1. Introduction
With the rapid growth of population in modern society, the supply of meat relying solely on animal husbandry will be unable to meet the needs of human daily life. At the same time, environmental pollution, antibiotic and hormone residues, viral infections, and other problems brought about by the animal husbandry industry are also threatening food safety, so it is imperative to find effective meat substitutes; plant proteins have become an effective way to find ways to reduce the consumption of meat products without lowering the amount of protein intake. According to statistics, plant proteins account for more than 80% of the world’s total protein production, and legumes, grains, and oil crops are rich in high-quality proteins. Compared with animal proteins, plant proteins are more easily absorbed by the human body, and their production requires far fewer resources and causes less pollution and environmental damage than animal proteins. Due to its wide availability and rich nutrients, plant protein is increasingly considered as one of the viable alternatives to animal protein in meeting the growing demand for protein in humans. Pea protein, as a full-value plant protein that is resourceful, nutritious, and cholesterol-free, and able to replace animal protein to meet the growing demand for protein, is the best choice for human beings. Extruded tissue processing is an important means of making plant protein with the taste and texture of animal meat. Processing plant protein using extrusion techniques can be a crucial method to impart meat-like texture and mouthfeel to plant-based protein products. The texture features of extruded products are an important indicator of the extrusion process. Traditional methods for creating texture features are time-consuming, labor-intensive, and often result in sample structure damage, with relatively poor accuracy. However, the establishment of a product texture prediction model based on image features using neural networks provides a feasible approach for the rapid, non-destructive, and precise detection of sample texture characteristics.
The extrusion process of a twin-screw extruder is a complex process that combines physical, chemical, and biological reactions. The “black box” processing characteristic of the extruder barrel makes the dynamic processing of materials ambiguous, making it challenging to understand the flow status of materials within the barrel. Residence Time Distribution (RTD) is one of the critical parameters during the extrusion process, representing the duration of time from the moment materials enter the barrel until the extruded products exit the cooling die head [
1]. Due to the high temperature and pressure in the barrel, the molten materials exhibit certain differences in mixing and flow status, resulting in variations in residence times even for materials that simultaneously enter the extruder. Therefore, exploring the material RTD within the barrel can provide a better understanding of their mixing and flow status, which has significance for the quality control of the extruded products.
In the process of plant protein extrusion texturization, the quality characteristics of the extruded products are the most crucial evaluation indicators, primarily realized through sensory evaluation and physical property testing [
2,
3]. Sensory evaluation is relatively subjective, with product color, texture, flavor, and taste being the main indicators [
4]. Physical property testing mainly relies on texture analyzers and universal material testing machines by calculating product hardness, chewiness, and texturization [
5]. To obtain the texture characteristics of the tested samples, Texture Profile Analysis (TPA) is conducted using a texture analyzer, which uses two compression tests to simulate human mastication. TPA causes irreparable damage to the sample structure, with the testing process being time-consuming and labor-intensive. Color is another important sensory characteristic of the extruded samples [
6] which is closely related to their textural features [
7,
8].
A Back Propagation (BP) neural network is an information processing system capable of handling complex issues, with prediction being one of its most crucial functions. It features a strong self-learning ability, robust adaptability, and extendability, and has been widely applied across various industries [
9,
10,
11,
12]. BP neural networks break the conventions of linear prediction, exhibiting robustness especially in the prediction of multi-input nonlinear systems and models [
13]. By capturing images of the extruded samples, extracting relevant image features, and combining with BP neural networks for model construction, it is possible to achieve non-destructive, rapid, and efficient inspection of textural features. BP neural networks can translate complex real engineering problems into simple mathematical model issues [
14], with trained networks providing prediction results for given inputs under well-trained predictive models, establishing the correlation between inputs and outputs [
15]. However, BP neural networks also tend to fall into local optima, leading to poorer predictive model effects. Currently, the optimization of neural networks is primarily achieved to attain the optimal prediction model. Particle Swarm Optimization (PSO) and Genetic Algorithm (GA) are common model optimization methods [
16] which are both capable of ameliorating situations in which BP neural networks can easily fall into local optima, thus achieving optimal prediction effects [
17,
18].
This paper aims to determine the RTD under different extrusion processing parameters through pea protein extrusion experiments using the pulse method, a more convenient and efficient imaging method that replaces the traditional colorimetry method. By altering the screw speed, feeding speed, and initial material moisture content, the impact of changes to extrusion processing parameters on the mixing and flow status of pea protein within the extruder barrel was explored, and the influence of screw speed, feeding speed, and initial material moisture content on material RTD was analyzed. Based on this, a BP neural network combined with PSO and GA optimization algorithms was employed to explore the optimization effects in the texture characteristic prediction model based on the extruded product images.
2. Materials and Methods
2.1. Materials
Pea protein was supplied by Yantai Shuangta Food Co., Ltd. (Yantai, China) with 85% protein concentration and 7% moisture content. Erythrosine B Sodium Salt with 85% purity was acquired from Shanghai Macklin Biochemical Co., Ltd. (Shanghai, China).
2.2. Pea Protein Extrusion Texturization Experiment
This experiment was conducted with the co-rotating twin-screw extruder (TwinLab-F 20/40, Brabender, Oberhausen, Germany) experimental platform. This platform primarily consists of a power input unit, an extrusion shearing unit, a temperature and pressure monitoring unit, a cooling circulating water unit, and a water and material feeding unit. Its main technical specifications include five independent heating zones, outer screw diameter of 20 mm, inner screw diameter of 12.5 mm, length-to-diameter ratio of 40:1, maximum power of 10 kW, screw speed range of 0–1200 rpm, maximum torque of 2 × 40 Nm, working temperature range of 0–400 °C, and maximum production efficiency of 20 kg/h.
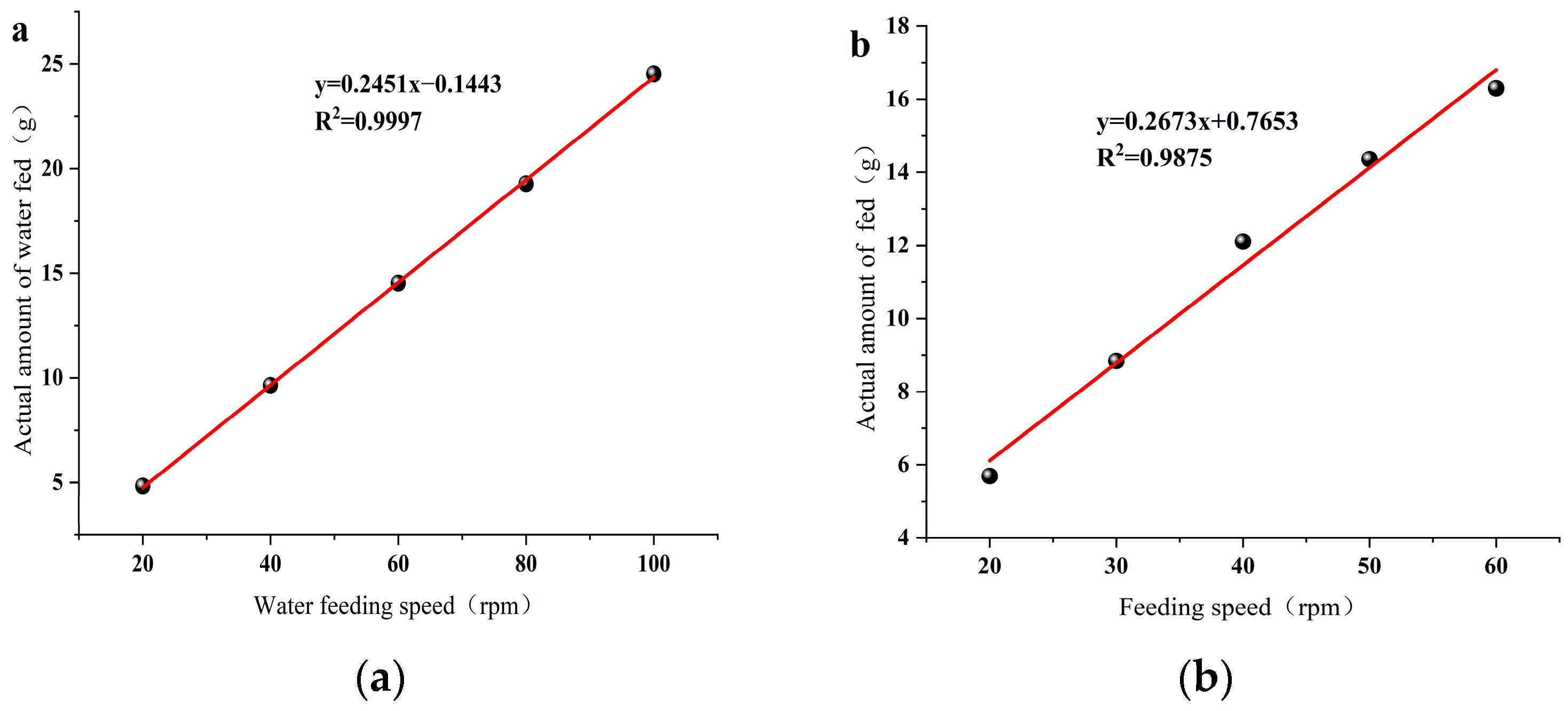
A regression relationship was established between the set values and actual values of the water and material feeding units by setting the water feeding speeds at 20 rpm, 40 rpm, 60 rpm, 80 rpm, and 100 rpm, and the material feeding speeds at 10 rpm, 20 rpm, 30 rpm, 40 rpm, and 50 rpm, measuring the actual water and material feeding rates, repeating this 3 times, and establishing a regression equation.
