
Transparent Sol–Gel-Based Coatings Reflecting Heat Radiation in the Near Infrared

 , and
, and
Abstract
:1. Introduction
2. Results and Discussion
2.1. Preparation and Characterization of the TCO Dispersions
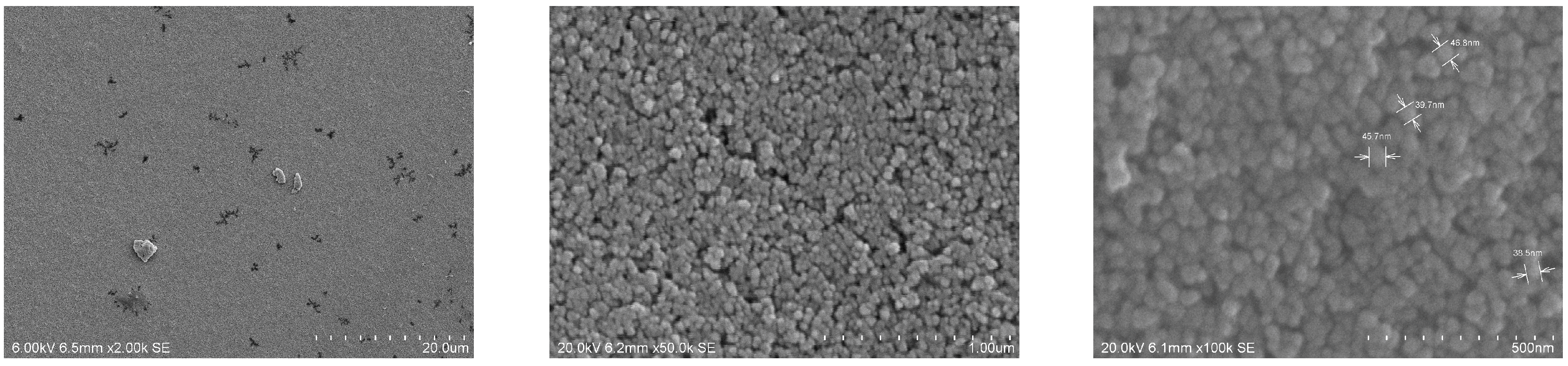
2.2. Preparation of Coatings
2.3. Comparison of Some Electrical and Optical Properties of Different TCO-Coated Samples
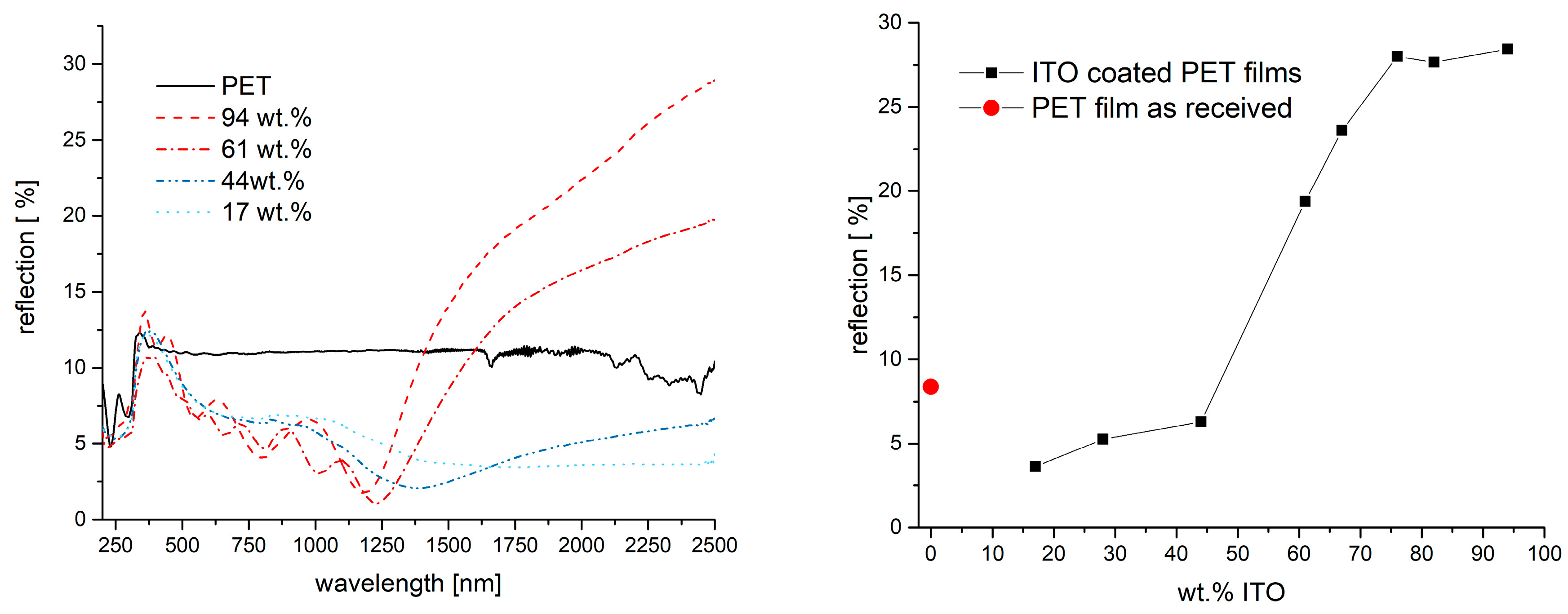
2.4. Influence of the ITO Share for Optical and Electrical Properties
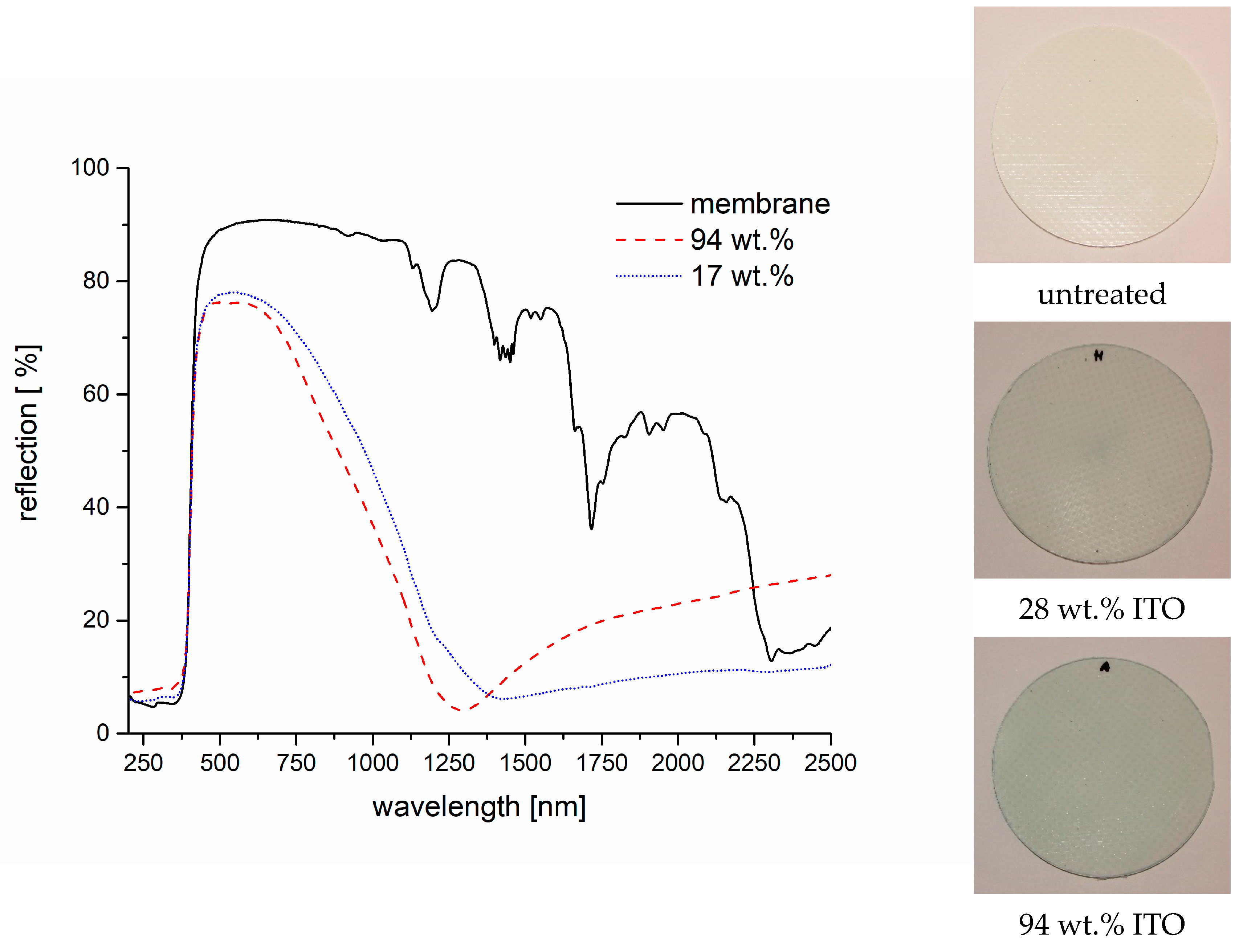
2.5. ITO Coatings on Textile Roofing Membranes
3. Conclusions
4. Materials and Methods
4.1. Materials
4.2. Preparation
4.2.1. Preparation of the Binder
4.2.2. Preparation of TCO Dispersions
4.2.3. Preparation of the Coating Dispersion
4.2.4. Spin Coating of the Coating Dispersion
4.3. Analytics
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Schaefer, C.; Bräuer, G.; Szczyrbowski, J. Low emissivity coatings on architectural glass. Surf. Coat. Technol. 1997, 93, 37–45. [Google Scholar] [CrossRef]
- Ingram, B.J.; Gonzalez, G.B.; Kammler, D.R.; Bertoni, M.I.; Mason, T.O. Chemical and Structural Factors Governing Transparent Conductivity in Oxides. J. Electroceram. 2004, 13, 167–175. [Google Scholar] [CrossRef]
- Szyszka, B. Transparente und leitfähige Oxidschichten. Transparent and Conductive Oxide Layers. Vak. Forsch. Prax. 2001, 13, 38–45. [Google Scholar] [CrossRef]
- Guillén, C.; Herrero, J. TCO/metal/TCO structures for energy and flexible electronics. Thin Solid Films 2011, 520, 1–17. [Google Scholar] [CrossRef]
- Fortunato, E.; Ginley, D.; Hosono, H.; Paine, D.C. Transparent Conducting Oxides for Photovoltaics. MRS Bull. 2007, 32, 242–247. [Google Scholar] [CrossRef]
- Minami, T. Transparent conducting oxide semiconductors for transparent electrodes. Semicond. Sci. Technol. 2005, 20, S35–S44. [Google Scholar] [CrossRef]
- Zhang, K.H.L.; Xi, K.; Blamire, M.G.; Egdell, R.G. P-type transparent conducting oxides. J. Phys. Condens. Matter 2016, 28, 383002. [Google Scholar] [CrossRef]
- Castañeda, L. Present Status of the Development and Application of Transparent Conductors Oxide Thin Solid Films. Mater. Sci. Appl. 2011, 02, 1233–1242. [Google Scholar] [CrossRef]
