
Mechanical Degradation of Polyethylene Plastic Film by Oxo-Degradable Additives

Petrochemical Department, Faculty of Engineering, Pharos University, Alexandria 21311, Egypt
ChemEngineering 2023, 7(2), 17; https://doi.org/10.3390/chemengineering7020017
Submission received: 1 September 2022
/
Revised: 20 November 2022
/
Accepted: 3 January 2023
/
Published: 1 March 2023
Abstract
:Utilizing oxo-degradable additives is an alternate, efficient method of managing plastic trash. To prepare the polymer chain for microorganisms to break down the fragments over time, oxo-degradation of plastics involves breaking the chain into small pieces. In this study, a film with a thickness of 35 µm is created by mixing a mixture of linear low-density polyethylene (LLDPE) and d2w grade master batch (pro-oxidant). This thickness falls within the range of specifications for linear low-density polyethylene (LLDPE) films manufactured in petrochemical businesses. Additionally, is the study investigates how the mechanical characteristics of linear low-density polyethylene (LLDPE) are affected by the addition of a d2w pro-oxidant additive at five different weight percentages (0, 0.5, 1, 2, and 3% w/w). After thermal processing for films in an oven for one to seven days, the progress of LLDPE film is monitored by FTIR analysis to check for the presence of the carbonyl group by assessing the mechanical properties of the film. Tensile strength at break, tensile strength at yield, elongation at break, and elongation at yield are the mechanical qualities that are measured. Both the machine direction (MD) and the transverse direction (TD) are used to measure all properties. Following seven days of exposure to the oven at 70 °C, the mechanical properties of the film deteriorated. Both in the machine and transverse directions (MD and TD), the tensile strength at break dropped by 46.62% and 31.8%, respectively. Both in the machine and transverse directions (MD and TD), the tensile strength at yield dropped by 22% and 36.36%, respectively. Both machine and transverse elongation at break (MD and TD) were reduced by 21% and 38.36%, respectively. Following the addition of pro-oxidant and after thermo-oxidative treatment in an oven at 70 °C for 7 days, the results of the FTIR measurement for LLDPE did not significantly alter.
1. Introduction
Due to its widespread use, polyethylene (PE) makes up a significant portion of the plastic trash that is present in aquatic environments [1]. Oxo-degradable additives are employed to address its degradability, since they split the polymer chain into tiny pieces, allowing microorganisms to break them down over time into carbon dioxide, water, and biomass [2,3,4]. Since no high molecular matter may degrade unless it is broken down into low molecular species that can coexist with microorganisms, oxo-degradation must come before biodegradation [5,6,7]. In the presence of UV light, heat, mechanical stress, or humidity, mixing a polymer with a pro-oxidant accelerates polymer oxo-degradation [8].
Given that they contain polar structures, a pro-oxidant’s oxygen collaborates with a polymer’s carbon backbone to produce fragments with hydrophilic nature [9]. Transition-metal-containing pro-oxidates are preferable to those that do not contain transition metals [10]. The pro-oxidants with two metals that are comparable but have different oxidation numbers by one unit (Mn/Mn + 1) are the most active [11]. Manganese stearate, manganese oleate, manganese acetate, cobalt acetate, cobalt stearate, cupric oleate, and ferric acetate are the most preferred pro-oxidants [9,11]. It is advised to add the pro-oxidant ingredient to the polymer chain at a rate of 1 to 5 percent of the molecular weight of the polymer [12]. It has been discovered that the rate at which the polymer degrades increases with the amount of prooxidant supplied [13].
Depending on the polymer’s structure, including factors such as its unsaturation or branching, the rate and extent of oxidation might vary [14,15]. The following is the hierarchy of polyethylene oxidation: LDPE > LLDPE > HDPE [16,17]. The mechanical properties of a polymer, such as its yield strength, tensile strength at break, elongation at break, and yield, decrease as the rate of polymer breakdown rises [18]. Low carbonyl index and changes in polymer molecular weight, which are measured by size exclusion chromatography and Fourier transform infrared (FTIR) spectroscopy, respectively, are indicators of high biodegradation progress [19].
Blended films quickly degraded when polylactic acid (PLLA) and linear low-density polyethylene (LLDPE) were combined [20]. The films’ bulk and mechanical characteristics decreased as a result of deterioration. The biodegradation of polyethylene is improved by adding urea and starch to various formulations, particularly in soil and damp medium [21]. By generating a significant quantity of carbonyl groups, which are detected by FTIR measurement, blending polyethylene with (2-ethylhexanoates of cobalt, zinc, and zirconium) in low concentrations increases polymer oxidation [22].
By applying 2 wt% of both pro-oxidant and clay at 70 °C for 7 days, Murali [23] assessed the tensile strength and elongation loss of LLDPE in only one direction. He discovered that LLDPE’s tensile strength remained unchanged after being subjected to thermos-oxidation; nevertheless, it showed just a 1% reduction in elongation over the course of seven days.
In order to speed up the thermal oxidation of PE at 80 °C in an air circulation oven for 5 or 10 days, Tuan et al. [24] investigated the effects of mixing PE with two types of amines, stearyl amine and [(3-(11-aminoundecanoyl) amino) propane-1-] silsesquioxane (amino-POSS) in addition to ferric stearate (FeSt3). After three days of thermal ageing, the tensile yield strength of the PE and PE/amino-POSS/FeSt3 films slightly dropped, but it rarely altered thereafter.
Elongation at break of PE film decreased from an initial value of 265% to 261% and 128%, respectively, following three and six days of thermal ageing. After thermal ageing, the elongation at break of all aged films was greater than 50%. The impact of the pro-oxidant ingredient on the deterioration of LLDPE film samples was assessed by Pham et al. [25].
LLDPE films underwent thermo-oxidative deterioration in an oven for seven days at 80 °C. By keeping track of modifications to mechanical properties, thermo-oxidative degradation’s progression was quantified. After 7 days, LLDPE films lost approximately 15.6% of their tensile strength in one direction. On the other hand, LLDPE only showed a 20.1% decrease in elongation during one-direction break.
The evaluation of LLDPE performed by Miguel et al. [6] with 1 and 5wt% pro-oxidant in one direction included measurements of tensile strength and elongation at break. Tensile strength was reduced by 47% and 45%, respectively, employing 1wt% and 5wt% pro-oxidants. On the other hand, applying 1wt% and 5wt% pro-oxidants, respectively, resulted in percentage reductions in elongation at break of 55% and 57%.
Quecholac et al. [26] found that HDPE having a pro-oxidant ingredient increased elongation at break loss by 27%.
The impact of mixing PE with Seemakkai Seeds Grinding Powder (SGP) on PE mechanical properties was investigated by AU et al. [27]. Under the influence of UV light, SGP at 5 weight percent, 10 weight percent, and 15 weight percent were combined with PE for 4 days. Analysis of the data revealed that, when compared to the other SGP percentages, PE with 10 wt% SGP provided the largest percentage loss in both tensile strength and elongation. Tensile strength decreased by 48% (MD) and 37% (TD) in percentage when 10 wt% SGP was blended with PE. However, employing 10 weight percent SGP, the percentage reduction in elongation at break was 7% in both MD and TD directions.
In three distinct formulations, 1, 3, and 5 (w/w)%, Rajshree et al. [28] investigated the impact of adding 4, 4’ Bis (Dimethylamino) Benzophenone (DMDAB) to LDPE on mechanical characteristics in both the MD and TD directions when UV light was present. It was discovered that the tensile strength of the test sample containing 3% DMDAB decreased from 12.04 MPa to 7.88 MPa (or 34% degradation) within 4 days. The rate of degradation for 1% DMDAB-containing film was 77%, which is higher than that for films containing 3% and 5% DMDAB. On the other hand, samples exposed to UV light experienced a drop in Young’s modulus and percentage elongation at break. The LDPE-DMDAB 1% sample showed a decline in elongation in transverse direction from 503% to 8%.
The primary research objective to address environmental challenges is to find a polyolefin that degrades, since increasing plastic production harms the ecosystem and marine life.
The importance of this study lies in its successful preparation of linear low-density polyethylene (LLDPE) film within the parameters of petrochemical-industry-produced films. After the film is made, it is investigated how adding d2w, a master batch containing a pro-oxidant ingredient, would affect how quickly the film loses its mechanical properties in both MD and TD directions. Tensile strength at break, tensile strength at yield, elongation at break, and elongation at yield in both MD and TD directions are mechanical parameters that are measured.
LLDPE is mixed with various weight percentages of d2w master batch, including 0, 0.5, 1, 2, and 3% w/w. Measurements of the change in mechanical properties and FTIR analysis, which tracks the exitance of the carbonyl group, are used to track the development of thermo-oxidative degradation.
2. Materials and Methods
2.1. Materials
Both master batch d2w of grade 93,224 and linear low-density polyethylene (EE-1802-BSB), which were bought from a petrochemical company in Egypt, are used. This master batch is a polyethylene carrier resin-based oxo-biodegradable additive that is suitable for usage in applications where product clarity is not a primary consideration. Applications include carrier bags, trash sacks and liners, and retail bags.
2.2. Methods
Utilizing a three-layer ABA blown film machine and a 45 mm screw with an L/D ratio of 30:1, LLDPE is blended with pro-oxidants at concentrations of 0.5%, 1%, 2%, and 3% to create film with a thickness of 35 µm. Film samples are manufactured and cut in order to measure their mechanical properties.
According to ASTM D 6954 [29], the sheet specimen is subjected to a 7-day thermo-oxidative test by being placed in an air oven set at 70 °C.