Figure 1 demonstrates that there is a high correlation between the set values and actual values of the water and material feeding units, with high accuracy. The correlation coefficients R
2 reached 0.9997 and 0.9875, respectively. Based on this, the ratio relationship between the speeds of the material feeding unit and water feeding unit were obtained with the following formula.
where “
Vwf” represents “Water Feeding Speed”, “
Vmf” represents “Material Feeding Speed”, “
Cex“ represents “ Expected Material Moisture Content”, and “
Cin“ represents “ Initial Material Moisture Content”.
After starting the extruder and preheating it, the water feeding was initiated once the temperature reached the preset value and was stable. Upon water flow from the outlet, the feeder was activated along with a coordinated adjustment of the water feeding speed. When material extrusion was observed at the outlet, the screw speed, material feeding speed, and initial material moisture content were gradually adjusted to ensure stability throughout the foundational process before proceeding with sampling or other operations.
2.3. Pulse Method Residence Time Determination
Improvements were made on the traditional pulse method, with food-grade dye Erythrosine B Sodium Salt, featuring bright color, high stability, and strong coloring, being selected as the indicator. The specific operation procedure for the RTD measurement experiment was as follows: Once the extruder ran smoothly and stably and output samples, the feeder was lifted, 0.05 g of Erythrosine B Sodium Salt was instantaneously added, and timing began (t = 0), while extruded samples were simultaneously collected from the extruder every 10 s, recording the time, until no red color was observed in the extruded samples, at which point collection ceased.
A total of 2.2 kg of pea protein raw material was equally divided into 11 equal parts, each weighing 200 g. Erythrosine B Sodium Salt tracer was added to create standard samples within the concentration range of 0–0.4 mg/g, following a concentration gradient of 0.04 mg/g, and thoroughly mixed using a small powder mixer (33 rotations/minute, 15 min) for preparation. The extrusion conditions were as follows: initial material moisture content of 65%, material feeding speed of 35 rpm, water feeding speed of 125.8 rpm, and screw speed of 100 rpm. The set temperatures for the five independent heating zones were 50 °C, 70 °C, 90 °C, 110 °C, and 110 °C.
With the extrusion parameters set, sampling commenced according to the aforementioned experimental method. Between every two groups of different concentration materials, 200 g of pea protein raw material was added as a blank control to eliminate the interactive impact of the indicator on the previous group of materials.
2.4. Sample Color Feature Extraction by Conventional Methods
The extruded samples of pea protein extrusion texturization obtained by mixing different concentrations of indicator were collected, naturally cooled to room temperature, pre-frozen in a −4 °C refrigerator for 12 h, and then vacuum freeze-dried in a vacuum freezing drying (LGJ-18C, Si-Huan, Beijing) oven for 36 h. After freeze-drying, the samples were crushed using a high-speed pulverizer and sieved through an 80-mesh sieve to obtain the extruded sample powder. The color difference of the sample powder was measured using a colorimeter (Labscan XE, HunterLab, Reston, VA, USA), with each sample group measured three times and the average value taken.
