
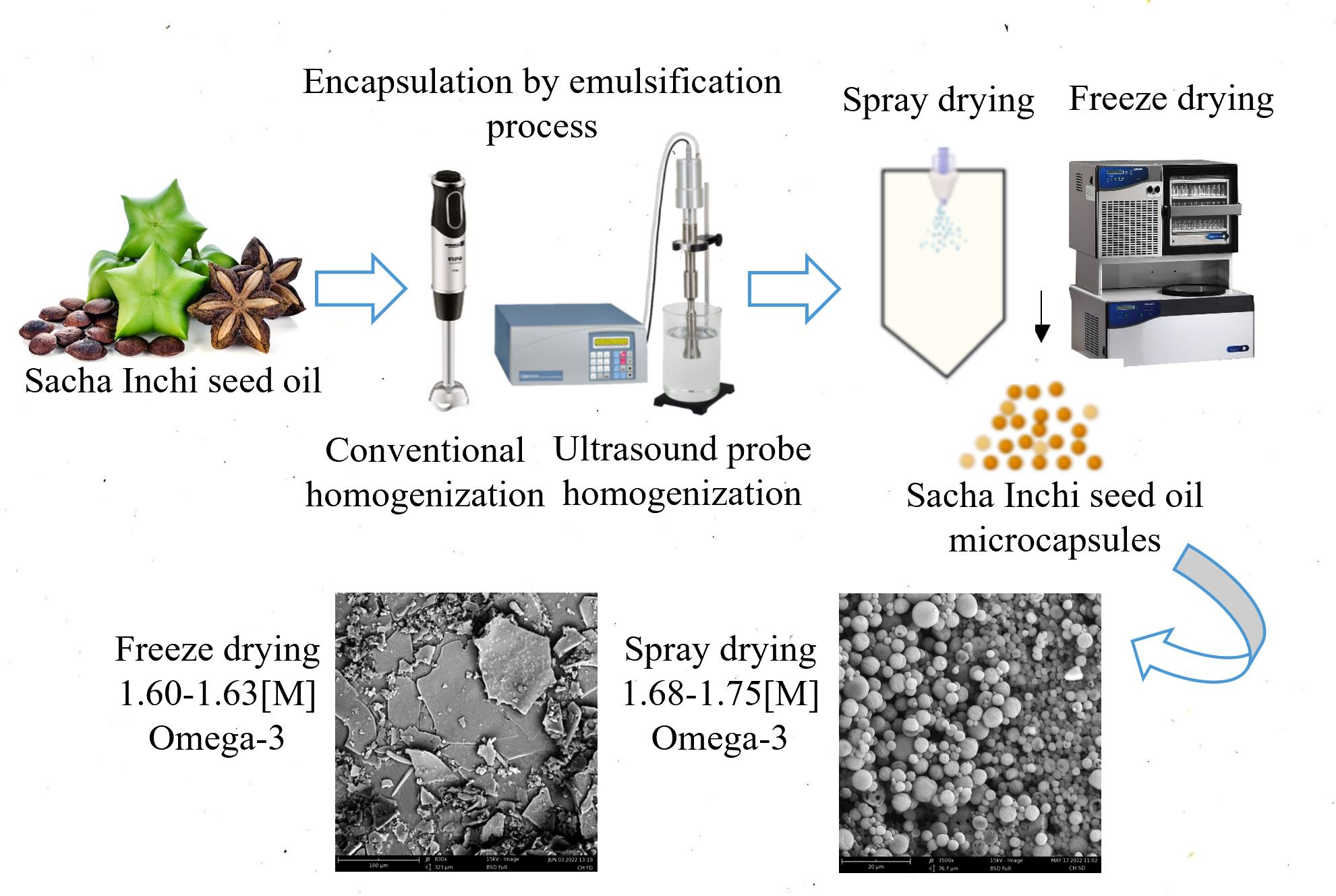
Obtention of Sacha Inchi (Plukenetia volubilis Linneo) Seed Oil Microcapsules as a Strategy for the Valorization of Amazonian Fruits: Physicochemical, Morphological, and Controlled Release Characterization


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Sacha Inchi Seed Oil Emulsions
2.3. Characterization of Sacha Inchi Seed Oil Emulsions
2.3.1. Droplet Size
2.3.2. Emulsion Stability
2.3.3. pH and Conductivity
2.3.4. Rheology
2.3.5. Interfacial Tension
2.4. Obtention of Nano-Structured and Macro-Structured Microcapsules
2.5. Characterization of Nano- and Macro-Structured Microcapsules
2.5.1. Moisture and Water Activity
2.5.2. Bulk Density
2.5.3. Solubility
2.5.4. Hygroscopicity
2.5.5. Encapsulation Yield and Encapsulation Efficiency
2.5.6. Thermogravimetric Analysis
2.5.7. Morphology
2.5.8. Bioavailability of Microcapsules through In Vitro Digestion Studies
2.6. Statistical Analysis
3. Results
3.1. Characterization of Sacha Inchi Seed Oil Emulsions
3.1.1. Droplet Size
3.1.2. Stability Index
3.1.3. pH and Conductivity
3.1.4. Rheology
3.1.5. Interfacial Tension
3.2. Characterization of Nano- and Macro-Structured Microcapsules
3.2.1. Moisture and Water Activity
3.2.2. Bulk Density
3.2.3. Solubility
3.2.4. Hygroscopicity
3.2.5. Encapsulation Yield and Encapsulation Efficiency
3.2.6. Thermogravimetric Analysis
3.2.7. Morphology
3.2.8. Capsule Release into Simulated Human Digestive Fluids
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suwannasang, S.; Zhong, Q.; Thumthanaruk, B.; Vatanyoopaisarn, S.; Uttapap, D.; Puttanlek, C.; Rungsardthong, V. Physicochemical Properties of Yogurt Fortified with Microencapsulated Sacha Inchi Oil. LWT 2022, 161, 113375. [Google Scholar] [CrossRef]
- Feizollahi, E.; Hadian, Z.; Honarvar, Z. Food Fortification with Omega-3 Fatty Acids; Microencapsulation as an Addition Method. Curr. Nutr. Food Sci. 2018, 14, 90–103. [Google Scholar] [CrossRef]
- Wen, P.; Zong, M.-H.; Linhardt, R.J.; Feng, K.; Wu, H. Electrospinning: A Novel Nano-Encapsulation Approach for Bioactive Compounds. Trends Food Sci. Technol. 2017, 70, 56–68. [Google Scholar] [CrossRef]