By testing the specimen’s tensile characteristics after 1, 3, 5, and 7 days, the extent of degradation is tracked. This standard and subsequent testing for embrittlement (<5% elongation) polymers are to be used to determine degradation [30].
2.3. Mechanical Properties Measured
Tensile strength at break (MPa) in both the machine direction (MD) and the transverse direction (TD), tensile strength at yield (both MD and TD), percent elongation at break (both MD and TD), and percent elongation at yield (both MD and TD) are mechanical parameters that are measured. All prior characteristics were measured by an Egyptian petrochemical company.
After the thermo-oxidative test and before and after the addition of pro-oxidants, mechanical characteristics were measured. An Instron 5965 was subjected to tensile testing in accordance with ASTM D882 [31] at a cross-head speed of 5 mm/min. Prior to testing, all test samples were preconditioned for 40 h at ambient temperature and 50 + 5 relative humidity (RH).
The thickness of the specimen, the preparation procedure, the testing speed, the type of grips being used, and the method of measuring extension all affect the tensile qualities. By dividing the maximum load by the specimen’s original minimal cross-sectional area, the nominal tensile strength is determined. Strength is measured in terms of force per unit area.
The calculation for tensile strength at break (nominal) is the same as for tensile strength, with the exception that the maximum load should be substituted for the load at break.
By dividing the specimen’s extension at the point of rupture by its starting gauge length and multiplying the result by 100, the percent elongation at break is computed.
By dividing the load at the yield point by the specimen’s initial minimum cross-sectional area, yield strength is obtained. Force per unit area must be used to indicate the outcome.
The percent elongation at yield, on the other hand, is computed by multiplying the specimen’s starting gauge length by 100 and dividing the extension at the point of yield [32].
2.4. FTIR Studies
The IR spectra are obtained using a Shimadzu IR prestige 21 Fourier transform infrared (FTIR) spectrometer. With a resolution of 4 cm−1 and a scanning range of 4000 to 400 cm−1, the apparatus is operated.
The carbonyl index is calculated as the difference between the area around the band at 1375 cm−1, which is attributed to methyl groups, and the band at 1718 cm−1, which is attributed to carbonyl groups. The five ready samples are subjected to every measurement.
3. Results and Discussions
3.1. Mechanical Properties of Manufactured LLDPE Film in Both MD and TD Directions
The mechanical properties of LLDPE film before being combined with a pro-oxidant are summarized in Table 1. In addition, elongation at break in the MD direction is less than in the TD direction, while elongation at yield in the MD direction is more than in the TD direction. Tensile strength at yield in the MD and TD directions are within range.
3.2. Mechanical Properties of LLDPE Film after Blending with d2W Master Batch and Exposure to Thermo-Treatment
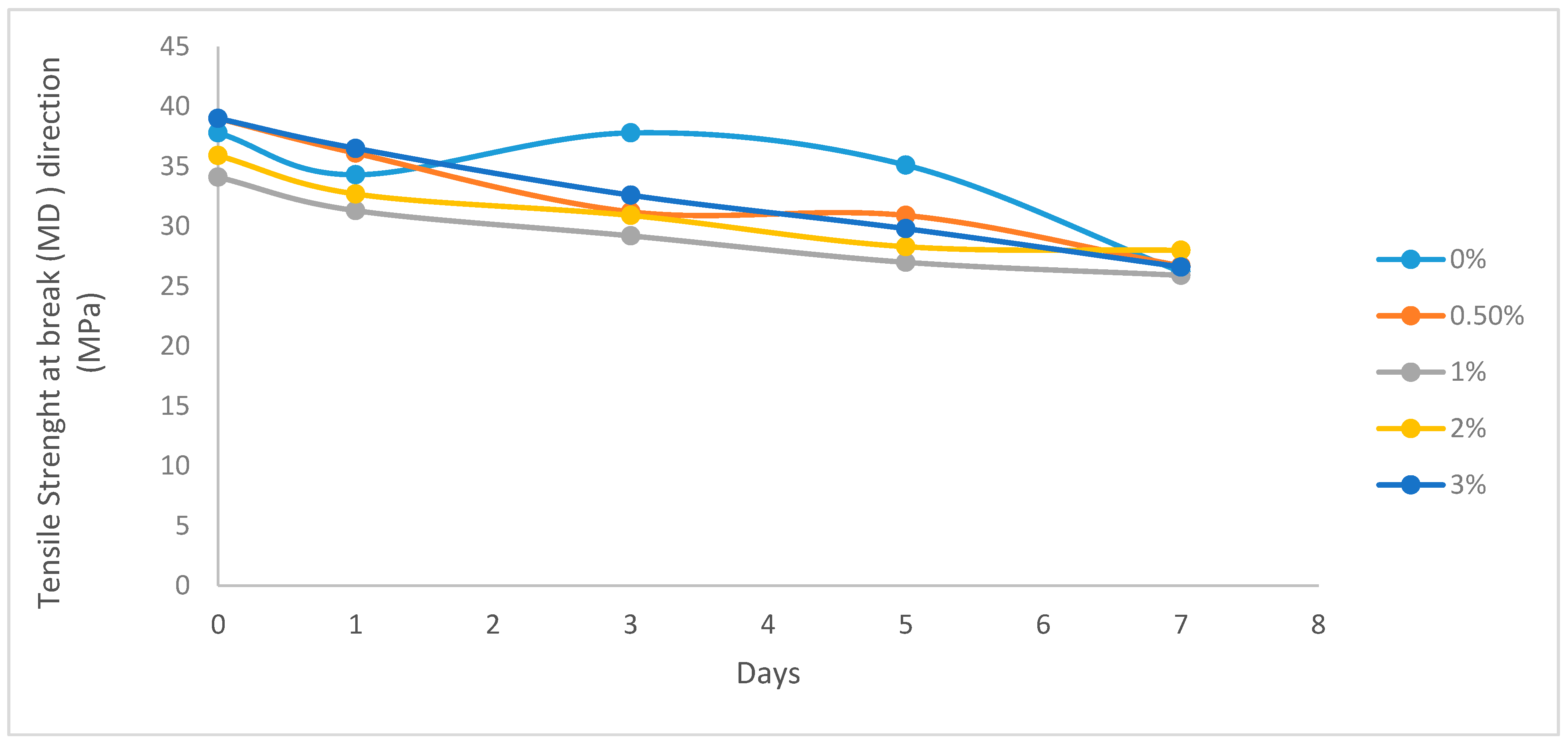
Figure 1 and Figure 2, respectively, indicate the variations in tensile strength at break in the machine direction (MD) and transverse direction (TD). Tensile strength at break (MD), as depicted in Figure 1, declines with increasing film thermo-oxidative treatment duration. By adding 3% pro-oxidant and exposing LLDPE to an air oven at 70 °C for 7 days, the greatest percentage loss in tensile strength at break (MD) direction (46.62%) is achieved. This outcome was anticipated, because the pace at which the polymer degrades increases with the amount of prooxidant supplied [13].
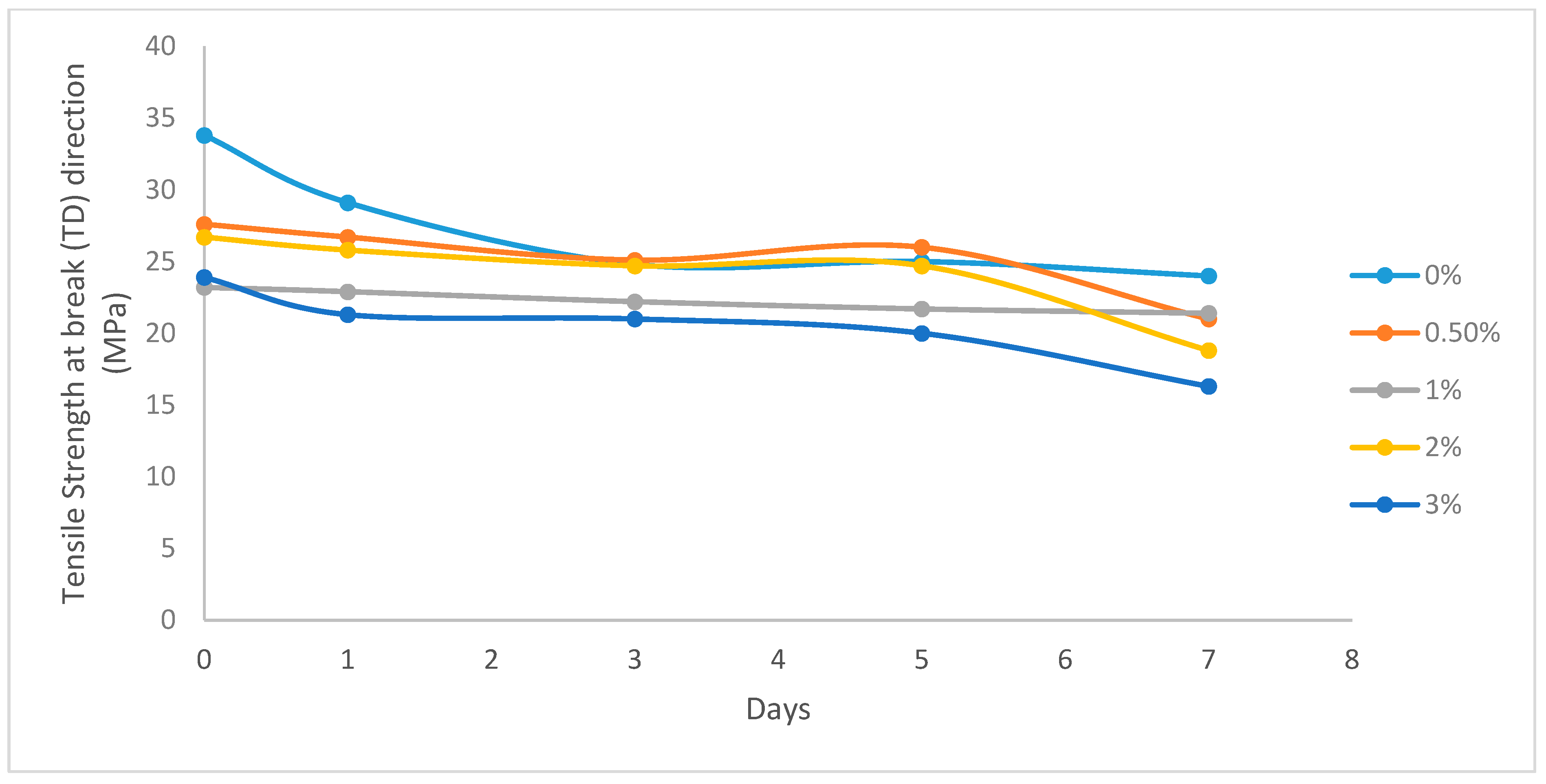
Figure 2 represents changes in the tensile strength at break in transverse direction (TD). As shown in the figure, adding 3% pro-oxidant to LLDPE and heating the film in oven 7 days at 70 °C yielded the highest percentage decrease (31.8%) in tensile stress at break in TD direction. The percentage decrease in tensile strength in TD direction is lower than that in MD direction. The percentage decrease in tensile strength at break (TD) decreases as the time of thermo-oxidative treatment increases for all pro-oxidant percentages.