2.5. Experiments on the Effect of Residence Time of Pea Protein
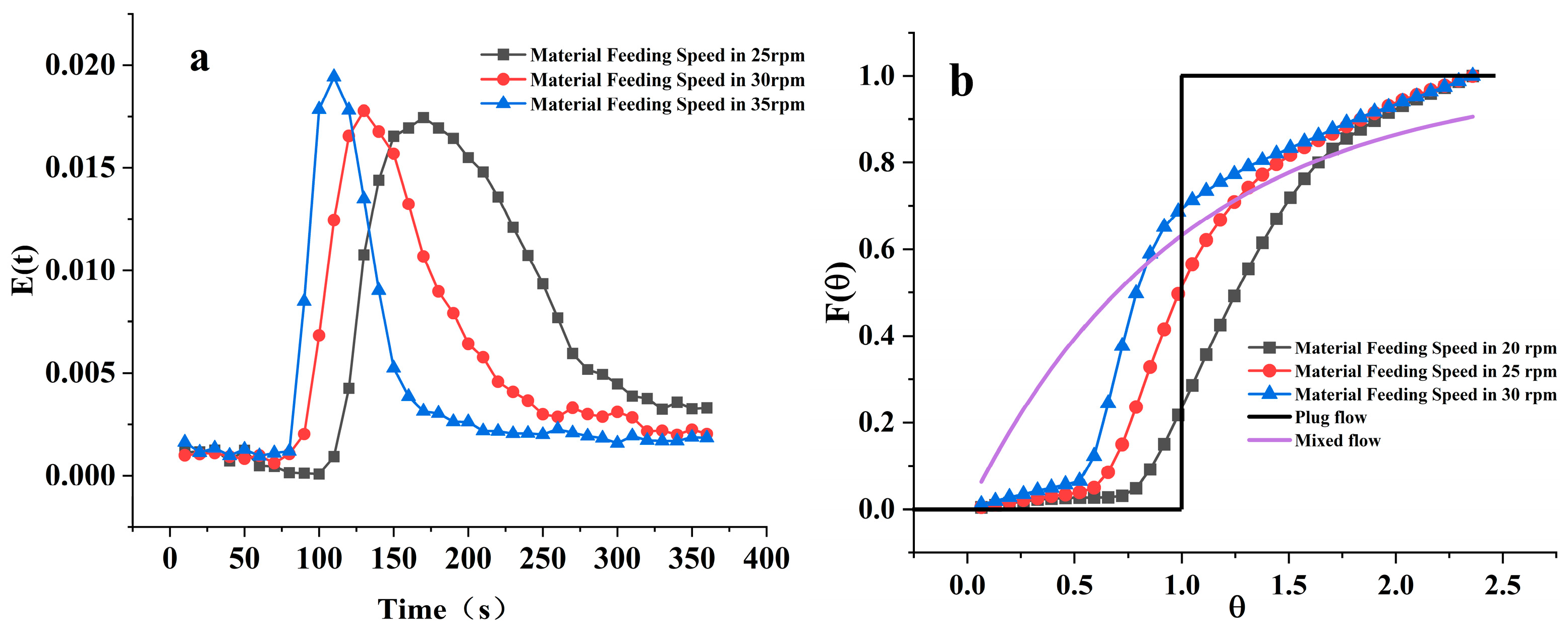
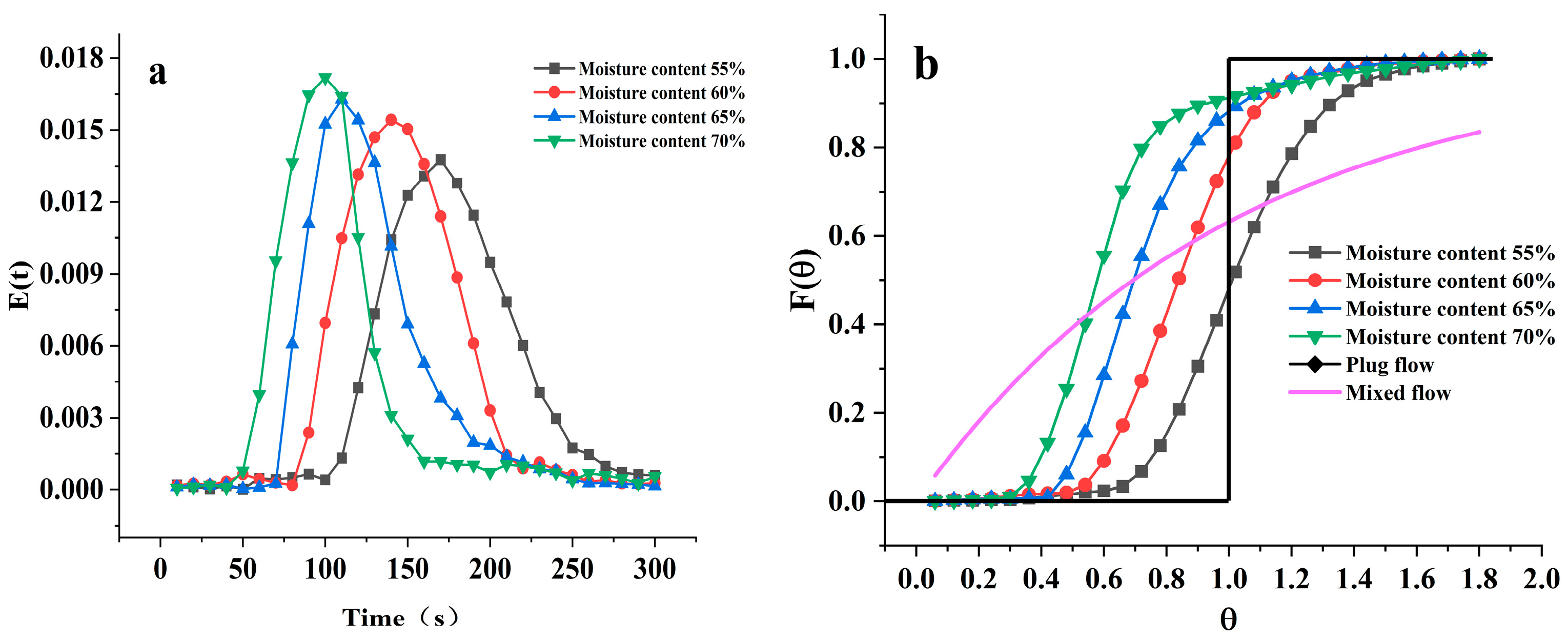
The temperatures of the five independent heating zones inside the extruder barrel were set to 50 °C, 70 °C, 90 °C, 110 °C, and 110 °C. The experiment was conducted with screw speed, material feeding speed, and initial material moisture content as the single-factor variables. For the purpose of the experiment, three different levels of screw speed were used: 70 rpm, 100 rpm, and 130 rpm. Similarly, three levels of material feeding speed (25 rpm, 30 rpm, and 35 rpm) and four levels of initial material moisture content (55%, 60%, 65%, and 70%) were employed.
2.6. Residence Time Distribution (RTD)
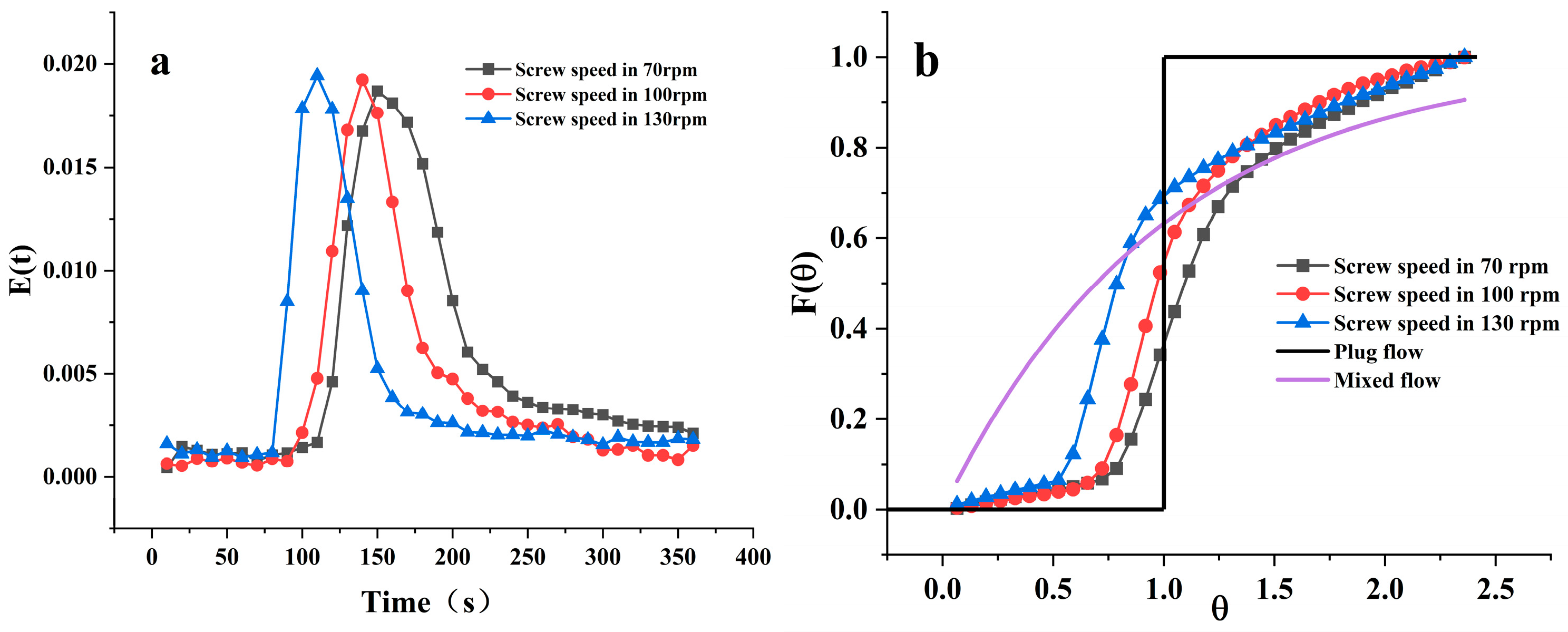
The Residence Time Distribution function, E(t), represents the curve delineating the variation in tracer concentration within the extruded sample over the extrusion time. This is essentially the ratio of the tracer concentration at various instances to the total concentration of the tracer within the extruded samples.
where “C(t)” represents the concentration of the tracer in the extruded sample at the time “t”, “C” “i” represents the concentration of the tracer in the segment “i”, and “t” “i” represents the extrusion time in the segment “i”.
The Cumulative Residence Time Distribution function, F(t), is derived from the E(t) curve calculations. The F(t) curve characterizes the flow state of the material within the extruder barrel, illustrating the temporal variation in the accumulated amount of indicator concentration at the extruder outlet. It represents the area between the E(t) curve and the time axis before a certain t moment. For ease of analysis and comparison, the F(t) curve is typically represented using normalization processing.
where “C” “i” represents the concentration of the tracer in the extruded sample at the time “t” “i”, “t” “i” represents the extrusion time in the segment “i”, and “n” is the total number of sampling times.
The average residence time MRT and variance σ
2 were obtained by plotting the obtained E(t) and F(t) values against time, by which the distribution pattern of the material’s residence time in the barrel can intuitively and qualitatively obtained, and the material’s residence time in the barrel can be quantitatively described with greater accuracy.
where “C” “i” represents the concentration of the tracer in the extruded sample at the time “t” “i”, “t” “i” represents the extrusion time in the segment “i”, and “n” is the total number of sampling times.
Due to the multiple physical field factors affecting the extrusion process, the obtained “E(t)” curves and “F(t)” curves were difficult to quantitatively compare under different extrusion conditions and actual situations. Therefore, a dimensionless time ”θ” was introduced to replace the original actual time t, and was used to compare the distribution patterns and flow state conditions under different circumstances.
