
The Performance of Microfiltration Using Hydrophilic and Hydrophobic Membranes for Phenol Extraction from a Water Solution



Abstract
:1. Introduction
2. Materials and Methods
2.1. Feed Solutions
2.2. Membrane
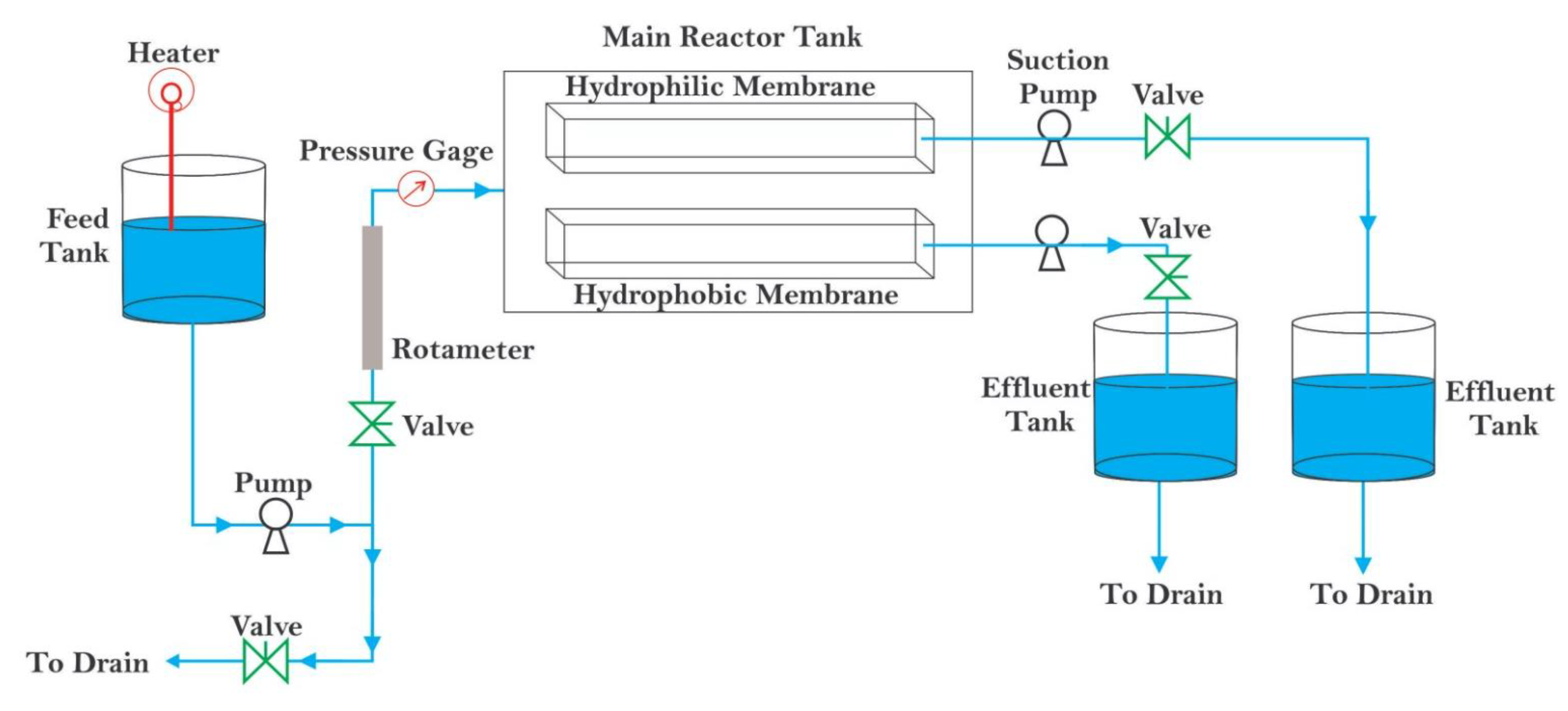
2.3. Experimental Work
3. Results and Discussion
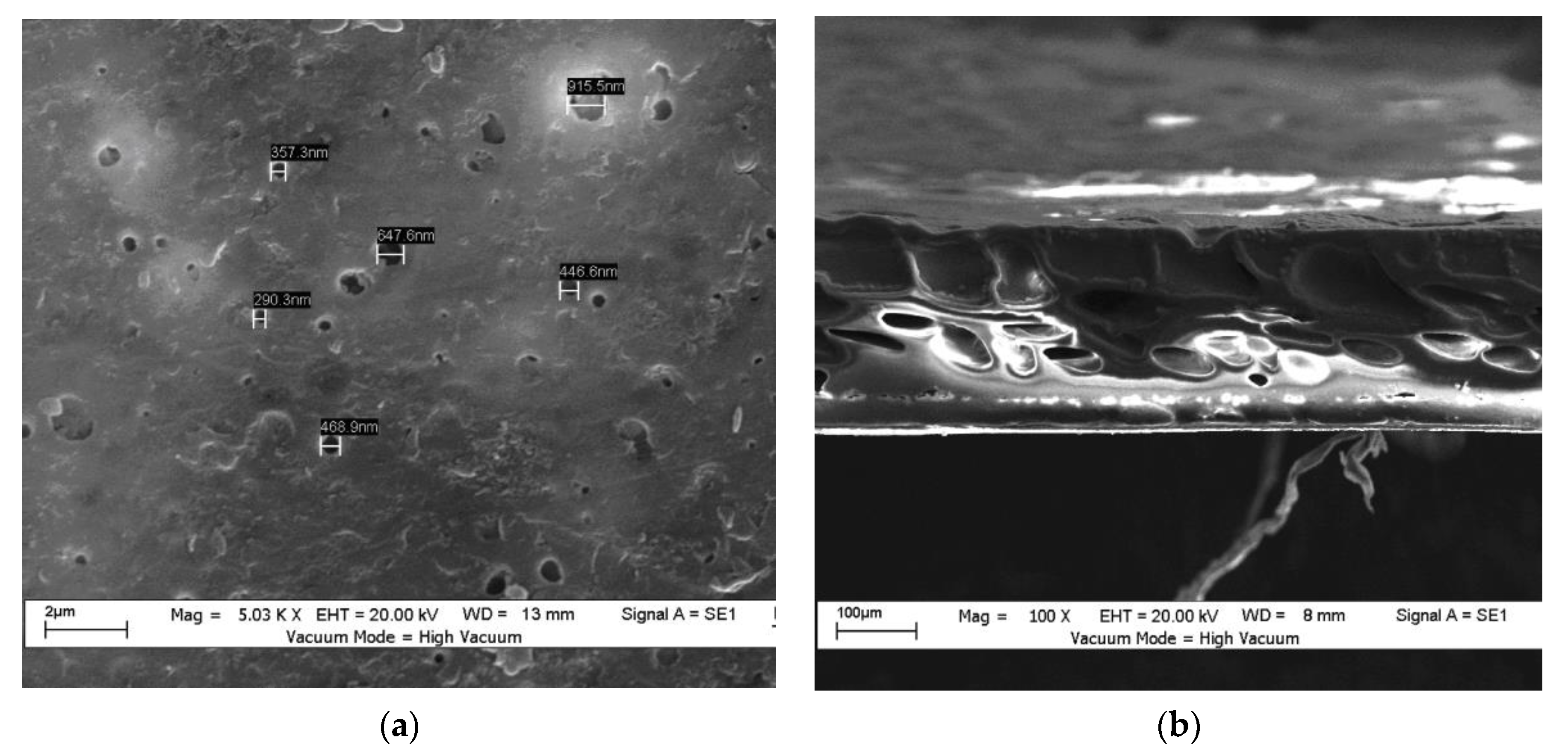
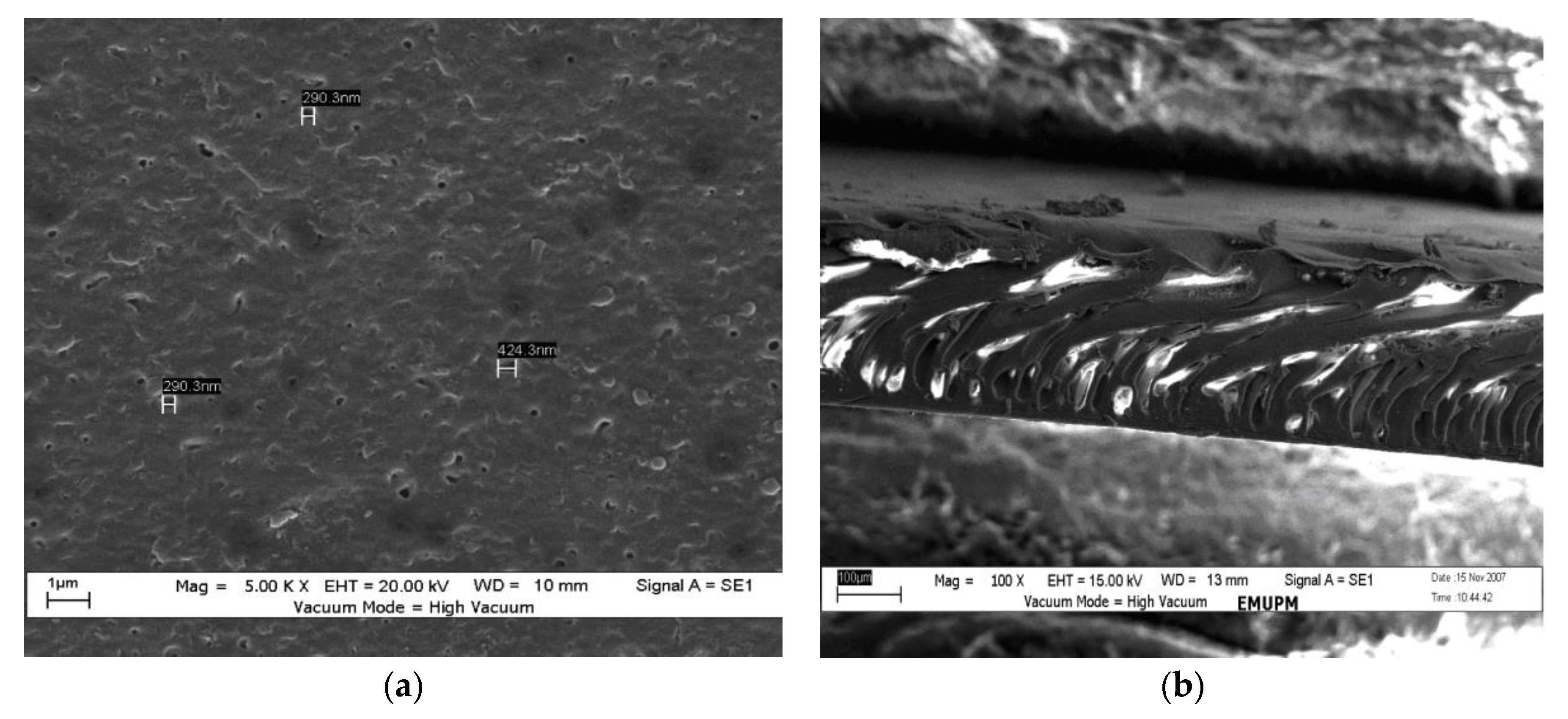
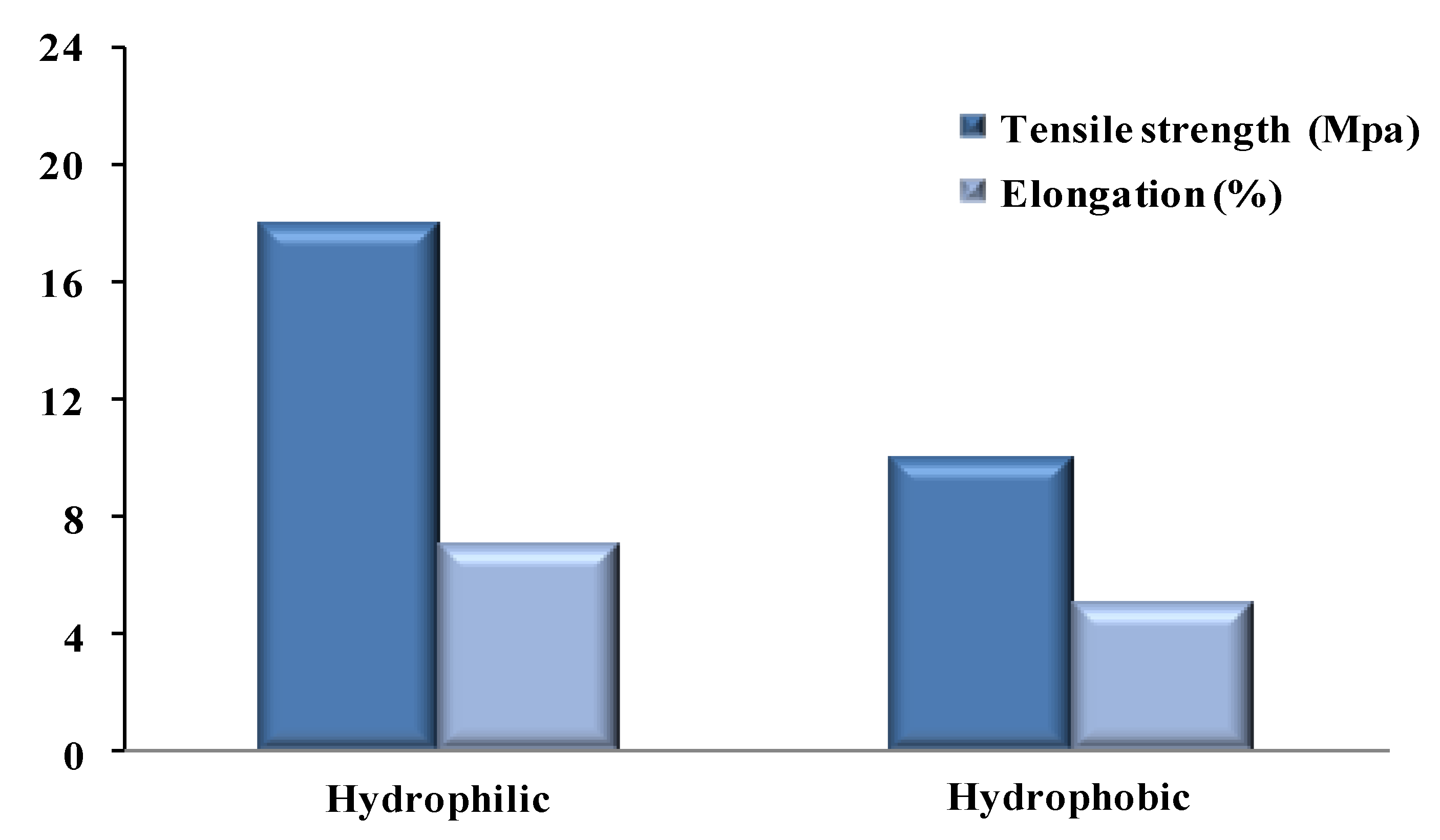
3.1. Membrane Characterization
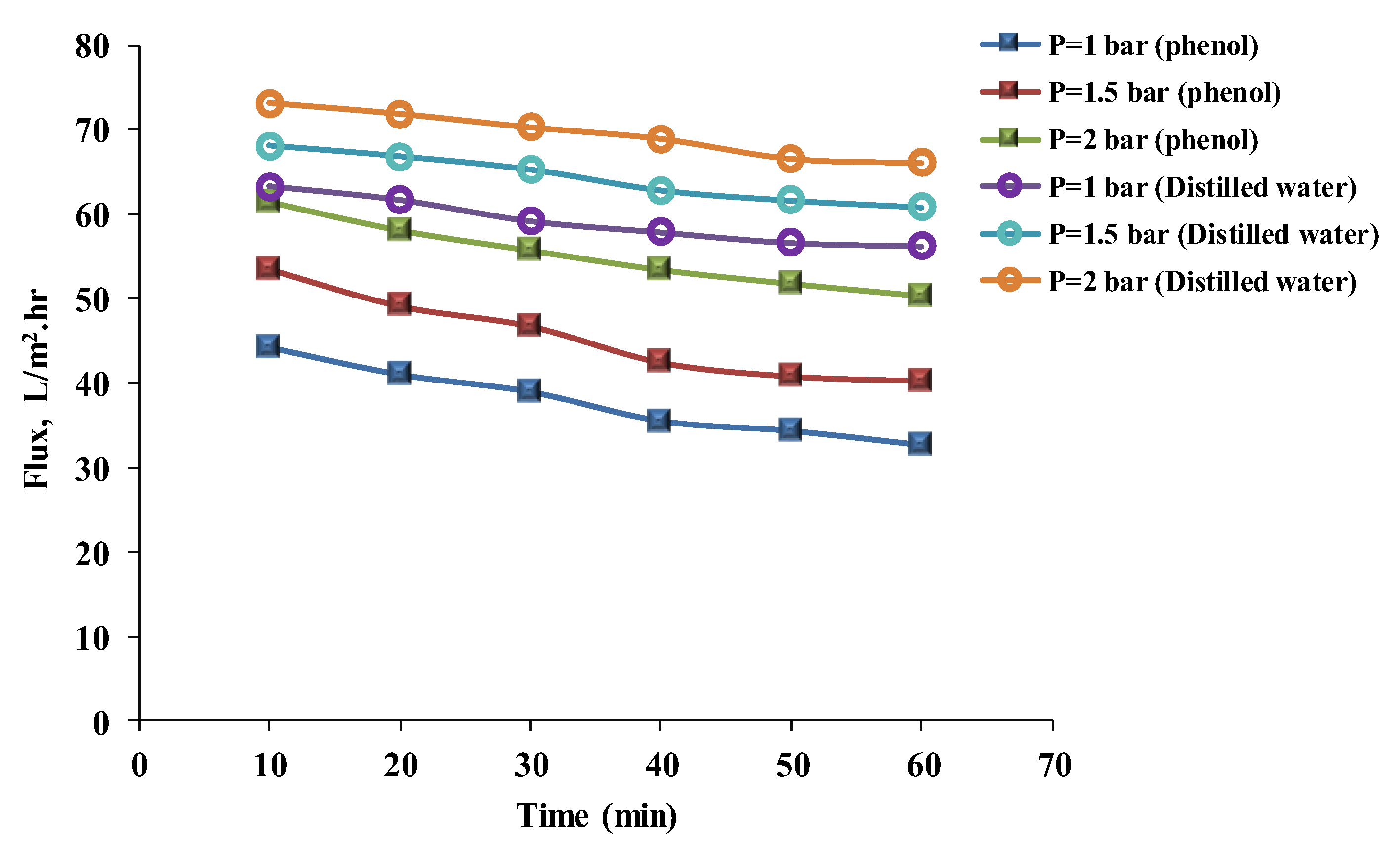
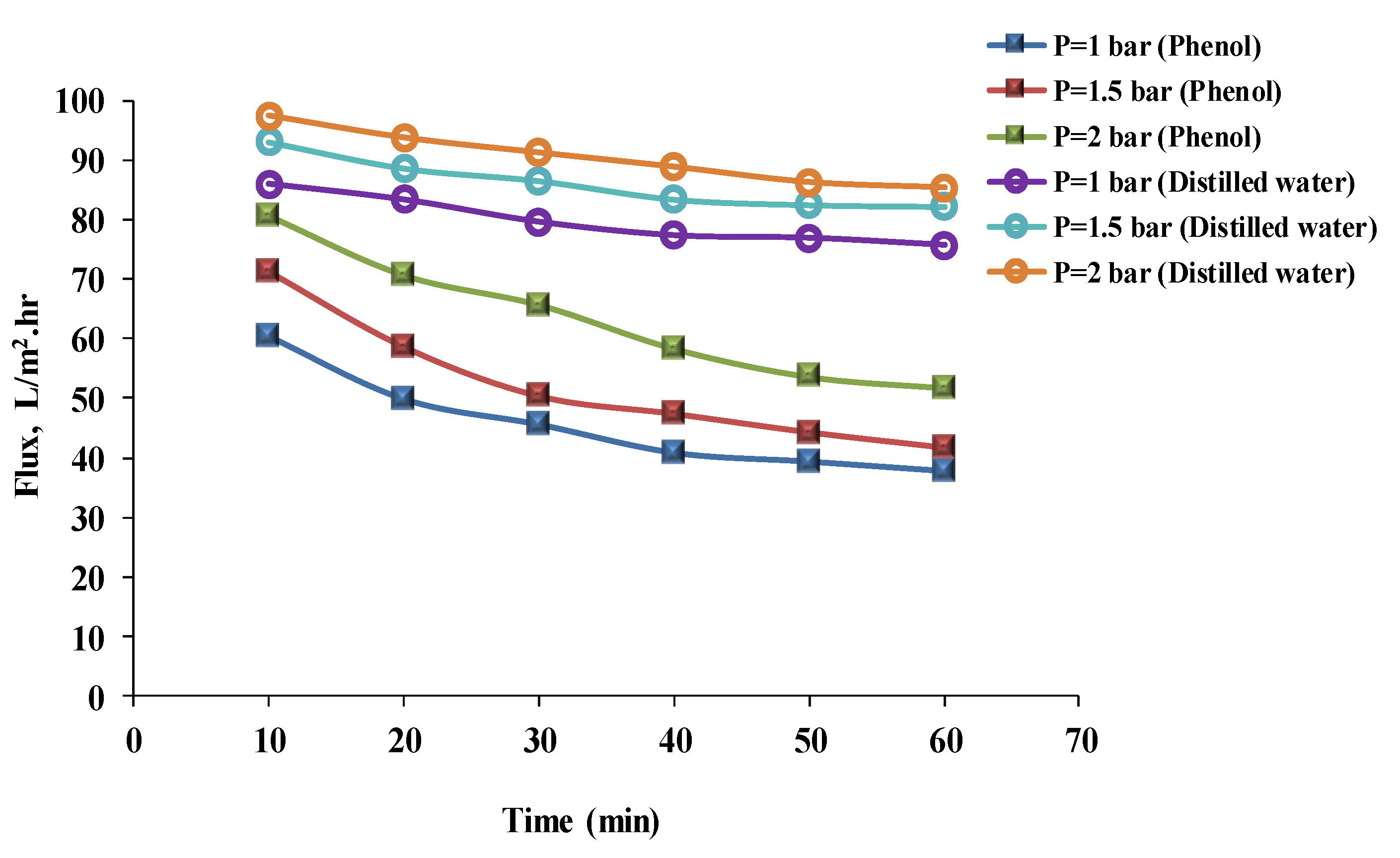
3.2. Effect of Pressure
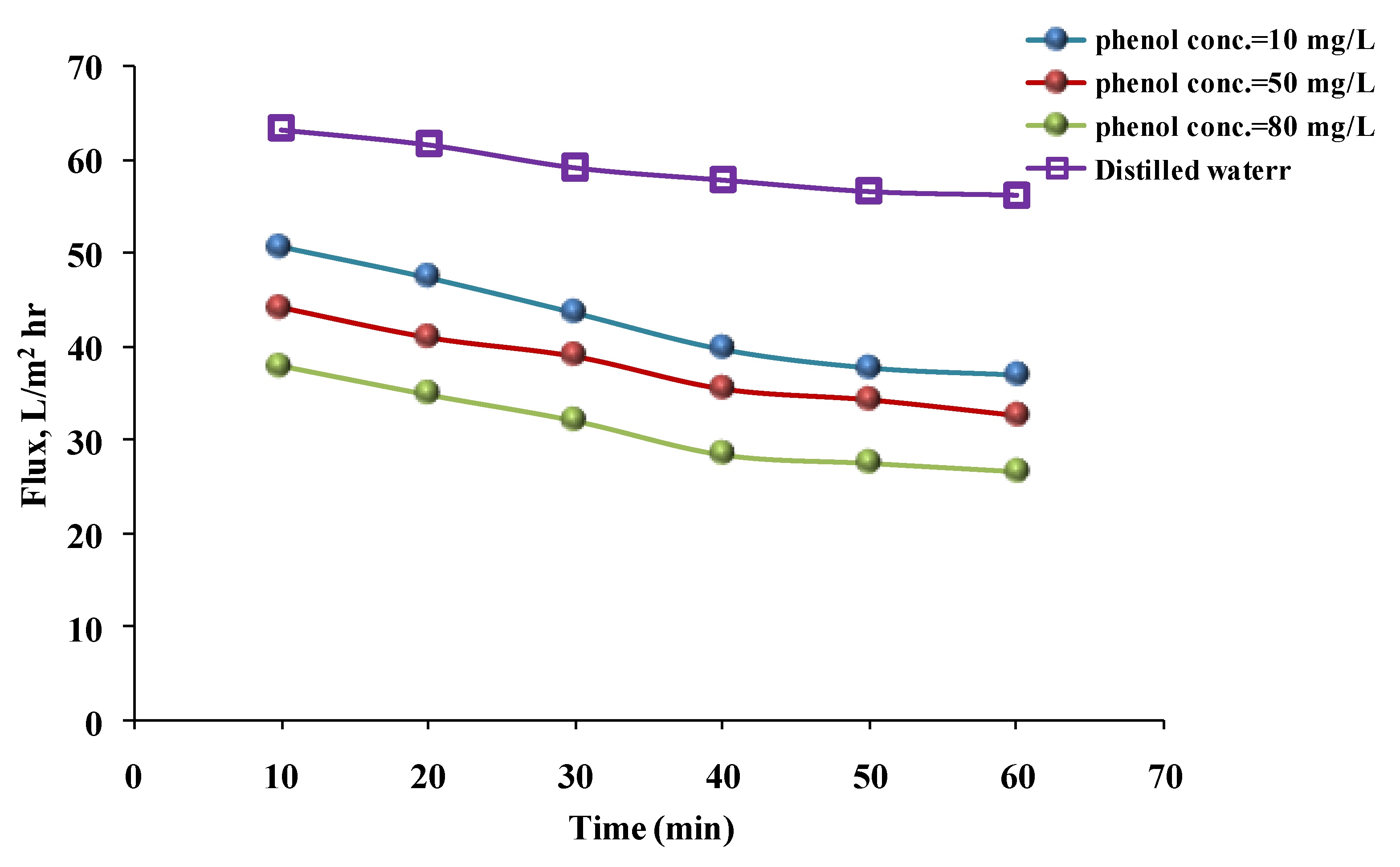
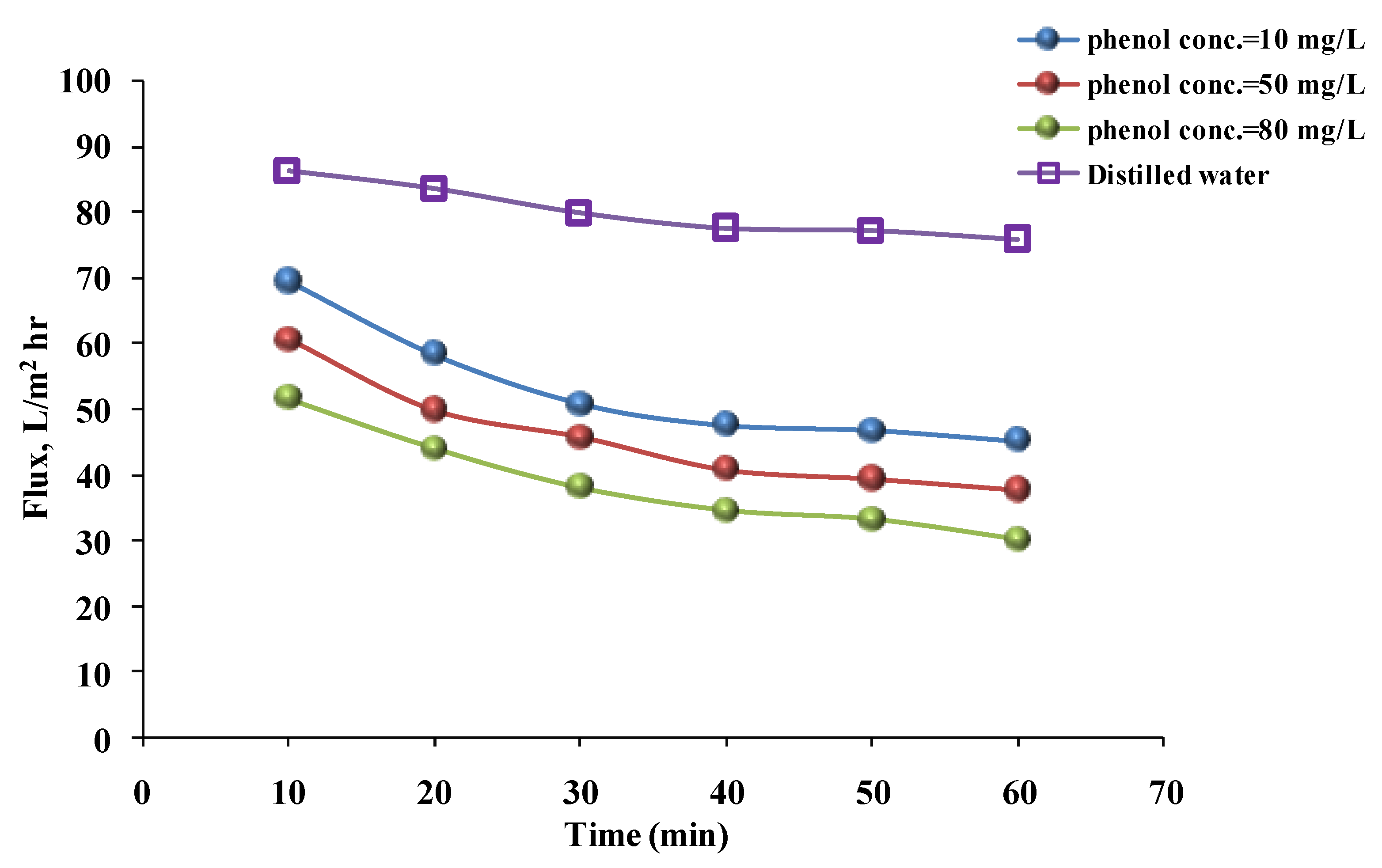
3.3. Effect of Concentration
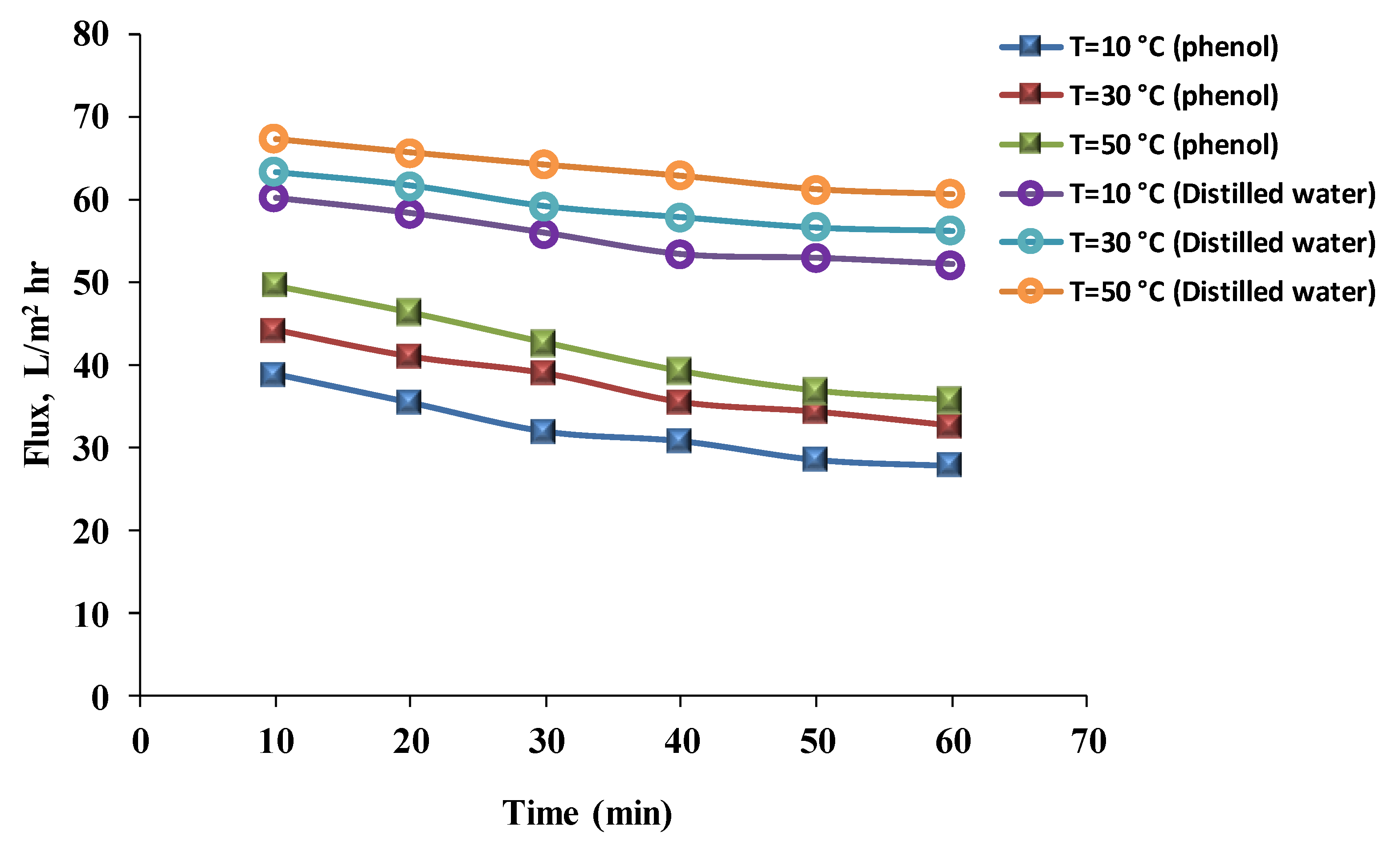
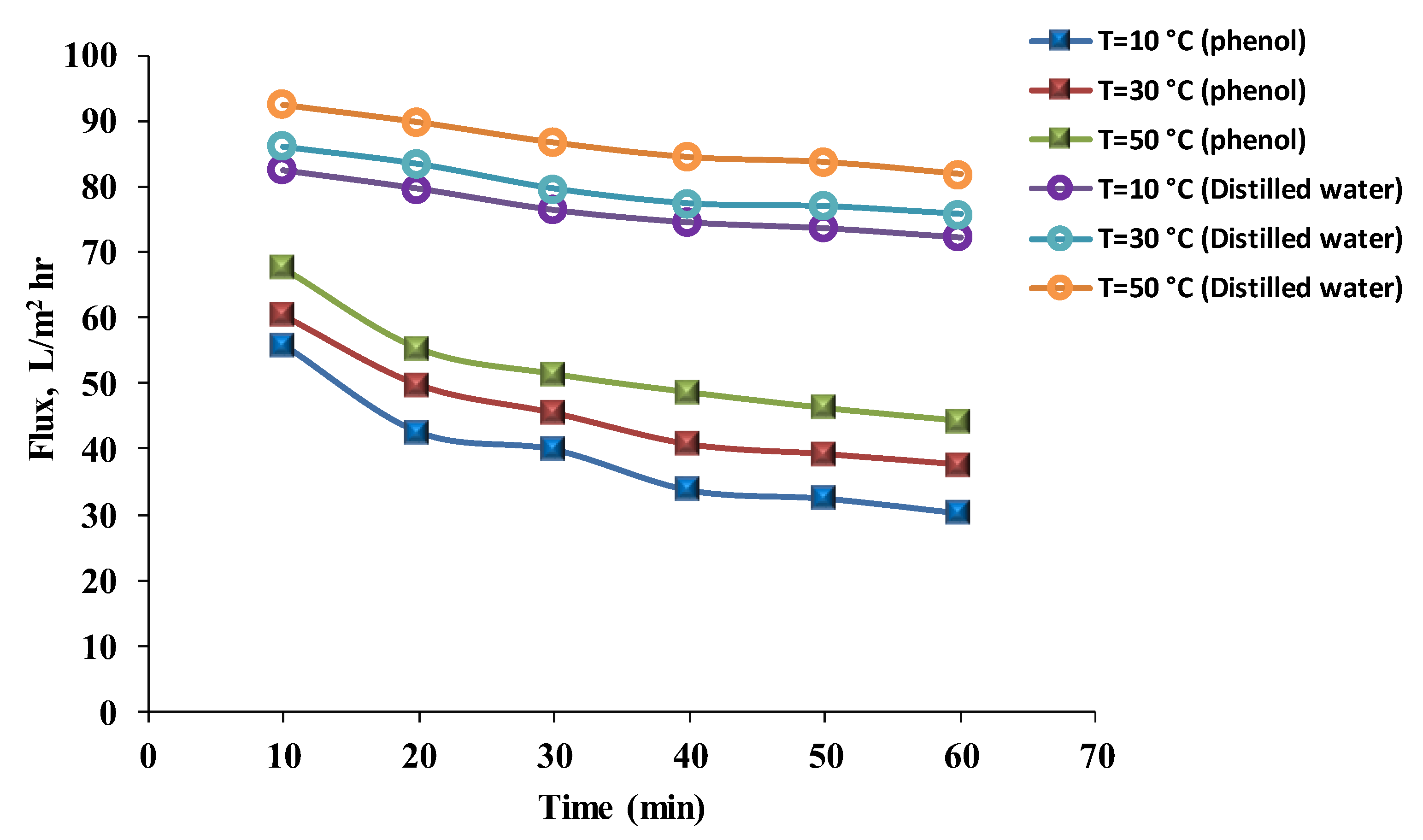
3.4. Effect of Temperature
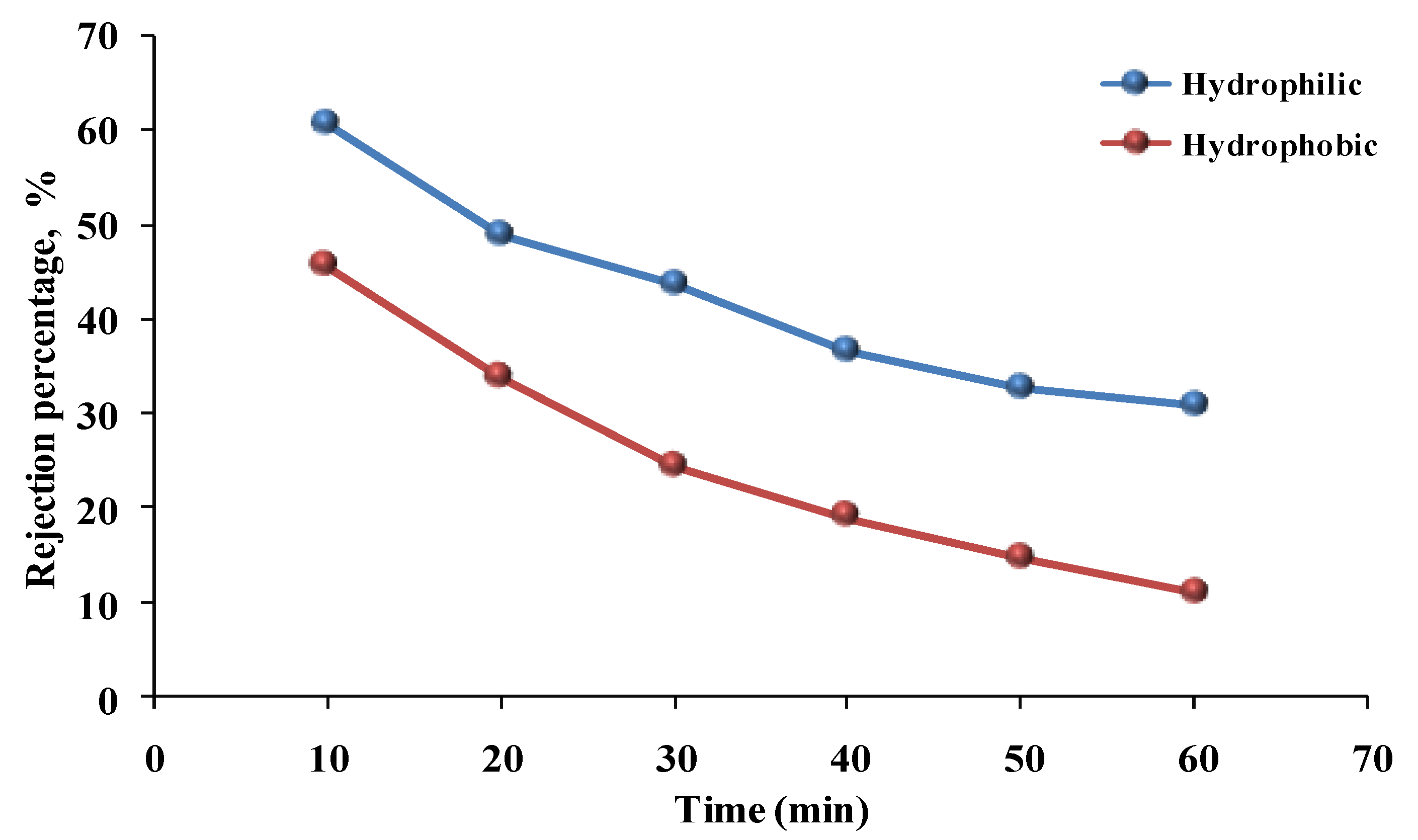
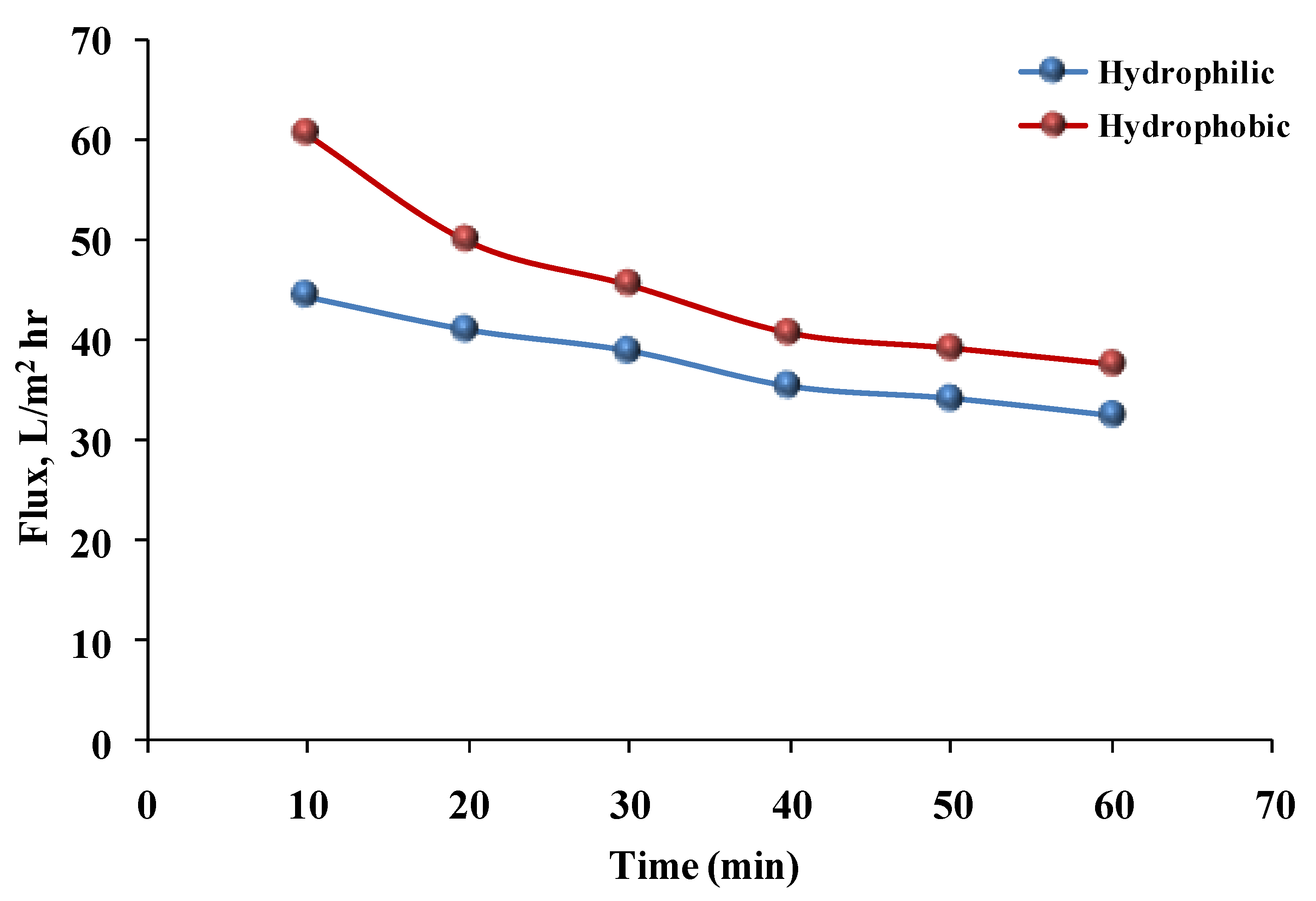
3.5. Comparison of Hydrophilic and Hydrophobic Membranes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mixa, A.; Staudt, C. Membrane-based separation of phenol/water mixtures using ionically and covalently cross-linked ethylene-methacrylic acid copolymers. Int. J. Chem. Eng. 2008, 2008, 13–24. [Google Scholar] [CrossRef]
- Bevilaqua, J.V.; Cammarota, M.C.; Freire, D.M.G.; Sant‘Anna Jr, G.L. Phenol removal through combined biological and enzymatic treatments. Braz. J. Chem. Eng. 2002, 19, 151–158. [Google Scholar] [CrossRef]