- Castejón, N.; Luna, P.; Señoráns, F.J. Microencapsulation by Spray Drying of Omega-3 Lipids Extracted from Oilseeds and Microalgae: Effect on Polyunsaturated Fatty Acid Composition. LWT 2021, 148, 111789. [Google Scholar] [CrossRef]
- El-Messery, T.M.; Altuntas, U.; Altin, G.; Özçelik, B. The Effect of Spray-Drying and Freeze-Drying on Encapsulation Efficiency, in Vitro Bioaccessibility and Oxidative Stability of Krill Oil Nanoemulsion System. Food Hydrocoll. 2020, 106, 105890. [Google Scholar] [CrossRef]
- Li, X.; Bi, X.; Wang, S.; Zhang, Z.; Li, F.; Zhao, A.Z. Therapeutic Potential of ω-3 Polyunsaturated Fatty Acids in Human Autoimmune Diseases. Front. Immunol. 2019, 10, 2241. [Google Scholar] [CrossRef] [Green Version]
- Rodriguez, A.; Hernández-Carrión, M. Caracterización Físico-Química y Obtención de Emulsiones a Partir Del Aceite de Semilla de Sacha Inchi. In Desarrollo e Innovación en Ingenieía, 6th ed.; Serna, E., Ed.; Instituto Antioqueño de Investigación: Medellin, Colombia, 2021; Volume 2, pp. 351–364. ISBN 978-958-53-2785-6. [Google Scholar]
- Wang, S.; Zhu, F.; Kakuda, Y. Sacha Inchi (Plukenetia volubilis L.): Nutritional Composition, Biological Activity, and Uses. Food Chem. 2018, 265, 316–328. [Google Scholar] [CrossRef]
- Alayón, A.N.; Avila, J.G.O.; Jiménez, I.E. Carbohydrate Metabolism and Gene Expression of Sirtuin 1 in Healthy Subjects after Sacha Inchi Oil Supplementation: A Randomized Trial. Food Funct. 2018, 9, 1570–1577. [Google Scholar] [CrossRef]
- Nguyen, H.C.; Vuong, D.P.; Nguyen, N.T.T.; Nguyen, N.P.; Su, C.-H.; Wang, F.-M.; Juan, H.-Y. Aqueous Enzymatic Extraction of Polyunsaturated Fatty Acid–Rich Sacha Inchi (Plukenetia volubilis L.) Seed Oil: An Eco-Friendly Approach. LWT 2020, 133, 109992. [Google Scholar] [CrossRef]
- International Crisis Grou Deeply Rooted: Coca Eradication and Violence in Colombia. Latin American Report No 87. Available online: https://www.crisisgroup.org/latin-america-caribbean/andes/colombia/87-deeply-rooted-coca-eradication-and-violence-colombia (accessed on 14 May 2022).