There are two classic flow types in fluid flow: plug flow and mixed flow. In the fluid flow process, the fluid can only flow forward without axial mixing; this laminar flow mode is called plug flow. Mixed flow indicates that the fluid has undergone sufficient mixing during the flow process, as not only has forward flow occurred, but the fluid has also undergone a certain amount of axial mixing. Mixed flow is a more ideal flow state in fluid research.
The mixing state of the material in the extruder barrel is represented by the Peclet number (Pe), which is used to describe the degree of material dispersion. The Peclet number (Pe) is defined as the axial dispersion distance. The Pe value can be derived by extrapolation from Equations (4) and (5) [
19]. The larger the Pe value, the greater the degree of material dispersion, indicating that the material flow is plug flow. Conversely, the smaller the value, the more a flow tends to be a mixed flow, with a better mixing effect of the material, which can effectively improve the quality of extruded products.
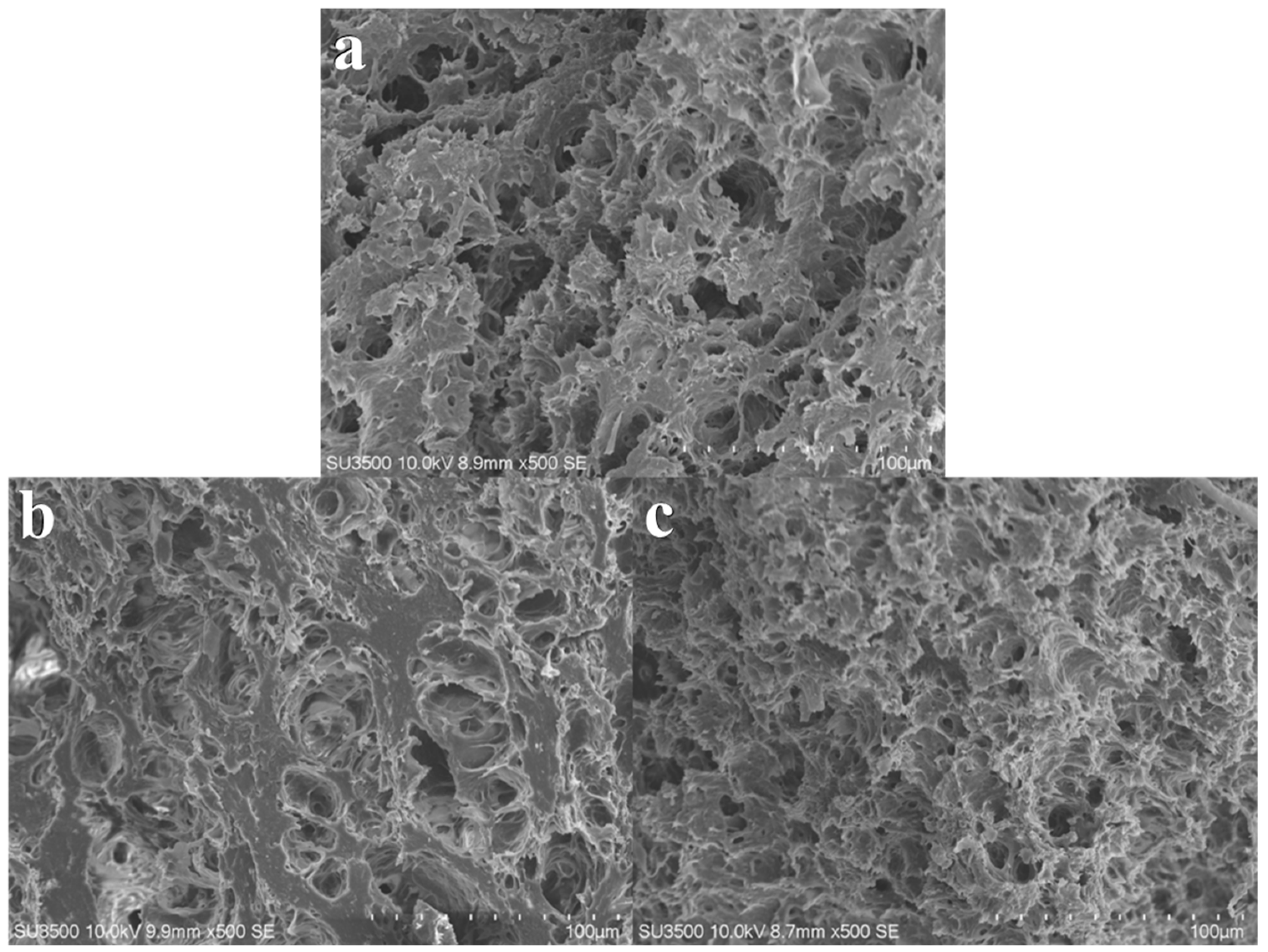
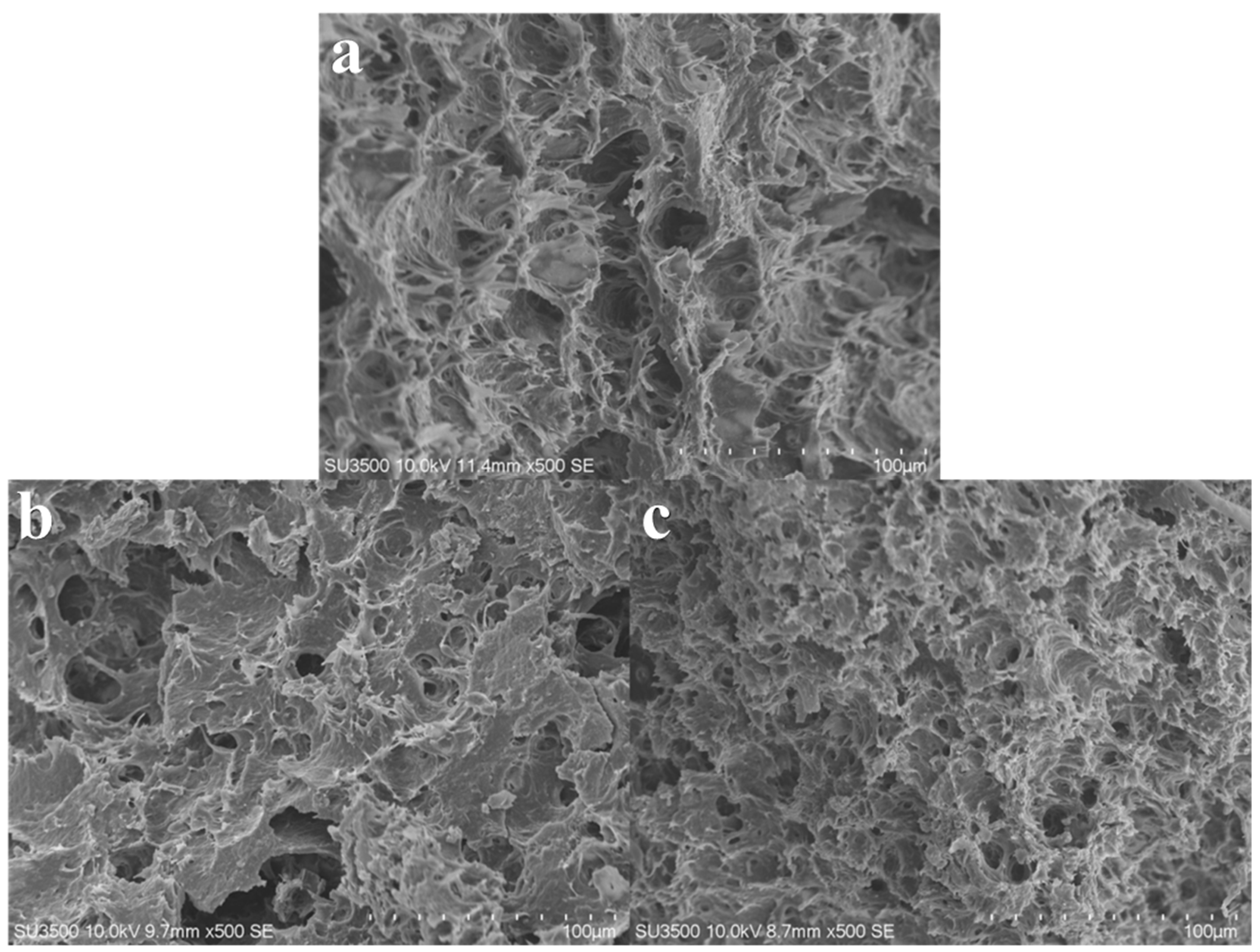
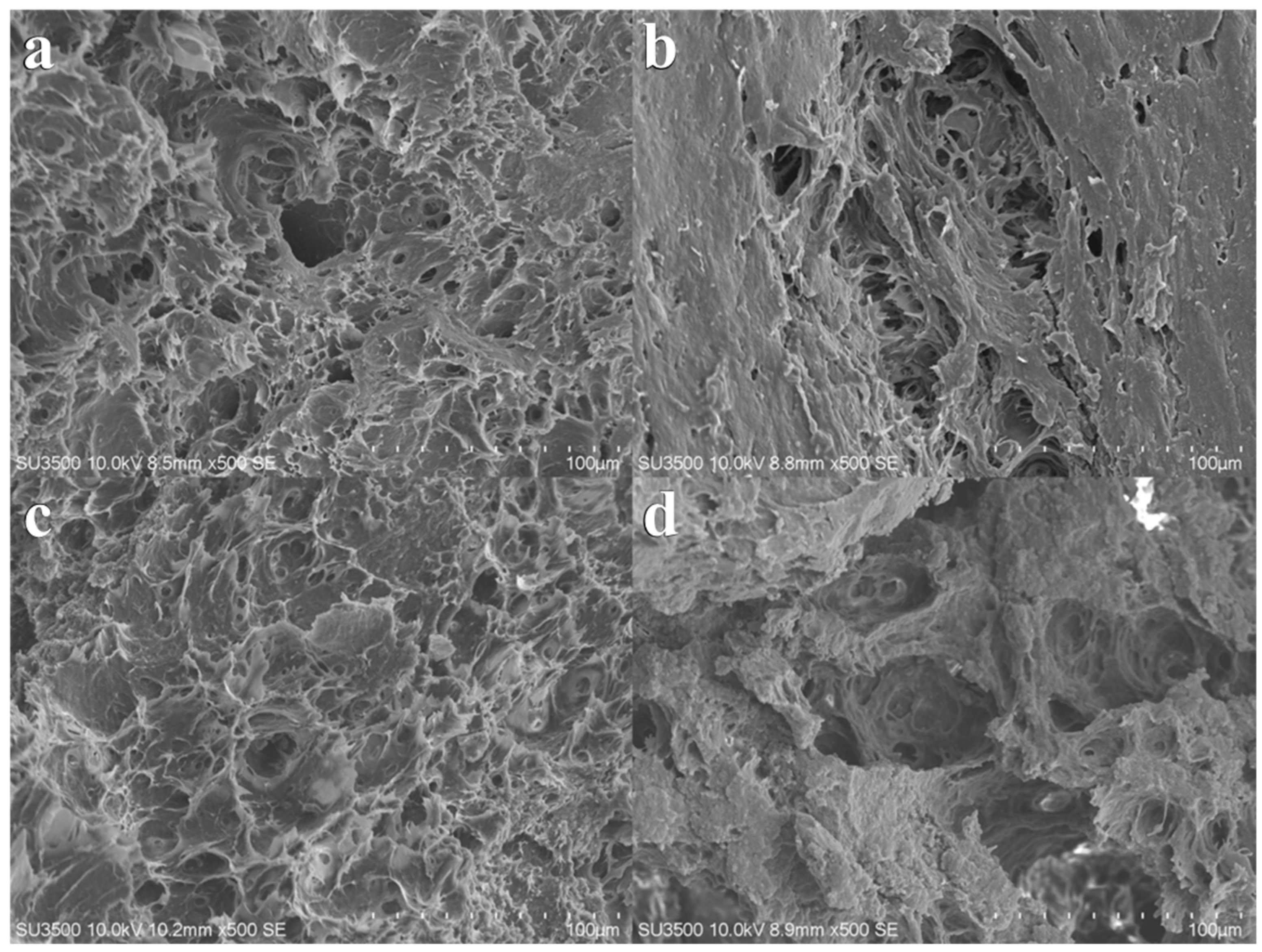
2.7. Microstructure Measurement of Pea Protein Extrusion Products
The pea protein extrusion texturization experiment was conducted separately with screw speed, material feeding speed, and initial material moisture content as the single-factor variables. When screw speed was used as the single-factor variable, the experiment was conducted at screw speeds of 70 rpm, 100 rpm, and 130 rpm, based on a fixed material feeding speed of 30 rpm. When material feeding speed was used as the single-factor variable, the experiment was conducted at material feeding speeds of 25 rpm, 30 rpm, and 35 rpm, based on a fixed screw speed of 100 rpm. When initial material moisture content was used as the single-factor variable, the experiment was conducted at initial material moisture contents of 55%, 60%, 65%, and 70%, based on a fixed screw speed of 100 rpm and a material feeding speed of 30 rpm. The materials obtained from extrusion were observed for the microstructure of the extruded freeze-dried pea protein texturization