- Elangovan, E.; Marques, A.; Martins, R.; Fortunato, E. A next generation TCO Material for display systems: Molybdenum doped Indium oxide thin films. MRS Proc. 2006, 936, 0936-L01. [Google Scholar] [CrossRef]
- Varanytsia, A.; Weng, L.; Lin, T.-C.; Yang, J.; Chien, L.-C. High-Performance and Low-Cost Aluminum Zinc Oxide and Gallium Zinc Oxide Electrodes for Liquid Crystal Displays. J. Disp. Technol. 2016, 12, 1033–1039. [Google Scholar] [CrossRef]
- Beyer, W.; Hüpkes, J.; Stiebig, H. Transparent conducting oxide films for thin film silicon photovoltaics. Thin Solid Films 2007, 516, 147–154. [Google Scholar] [CrossRef]
- Faÿ, S.; Steinhauser, J.; Nicolay, S.; Ballif, C. Polycrystalline ZnO: B grown by LPCVD as TCO for thin film silicon solar cells. Thin Solid Films 2010, 518, 2961–2966. [Google Scholar] [CrossRef]
- Beyer, G. Nanocomposites—Eine neue Materialklasse (Teil 1). Gummi Fasern Kunststoffe 2001, 54, 160–163. [Google Scholar]
- Granqvist, C.G.; Hultåker, A. Transparent and conducting ITO films: New developments and applications. Thin Solid Films 2002, 411, 1–5. [Google Scholar] [CrossRef]
- He, P.; Zhai, B.L.; Yi, Y. Research of ITO Transparent Conductive. Appl. Mech. Mater. 2014, 608–609, 1025–1029. [Google Scholar] [CrossRef]
- Suzuki, A.; Matsushita, T.; Aoki, T.; Mori, A.; Okuda, M. Highly conducting transparent indium tin oxide films prepared by pulsed laser deposition. Thin Solid Films 2002, 411, 23–27. [Google Scholar] [CrossRef]
- Tuna, O.; Selamet, Y.; Aygun, G.; Ozyuzer, L. High quality ITO thin films grown by dc and RF sputtering without oxygen. J. Phys. D Appl. Phys. 2010, 43, 55402. [Google Scholar] [CrossRef]
- Nateq, M.H.; Ceccato, R. Enhanced Sol-Gel Route to Obtain a Highly Transparent and Conductive Aluminum-Doped Zinc Oxide Thin Film. Materials 2019, 12, 1744. [Google Scholar] [CrossRef]
- Nehmann, J.B.; Ehrmann, N.; Reineke-Koch, R.; Bahnemann, D.W. Aluminum-doped zinc oxide sol-gel thin films: Influence of the sol’s water content on the resistivity. Thin Solid Films 2014, 556, 168–173. [Google Scholar] [CrossRef]
