Acquisition and Assessment of Gear Holistic Deviations Based on Laser Measurement


Abstract
:1. Introduction
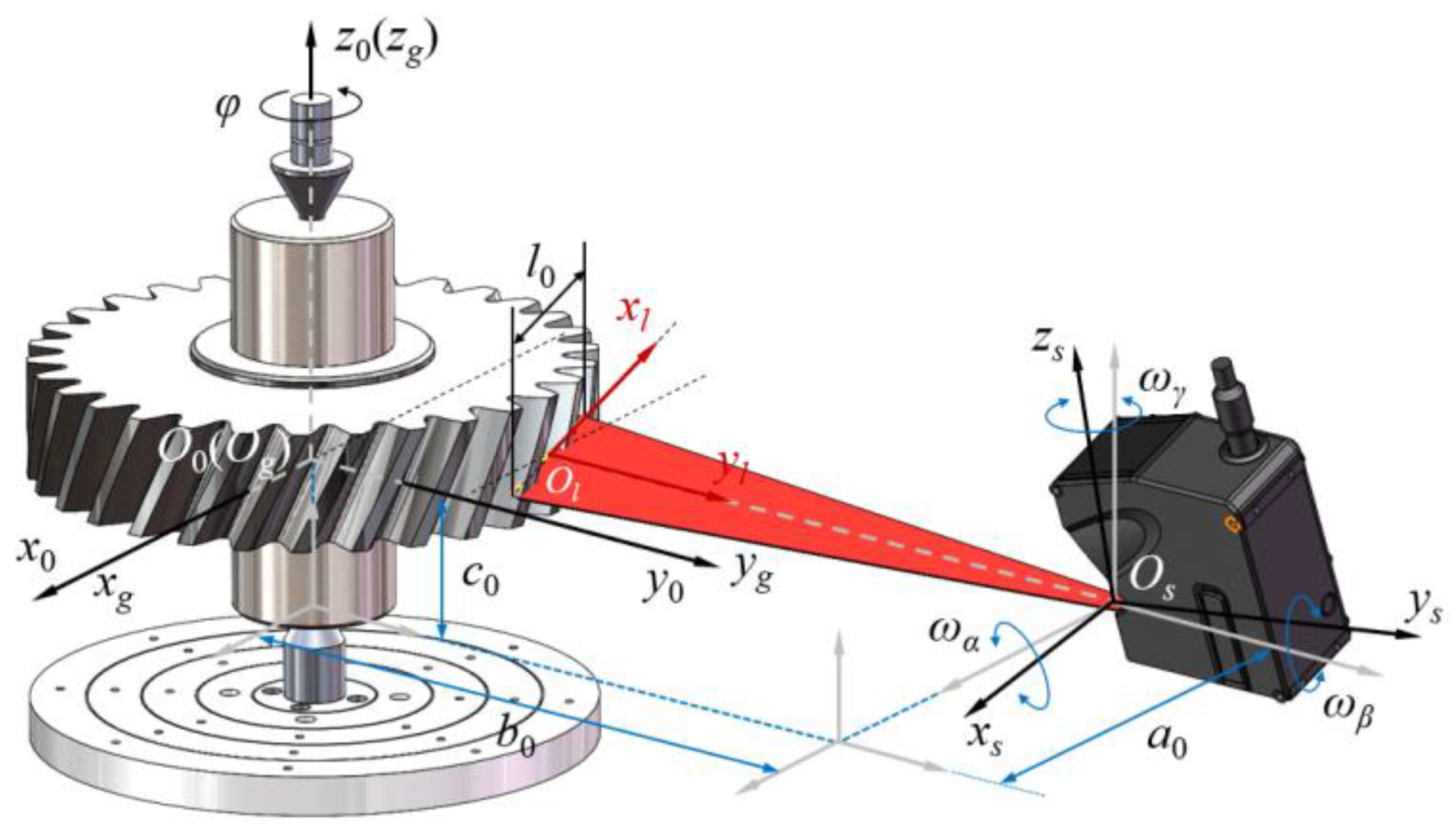
2. Gear Line Laser Measuring Model
3. Acquisition of Gear Holistic Deviations
4. Assessment of Gear Holistic Deviations
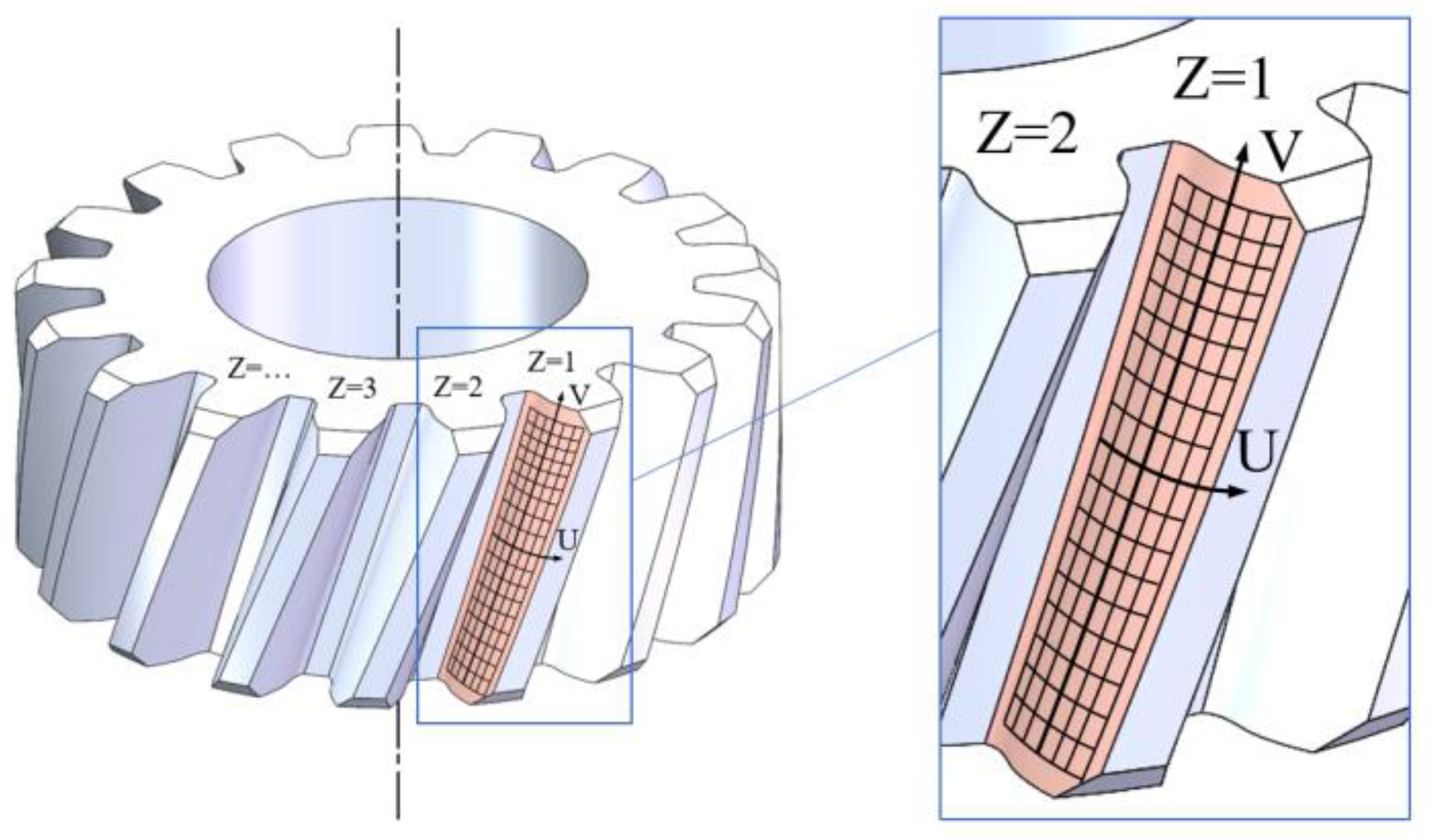
4.1. Structured 3D Model to Express Tooth Surface Errors
4.2. Definition and Calculation of New Assessment Indicators
5. Measurement Practices
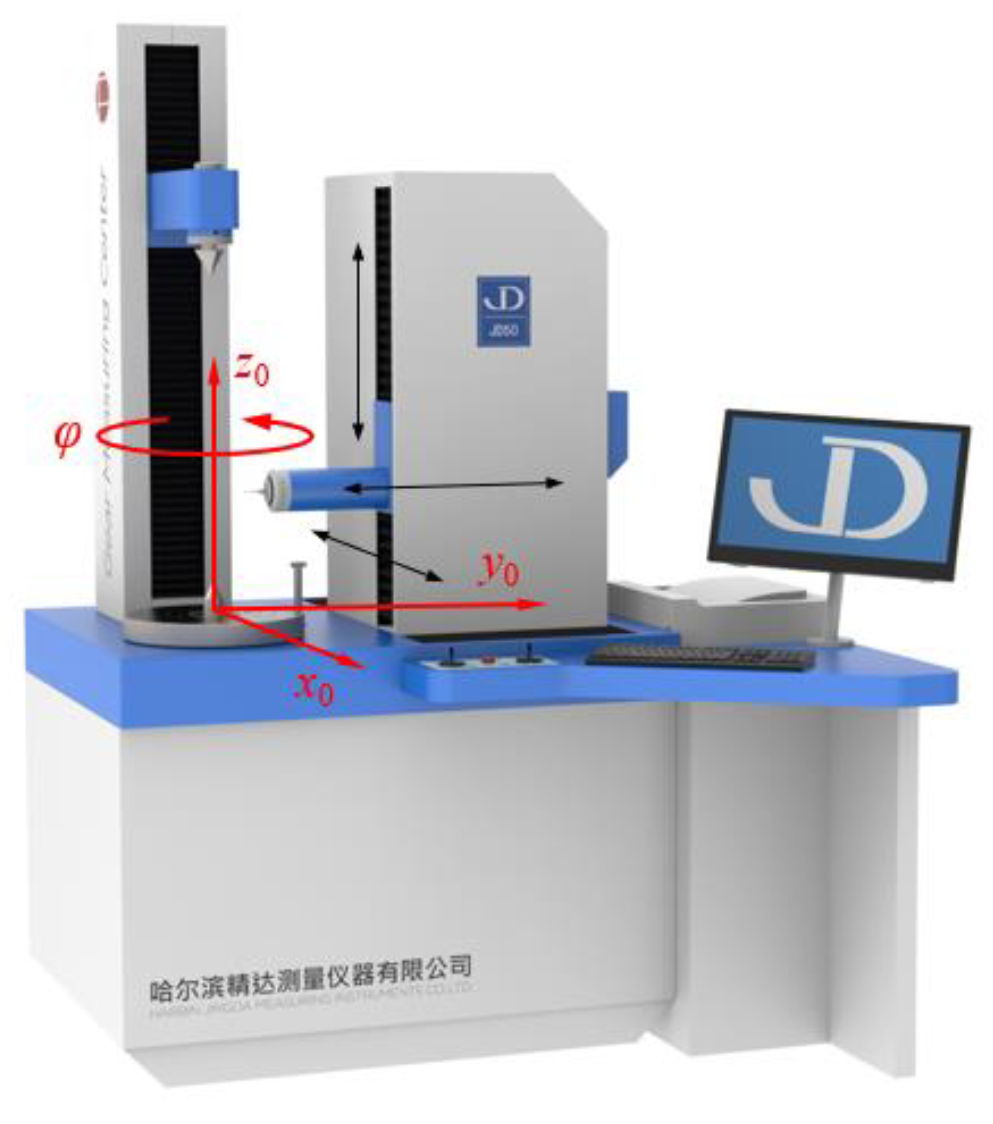
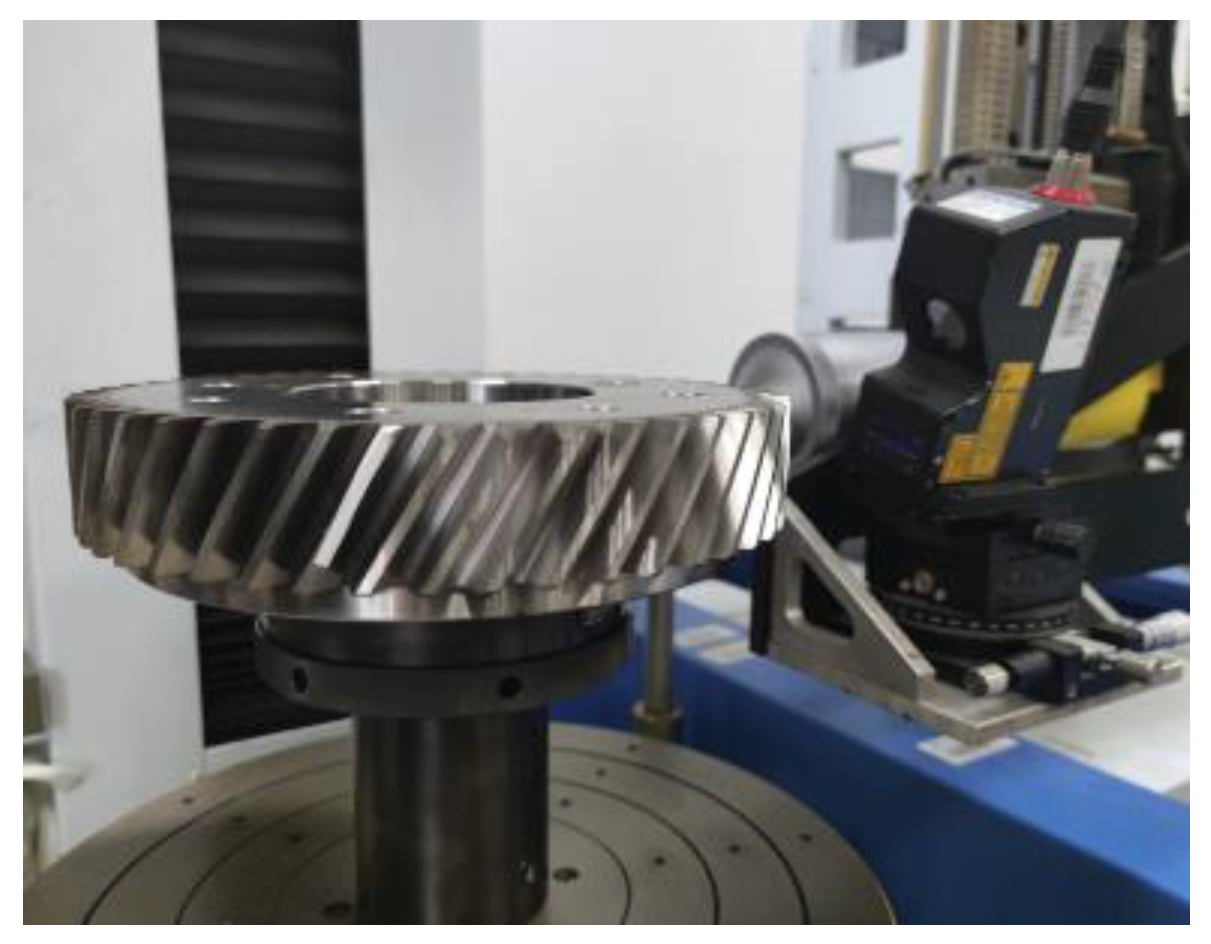
5.1. Measurement Instrument
5.2. Data Measurement of the Tooth Surface
6. Discussion
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shi, Z.Y.; Fei, Y.T.; Xie, H.K. 100 Years of Gear Measurement Technology—Review &Prospect. Eng. Sci. 2003, 5, 13–17. [Google Scholar]
- Shi, Z.Y.; Yu, B.; Song, H.X.; Wang, X.Y. Development of Gear Measurement Technology during Last 20 Years. China Mech. Eng. 2022, 33, 1009–1024. [Google Scholar]
- Ni, K. Areal Gear Metrology with Modified Flanks; University of North Carolina at Charlotte: Charlotte, NC, USA, 2017. [Google Scholar]