- Jacobsen, C.; García-Moreno, P.J.; Yesiltas, B.; Sørensen, A.-D.M. Lipid Oxidation and Traditional Methods for Evaluation. In Omega-3 Delivery Systems; García-Moreno, P.J., Jacobsen, C., Moltke Sørensen, A.-D., Yesiltas, B., Eds.; Academic Press: Cambridge, MA, USA, 2021; pp. 183–200. ISBN 978-0-12-821391-9. [Google Scholar]
- Rubio-Rodríguez, N.; Beltrán, S.; Jaime, I.; de Diego, S.M.; Sanz, M.T.; Carballido, J.R. Production of Omega-3 Polyunsaturated Fatty Acid Concentrates: A Review. Innov. Food Sci. Emerg. Technol. 2010, 11, 1–12. [Google Scholar] [CrossRef]
- Jacobsen, C.; Let, M.B.; Nielsen, N.S.; Meyer, A.S. Antioxidant Strategies for Preventing Oxidative Flavour Deterioration of Foods Enriched with N-3 Polyunsaturated Lipids: A Comparative Evaluation. Trends Food Sci. Technol. 2008, 19, 76–93. [Google Scholar] [CrossRef] [Green Version]
- Mozuraityte, R.; Kotsoni, E.; Cropotova, J.; Rustad, T. Low-Fat (<50%) Oil-in-Water Emulsions. In Omega-3 Delivery Systems; García-Moreno, P.J., Jacobsen, C., Moltke Sørensen, A.-D., Yesiltas, B., Eds.; Academic Press: Cambridge, MA, USA, 2021; pp. 241–254. ISBN 978-0-12-821391-9. [Google Scholar]
- Jafari, S.M. An Overview of Nanoencapsulation Techniques and Their Classification. In Nanoencapsulation Technologies for the Food and Nutraceutical Industries; Elsevier: Amsterdam, The Netherlands, 2017; pp. 1–34. ISBN 978-0-12-809436-5. [Google Scholar]
- Yamashita, Y.; Miyahara, R.; Sakamoto, K. Emulsion and Emulsification Technology. In Cosmetic Science and Technology; Sakamoto, K., Lochhead, R.Y., Maibach, H.I., Yamashita, Y., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 489–506. ISBN 978-0-12-802005-0. [Google Scholar]
- Carpenter, J.; George, S.; Saharan, V.K. A Comparative Study of Batch and Recirculating Flow Ultrasonication System for Preparation of Multilayer Olive Oil in Water Emulsion Stabilized with Whey Protein Isolate and Sodium Alginate. Chem. Eng. Process. Process Intensif. 2018, 125, 139–149. [Google Scholar] [CrossRef]
- McClements, D.J. Food Emulsions: Principles, Practices, and Techniques, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2015; ISBN 978-0-429-15403-4. [Google Scholar]
- Zhou, L.; Zhang, J.; Xing, L.; Zhang, W. Applications and Effects of Ultrasound Assisted Emulsification in the Production of Food Emulsions: A Review. Trends Food Sci. Technol. 2021, 110, 493–512. [Google Scholar] [CrossRef]
- Valková, V.; Ďúranová, H.; Falcimaigne-Cordin, A.; Rossi, C.; Nadaud, F.; Nesterenko, A.; Moncada, M.; Orel, M.; Ivanišová, E.; Chlebová, Z.; et al. Impact of Freeze- and Spray-Drying Microencapsulation Techniques on β-Glucan Powder Biological Activity: A Comparative Study. Foods 2022, 11, 2267. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Mobli, H.; Madadlou, A.; Rafiee, S. Fish Oil Microencapsulation as Influenced by Spray Dryer Operational Variables. Int. J. Food Sci. Technol. 2013, 48, 1707–1713. [Google Scholar] [CrossRef]
- Camacho, M.M.; Casanova, M.A.; Fenollosa, L.; Ribal, J.; Lahuerta, J.J.M.; Navarrete, N.M. Economic Feasibility of Freeze-Drying to Obtain Powdered Fruit. In IDS2018. 21st International Drying Symposium. Proceedings; Universitat Politècnica de València: Valencia, Spain, 2018; p. 827. ISBN 978-84-9048-688-7. [Google Scholar]
- Stratta, L.; Capozzi, L.C.; Franzino, S.; Pisano, R. Economic Analysis of a Freeze-Drying Cycle. Processes 2020, 8, 1399. [Google Scholar] [CrossRef]
- Ratti, C. Freeze-Drying Process Design. In Handbook of Food Process Design; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2012; pp. 621–647. ISBN 978-1-4443-9827-4. [Google Scholar]
- e Silva, K.F.C.; da Silva Carvalho, A.G.; Rabelo, R.S.; Hubinger, M.D. Sacha Inchi Oil Encapsulation: Emulsion and Alginate Beads Characterization. Food Bioprod. Process. 2019, 116, 118–129. [Google Scholar] [CrossRef]