- Singh, A.V.; Mehra, R.M.; Yoshida, A.; Wakahara, A. Doping mechanism in aluminum doped zinc oxide films. J. Appl. Phys. 2004, 95, 3640–3643. [Google Scholar] [CrossRef]
- Hagendorfer, H.; Lienau, K.; Nishiwaki, S.; Fella, C.M.; Kranz, L.; Uhl, A.R.; Jaeger, D.; Luo, L.; Gretener, C.; Buecheler, S.; et al. Highly transparent and conductive ZnO: Al thin films from a low temperature aqueous solution approach. Adv. Mater. 2014, 26, 632–636. [Google Scholar] [CrossRef]
- Etemad-Parishanzadeh, O.; Ali, W.; Linders, J.; Straube, T.; Lutz, H.; Aggarwal, V.; Mayer, C.; Textor, T.; Gutmann, J.S.; Mayer-Gall, T. Characterization and Optimization of AZO Nanoparticles as Coatings for Flexible Substrates toward High IR Reflectivity. ACS Appl. Mater. Interfaces 2021, 13, 61707–61722. [Google Scholar] [CrossRef] [PubMed]
- López, T.M.; Avnir, D.; Aegerter, M. (Eds.) Emerging Fields in Sol-Gel Science and Technology; Springer: Boston, MA, USA, 2003. [Google Scholar]
- Wang, Z.; Chen, C.; Wu, K.; Chong, H.; Ye, H. Transparent Conductive Oxides and Their Applications in Near Infrared Plasmonics. Phys. Status Solidi A 2019, 216, 1700794. [Google Scholar] [CrossRef]
- Bisht, H.; Eun, H.-T.; Mehrtens, A.; Aegerter, M. Comparison of spray pyrolyzed FTO, ATO and ITO coatings for flat and bent glass substrates. Thin Solid Films 1999, 351, 109–114. [Google Scholar] [CrossRef]
- Tsuyoshi, N.; Henri, G. (Eds.) Fluorinated Materials for Energy Conversion; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Layani, M.; Kamyshny, A.; Magdassi, S. Transparent conductors composed of nanomaterials. Nanoscale 2014, 6, 5581–5591. [Google Scholar] [CrossRef] [PubMed]
- Niino, F.; Hirasawa, H.; Kondo, K. Deposition of low-resistivity ITO on plastic substrates by DC arc-discharge ion plating. Thin Solid Films 2002, 411, 28–31. [Google Scholar] [CrossRef]
- Pasquarelli, R.M.; Ginley, D.S.; O’Hayre, R. Solution processing of transparent conductors: From flask to film. Chem. Soc. Rev. 2011, 40, 5406–5441. [Google Scholar] [CrossRef]
- Shahidi, S.; Moazzenchi, B.; Ghoranneviss, M. A review-application of physical vapor deposition (PVD) and related methods in the textile industry. Eur. Phys. J. Appl. Phys. 2015, 71, 31302. [Google Scholar] [CrossRef]
