rubinsky, B. Utilization of Directional Freezing for the Construction of Tissue Engineering Scaffolds. In Proceedings of the ASME 2003 International Mechanical Engineering Congress and Exposition, Washington, DC, USA, 15–21 November 2003; pp. 439–442. [Google Scholar]
- Warburton, L.; Lou, L.; Rubinsky, B. A Modular Three Dimensional Bioprinter for Printing Porous Scaffolds for Tissue Engineering. J. Heat Transf. ASME Trans. 2022, 144, 031205-1. [Google Scholar] [CrossRef]
- Lou, L.; Bilbao-Sainz, C.; Wood, D.; Rubinsky, B. Temperature Controlled Cryoprinting of Food for Dysphagia Patients. Innov. Food Sci. Emerg. Technol. 2023, 86, 103362. [Google Scholar] [CrossRef]
- Axpe, E.; Oyen, M.L. Applications of Alginate-Based Bioinks in 3D Bioprinting. Int. J. Mol. Sci. 2016, 17, 1976. [Google Scholar] [CrossRef] [Green Version]
- Pravdyuk, A.I.; Petrenko, Y.A.; Fuller, B.J.; Petrenko, A. Cryopreservation of Alginate Encapsulated Mesenchymal Stromal Cells. Cryobiology 2013, 66, 215–222. [Google Scholar] [CrossRef]
- McGann, L.E.; Farrant, J. Survival of Tissue Culture Cells Frozen by a Two-Step Procedure to −196 °C. I. Holding Temperature and Time. Cryobiology 1976, 13, 261–268. [Google Scholar] [CrossRef]
- McGann, L.E.; Farrant, J. Survival of Tissue Culture Cells Frozen by a Two-Step Procedure to −196 °C. II. Warming Rate and Concentration of Dimethyl Sulphoxide. Cryobiology 1976, 13, 269–273. [Google Scholar] [CrossRef]
- Rahana, A.; Ng, S.; Leong, C.; Rahima, M. Comparison between Mechanical Freezer and Conventional Freezing Using Liquid Nitrogen in Normozoospermia. Singap. Med. J. 2011, 52, 734–737. [Google Scholar]
- Farrant, J.; Walter, C.A.; Lee, H.; McGann, L.E. Use of Two-Step Cooling Procedures to Examine Factors Influencing Cell Survival Following Freezing and Thawing. Cryobiology 1977, 14, 273–286. [Google Scholar] [CrossRef]
- Higgins, A.; Cullen, D.; LaPlaca, M.; Karlsoon, J. Effects of Freezing Profile Parameters on the Survival of Cryopreserved Rat Embryonic Neural Cells. J. Neurosci. Methods 2011, 201, 9–16. [Google Scholar] [CrossRef] [PubMed]
- Blaeser, A.; Campos, D.F.D.; Puster, U.; Richtering, W.; Stevens, M.M.; Fischer, H. Controlling Shear Stress in 3D Bioprinting Is a Key Factor to Balance Printing Resolution and Stem Cell Integrity. Adv. Healthc. Mater. 2016, 5, 326–333. [Google Scholar] [CrossRef]
- Baust, J.M.; Snyder, K.K.; Van Buskirk, R.G.; Baust, J.G. Assessment of the Impact of Post-Thaw Stress Pathway Modulation on Cell Recovery Following Cryopreservation in a Hematopoietic Progenitor Cell Model. Cells 2022, 11, 278. [Google Scholar] [CrossRef] [PubMed]
- Miyamoto, Y.; Ikeuchi, M.; Noguchi, H.; Hayashi, S. Long-Term Cryopreservation of Human and Other Mammalian Cells At− 80 C for 8 Years. Cell Med. 2018, 10, 2155179017733148. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lysak, D.; Brychtová, M.; Leba, M.; Čedíková, M.; Georgiev, D.; Jindra, P.; Vlas, T.; Holubova, M. Long-Term Cryopreservation Does Not Affect Quality of Peripheral Blood Stem Cell Grafts: A Comparative Study of Native, Short-Term and Long-Term Cryopreserved Haematopoietic Stem Cells. Cell Transplant. 2021, 30, 09636897211036004. [Google Scholar] [CrossRef] [PubMed]
- Tomás, R.M.; Bissoyi, A.; Congdon, T.R.; Gibson, M.I. Assay-Ready Cryopreserved Cell Monolayers Enabled by Macromolecular Cryoprotectants. Biomacromolecules 2022, 23, 3948–3959. [Google Scholar] [CrossRef] [PubMed]
- Ross-Rodriguez, L.U.; Elliott, J.A.; McGann, L.E. Investigating Cryoinjury Using Simulations and Experiments. 1: TF-1 Cells during Two-Step Freezing (Rapid Cooling Interrupted with a Hold Time). Cryobiology 2010, 61, 38–45. [Google Scholar] [CrossRef]
- Reardon, A.J.F.; Elliott, J.A.W.; McGann, L.E. Investigating Membrane and Mitochondrial Cryobiological Responses of HUVEC Using Interrupted Cooling Protocols. Cryobiology 2015, 71, 306–317. [Google Scholar] [CrossRef] [Green Version]
- Bissoyi, A.; Nayak, B.; Pramanik, K.; Sarangi, S.K. Targeting Cryopreservation-Induced Cell Death: A Review. Biopreserv. Biobank. 2014, 12, 23–34. [Google Scholar] [CrossRef] [PubMed]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Warburton, L.; Rubinsky, B. Cryopreservation of 3D Bioprinted Scaffolds with Temperature-Controlled-Cryoprinting. Gels 2023, 9, 502. https://doi.org/10.3390/gels9060502
Warburton L, Rubinsky B. Cryopreservation of 3D Bioprinted Scaffolds with Temperature-Controlled-Cryoprinting. Gels. 2023; 9(6):502. https://doi.org/10.3390/gels9060502
Chicago/Turabian StyleWarburton, Linnea, and Boris Rubinsky. 2023. "Cryopreservation of 3D Bioprinted Scaffolds with Temperature-Controlled-Cryoprinting" Gels 9, no. 6: 502. https://doi.org/10.3390/gels9060502