- Xu, Y.; Guo, L.; Zhang, H.; Zhai, H.; Ren, H. Research status, industrial application demand and prospects of phenolic resin. RSC Adv. 2019, 9, 28924–28935. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gami, A.A.; Shukor, M.Y.; Khalil, K.A.; Dahalan, F.A.; Khalid, A.; Ahmad, S.A. Phenol and its toxicity. J. Environ. Microbiol. Toxic. 2014, 2, 11–24. [Google Scholar] [CrossRef]
- Wilberg, K.Q.; Nunes, D.G.; Rubi, J. Removal of phenol by enzymatic oxidation and flotation. Braz. J. Chem. Eng. 2000, 17, 907–914. [Google Scholar] [CrossRef]
- Achak, M.; Ayadi, F.; Umya, W. Chemical coagulation/flocculation processes for removal of phenolic compounds from olive mill wastewater: A comprehensive review. Am. J. Appl. Sci. 2019, 16, 59–91. [Google Scholar] [CrossRef] [Green Version]
- Tabana, L.; Tichapondwa, S.; Labuschagne, F.; Chirwa, E. Adsorption of phenol from wastewater using calcined magnesium-zinc-aluminium layered double hydroxide clay. Sustainability 2020, 12, 4273. [Google Scholar] [CrossRef]
- Nandita, S.; Fakhruddin, A.N.M. Removal of phenol from aqueous solution using rice straw as adsorbent. Appl. Water Sci. 2017, 7, 1459–1465. [Google Scholar] [CrossRef] [Green Version]
- Welz, P.J.; Ramond, J.B.; Cowan, D.A.; Burton, S.G. Phenolic removal processes in biological sand filters, sand columns and microcosms. Bioresource Technol. 2012, 119, 262–269. [Google Scholar] [CrossRef]