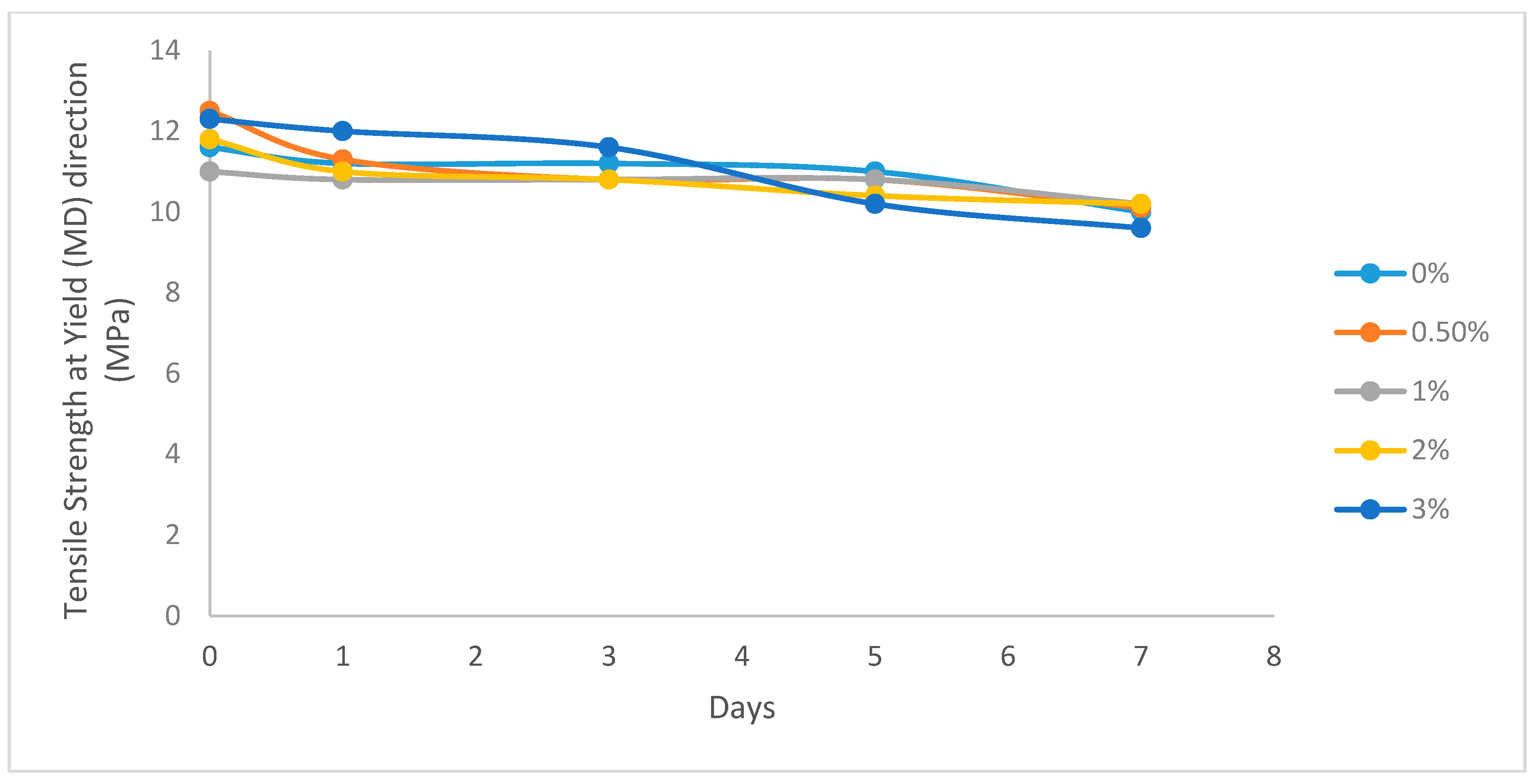
Figure 3 displays changes in tensile strength at yield in machine direction (MD). By treating LLDPE film for seven days at 70 °C in an oven while utilizing the maximum pro-oxidant concentration (3%), the greatest percentage drop in tensile strength at yield (22%) is achieved. Tensile strength at yield in the machine direction declines as thermo-oxidative treatment days increase from 0 to 7 for all pro-oxidant percentages.
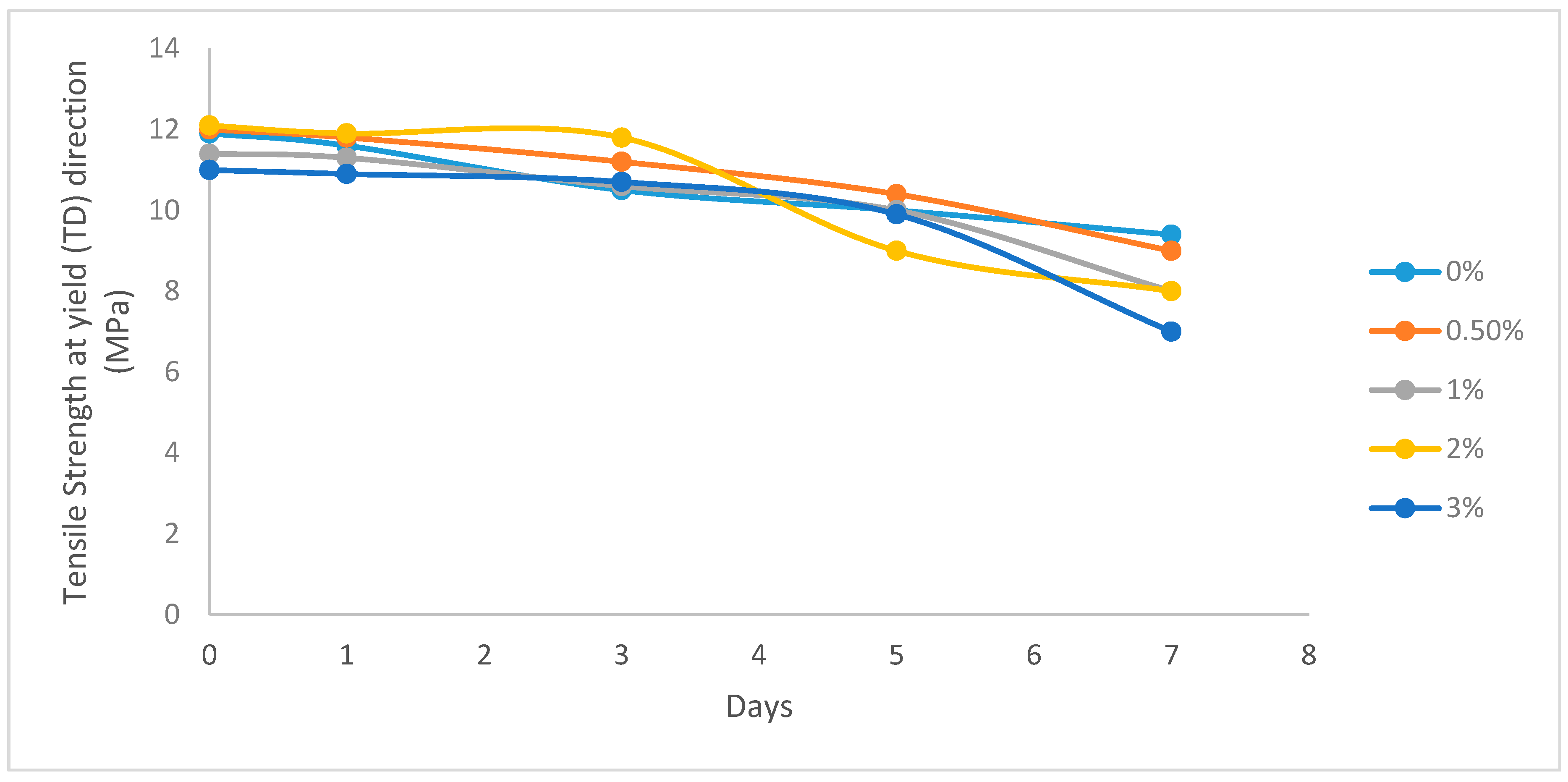
The variations in tensile strength at yield in the transverse direction (TD) are shown in Figure 4. Using a 3% pro-oxidant with a 7-day, 70 °C thermo-oxidative treatment yields a 36.36% loss in tensile strength as a percentage. For all pro-oxidant percentages, the longer the thermo-oxidative treatment, the greater the percentage drop in tensile strength at yield.