- da Silva Soares, B.; Siqueira, R.P.; de Carvalho, M.G.; Vicente, J.; Garcia-Rojas, E.E. Microencapsulation of Sacha Inchi Oil (Plukenetia volubilis L.) Using Complex Coacervation: Formation and Structural Characterization. Food Chem. 2019, 298, 125045. [Google Scholar] [CrossRef]
- Sanchez-Reinoso, Z.; Gutiérrez, L.-F. Effects of the Emulsion Composition on the Physical Properties and Oxidative Stability of Sacha Inchi (Plukenetia volubilis L.) Oil Microcapsules Produced by Spray Drying. Food Bioprocess Technol. 2017, 10, 1354–1366. [Google Scholar] [CrossRef]
- Yang, F.; Yang, J.; Qiu, S.; Xu, W.; Wang, Y. Tannic Acid Enhanced the Physical and Oxidative Stability of Chitin Particles Stabilized Oil in Water Emulsion. Food Chem. 2021, 346, 128762. [Google Scholar] [CrossRef]
- Cheong, A.M.; Tan, K.W.; Tan, C.P.; Nyam, K.L. Kenaf (Hibiscus cannabinus L.) Seed Oil-in-Water Pickering Nanoemulsions Stabilised by Mixture of Sodium Caseinate, Tween 20 and β-Cyclodextrin. Food Hydrocoll. 2016, 52, 934–941. [Google Scholar] [CrossRef]
- Goula, A.; Adamopoulos, K. Effect of Maltodextrin Addition during Spray Drying of Tomato Pulp in Dehumidified Air: II. Powder Properties. Dry. Technol. 2008, 26, 726–737. [Google Scholar] [CrossRef]
- Caparino, O.A.; Tang, J.; Nindo, C.I.; Sablani, S.S.; Powers, J.R.; Fellman, J.K. Effect of Drying Methods on the Physical Properties and Microstructures of Mango (Philippine ‘Carabao’ Var.) Powder. J. Food Eng. 2012, 111, 135–148. [Google Scholar] [CrossRef]
- Tontul, I.; Topuz, A. Spray-Drying of Fruit and Vegetable Juices: Effect of Drying Conditions on the Product Yield and Physical Properties. Trends Food Sci. Technol. 2017, 63, 91–102. [Google Scholar] [CrossRef]
- Amaya Cano, J.S.; Segura Pacheco, S.; Salcedo Galán, F.; Arenas Bustos, I.; Rincón Durán, C.; Hernández Carrión, M. Formulation of a Responsive in Vitro Digestion Wall Material, Sensory and Market Analyses for Chia Seed Oil Capsules. J. Food Eng. 2021, 296, 110460. [Google Scholar] [CrossRef]
- Minekus, M.; Alminger, M.; Alvito, P.; Ballance, S.; Bohn, T.; Bourlieu, C.; Carrière, F.; Boutrou, R.; Corredig, M.; Dupont, D.; et al. A Standardised Static in vitro Digestion Method Suitable for Food—An International Consensus. Food Funct. 2014, 5, 1113–1124. [Google Scholar] [CrossRef] [Green Version]
- Shena, K.; Ashwani, K. Nanoemulsions: Techniques for the Preparation and the Recent Advances in Their Food Applications. Innov. Food Sci. Emerg. Technol. 2022, 76, 102914. [Google Scholar] [CrossRef]
- Ricaurte, L.; Hernández-Carrión, M.; Moyano-Molano, M.; Clavijo-Romero, A.; Quintanilla-Carvajal, M.X. Physical, Thermal and Thermodynamical Study of High Oleic Palm Oil Nanoemulsions. Food Chem. 2018, 256, 62–70. [Google Scholar] [CrossRef]
- Liu, Y.; Wei, Z.-C.; Deng, Y.-Y.; Dong, H.; Zhang, Y.; Tang, X.-J.; Li, P.; Liu, G.; Zhang, M.-W. Comparison of the Effects of Different Food-Grade Emulsifiers on the Properties and Stability of a Casein-Maltodextrin-Soybean Oil Compound Emulsion. Molecules 2020, 25, 458. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- McClements, D.J. Emulsion Stability. In Food Emulsions; CRC Press: Boca Raton, FL, USA, 2015; ISBN 978-0-429-15403-4. [Google Scholar]
- Silva, H.D.; Cerqueira, M.Â.; Vicente, A.A. Nanoemulsions for Food Applications: Development and Characterization. Food Bioprocess Technol. 2012, 5, 854–867. [Google Scholar] [CrossRef]
- Huck-Iriart, C.; Cardona, J.; Avalos, J.; Candal, R. Gelificación de Emulsiones de Caseinato de Sodio Como Alternativa a Las Grasas Trans. Cienc. E Investig. 2014, 64, 5. [Google Scholar]
- Maldonado, L.; Latorre, K.; Rocha, P.; Medrano, A.; Abirached, C.; Panizzolo, L.A. Influencia del pH en la estabilidad de emulsiones elaboradas con proteínas de salvado de arroz. INNOTEC 2011, 6, 28–31. [Google Scholar] [CrossRef]