- ISO 1328-1:2013-09; Cylindrical Gears—ISO System of Flank Tolerance Classification—Part 1: Definitions and Allowable Values of Deviations Relevant to Flanks of Gear Teeth. ISO copyright office: Geneva, Switzerland, 2013.
- Przyklenk, A.; Reavie, T.; Stein, M.; Frazer, R. Holistic Evaluation of Involute Gears. Power Transm. Eng. 2022, 4, 40–48. [Google Scholar]
- Goch, G.; Ni, K.; Peng, Y.; Guenther, A. Future gear metrology based on areal measurements and improved holistic evaluations. CIRP Ann.-Manuf. Technol. 2017, 66, 469–474. [Google Scholar] [CrossRef]
- Härtig, F.; Stein, M. 3D involute gear evaluation—Part I: Workpiece coordinates. Measurement 2019, 134, 569–573. [Google Scholar] [CrossRef]
- Stein, M.; Härtig, F. 3D involute gear evaluation—Part II: Deviations—Basic algorithms for modern software validation. Meas. Sci. Technol. 2022, 33, 125003. [Google Scholar] [CrossRef]
- Guo, X.Z.; Shi, Z.Y.; Yu, B.; Zhao, B.Y.; Li, K.; Sun, Y.Q. 3D measurement of gears based on a line structured light sensor. Precis. Eng. 2020, 61, 160–169. [Google Scholar] [CrossRef]
- Shi, Z.Y.; Sun, Y.Q.; Yin, X.; Yu, B. Gear pitch rapid measurement by a point laser sensor. Opt. Eng. 2022, 61, 061405. [Google Scholar] [CrossRef]
- Matthew, J. Gear Factory of the Future. Gear Technol. 2021, 1, 26–31. [Google Scholar]