products using a Scanning Electron Microscope (S-3400N, Hitachi, Ltd. Tokyo, Japan). The dried samples were brittle-fractured, and fragments from the fractured section were selected. The samples were adhered to the SEM sample tray with conductive glue, gold-sprayed for 1 min in a vacuum environment, and electron micrographs of the samples magnified 500 times were obtained under an accelerating voltage of 15.00 kV.
2.8. Experiments on Texture Feature Prediction Based on Neural Network
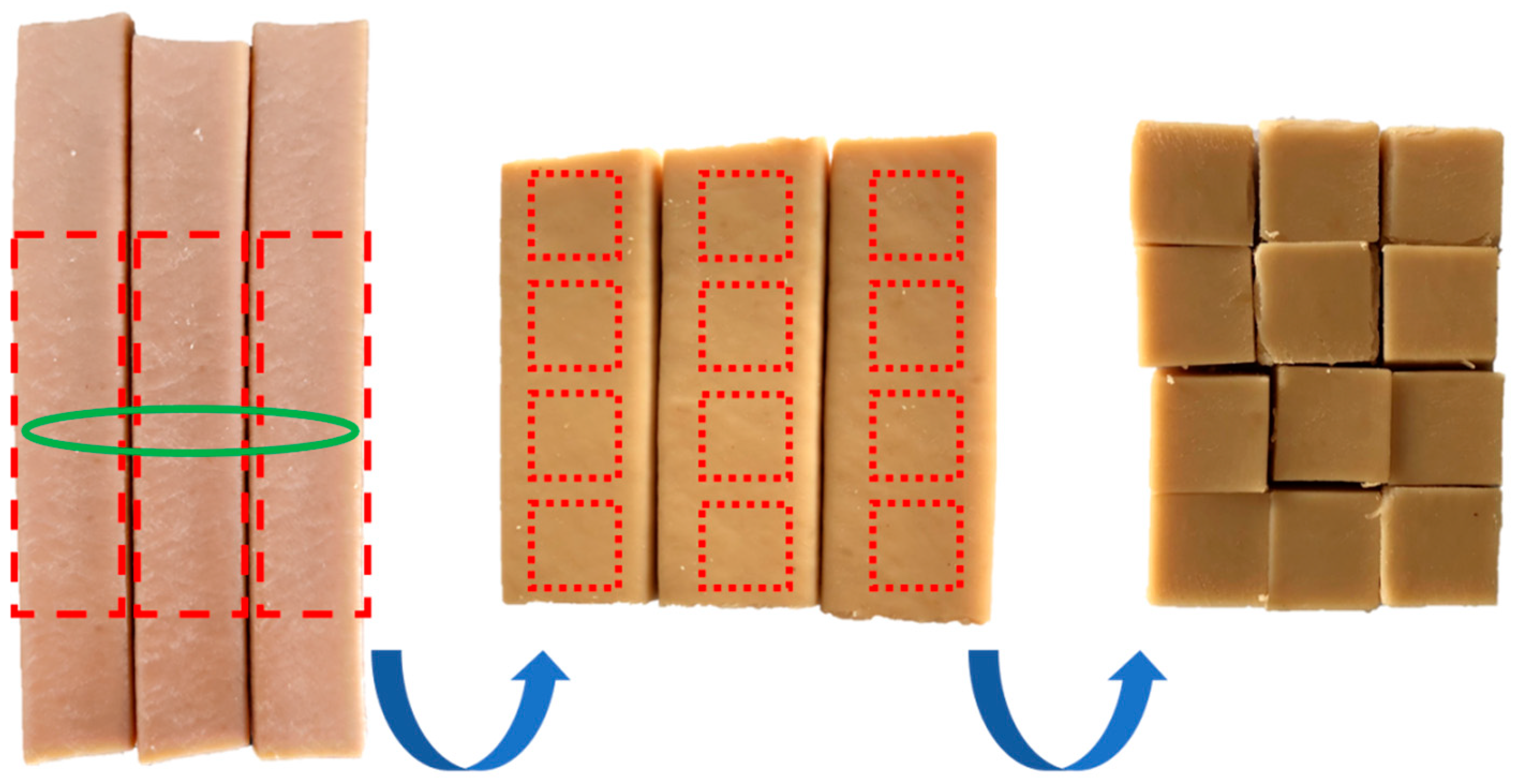
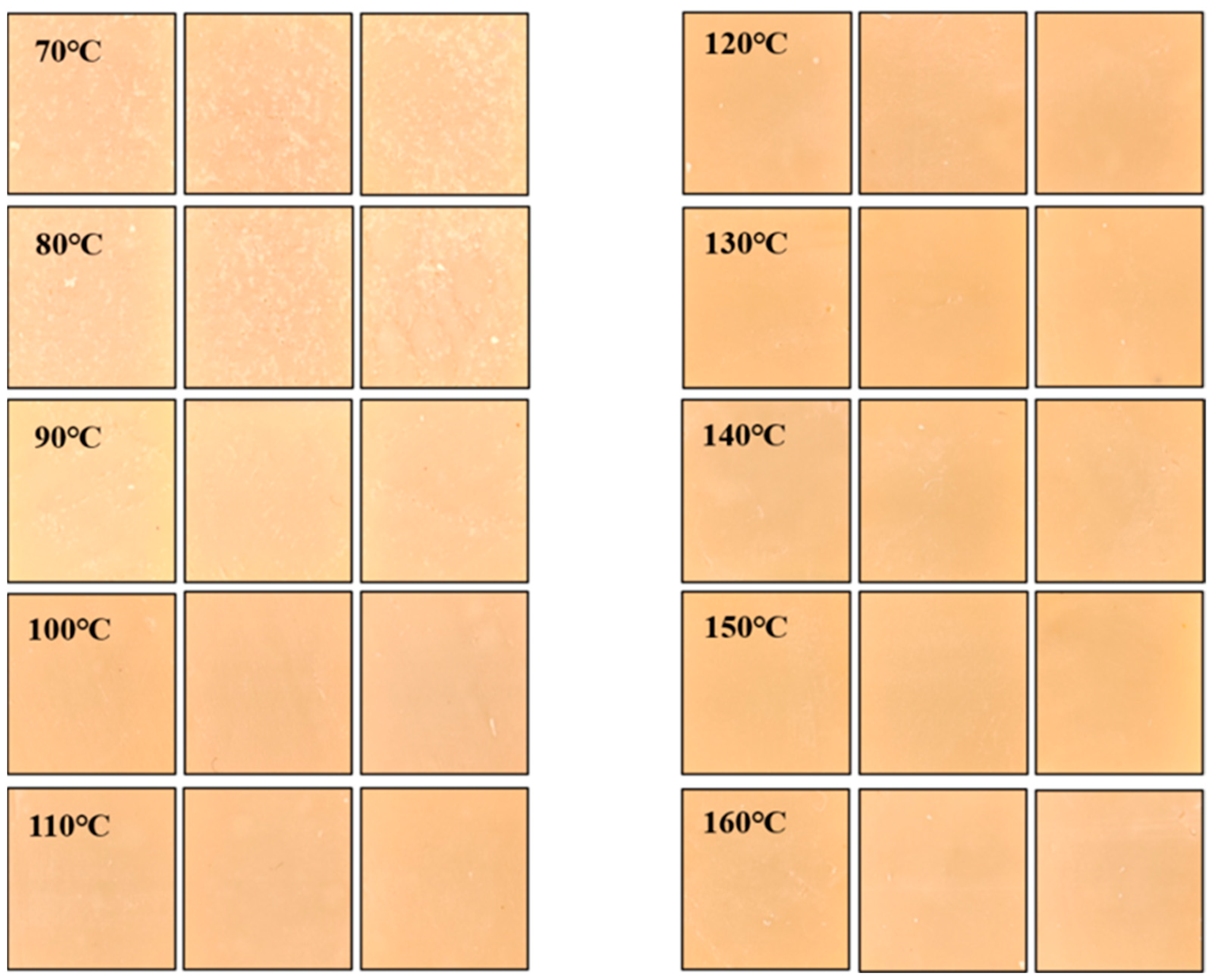
For this experiment, the screw speed was set at 100 rpm, the material feeding speed at 35 rpm, the initial material moisture content was adjusted to 60%, and the cooling die head temperature was set at 40 °C ± 1 °C. Extrusion temperature was taken as the single-factor variable, adjusting the temperatures of the five independent heating zones in the extrusion barrel. The temperature for the solid conveying section was 50 °C, the mixing section was 70 °C, the cooking section was 70 °C, and the temperatures for the melt conveying section were set at a gradient of 70–80–90–100–110–120–130–140–150–160 °C across 10 groups. Once stable samples were extruded from the extruder, three sections of extruded samples of equal length were continuously taken. From the same position in the three sections, three sections of equal-length samples were cut out, and each section was further divided into four pieces (1 cm × 1 cm) of final samples using a cutter, as shown in
Figure 2. The temperature for the melt-conveying section was adjusted from 70 °C to 160 °C in sequence for sampling, with the sampling conditions kept consistent, from which 10 groups of final samples were obtained.
2.9. Collection of Sample Images and Texture Measurement
The collected extruded test samples were sequentially subjected to texture TPA (Texture Profile Analysis) mode measurement according to the labeling order. The TA.XT plus texture analyzer (Stable Micro System Ltd., Godalming, Surrey, UK) TPA mode settings were as follows: probe (P/36R), pre-test speed of 2.0 mm/s, test speed of 1.0 mm/s, post-test speed of 2.0 mm/s, and probe compression degree of 50%.