- Fuentes-López, L.; Amézquita-Marroquín, C.; Barba-Ho, L.E.; Cruz-Vélez, C.H.; Torres-Lozada, P. Application of double filtration with activated carbon for the removal of phenols in drinking water treatment processes. J. Water Supply Res. Technol.—AQUA 2018, 67, 227–235. [Google Scholar] [CrossRef]
- Cescon, A.; Jiang, J.-Q. Filtration process and alternative filter media material in water treatment. Water 2020, 12, 3377. [Google Scholar] [CrossRef]
- Zeng, W.; Yu, M.; Lin, J.; Huang, L.; Li, J.; Lin, S.; Chen, L. Electrospun chitosan nanofiber constructing superhigh-water-flux forward osmosis membrane. Int. J. Biol. Macromol. 2023, 226, 833–839. [Google Scholar] [CrossRef] [PubMed]
- Yuan, H.; Hao, R.; Sun, H.; Zeng, W.; Lin, J.; Lu, S.; Yu, M.; Lin, S.; Li, J.; Chen, L. Engineered Janus cellulose membrane with the asymmetric-pore structure for the superhigh-water flux desalination. Carbohydr. Polym. 2022, 291, 119601. [Google Scholar] [CrossRef] [PubMed]
- Biesheuvel, P.M.; Dykstra, J.E.; Porada, S.; Elimelech, M. New parametrization method for salt permeability of reverse osmosis desalination membranes. J. Membr. Sci. Lett. 2022, 2, 100010. [Google Scholar] [CrossRef]
- Milescu, R.A.; McElroy, C.R.; Farmer, T.J.; Williams, P.M.; Walters, M.J.; Clark, J.H. Fabrication of PES/PVP Water Filtration Membranes Using Cyrene, a Safer Bio-Based Polar Aprotic Solvent. Adv. Polym. Technol. 