- de Figueiredo Furtado, G.; Mantovani, R.A.; Consoli, L.; Hubinger, M.D.; da Cunha, R.L. Structural and Emulsifying Properties of Sodium Caseinate and Lactoferrin Influenced by Ultrasound Process. Food Hydrocoll. 2017, 63, 178–188. [Google Scholar] [CrossRef]
- Teferra, T.F. Engineering Properties of Food Materials. In Handbook of Farm, Dairy and Food Machinery Engineering, 3rd ed.; Kutz, M., Ed.; Academic Press: Cambridge, MA, USA, 2019; pp. 45–89. ISBN 978-0-12-814803-7. [Google Scholar]
- Rao, M.A. Flow and Functional Models for Rheological Properties of Fluid Foods. In Rheology of Fluid and Semisolid Foods: Principles and Applications; Rao, M.A., Ed.; Food Engineering Series; Springer: Boston, MA, USA, 2014; pp. 27–58. ISBN 978-0-387-70930-7. [Google Scholar]
- Li, M.; Ma, Y.; Cui, J. Whey-Protein-Stabilized Nanoemulsions as a Potential Delivery System for Water-Insoluble Curcumin. LWT-Food Sci. Technol. 2014, 59, 49–58. [Google Scholar] [CrossRef]
- Zhou, L.; Zhang, W.; Wang, J.; Zhang, R.; Zhang, J. Comparison of Oil-in-Water Emulsions Prepared by Ultrasound, High-Pressure Homogenization and High-Speed Homogenization. Ultrason. Sonochem. 2022, 82, 105885. [Google Scholar] [CrossRef]
- Kaltsa, O.; Michon, C.; Yanniotis, S.; Mandala, I. Ultrasonic Energy Input Influence on the Production of Sub-Micron o/w Emulsions Containing Whey Protein and Common Stabilizers. Ultrason. Sonochem. 2013, 20, 881–891. [Google Scholar] [CrossRef]
- Basic Physical and Mathematical Principles. In Rheology Essentials of Cosmetic and Food Emulsions; Brummer, R. (Ed.) Springer Laboratory; Springer: Berlin/Heidelberg, Germany, 2006; pp. 25–49. ISBN 978-3-540-29087-2. [Google Scholar]
- Qayum, A.; Chen, W.; Ma, L.; Li, T.; Hussain, M.; Bilawal, A.; Jiang, Z.; Hou, J. Characterization and Comparison of α-Lactalbumin Pre-and Post-Emulsion. J. Food Eng. 2020, 269, 109743. [Google Scholar] [CrossRef]
- Pérez, O.; Martínez, K.; Sánchez, C.; Patino, J. Strategy for Foaming Improvement of Whey Protein Concentrates by Addition of Hydroxypropylmethylcellulose and Heating: Relation with Interfacial Properties. Nutr. Food Technol. Open Access 2017, 3, 2–10. [Google Scholar] [CrossRef]
- Schmidt, I.; Novales, B.; Boué, F.; Axelos, M.A.V. Foaming Properties of Protein/Pectin Electrostatic Complexes and Foam Structure at Nanoscale. J. Colloid Interface Sci. 2010, 345, 316–324. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pellicer, J.A.; Fortea, M.I.; Trabal, J.; Rodríguez-López, M.I.; Gabaldón, J.A.; Núñez-Delicado, E. Stability of Microencapsulated Strawberry Flavour by Spray Drying, Freeze Drying and Fluid Bed. Powder Technol. 2019, 347, 179–185. [Google Scholar] [CrossRef]
- Quispe-Condori, S.; Saldaña, M.D.A.; Temelli, F. Microencapsulation of Flax Oil with Zein Using Spray and Freeze Drying. LWT-Food Sci. Technol. 2011, 44, 1880–1887. [Google Scholar] [CrossRef]
- Klinkesorn, U.; Sophanodora, P.; Chinachoti, P.; Decker, E.A.; McClements, D.J. Characterization of Spray-Dried Tuna Oil Emulsified in Two-Layered Interfacial Membranes Prepared Using Electrostatic Layer-by-Layer Deposition. Food Res. Int. 2006, 39, 449–457. [Google Scholar] [CrossRef]
- Adhikari, B.; Howes, T.; Wood, B.J.; Bhandari, B.R. The Effect of Low Molecular Weight Surfactants and Proteins on Surface Stickiness of Sucrose during Powder Formation through Spray Drying. J. Food Eng. 2009, 94, 135–143. [Google Scholar] [CrossRef] [Green Version]
- Nunes, G.L.; Boaventura, B.C.B.; Pinto, S.S.; Verruck, S.; Murakami, F.S.; Prudêncio, E.S.; de Mello Castanho Amboni, R.D. Microencapsulation of Freeze Concentrated Ilex Paraguariensis Extract by Spray Drying. J. Food Eng. 2015, 151, 60–68. [Google Scholar] [CrossRef]