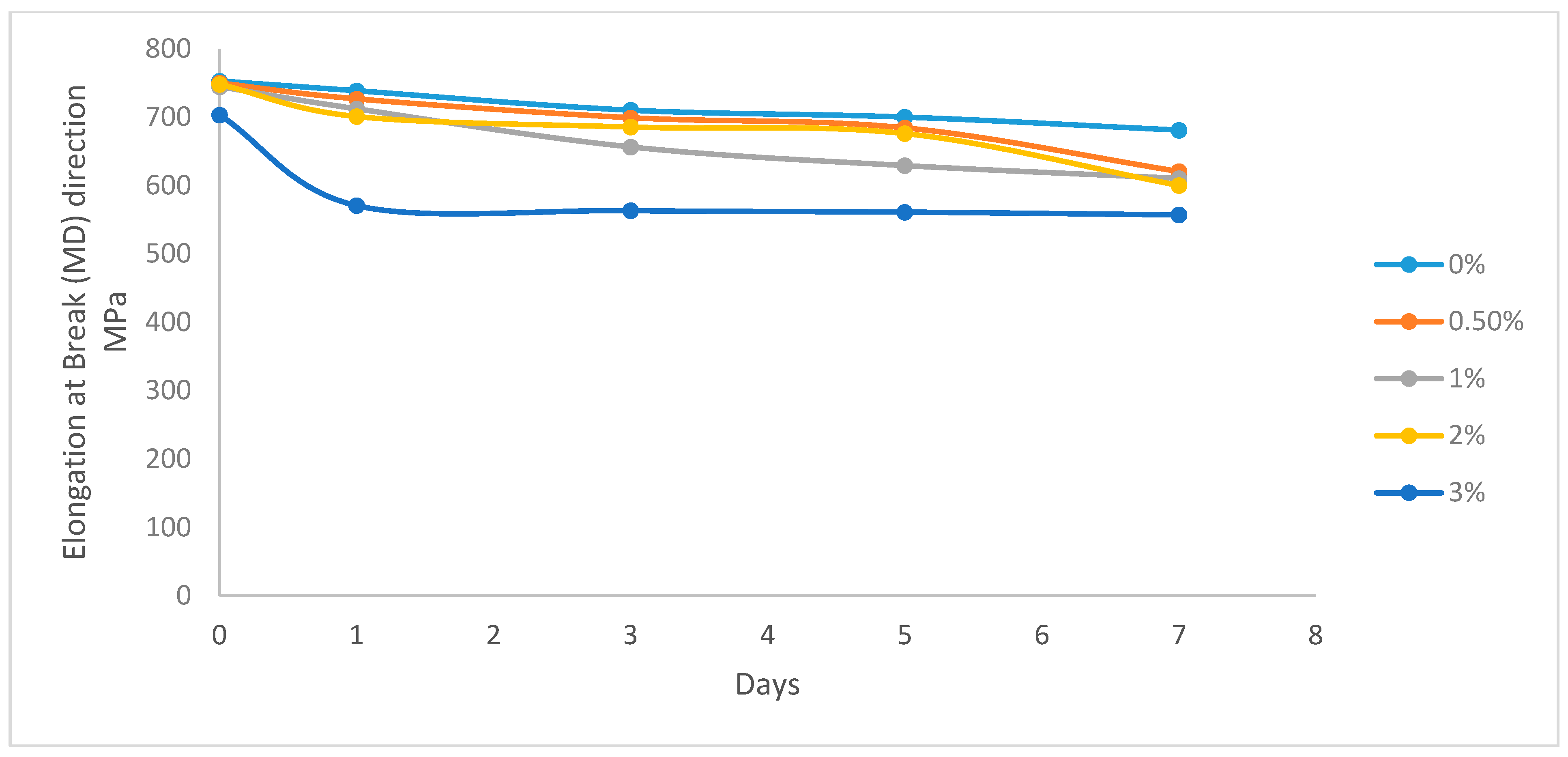
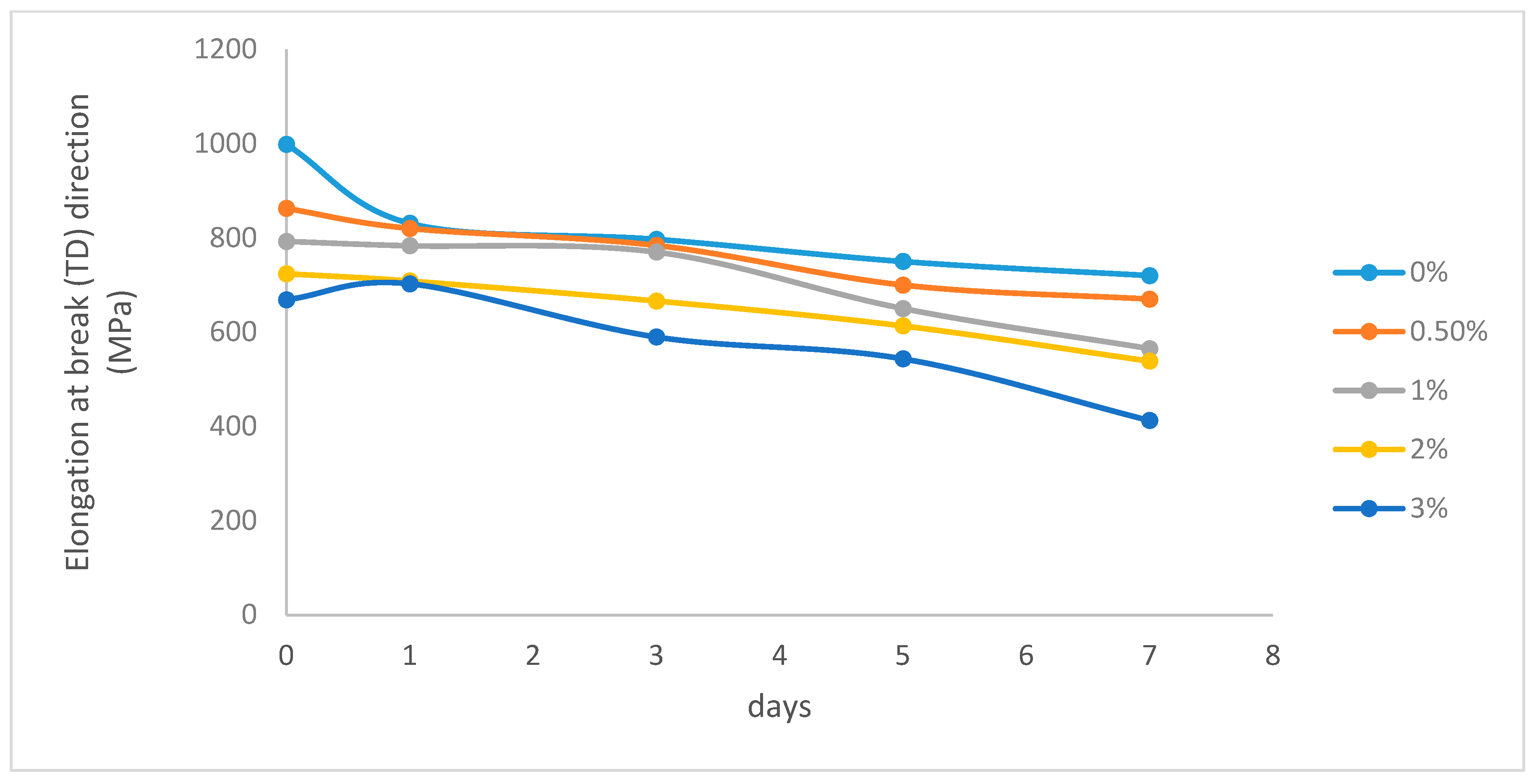
Elongation at break is frequently employed to track the degradation process. The variations in elongation at break in both the MD and TD directions of several films throughout treatment are shown in Figure 5 and Figure 6. Figure 5 shows that the highest percentage decrease in elongation at break in MD direction is 21% at 3% pro-oxidant percentage with 7 days of thermo-oxidative treatment, while a higher percentage decrease in elongation at break in TD direction (38.36%) is obtained under the same pre-treatment conditions.