2019, 2019, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Aryanti, P.T.P.; Khoiruddin, I.; Wenten, I.G. Influence of additives on polysulfone-based ultrafiltration membrane performance during peat water filtration. J. Water Sustain. 2013, 3, 85–96. [Google Scholar]
- Rahimi, Z.; Zinatizadeh, A.A.; Zinadini, S. Preparation and characterization of a high antibiofouling ultrafiltration PES membrane using OCMCS-Fe3O4 for application in MBR treating wastewater. J. App. Res. Water Wastewater 2014, 1, 13–17. [Google Scholar]
- Aminudin, N.N.; Basri, H.; Harun, Z.; Yunos, M.Z.; Sean, G.P. Comparative Study on Effect of PEG and PVP as Additives on Polysulfone (PSF) Membrane Structure and Performance. J. Teknol. 2013, 65, 47–51. [Google Scholar] [CrossRef] [Green Version]
- Jiao, H.; Peng, W.; Zhao, J.; Xu, C. Extraction performance of bisphenol A from aqueous solutions by emulsion liquid membrane using response surface methodology. Desalination 2013, 313, 36–43. [Google Scholar] [CrossRef]
- Terreros, J.; Zaragoza, P.; Vazquez, E.; Muro, C. Use of membrane hybrid processes for phenol recovery/separation from industrial wastewater. AFINIDAD 2018, 75, 272–278. [Google Scholar]
- Benosmane, N.; Boutemeur, B.; Hamdi, S.M.; Hamdi, M. Removal of phenol from aqueous solution using polymer inclusion membrane based on mixture of CTA and CA. Appl. Water Sci. 2018, 8, 8–17. [Google Scholar] [CrossRef] [Green Version]