- Roshan, S. (Ed.) Plasma Technologies for Textiles; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Guimond, S.; Hanselmann, B.; Amberg, M.; Hegemann, D. Plasma functionalization of textiles: Specifics and possibilities. Pure Appl. Chem. 2010, 82, 1239–1245. [Google Scholar] [CrossRef]
- Puetz, J.; Al-Dahoudi, N.; Aegerter, M.A. Processing of Transparent Conducting Coatings Made with Redispersible Crystalline Nanoparticles. Adv. Eng. Mater. 2004, 6, 733–737. [Google Scholar] [CrossRef]
- Al-Dahoudi, N.; Aegerter, M.A. Wet coating deposition of ITO coatings on plastic substrates. J. Sol-Gel Sci. Technol. 2003, 26, 693–697. [Google Scholar] [CrossRef]
- Straube, T.; Linders, J.; Mayer-Gall, T.; Textor, T.; Mayer, C.; Gutmann, J.S. Polyol synthesized aluminum doped zinc oxide nanoparticles—Influence of the hydration ratio on crystal growth, dopant incorporation and electrical properties. Mater. Today Proc. 2017, 4, S253–S262. [Google Scholar] [CrossRef]
- Mahltig, B.; Haufe, H.; Böttcher, H. Functionalisation of textiles by inorganic sol-gel coatings. J. Mater. Chem. 2005, 15, 4385. [Google Scholar] [CrossRef]
- Mahltig, B.; Textor, T. Nanosols and Textiles; World Scientific: Singapore, 2008. [Google Scholar]
- Belliveau, R.G.; DeJong, S.A.; Boltin, N.D.; Lu, Z.; Cassidy, B.M.; Morgan, S.L.; Myrick, M. Mid-infrared emissivity of nylon, cotton, acrylic, and polyester fabrics as a function of moisture content. Text. Res. J. 2020, 90, 1431–1445. [Google Scholar] [CrossRef]
- Goddijn-Murphy, L.; Williamson, B. On Thermal Infrared Remote Sensing of Plastic Pollution in Natural Waters. Remote Sens. 2019, 11, 2159. [Google Scholar] [CrossRef]
- Hamberg, I.; Granqvist, C.G. Evaporated Sn-doped In2O3 films: Basic optical properties and applications to energy-efficient windows. J. Appl. Phys. 1986, 60, R123–R160. [Google Scholar] [CrossRef]
- Scher, H.; Zallen, R. Critical Density in Percolation Processes. J. Chem. Phys. 1970, 53, 3759–3761. [Google Scholar] [CrossRef]
- Thorpe, M.F.; Phillips, J.C. (Eds.) Phase Transitions and Self-Organization in Electronic and Molecular Networks; Kluwer Academic Publishers: Boston, MA, USA, 2002. [Google Scholar]