After capturing images of the same batch of samples, the color characteristics of the samples were obtained using traditional methods. The color characteristics values derived from the imaging method were compared with those from the conventional method, establishing a correlational relationship showcasing a high degree of correlation between the two, with a correlation coefficient R2 = 0.9684. Therefore, replacing the traditional method of obtaining sample color characteristics with the imaging method proves to be highly feasible. The imaging method conveniently and quickly enhances the color comparison efficiency, and its non-destructive feature, which does not damage the samples, will further reduce experimental costs. Image capture was carried out within a 60 cm × 60 cm × 60 cm light-proof photography studio. The internal top and both sides utilized two shadowless LED lights as light sources, with the incident light angle forming a 45° angle with the samples. A smartphone was affixed to the top to capture sample images. The acquired color images were transmitted to Matlab software on a computer via a USB port for processing and storage.
Under the aforementioned sample image capture conditions and environment, images of 12 parallel samples per group were captured and labeled correspondingly, yielding 120 groups of sample images. The captured sample images were preprocessed using Matlab software, with the post-processing image dimensions being 2.5 cm × 2.5 cm at a resolution of 640 × 480. The obtained sample images underwent format conversion within Matlab, transitioning from the RGB format to the Lab format. Subsequently, image features (L*, a*, b*, and contrast) were individually extracted from each sample image. Following the labeling order, the test samples were sequentially subjected to texture TPA mode measurement, from which the real texture characteristic data of 120 groups of samples were obtained and are shown in
Figure 3. In order to preserve the accuracy of the predictions, 2 sets of experimental data with evident errors were excluded, and the remaining 118 sample data were selected as the samples for the experimental network prediction model.