3.3. FTIR Analysis
3.3.1. FTIR Analysis of Pro-Oxidant Additive (d2w Grade)
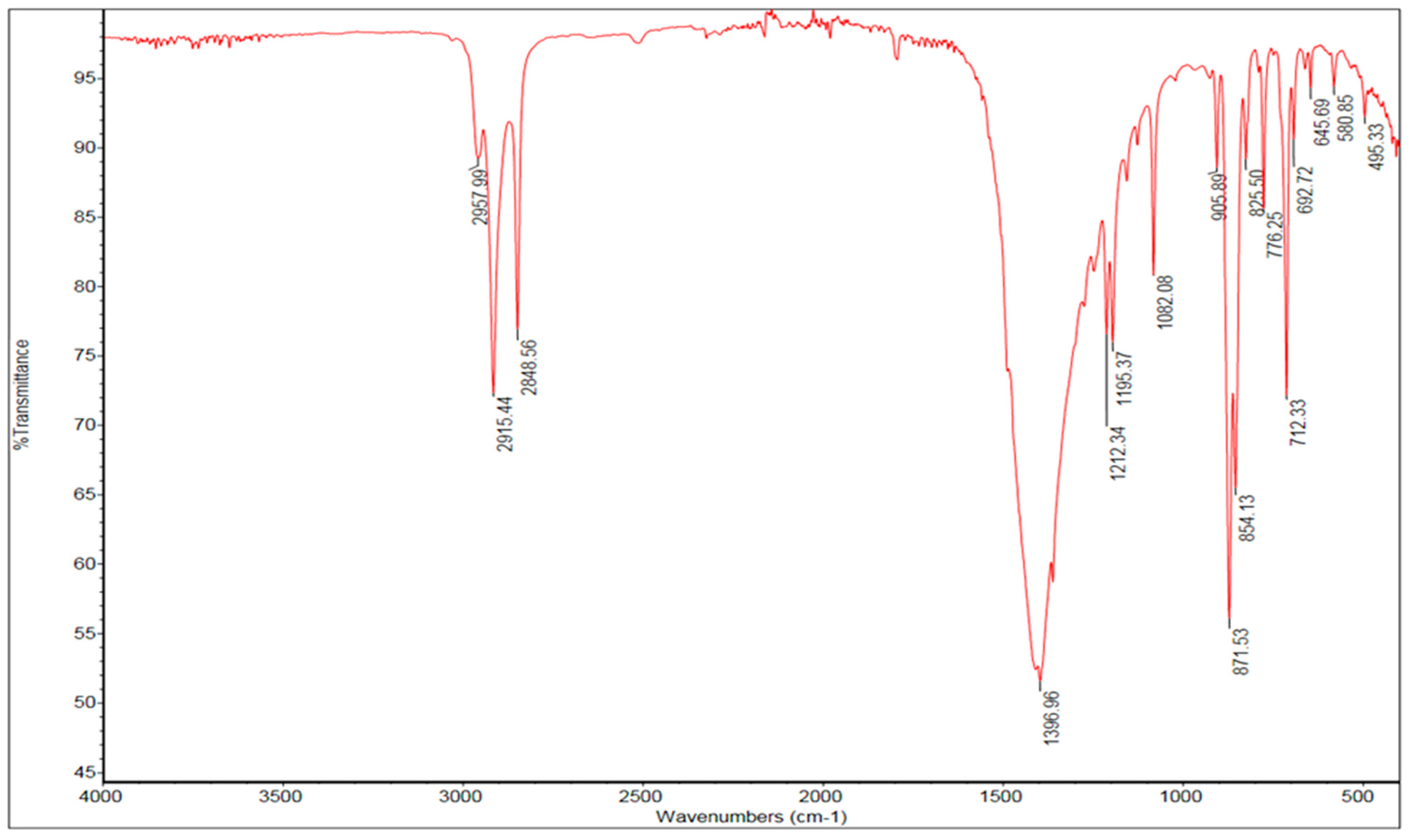
Because it calculates the amount of light absorbed by the bonds in vibrating molecules, FTIR is a valuable tool for identifying both inorganic and organic chemicals. Figure 7 depicts the results of an FTIR analysis of the pro-oxidant additive that was used. As can be seen, the figure shows the presence of the following peaks: a peak of 2957.99 cm−1 corresponding to C = CH2, a peak of 2915.44 cm−1 corresponding to ammonium ions N-H, a peak of 2848.56 cm−1 corresponding to methylene C-H, a peak of 1396.96 cm−1 corresponding to methyl C-H, a peak of 1212.34 cm−1 