- Gao, T.; Jelle, B.P. Silver nanoparticles as low-emissivity coating materials. Transl. Mater. Res. 2017, 4, 15001. [Google Scholar] [CrossRef]
- Ederth, J.; Heszler, P.; Hultåker, A.; Niklasson, G.; Granqvist, C. Indium tin oxide films made from nanoparticles: Models for the optical and electrical properties. Thin Solid Films 2003, 445, 199–206. [Google Scholar] [CrossRef]
- Tamanai, A.; Dao, T.D.; Sendner, M.; Nagao, T.; Pucci, A. Mid-infrared optical and electrical properties of indium tin oxide films. Phys. Status Solidi A 2017, 214, 1600467. [Google Scholar] [CrossRef]
- Trollmann, J.; Pucci, A. Infrared Dielectric Function of Gold Films in Relation to Their Morphology. J. Phys. Chem. C 2014, 118, 15011–15018. [Google Scholar] [CrossRef]
- Meng, F.; Pucci, A. Growth of silver on MgO(001) and infrared optical properties. Phys. Stat. Sol 2007, 244, 3739–3749. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Received as | Dispersant Medium | Supplier | Appearance of the Dispersion | Average Particle Size (nm) | PDI | |
|---|---|---|---|---|---|---|
| ITO | Dispersion | Isopropanol | Sigma-Aldrich | Blue | 60 | 0.128 |
| ITO | Powder | Isopropanol | Sigma-Aldrich | Grey | 245 | 0.211 |
| AZO | Powder | 2-Methoxyethanol | IoLi-Tec | Grey | 1290 | 0.636 |
| Sample | Sheet Resistance | Emissivity |
|---|---|---|
| mOhm/sq | ||
| Uncoated | n.m. | 0.8695 |
| ITO dispersion | 330 | 0.7118 |
| ITO powder | 330 | 0.6780 |
| AZO powder | n.m. | 0.8290 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mayer-Gall, T.; Kamps, L.; Straube, T.; Gutmann, J.S.; Textor, T. Transparent Sol–Gel-Based Coatings Reflecting Heat Radiation in the Near Infrared. Gels 2023, 9, 795. https://doi.org/10.3390/gels9100795
Mayer-Gall T, Kamps L, Straube T, Gutmann JS, Textor T. Transparent Sol–Gel-Based Coatings Reflecting Heat Radiation in the Near Infrared. Gels. 2023; 9(10):795. https://doi.org/10.3390/gels9100795
Chicago/Turabian StyleMayer-Gall, Thomas, Leonie Kamps, Thomas Straube, Jochen S. Gutmann, and Torsten Textor. 2023. "Transparent Sol–Gel-Based Coatings Reflecting Heat Radiation in the Near Infrared" Gels 9, no. 10: 795. https://doi.org/10.3390/gels9100795