- Prakash, W.; James, S.; Michael, T. Measurement of Toothed Articles Utilizing Multiple Sensor. U.S. Patent US2017050235W, 6 September 2017. [Google Scholar]
- Kerforn, N. Gear Inspection in Record Tim. Opt. Photonik 2017, 12, 56–57. [Google Scholar] [CrossRef] [Green Version]
- Didier, L.; Gwenael, S. Dispositif Modulaire de Mesure Sans Contact et Système de Mesure et de Controle Correspondant. Patent WO2016166035A1, 20 October 2016. [Google Scholar]
- Morse, E.; Jaganmohan, P. 6 DOF calibration of profile sensor locations in an inspection station. CIRP Ann. Manuf. Technol. 2020, 69, 465–468. [Google Scholar] [CrossRef]
- Sun, Y.Q.; Shi, Z.Y.; Yu, B.; Li, H.B. Incident angle model of measuring light in gear measurement utilizing a line laser sensor and analysis on its influence factors. Measurement 2022, 203, 111838. [Google Scholar] [CrossRef]
- Fujio, H.; Kubo, A.; Saitoh, S.; Suzuki, M.; Tochimoto, S.; Hanaki, H.; Honda, T. Laser holographic measurement of tooth flank form of cylindrical involute gear. J. Mech. Des. 1994, 116, 721–729. [Google Scholar] [CrossRef]