corresponding to aliphatic amine C-N, and finally, a peak of 871.53 cm−1 corresponding to aromatic meta-disub benzene.
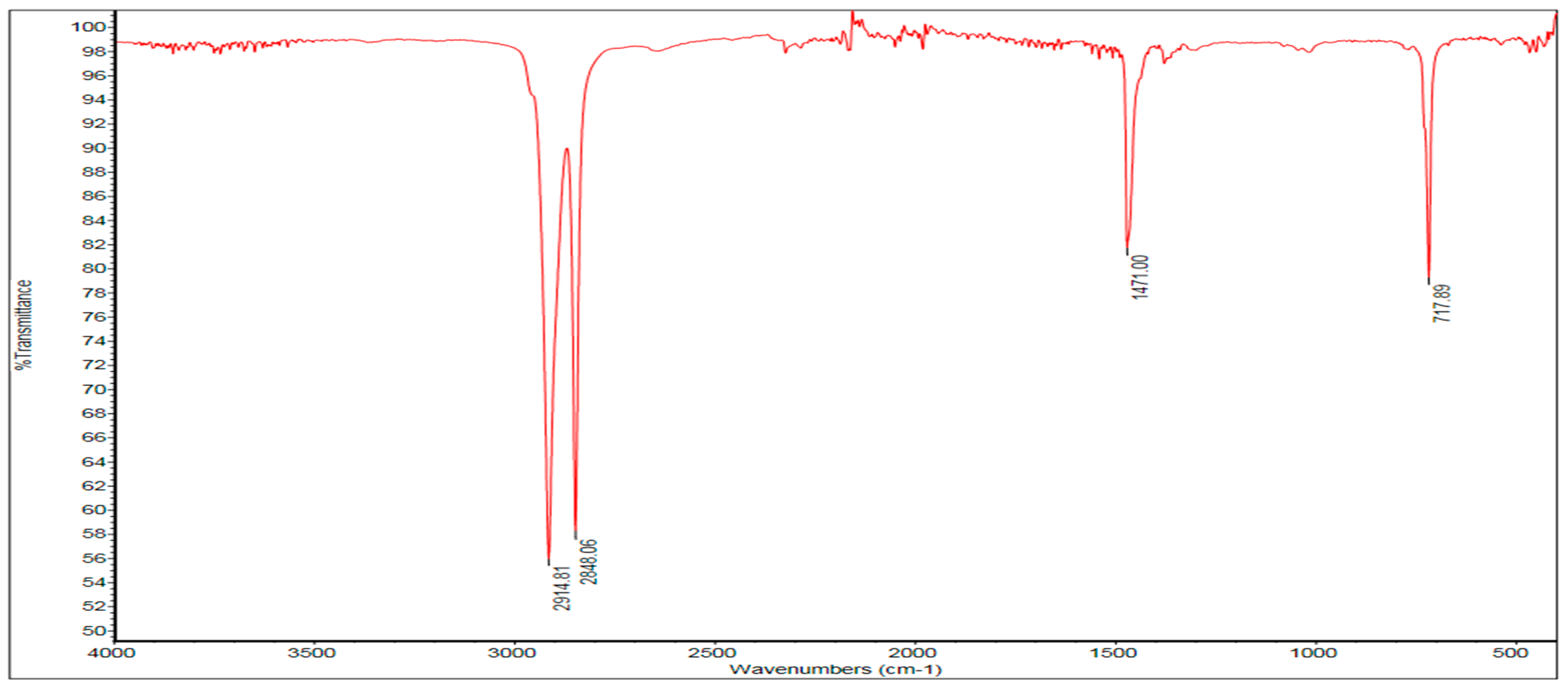
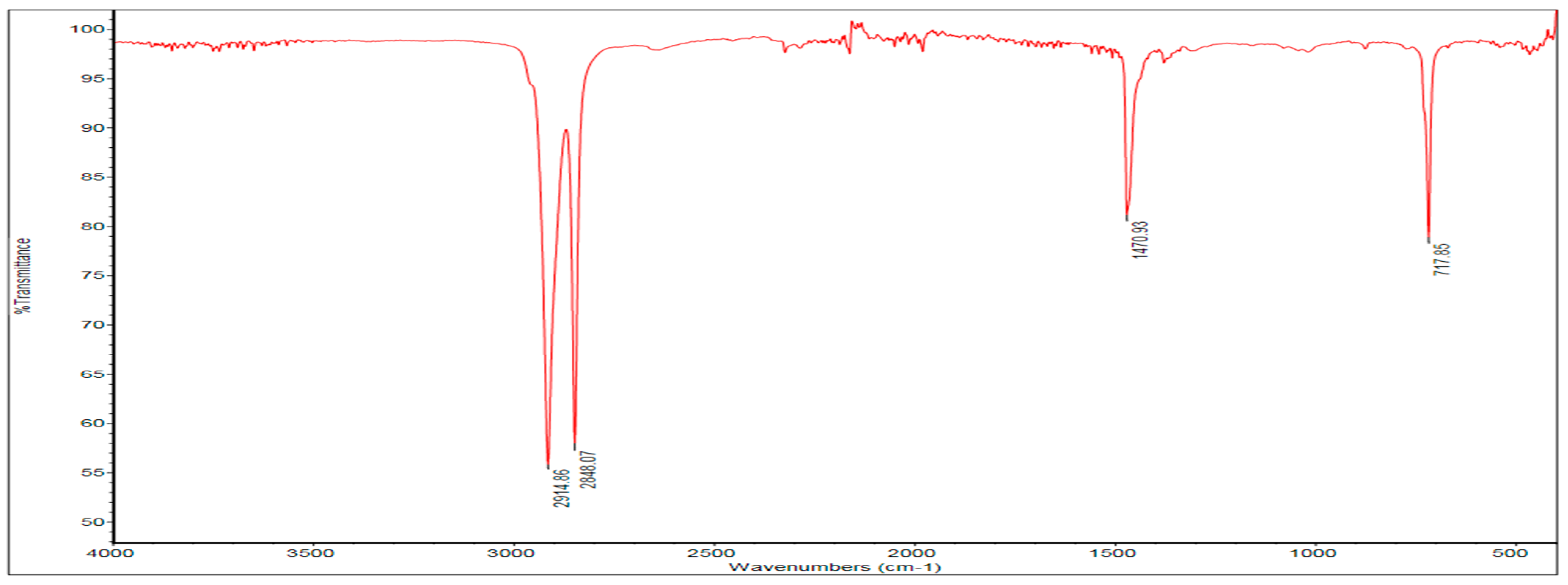
3.3.2. FTIR Analysis of LLDPE Blank Sample
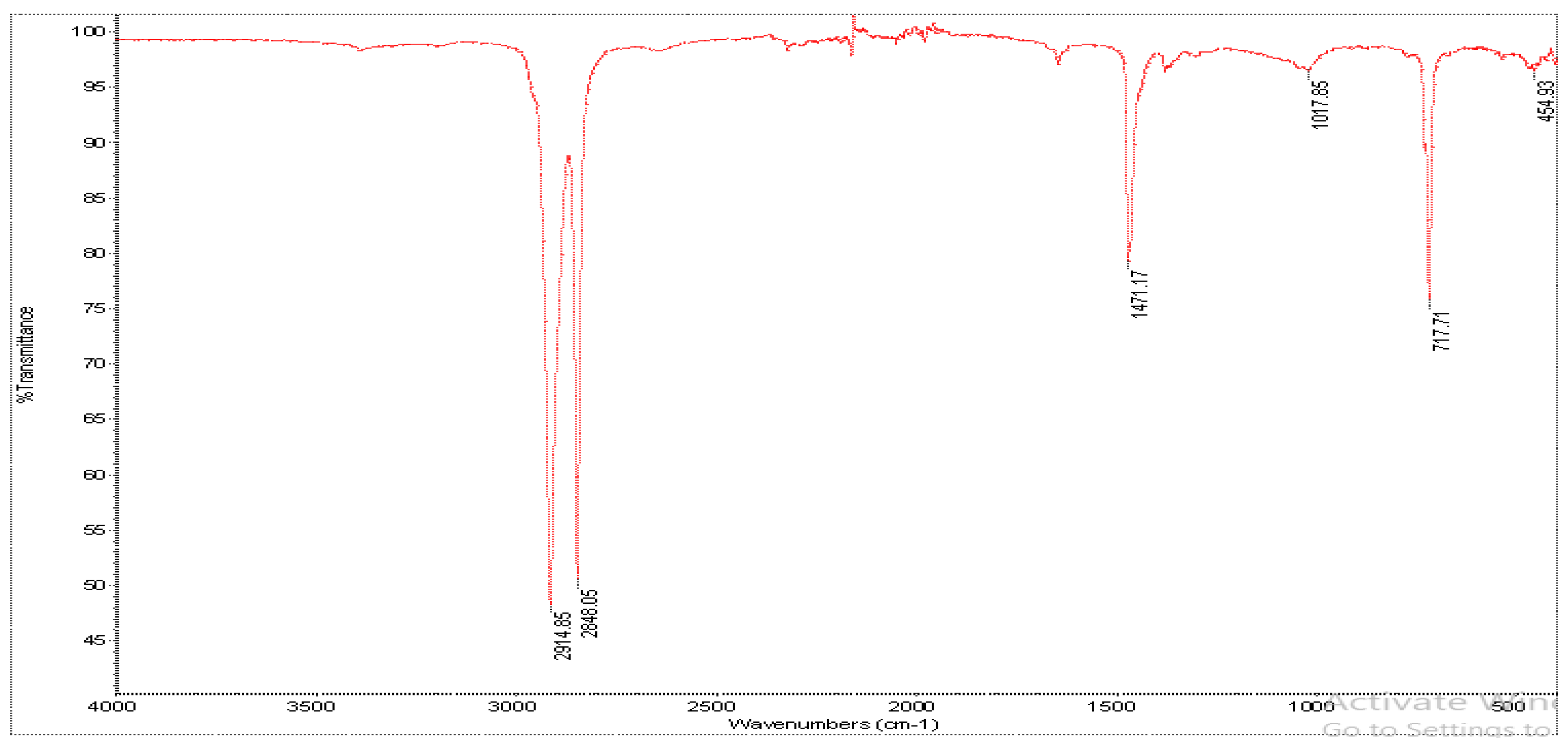
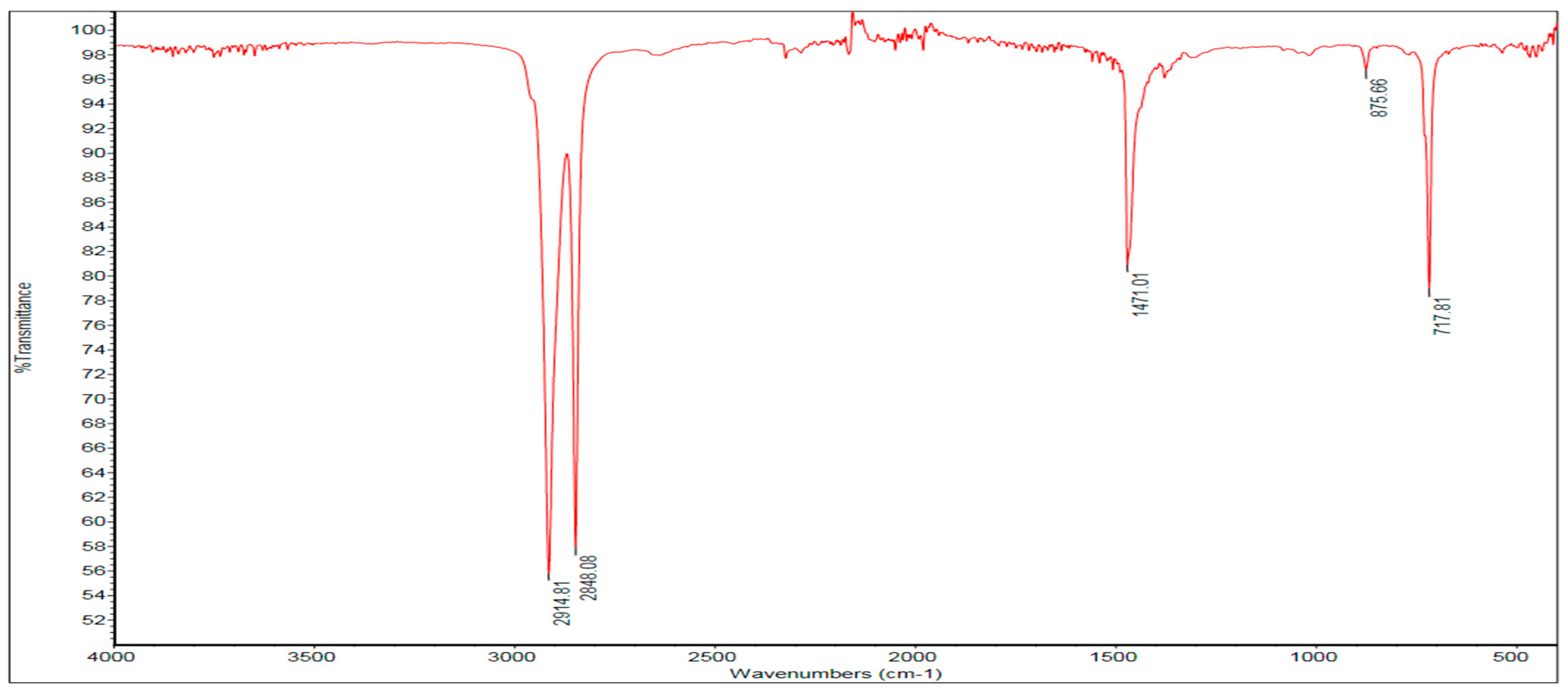
The FTIR measurement of the LLDPE blank sample at day 0 prior to thermal treatment in the oven is shown in Figure 8. The principal peaks measured are 2914 cm−1 and 2848 cm−1 for CH2 stretching, 1417 cm−1 for CH2 bending, and 717 cm−1 for C-H wagging vibration. Figure 9 displays the same peaks for the LLDPE blank sample after 7 days of thermal treatment at 70 °C.