- Tonon, R.V.; Brabet, C.; Pallet, D.; Brat, P.; Hubinger, M.D. Physicochemical and Morphological Characterisation of Açai (Euterpe oleraceae Mart.) Powder Produced with Different Carrier Agents. Int. J. Food Sci. Technol. 2009, 44, 1950–1958. [Google Scholar] [CrossRef]
- Moayyedi, M.; Eskandari, M.H.; Rad, A.H.E.; Ziaee, E.; Khodaparast, M.H.H.; Golmakani, M.-T. Effect of Drying Methods (Electrospraying, Freeze Drying and Spray Drying) on Survival and Viability of Microencapsulated Lactobacillus rhamnosus ATCC 7469. J. Funct. Foods 2018, 40, 391–399. [Google Scholar] [CrossRef]
- Franceschinis, L.; Salvatori, D.M.; Sosa, N.; Schebor, C. Physical and Functional Properties of Blackberry Freeze- and Spray-Dried Powders. Dry. Technol. 2014, 32, 197–207. [Google Scholar] [CrossRef]
- Caliskan, G.; Dirim, S.N. The Effect of Different Drying Processes and the Amounts of Maltodextrin Addition on the Powder Properties of Sumac Extract Powders. Powder Technol. 2016, 287, 308–314. [Google Scholar] [CrossRef]
- Liu, J.; Aruguete, D.M.; Jinschek, J.R.; Donald Rimstidt, J.; Hochella, M.F. The Non-Oxidative Dissolution of Galena Nanocrystals: Insights into Mineral Dissolution Rates as a Function of Grain Size, Shape, and Aggregation State. Geochim. Cosmochim. Acta 2008, 72, 5984–5996. [Google Scholar] [CrossRef]
- Salimi, A.; Maghsoudlou, Y.; Jafari, S.M. Effect of Emulsion Stability and Spray Drying Conditions on Physicochemical Characteristics of Encapsulated Powders. Lat. Am. Appl. Res. Int. J. 2018, 48, 95–100. [Google Scholar] [CrossRef]
- Karthik, P.; Anandharamakrishnan, C. Microencapsulation of Docosahexaenoic Acid by Spray-Freeze-Drying Method and Comparison of Its Stability with Spray-Drying and Freeze-Drying Methods. Food Bioprocess Technol. 2013, 6, 2780–2790. [Google Scholar] [CrossRef]
- Nurhadi, B.; Andoyo, R.; Mahani; Indiarto, R. Study the Properties of Honey Powder Produced from Spray Drying and Vacuum Drying Method. Int. Food Res. J. Malays. 2012, 19, 849–854. [Google Scholar]
- Anwar, S.H.; Kunz, B. The Influence of Drying Methods on the Stabilization of Fish Oil Microcapsules: Comparison of Spray Granulation, Spray Drying, and Freeze Drying. J. Food Eng. 2011, 105, 367–378. [Google Scholar] [CrossRef]
- França, D.; Medina, Â.F.; Messa, L.L.; Souza, C.F.; Faez, R. Chitosan Spray-Dried Microcapsule and Microsphere as Fertilizer Host for Swellable − Controlled Release Materials. Carbohydr. Polym. 2018, 196, 47–55. [Google Scholar] [CrossRef]
- Alizadeh-Sani, M.; Rhim, J.-W.; Azizi-Lalabadi, M.; Hemmati-Dinarvand, M.; Ehsani, A. Preparation and Characterization of Functional Sodium Caseinate/Guar Gum/TiO2/Cumin Essential Oil Composite Film. Int. J. Biol. Macromol. 2020, 145, 835–844. [Google Scholar] [CrossRef]
- Karaaslan, M.; Şengün, F.; Cansu, Ü.; Başyiğit, B.; Sağlam, H.; Karaaslan, A. Gum Arabic/Maltodextrin Microencapsulation Confers Peroxidation Stability and Antimicrobial Ability to Pepper Seed Oil. Food Chem. 2021, 337, 127748. [Google Scholar] [CrossRef]
- Anandharamakrishnan, C.; Rielly, C.D.; Stapley, A.G.F. Spray-Freeze-Drying of Whey Proteins at Sub-Atmospheric Pressures. Dairy Sci. Technol. 2010, 90, 321–334. [Google Scholar] [CrossRef] [Green Version]
- Rezende, Y.R.R.S.; Nogueira, J.P.; Narain, N. Microencapsulation of Extracts of Bioactive Compounds Obtained from Acerola (Malpighia emarginata DC) Pulp and Residue by Spray and Freeze Drying: Chemical, Morphological and Chemometric Characterization. Food Chem. 2018, 254, 281–291. [Google Scholar] [CrossRef] [PubMed]
- Saikia, S.; Mahnot, N.K.; Mahanta, C.L. Optimisation of Phenolic Extraction from Averrhoa carambola Pomace by Response Surface Methodology and Its Microencapsulation by Spray and Freeze Drying. Food Chem. 2015, 171, 144–152. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.; Chen, K.; Zhang, X.; Yu, Y.; Yu, D.; Jiang, L.; Wang, L. Effect of Ultrasound on the Preparation of Soy Protein Isolate-Maltodextrin Embedded Hemp Seed Oil Microcapsules and the Establishment of Oxidation Kinetics Models. Ultrason. Sonochem. 2021, 77, 105700. [Google Scholar] [CrossRef] [PubMed]