- Schiller, A.; Beckmann, T.; Fratz, M.; Seyler, T.; Bertz, A. Optical Gear Measurement: Holographic System for 100% Inspection. In Proceedings of the International Conference on Gears 2019, Düsseldorf, Germany, 18—20 September 2019; pp. 1545–1550. [Google Scholar]
- Kruth, J.P.; Bartscher, M.; Carmignato, S.; Schmitt, R.; De Chiffre, L.; Weckenmann, A. Computed tomography for dimensional metrology. CIRP Ann. Manuf. Technol. 2011, 60, 821–842. [Google Scholar] [CrossRef]
- Bartscher, M.; Hilpert, U.; Goebbels, J.; Weidemann, G. Enhancement and Proof of Accuracy of Industrial Computed Tomography (CT) Measurements. CIRP Ann. Manuf. Technol. 2007, 56, 495–498. [Google Scholar] [CrossRef]
- Lotze, W.; Haertig, F. 3D Gear Measurement by CMM. In Proceedings of the Fifth International Conference on Laser Metrology, Machine Tool, CMM and Robot Performance, Birmingham, UK, January 2001; pp. 333–344. [Google Scholar]
- Christof, G.; Markus, F. Hybrid Gear Metrology with Klingelnberg. Gear Technol. 2021, 4, 26–27. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Symbol | Illustration |
|---|---|---|
| Helix deviation indicators | FβT | Total helix deviation |
| FβM | Average total helix deviation | |
| Fβσ | Helix standard deviation | |
| ffβM | Average helix form deviation | |