- Singleton, V.L.; Rossi, J.A. Colorimetry of total phenolics with phosphomolybdic–phosphotungstic acid reagents. Am. J. Enol. Vitic. 1965, 16, 144–158. [Google Scholar]
- Jasim, N.; Hussein, T.K. Application of coagulation and electro-coagulation methods for removal of phosphate from wastewater. J. Eng. Sci. Technol. 2021, 16, 4600–4611. [Google Scholar]
- Hussein, T.K.; Jasim, N.A. A comparison study between chemical coagulation and electrocoagulation processes for the treatment of wastewater containing reactive blue dye. Mater. Today Proc. 2021, 42, 1946–1950. [Google Scholar] [CrossRef]
- Arkhangelsky, E.; Kuzmenko, D.; Gitis, N.V.; Vinogradov, M.; Kuiry, S.; Gitis, V. Hypochlorite cleaning causes degradation of polymer membranes. Tribol. Lett. 2007, 28, 109–116. [Google Scholar] [CrossRef]
- Wang, L.K.; Chen, J.P.; Hung, Y.; Shammas, N.K. Membrane and desalination technologies. In Handbook of Environmental Engineering; Springer: New York, NY, USA, 2011; pp. 1–728. [Google Scholar] [CrossRef]
- Mohammad, T.A.; Mohd, M.; Johari, N.M.; Ghani, L.A.A. Preliminary evaluation of a hydrophilic microfiltration membrane in treating high strength wastewater. Desal. Water Treat. 2009, 10, 272–280. [Google Scholar] [CrossRef]
- Benitez, F.J.; Acero, J.L.; Real, F.J.; Garcia, C. Removal of phenyl-urea herbicides in ultrapure water by ultrafiltration and nanofiltration processes. Water Res. 2009, 43, 267–276. [Google Scholar] [CrossRef]