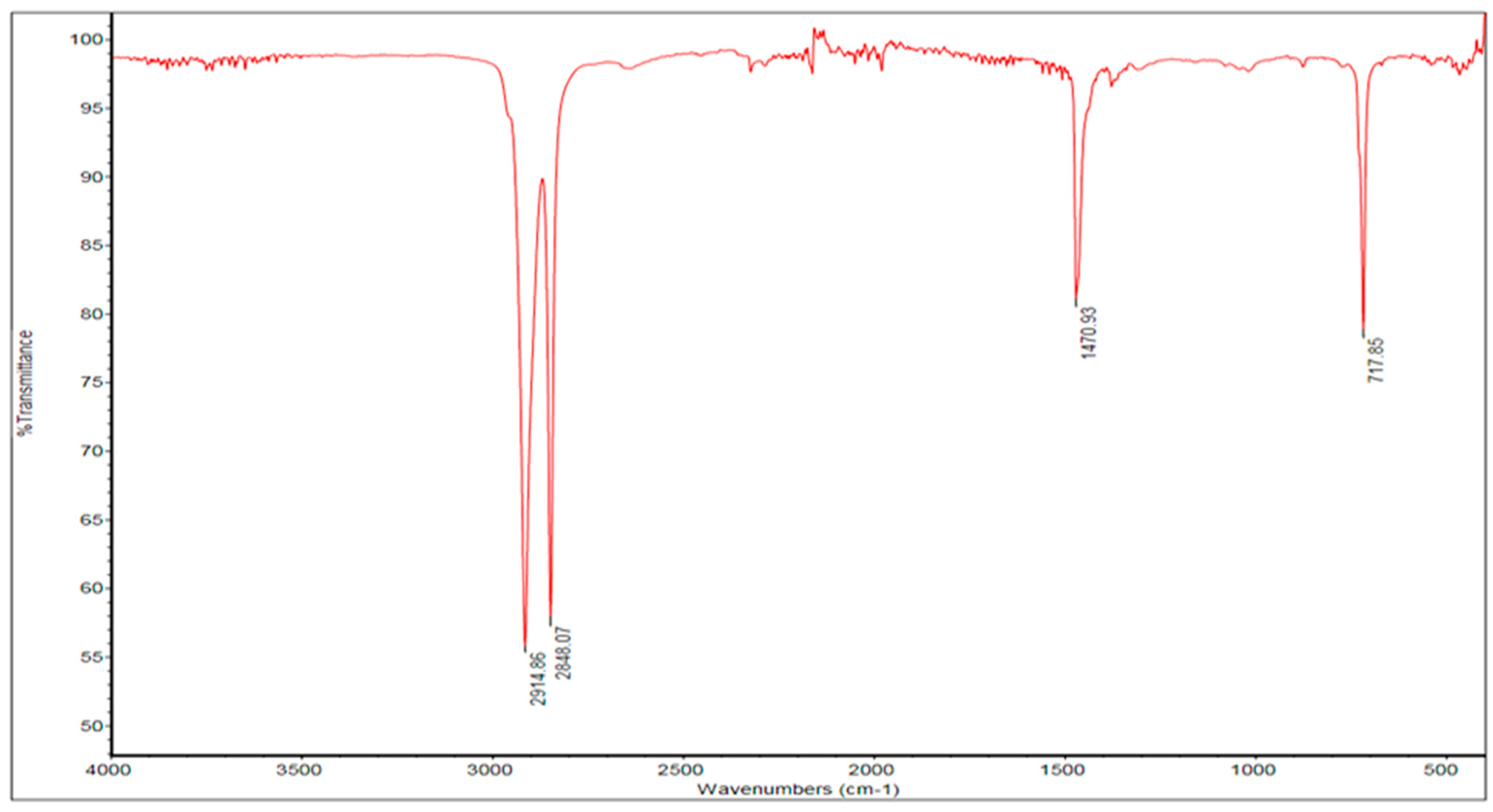
3.3.3. FTIR Analysis of LLDPE after the Addition of 1% Weight of Pro-Oxidant Additive
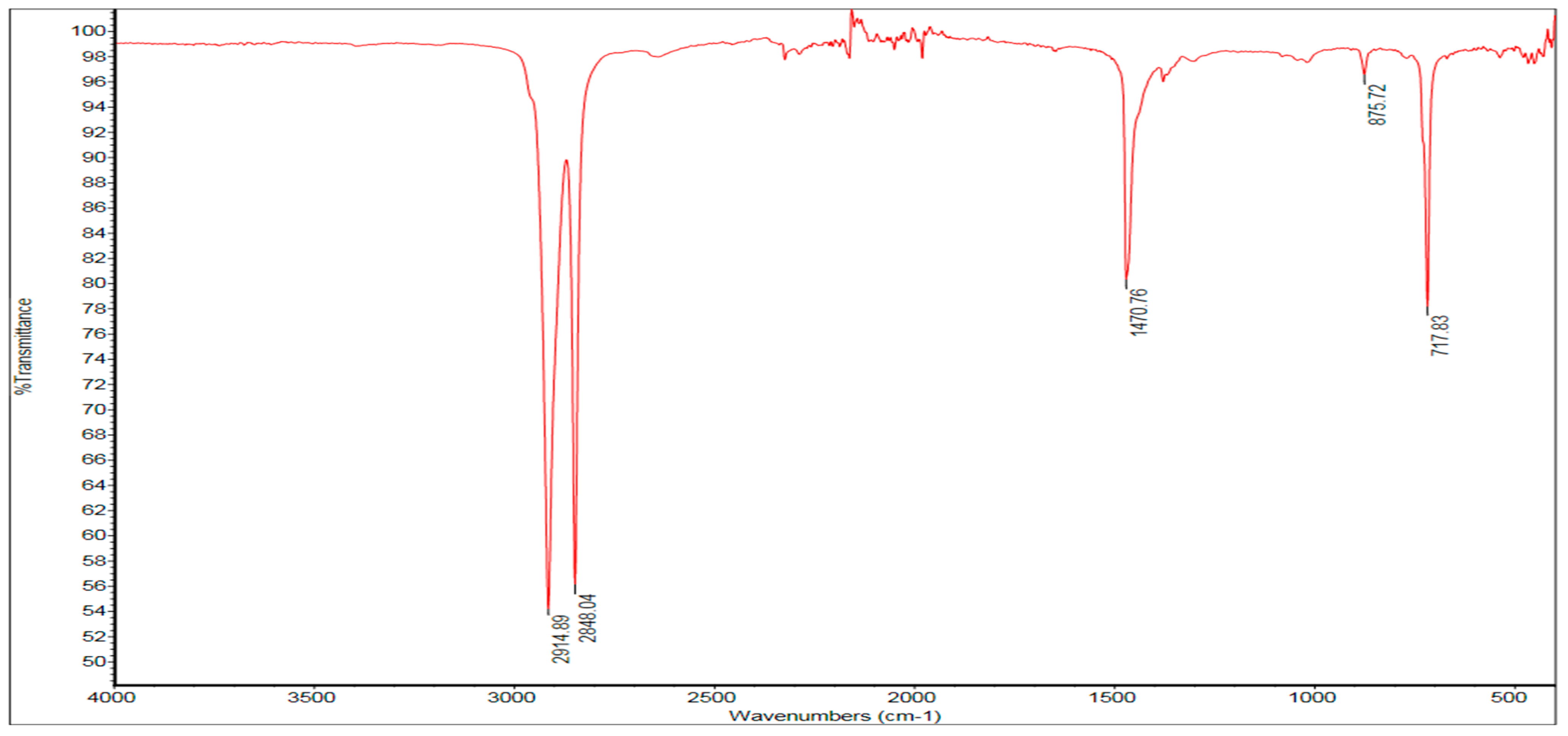
3.3.4. FTIR Analysis of LLDPE after the Addition of 3% Weight of Pro-Oxidant Additive
4. Conclusions
Natural biodegradation mechanisms are thought to be particularly resistant to polyethylene (PE) and other petroleum-based plastics. The entire biodegradation process entails four phases, the first of which requires oxidizing PE using pro-oxidants. This is the initial step required before microorganisms operate to attack the polymer structure. After the PE oxidation phase, microorganisms are used to achieve total breakdown.
This study attempts to investigate PE’s oxidation, the initial stage of deterioration. Films with a thickness of 35 m are made from linear low-density polyethylene (LLDPE) and pro-oxidants in weight percentages of 0%, 0.5%, 1%, 2%, and 3%. Blown film machines with a three-layer ABA extruder and a 45 mm screw with a 30:1 L/D ratio are used to create the films. The study investigated how adding d2w, a master batch pro-oxidant additive, affected the mechanical characteristics of linear low-density polyethylene (LLDPE). After thermal processing in an oven for one to seven days, the progress of an LLDPE film is monitored by FTIR analysis to check for the presence of a carbonyl group by assessing the mechanical properties of the film.
Tensile strength at break, tensile strength at yield, and elongation at break are examples of mechanical qualities that were measured in both the machine direction (MD) and the transverse direction (TD). Tensile strength at break was reduced by 46.62% and 31.8% in the machine (MD) and transverse (TD) directions, respectively. Both in the machine (MD) and transverse directions (TD), the tensile strength at yield fell by 22% and 36.36%, respectively. Finally, elongation at break decreased by 21% and 38.36%, respectively, in machine (MD) and transverse (TD) directions.