| fHβM | Average helix slope deviation | |
| Pitch deviation indicators | FpT | Total cumulative pitch deviation |
| FpM | Average total cumulative pitch deviation | |
| Fpσ | Cumulative pitch standard deviation | |
| fpM | Average single pitch deviation |
| Type | Item | Assessment Results/μm | |
|---|---|---|---|
| Contact Measurement | Line Laser Measurement | ||
| Profile | fHα | −36.5 | −36.89 |
| Fα | 42.2 | 42.57 | |
| ffα | 26.7 | 27.65 | |
| Lead | fHβ | −46.3 | −31.89 |
| Fβ | 50.8 | 43.83 | |
| ffβ | 26.2 | 28.57 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, Z.; Sun, Y.; Wang, X.; Zhao, B.; Song, H. Acquisition and Assessment of Gear Holistic Deviations Based on Laser Measurement. Photonics 2022, 9, 735. https://doi.org/10.3390/photonics9100735
Shi Z, Sun Y, Wang X, Zhao B, Song H. Acquisition and Assessment of Gear Holistic Deviations Based on Laser Measurement. Photonics. 2022; 9(10):735. https://doi.org/10.3390/photonics9100735
Chicago/Turabian StyleShi, Zhaoyao, Yanqiang Sun, Xiaoyi Wang, Baoya Zhao, and Huixu Song. 2022. "Acquisition and Assessment of Gear Holistic Deviations Based on Laser Measurement" Photonics 9, no. 10: 735. https://doi.org/10.3390/photonics9100735