- Arsuaga, J.M.; López-Muñoz, M.; Aguado, J.; Sotto, A. Temperature, pH and concentration effects on retention and transport of organic pollutants across thin-film composite nanofiltration membranes. Desalination 2008, 221, 253–258. [Google Scholar] [CrossRef]
- Ezugbe, E.O.; Rathilal, S. Membrane technologies in wastewater treatment: A review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef]
- Aryanti, P.T.P.; Subagjo, S.; Ariono, D.; Wenten, I.G. Fouling and rejection characteristic of humic substances in polysulfone ultrafiltration membrane. J. Membr. Sci. Res. 2015, 1, 41–45. [Google Scholar] [CrossRef]
- Yuan, X.-T.; Wu, L.; Geng, H.-Z.; Wang, L.; Wang, W.; Yuan, X.-S.; He, B.; Jiang, Y.-X.; Ning, Y.-J.; Zhu, Z.-R.; et al. Polyaniline/polysulfone ultrafiltration membranes with improved permeability and anti-fouling behavior. J. Water Process Eng. 2021, 40, 101–914. [Google Scholar] [CrossRef]
- Kotp, Y.H. Removal of organic pollutants using polysulfone ultrafiltration membrane containing polystyrene silicomolybdate nanoparticles: Case study: Borg El Arab area. J. Water Process Eng. 2019, 30, 100–553. [Google Scholar] [CrossRef]
- Mnif, A.; Tabassi, D.; Ali, M.B.S.; Hamrouni, B. Phenol removal from water by AG reverse osmosis membrane. Environ. Prog. Sustain. Energy 2015, 34, 982–989. [Google Scholar] [CrossRef]