- Iqbal, J.; Hussain, M.M. Intestinal Lipid Absorption. Am. J. Physiol. Endocrinol. Metab. 2009, 296, E1183–E1194. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Teng, M.-J.; Wei, Y.-S.; Hu, T.-G.; Zhang, Y.; Feng, K.; Zong, M.-H.; Wu, H. Citric Acid Cross-Linked Zein Microcapsule as an Efficient Intestine-Specific Oral Delivery System for Lipophilic Bioactive Compound. J. Food Eng. 2020, 281, 109993. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concentration SIO (%w/w) | Maltodextrin: Sodium Caseinate (%w/w) | Velocity | Droplet Size (μm) | Stability Index (TSI) | Creaming Index 20 °C | Creaming Index 4 °C | pH | Conductivity (μS/cm) | Viscosity at a Shear Rate of 50 s−1 (Pa·s) | IT (mN/m) |
|---|---|---|---|---|---|---|---|---|---|---|
| 5 | 90:10 | 20 | 1.88 c(0.014) | 2.20 b(0.016) | 71.43 | 28.57 | 6.55 d(0.004) | 695 ef(0.707) | 0.005 fg(<0.01) | 37.77 ab(0.191) |
| 5 | 90:10 | Turbo | 1.67 d(0.028) | 2.16 bc(0.028) | 65.71 | 20.00 | 6.51 e(0.005) | 706 def(5.657) | 0.005 fg(<0.01) | 37.64 ab(0.113) |
| 5 | 85:15 | 20 | 1.30 f(0.014) | 1.86 d(0.044) | 64.29 | 8.57 | 6.66 ab(0.005) | 816 a(8.485) | 0.006 g(<0.01) | 36.46 bcd(0.184) |
| 5 | 85:15 | Turbo | 1.05 g(0.042) | 1.88 d(0.006) | 57.14 | 0.00 | 6.66 ab(0.009) | 802 ab(4.243) | 0.005 g(<0.01) | 35.07 ef(0.085) |
| 5 | 80:20 | 20 | 0.92 h(0.045) | 1.65 e(0.072) | 17.14 | 0.00 | 6.67 a(0.005) | 805 ab(5.657) | 0.008 e(<0.01) | 34.46 efg(0.474) |
| 5 | 80:20 | Turbo | 0.77 i(0.004) | 1.63 e(0.040) | 8.57 | 0.00 | 6.64 bc(0.001) | 794 b(6.364) | 0.008 e(<0.01) | 35.52 cde(0.297) |
| 10 | 90:10 | 20 | 2.21 a(0.021) | 2.99 a(0.013) | 84.29 | 42.86 | 6.54 d(0.005) | 685 f(7.071) | 0.033 ab(0.002) | 37.91 a(0.092) |
| 10 | 90:10 | Turbo | 2.07 b(0.064) | 2.80 a(0.108) | 78.57 | 37.14 | 6.53 de(0.012) | 689 ef(2.828) | 0.025 bcd(<0.01) | 36.78 abc(0.014) |
| 10 | 85:15 | 20 | 1.46 e(0.035) | 1.97 cd(0.054) | 37.14 | 11.43 | 6.64 c(0.001) | 708 de(2.828) | 0.027 cd(0.001) | 35.15 de(0.926) |
| 10 | 85:15 | Turbo | 0.92 h(0.004) | 2.02 bcd(0.032) | 28.57 | 0.00 | 6.63 c(0.006) | 702 def(2.121) | 0.021 d(<0.01) | 35.49 cde(0.092) |
| 10 | 80:20 | 20 | 0.79 i(0.004) | 1.94 d(0.018) | 28.57 | 14.29 | 6.68 a(0.004) | 738 c(4.950) | 0.042 a(0.001) | 33.74 fg(0.064) |
| 10 | 80:20 | Turbo | 0.85 hi(0.002) | 2.05 bcd(0.071) | 20.00 | 4.29 | 6.67 a(0.002) | 718 cd(9.192) | 0.028 bc(0.001) | 33.54 g(0.361) |
| Concentration SIO (%w/w) | Maltodextrin: Sodium Caseinate (%w/w) | Time | Droplet Size (μm) | Stability Index (TSI) | Creaming Index 20 °C | Creaming Index 4 °C | pH | Conductivity (μS/cm) | Viscosity at a Shear Rate of 50 s−1 (Pa·s) | IT (mN/m) |
|---|---|---|---|---|---|---|---|---|---|---|
| 5 | 90:10 | 15 | 0.98 c(0.003) | 3.41 c(0.117) | 75.71 | 60.00 | 6.56 f(0.010) | 796.50 bc(9.192) | 0.005 de(0.001) | 37.08 ab(1.273) |
| 5 | 90:10 | 30 | 0.47 g(0.006) | 2.80 ef(0.104) | 29.43 | 11.43 | 6.68 a(0.001) | 727.50 d(4.950) | 0.040 a(0.004) | 33.91 c(0.651) |
| 5 | 85:15 | 15 | 0.33 i(0.007) | 2.55 fg(0.067) | 20.00 | 14.29 | 6.56 f(0.129) | 717.50 de(4.950) | 0.038 ab(0.004) | 34.00 c(0.778) |
| 5 | 85:15 | 30 | 0.31 ij(0.004) | 2.13 hi(0.051) | 7.14 | 0.00 | 6.66 ab(0.008) | 831.50 a(4.950) | 0.008 d(0.000) | 35.20 bc(0.318) |
| 5 | 80:20 | 15 | 0.50 g(0.001) | 3.20 cd(0.032) | 17.43 | 7.14 | 6.64 bcd(0.066) | 816.00 ab(2.828) | 0.005 de(0.001) | 37.33 ab(0.410) |
| 5 | 80:20 | 30 | 0.38 h(0.003) | 2.28 gh(0.002) | 7.14 | 0.00 | 6.61 cde(0.062) | 802.00 bc(4.243) | 0.004 e(0.001) | 37.39 ab(0.806) |
| 10 | 90:10 | 15 | 1.08 b(0.021) | 3.83 b(0.078) | 74.43 | 48.57 | 6.53 g(0.006) | 683.00 g(5.657) | 0.019 c(0.001) | 38.09 a(0.113) |