The d2W master batch’s FTIR analysis revealed the presence of C = CH2, N-H ammonium ions, methylene C-H, methyl C-H, aliphatic amine C-N, and finally, aromatic meta-disub benzene. The FTIR analyses of the pro-oxidant-containing and blank LLDPE are identical. Following the addition of a pro-oxidant and after thermo-oxidative treatment in an oven at 70 °C for 7 days, the results of the FTIR measurement for LLDPE did not significantly alter.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ebewele, R.O. Polymer Science and Technology, 1st ed.; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Ammala, A.; Bateman, S.; Dean, K.; Petinakis, E.; Sangwan, P.; Wong, S.; Yuan, Q.; Yu, L.; Patrick, C.; Leong, K.H. An overview of degradable and biodegradable polyolefins. Prog. Polym. Sci. 2011, 36, 1015–1049. [Google Scholar] [CrossRef]
- Klein, J.M.; Ramos, G.R.; Coulon Grisa, A.M.; Brandalise, R.N.; Zeni, M. Thermogravimetric and Morphologic Analysis of Oxo-degradable Polyethylene Films after Accelerated Weathering. Prog. Rubber Plast. Recycl. Technol. 2013, 29, 39–54. [Google Scholar] [CrossRef]
- Wiles, D.; Scott, G. Polyolefins with controlled environmental degradability. Polym. Degrad. Stab. 2006, 91, 1581–1592. [Google Scholar] [CrossRef]
- Chiellini, E.; Corti, A.; D’Antone, S.; Baciu, R. Oxo-biodegradable carbon backbone polymers—Oxidative degradation of polyethylene under accelerated test conditions. Polym. Degrad. Stab. 2006, 91, 2739–2747. [Google Scholar] [CrossRef]
- Thu, P.; Quang, N.; Van, N. Comparison of the degradability of various polyethylene films containing pro-oxidant additive. Vietnam J. Chem. 2016, 54, 683–687. [Google Scholar]
- Reddy, M.; Deighton, M.; Gupta, R.; Bhattacharya, S.; Parthasarathy, R. Biodegradation of oxo-biodegradable polyethylene. J. Appl. Polym. Sci. 2009, 111, 1426–1432. [Google Scholar] [CrossRef]
- Requejo, B.; Pajarito, B. Effect of Degrading Transparent Oxo-Biodegradable Polyethylene Plastic Bags to Water Quality. Mater. Sci. Forum 2017, 890, 137–140. [Google Scholar] [CrossRef]
- Rhee, J.; Jung, D.; You, Y. Development of Oxo-biodegradable Bio Film by Using Biodegradable Catalyst. K. J. Pkg. Sci. Technol. 2016, 22, 127–134. [Google Scholar]
- Torabi, A.M.; Hagheeghatpadjooh, H.R. Preparation of Biodegradable Low-Density Polyethylene by Starch—Urea Composition for Agricultural Applications. Iran. J. Chem. Chem. Eng. 2004, 23, 7–11. [Google Scholar]
- Singh, G.; Kaur, N.; Bhunia, H.; Bajpai, P.; Mandal, U. Degradation behaviors of linear low-density polyethylene and poly (L-lactic acid) blends. J. Appl. Polym. Sci. 2011, 124, 1993–1998. [Google Scholar] [CrossRef]
- Konduri, M.; Koteswarareddy, G.; Kumar, D.B.R.; Venkata Reddy, B.; Lakshmi Narasu, M. Effect of Pro-Oxidants on Biodegradation of Polyethylene (LDPE) by Indigenous Fungal Isolate, Aspergillus oryzae. J. Appl. Polym. Sci. 2011, 120, 3536–3545. [Google Scholar] [CrossRef]
- Ojeda, T.F.M.; Dalmolin, E.; Forte, M.M.C.; Jacques, R.J.S.; Bento, F.M.; Camargo, F.A.O. Abiotic and biotic degradation of oxo biodegradable polyethylenes. Polym. Degrad. Stab. 2009, 94, 965–970. [Google Scholar] [CrossRef]
- Brodhagen, M.; Peyron, M.; Miles, C.; Inglis, D.A. Biodegradable plastic agricultural mulches and key features of microbial degradation. Appl. Microbiol. Biotechnol. 2015, 99, 1039–1056. [Google Scholar] [CrossRef]
- Khabbaz, F.; Albertsson, A.C. Rapid test methods for analyzing degradable polyolefins with a prooxident system. J. Appl. Polym. Sci. 2011, 79, 2309–2316. [Google Scholar] [CrossRef]
- Kemp, T.J.; McIntyre, R.A. Influence of transition metal-doped titanium (IV) dioxide on the photodegradation of polyethylene. Polym. Degrad. Stab. 2006, 91, 3020–3025. [Google Scholar] [CrossRef]
- Roy, P.K.; Surekha, P.; Rajagopal, C.; Choudhary, V. Effect of cobalt carboxylates on the photo-oxidative degradation of low-density polyethylene. Part-I. Polym. Degrad. Stab. 2006, 91, 1980–1988. [Google Scholar] [CrossRef]
- Roy, P.K.; Surekha, P.; Raman, R.; Rajagopal, C. Investigation the role of metal oxidation state on the degradation behavior of LDPE. Polym. Degrad. Stab. 2009, 94, 1033–1039. [Google Scholar] [CrossRef]
- Gorghiu, M.L.; Jipa, S.; Zaharescu, T.; Setnescu, R.; Mihalcea, I. The effect of metals on thermal degradation of polyethylenes. Polym. Degrad. Stab. 2004, 84, 7–11. [Google Scholar] [CrossRef]
- Selke, S.; Auras, R.; Nguyen, T.A.; Aguirre, E.C.; Cheruvathur, R.; Liu, Y. Evaluation of Biodegradation-Promoting Additives for Plastics. Environ. Sci. Technol. 2015, 49, 3769–3777. [Google Scholar] [CrossRef]
- Magagula, B.; Nhlapo, N.; Focke, W.W. Mn2Al-LDH- and Co2Al-LDH-stearate as photodegradants for LDPE film. Polym. Degrad. Stab. 2009, 94, 947–954. [Google Scholar] [CrossRef] [Green Version]
- Corti, A.; Muniyasamy, S.; Vitali, M.; Imamc, S.H.; Chiellini, E. Oxidation and biodegradation of polyethylene films containing pro-oxidant additives: Synergistic effects of sunlight exposure, thermal aging and fungal biodegradation. Polym. Degrad. Stab. 2010, 95, 1106–1114. [Google Scholar] [CrossRef]
- Singh, B.; Sharma, N. Mechanical implications of plastic degradation. Polym. Degrad. Stab. 2008, 93, 561–584. [Google Scholar] [CrossRef]
- Reddy, M. Oxo-Biodegradation of Polyethylene. Ph.D. Thesis, RMIT University, Melbourne, VIC, Australia, 2008. [Google Scholar]
- Nguyen, T.; Gregersen, Ø.W.; Männle, F. Thermal Oxidation of Polyolefins by Mild Pro-Oxidant Additives Based on Iron Carboxylates and Lipophilic Amines: Degradability in the Absence of Light and Effect on the Adhesion to Paperboard. Polym. J. 2015, 7, 1522–1540. [Google Scholar] [CrossRef]
- Aldas, M.; Paladines, A.; Valle, V.; Pazmiño, M.; Quiroz, F. Effect of the Prodegradant-Additive Plastics Incorporated on the Polyethylene Recycling. Int. J. Polym. Sci. 2018, 2018, 2474176. [Google Scholar] [CrossRef] [Green Version]
- Xochitl, Q.P.; María del Consuelo, H.B.; María del Consuelo, M.S.; Rosa María, E.V.; Alethia, V.M. Degradation of Plastics in Simulated Landfill Conditions. Polym. J. 2021, 13, 1014. [Google Scholar] [CrossRef]
- Kumar, A.S.; Sathya, E.J.; Sathish, S. Studies on the Polyethylene (PE) Degradation Behavior of Seemakkai Seeds Grinding Powder (SGP). J. Waste Manag. 2020, 3, 205. [Google Scholar]
- Vijayvargiya, R.; Bhadoria AK, S.; Nema, A.K. “Performance evaluation of Photo and biodegradation of Low density Polyethylene using photodegradable additive 4,4′ Bis (Dimethylamino) Benzophenone (DMDAB)”[Part-I]. Br. J. Appl. Sci. Technol. 2014, 4, 1736–1758. [Google Scholar] [CrossRef]
- ASTM D6954-04; Standard Guide for Exposing and Testing Plastics that Degrade in the Environment by a Combination of Oxidation and Biodegradation. ASTM International: West Conshohocken, PA, USA, 2001.
- ASTM D882-02; Standard Test Method for Tensile Properties of Thin Plastic Sheeting. ASTM International: West Conshohocken, PA, USA, 2001.
- Biener, J.; Hodge, A.M.; Hamza, A.V.; Hsiung, L.M.; Satcher, J.H. Nanoporous Au: A high yield strength material. J. Appl. Phys. 2004, 97, 024301. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Changes in the tensile stress at break in machine direction (MD).

Figure 2.
Changes in the tensile strength at break in transverse direction (TD).

Figure 3.
Changes in the tensile strength at yield in machine direction (MD).

Figure 4.
Changes in the tensile strength at yield in transverse direction (TD).

Figure 5.
Changes in elongation at break in machine direction (MD).

Figure 6.
Changes in elongation at break in transverse direction (TD).

Figure 7.
FTIR analysis of pro-oxidant (d2w grade).

Figure 8.
FTIR analysis of LLDPE blank sample at day zero (without thermal treatment).

Figure 9.
FTIR analysis of LLDPE blank sample at day 7 (with thermal treatment).

Figure 10.
FTIR analysis of LLDPE after the addition of 1% weight of pro-oxidant additive at day 0.

Figure 11.
FTIR analysis of LLDPE after the addition of 1% weight of pro-oxidant additive at day 7.

Figure 12.
FTIR analysis of LLDPE after the addition of 3% weight pro-oxidant additive at day 0.

Figure 13.
FTIR analysis of LLDPE after the addition of 3% weight pro-oxidant additive at day 7.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Mechanical properties of manufactured plastic film in both MD and TD directions.
| Mechanical Property of LLDPE Film | MD | TD |
|---|---|---|
| Tensile strength at break [MPa] | 35.25 ± 1.67 | 28.4 ± 2.96 |
| Tensile strength at yield [MPa] | 10.86 ± 0.66 | 10.91 ± 0.64 |
| Elongation at break | 721.35 ± 26.4 | 902.02 ± 61.53 |
| Elongation at yield | 36.9 ± 1.22 | 10.26 ± 0.34 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Yousef, N.S. Mechanical Degradation of Polyethylene Plastic Film by Oxo-Degradable Additives. ChemEngineering 2023, 7, 17. https://doi.org/10.3390/chemengineering7020017
AMA Style
Yousef NS. Mechanical Degradation of Polyethylene Plastic Film by Oxo-Degradable Additives. ChemEngineering. 2023; 7(2):17. https://doi.org/10.3390/chemengineering7020017
Chicago/Turabian StyleYousef, Noha Said. 2023. "Mechanical Degradation of Polyethylene Plastic Film by Oxo-Degradable Additives" ChemEngineering 7, no. 2: 17. https://doi.org/10.3390/chemengineering7020017