2.10. Construction of the BP Neural Network
The fundamental algorithms of the BP neural network are the forward propagation of signals and the backward propagation of errors. Inputs undergo non-linear transformations through hidden layer nodes to produce outputs. The computed error between these outputs and the true outputs is measured; if the error is substantial, it initiates the backward propagation of the error, adjusting weights (W) and biases (b) sequentially in reverse. Updated weights and biases yield a new error, steering the error towards gradient descent. This process continues until the error meets minimal criteria or the maximum number of iterations, resulting in a network that, post training, can predict outputs for similar inputs with minimal errors [
20,
21].
The network environment utilized was MatlabR2022b Software [
16]. Based on the images and texture characteristics of the pea protein extrusion texturization product, the parameters for the BP neural network were set as follows: Number of input layer nodes: 4. (Using the L*, a*, and b* image feature values and contrast of the pea protein extrusion texturization product as relevant nodes for the input layer of the BP neural network.) Number of output layer nodes: 1. (For each network training session, one texture feature—hardness, stickiness, chewiness, adhesiveness, resilience, cohesion, or elasticity—was selected for predictive modeling.) Number of hidden layer nodes: selected based on empirical formulas. Learning Rate: 0.01; Minimum Error: 1 × 10
−5; Maximum Iterations: 1000; Training Set: 90; Test Set: 28.
2.11. Particle Swarm Optimization (PSO) and Genetic Algorithm (GA)
The PSO optimization algorithm initializes a group of random particles (each particle having a distinct velocity and position). Each particle adjusts its velocity and position based on shared location data amongst particles, seeking optimal solutions through iterative processes.
Genetic algorithms integrate natural biological evolution theories into problems of searching for optimal solutions in a space. Through selection, crossover, and mutation, they retain good quality characteristics while eliminating unfavorable ones, eventually reaching global optimization through individual genetics.
2.12. Evaluation Indicator for the Prediction Model
The MAE (Mean Absolute Error), RMSE (Root Mean Square Error), and MAPE (Mean Absolute Percentage Error) were chosen as accuracy metrics for the prediction model. MAE and MAPE include absolute values in calculations, mitigating the cancellation effect of positive and negative errors. RMSE measures the average error magnitude.
Mean Absolute Error (MAE)
Root Mean Square Error (RMSE)
Mean Absolute Percentage Error (MAPE)
2.13. Data Analysis
The MatlabR2022b software (Version 9.13) from MathWork was used for preprocessing and extracting image feature values from captured sample images. Microsoft’s Excel 2019 software (Version 16.0) was employed for data analysis, while the Origin data plotting and analysis software (Version 95C, 2018 64 Bit, Origin Lab, Northampton, MA, USA) was utilized for processing measurement data and graphical plotting. IBM’s SPSS Statistics 22 software was used for one-way ANOVA and presented as the average of three determinations with corresponding standard errors. Statistical analysis was conducted using Duncan’s test, and p-values < 0.05 were considered statistically significant.