| 10 | 90:10 | 30 | 0.76 d(0.011) | 2.63 f(0.070) | 11.43 | 12.86 | 6.64 bcd(0.003) | 700.00 efg(7.071) | 0.026 abc(0.002) | 35.67 bc(0.127) |
| 10 | 85:15 | 15 | 0.28 j(0.004) | 1.95 i(0.106) | 8.29 | 0.00 | 6.65 abc(0.002) | 789.00 c(9.899) | 0.005 de(0.001) | 36.35 ab(0.537) |
| 10 | 85:15 | 30 | 0.89 d(0.002) | 2.90 de(0.092) | 58.57 | 41.43 | 6.61 cde(0.005) | 712.50 def(3.536) | 0.004 e(0.001) | 37.58 a(0.566) |
| 10 | 80:20 | 15 | 0.67 f(0.010) | 2.83 ef(0.032) | 8.57 | 2.86 | 6.62 cde(0.013) | 706.50 def(4.950) | 0.025 abc(0.005) | 36.09 abc(1.280) |
| 10 | 80:20 | 30 | 1.19 a(0.014) | 4.28 a(0.164) | 65.71 | 60.00 | 6.54 fg(0.012) | 689.00 fg(1.414) | 0.023 bc(0.005) | 38.34 a(0.474) |
| SIO (%w/w) | Maltodextrin: Sodium Caseinate (%w/w) | Homogenization Technology | Velocity/Time | n | k Pa·sn | R2 |
|---|---|---|---|---|---|---|
| 5 | 90:10 | CH | 2 | 0.850 | 0.129 | 0.966 |
| 5 | 90:10 | CH | Turbo | 0.876 | 0.124 | 0.970 |
| 5 | 85:15 | CH | 2 | 0.820 | 0.162 | 0.975 |
| 5 | 85:15 | CH | Turbo | 0.857 | 0.126 | 0.995 |
| 5 | 80:20 | CH | 2 | 0.699 | 0.199 | 0.975 |
| 5 | 80:20 | CH | Turbo | 0.679 | 0.191 | 0.986 |
| 10 | 90:10 | CH | 2 | 0.707 | 0.344 | 0.973 |
| 10 | 90:10 | CH | Turbo | 0.649 | 0.364 | 0.968 |
| 10 | 85:15 | CH | 2 | 0.679 | 0.361 | 0.982 |
| 10 | 85:15 | CH | Turbo | 0.793 | 0.261 | 0.968 |
| 10 | 80:20 | CH | 2 | 0.625 | 0.467 | 0.973 |
| 10 | 80:20 | CH | Turbo | 0.458 | 0.559 | 0.949 |
| 5 | 90:10 | US | 15 | 0.900 | 0.121 | 0.923 |
| 5 | 90:10 | US | 30 | 0.965 | 0.088 | 0.967 |
| 5 | 85:15 | US | 15 | 0.930 | 0.165 | 0.930 |
| 5 | 85:15 | US | 30 | 0.916 | 0.160 | 0.945 |
| 5 | 80:20 | US | 15 | 0.568 | 0.244 | 0.952 |
| 5 | 80:20 | US | 30 | 0.882 | 0.124 | 0.938 |
| 10 | 90:10 | US | 15 | 0.847 | 0.230 | 0.958 |
| 10 | 90:10 | US | 30 | 0.914 | 0.202 | 0.976 |
| 10 | 85:15 | US | 15 | 0.754 | 0.300 | 0.946 |
| 10 | 85:15 | US | 30 | 0.874 | 0.235 | 0.972 |
| 10 | 80:20 | US | 15 | 0.606 | 0.439 | 0.966 |
| 10 | 80:20 | US | 30 | 0.427 | 0.519 | 0.954 |
| Homogenization Technology | Drying Technology | Moisture (%) | Water Activity (aw) | Bulk Density (g/cm3) | Solubility (s) | Hygroscopicity (g/100 g) | EY (%) | EE (%) | [Omega-3] (M) |
|---|---|---|---|---|---|---|---|---|---|
| CH | SD | 1.67 b(0.007) | 0.11 a(0.001) | 0.42 b(0.021) | 65.50 b(0.707) | 5.07 a(0.006) | 53.33 | 69.90 | 1.68 |
| US | SD | 1.64 b(0.021) | 0.07 c(0.005) | 0.45 b(0.006) | 73.50 a(2.121) | 2.32 b(0.038) | 57.72 | 70.18 | 1.75 |
| CH | FD | 1.76 a(0.021) | 0.09 b(0.001) | 0.20 a(0.004) | 24.65 c(1.626) | 4.56 a(0.243) | 82.79 | 60.02 | 1.60 |
| US | FD | 1.74 a(0.007) | 0.03 d(0.002) | 0.22 a(0.001) | 26.55 c(0.276) | 2.37 b(0.156) | 86.04 | 60.16 | 1.63 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodríguez-Cortina, A.; Rodríguez-Cortina, J.; Hernández-Carrión, M. Obtention of Sacha Inchi (Plukenetia volubilis Linneo) Seed Oil Microcapsules as a Strategy for the Valorization of Amazonian Fruits: Physicochemical, Morphological, and Controlled Release Characterization. Foods 2022, 11, 3950. https://doi.org/10.3390/foods11243950
Rodríguez-Cortina A, Rodríguez-Cortina J, Hernández-Carrión M. Obtention of Sacha Inchi (Plukenetia volubilis Linneo) Seed Oil Microcapsules as a Strategy for the Valorization of Amazonian Fruits: Physicochemical, Morphological, and Controlled Release Characterization. Foods. 2022; 11(24):3950. https://doi.org/10.3390/foods11243950
Chicago/Turabian StyleRodríguez-Cortina, Aureliano, Jader Rodríguez-Cortina, and María Hernández-Carrión. 2022. "Obtention of Sacha Inchi (Plukenetia volubilis Linneo) Seed Oil Microcapsules as a Strategy for the Valorization of Amazonian Fruits: Physicochemical, Morphological, and Controlled Release Characterization" Foods 11, no. 24: 3950. https://doi.org/10.3390/foods11243950