- Abu-Dalo, M.A.; Al-Atoom, M.A.; Aljarrah, M.T.; Albiss, B.A. Preparation and Characterization of Polymer Membranes Impregnated with Carbon Nanotubes for Olive Mill Wastewater. Polymers 2022, 14, 457. [Google Scholar] [CrossRef] [PubMed]
- Hussein, T.K. Removal of cobalt ions from wastewater by batch and flowing forward osmosis processes. J. Ecol. Eng. 2019, 20, 121–126. [Google Scholar] [CrossRef]
- Yahya, A.A.; Rashid, K.T.; Ghadhban, M.Y.; Mousa, N.E.; Majdi, H.S.; Salih, I.K.; Alsalhy, Q.F. Removal of 4-nitrophenol from aqueous solution by using polyphenylsulfone-based blend membranes: Characterization and performance. Membranes 2021, 11, 171. [Google Scholar] [CrossRef]
- Muhammad, S.; Akil, A.; Abdul, W.M. Removal of phenol during ultrafiltration of Palm oil mill effluent (POME): Effect of pH, ionic strength, pressure and temperature. Der Pharma Chemica 2013, 5, 190–196. [Google Scholar]
- Mänttäri, M.; Pihlajamski, A.; Kaipainen, E.; Nystram, M. Effect of temperature and membrane pre-treatment by pressure on the filtration properties of nanofiltration membranes. Desalination 2002, 145, 81–86. [Google Scholar] [CrossRef]
- Rezaee, R.; Nasseri, S.; Mahvi, A.H.; Nabizadeh, R.; Mousavi, S.A.; Rashidi, A.; Jafari, A.; Nazmara, S. Fabrication and characterization of a polysulfone-graphene oxide nanocomposite membrane for arsenate rejection from water. J. Environ. Health Sci. Eng. 2015, 13, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Rajesha, B.J.; Vishaka, V.H.; Balakrishna, G.R.; Padaki, M.; Nazri, N.A.M. Effective composite membranes of cellulose acetate for removal of benzophenone-3. J. Water Process Eng. 2019, 30, 100–419. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Name | Phenol |
|---|---|
| Formula | C6H6O |
| Appearance | White crystalline solid |
| Molecular weight | 94.11 g/mole |
| Solubility in water | 8.2 g/100 mL H2O |
| Octanol-Water (Log (Kow)) | 1.5 |
| Specific gravity | 1.058 |
| Manufacturing company | BDH, England |
| Purity (%) | 99.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hussein, T.K.; Jasim, N.A.; Al-Madhhachi, A.-S.T. The Performance of Microfiltration Using Hydrophilic and Hydrophobic Membranes for Phenol Extraction from a Water Solution. ChemEngineering 2023, 7, 26. https://doi.org/10.3390/chemengineering7020026
Hussein TK, Jasim NA, Al-Madhhachi A-ST. The Performance of Microfiltration Using Hydrophilic and Hydrophobic Membranes for Phenol Extraction from a Water Solution. ChemEngineering. 2023; 7(2):26. https://doi.org/10.3390/chemengineering7020026
Chicago/Turabian StyleHussein, Tamara Kawther, Nidaa Adil Jasim, and Abdul-Sahib T. Al-Madhhachi. 2023. "The Performance of Microfiltration Using Hydrophilic and Hydrophobic Membranes for Phenol Extraction from a Water Solution" ChemEngineering 7, no. 2: 26. https://doi.org/10.3390/chemengineering7020026