4. Conclusions
This paper employed pea protein extrusion texturization experiments as the medium; by setting different processing parameter conditions such as screw speed, material feeding speed, and initial material moisture content, the Residence Time Distribution (RTD) of the material within the extruder barrel under different parameters was ascertained using the tracer method. Additionally, image colorimetry was employed to analyze the variation trends of the E(t) and F(t) curves under different parameter conditions. The microstructure characterization of extruded products under different parameter conditions was carried out using Scanning Electron Microscopy (SEM), analyzing the impact of various variables on texture indicators. Finally, a texture quality prediction model based on a BP neural network and the image analysis of extruded products was established, and PSO and GA optimization algorithms were employed to optimize the neural network, to prevent the network from falling into local optima, and to establish the correlation between the image features and texture quality. The main research conclusions are as follows:
The results indicate that the RTD of materials decreases with the increase in screw speed, feeding speed, and initial moisture content. In terms of residence time, the effect of the material feeding speed is the most significant, followed by screw speed; similarly, in terms of the degree of material mixing, the impact of the material feeding speed is also more significant than that of screw speed. The level of moisture content directly affects the quality of extruded products.
Different processing parameters have different impacts on the microstructure of the extruded products. Under different screw speeds, the microstructures of the extruded products exhibit significant differences.
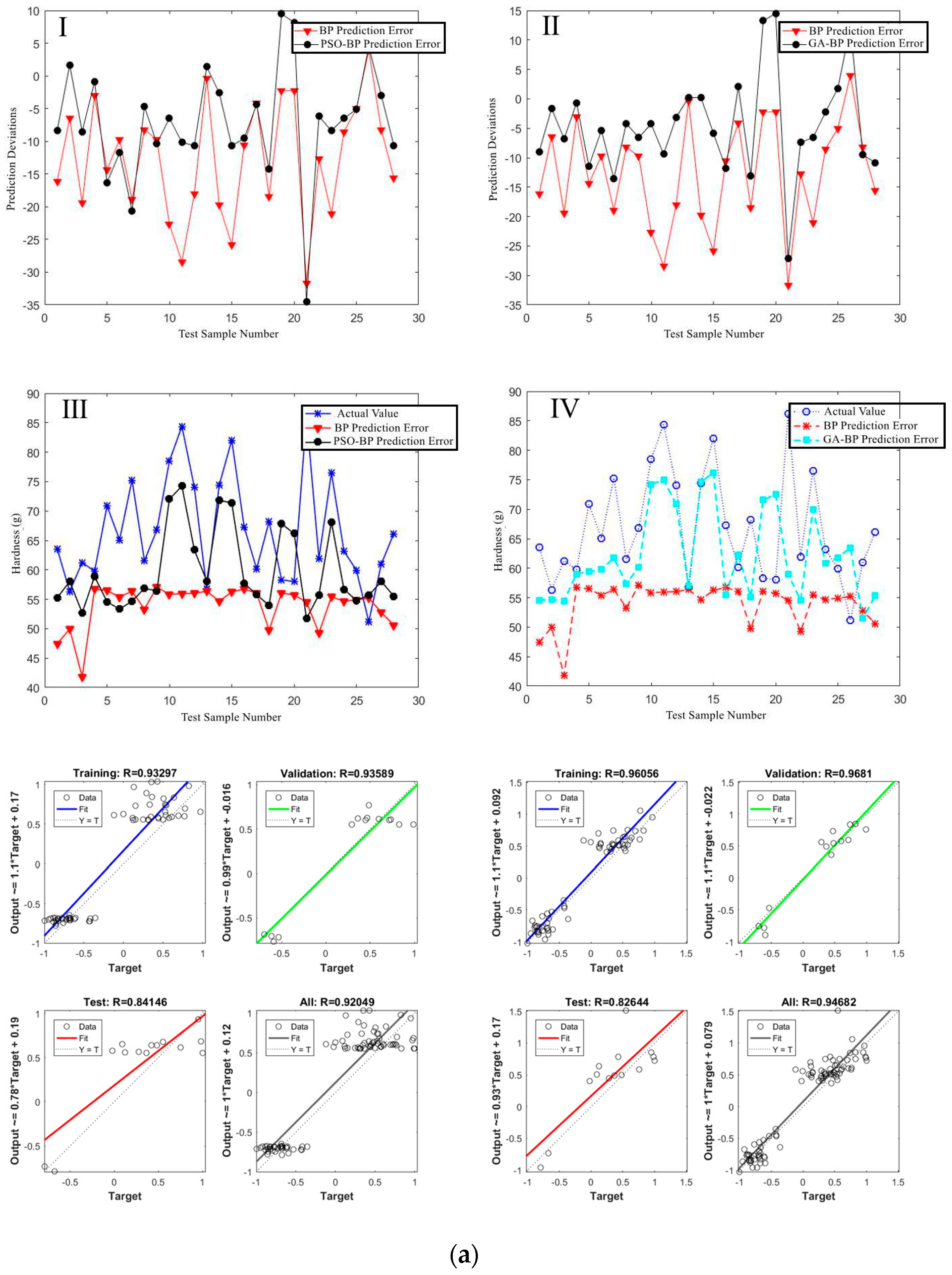
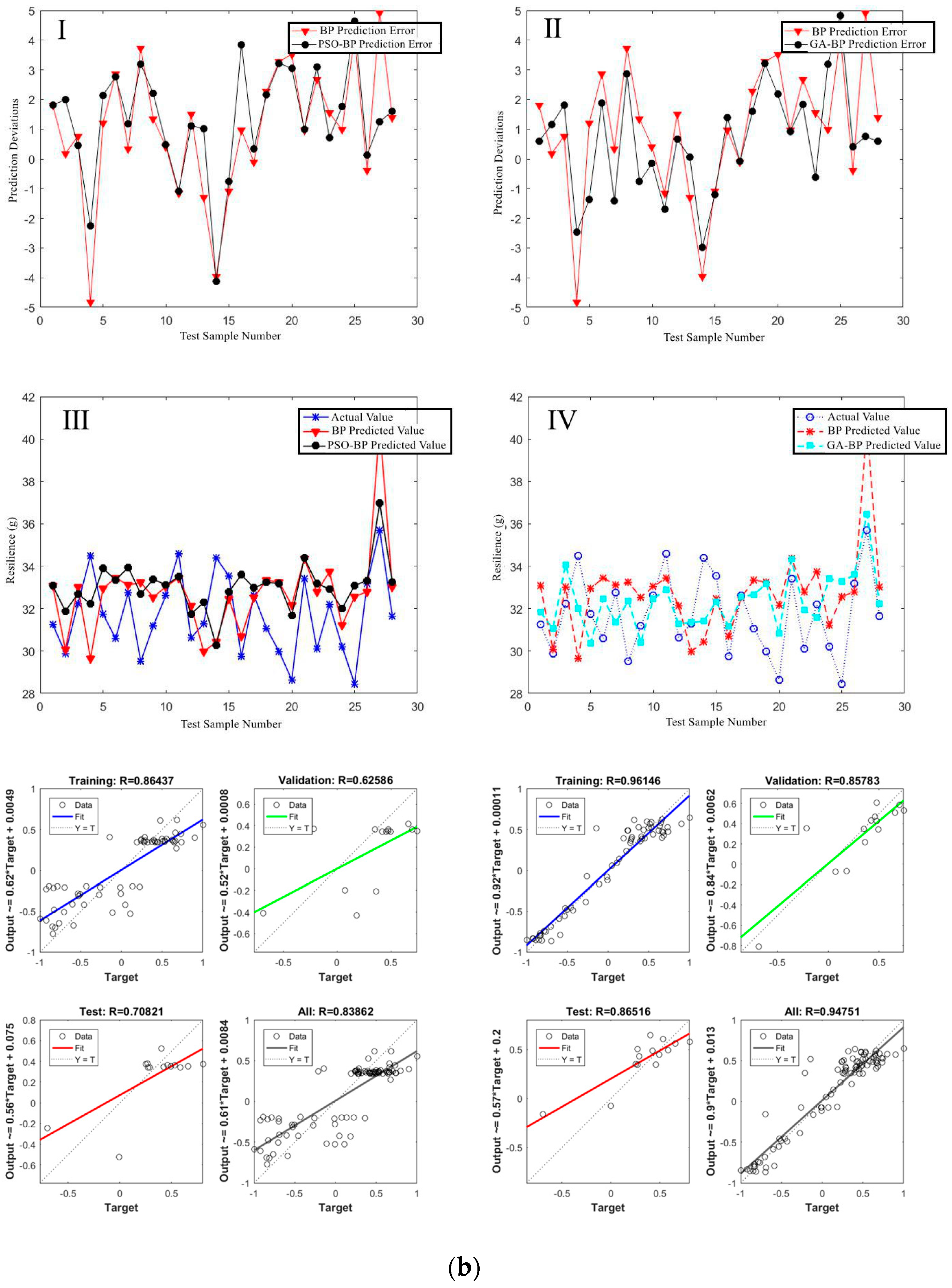
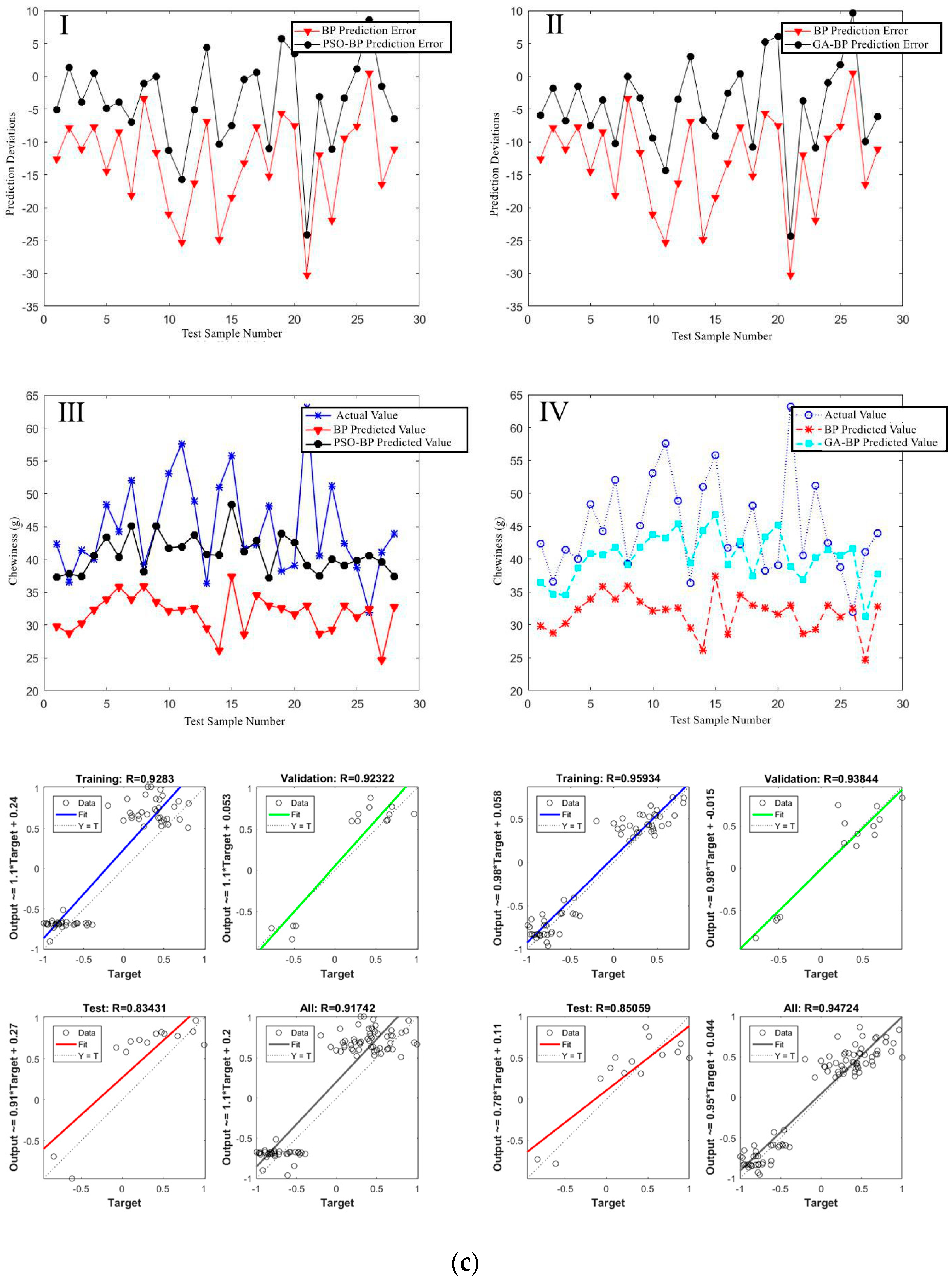
The experimental results show that the prediction effect of the GA optimization algorithm model is better than the PSO model, with the prediction accuracy and correlation coefficient also significantly better than the PSO optimization algorithm. Through the prediction model correlation coefficients, it was found that the hardness, chewiness, and resilience textural characteristics of the extruded products all had a strong correlation with the image features of the extruded products.
In this study, a texture quality prediction model was developed using BP neural networks and extruded product images. Image features and contrast were used as input layers for texture quality prediction. The correspondence between image features and specific texture indices can be further explored in future studies, and a rational explanation in terms of processing parameters and energy input can be provided.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}