Shield machines are core equipment essential to the building of roads, railways, tunnels and other major national infrastructure. The main bearing of the shield machine is one of the core components of a shield machine that connects the blade to the shield body. The failure of the main bearing makes the shield machine unable to work. The shield’s main bearing has a huge structural size and is subjected to huge loads, as shown in
Figure 1. Thousands of internal friction pairs are difficult to lubricate and replace in the case of failure. The rapid heating and cooling characteristics of laser phase change hardening enable the laser-phase-change-hardened surface to have higher hardness and wear resistance than conventional quenching. Laser phase change hardening increases the hardness of the hardened layer by 15–20% compared to conventional quenching, and wear resistance can also be significantly increased.
Much research has been conducted in regard to laser phase hardening theory, processes and experiments. Wang et al. [
1] performed numerical simulations of the laser quenching process, and their model allows for the optimization of process parameters based on layer depth. Soukieh et al. [
2] developed a mathematical model for the laser treatment of double-layer alloys to predict the temperature field distribution in the heating region. Amado et al. [
3] used the Laplace transform boundary element method to solve the Gaussian distributed heat source of transient heat transfer. Takayoshi et al. [
4] used a finite difference model to simulate the variation of heat flow with time using the 3D finite element method for the laser quenching temperature field, and the experimental results were in better agreement with the theoretical results. In terms of process advantages, Orazi et al. [
5] conducted a comparative test of laser hardening and induction hardening on columnar 25CrNiMo specimens, highlighting the high energy efficiency and flexibility of laser hardening. Karabutov et al. [
6] used optical measurements to study the absorption and radiation of energy after the laser irradiation of a material surface. Komanduri et al. [
7] analyzed the effect of three different forms of the energy distribution of the spot on quenching properties and optimized the quenching efficiency of AISI 1036 material. Rana et al. [
8] performed laser hardening experiments on carbon steel specimens with different carbon contents, examined and analyzed the characterization of the hardened zones, selected the optimum process parameters and analyzed the optimum spacing between two adjacent hardened zones. Kim et al. [
9] performed multi-pass lap laser hardening on SM45C and analyzed the effect of the latter lap on the hardness of the former pass. Miokovic et al. [
10] studied the laser hardening of AISI 4142 steel with laser quenching and self-tempering and studied the effect of temperature cycling on tissue formation. Liu et al. [
11] conducted a semiconductor laser single- and multi-pass hardening path study on grey cast iron, analyzed the tissue characteristics of the superimposed zone and optimized the processing parameters. Devgun et al. [
12] carried out laser phase hardening on 52100 bearing steel, and the hardness and wear resistance of the bearing steel were greatly improved. Rana et al. [
13] carried out laser phase hardening on carbon steel based on a CO
2 laser and optimized the uniformity and effect of phase hardening through repeated tests. Lus et al. [
14] used ANSYS simulation to solve the temperature variation pattern of the laser phase hardening process for ring parts and verified the results with AISI1045 steel phase hardening experiments. The results were verified through the experimental phase hardening of AISI 1045 steel.
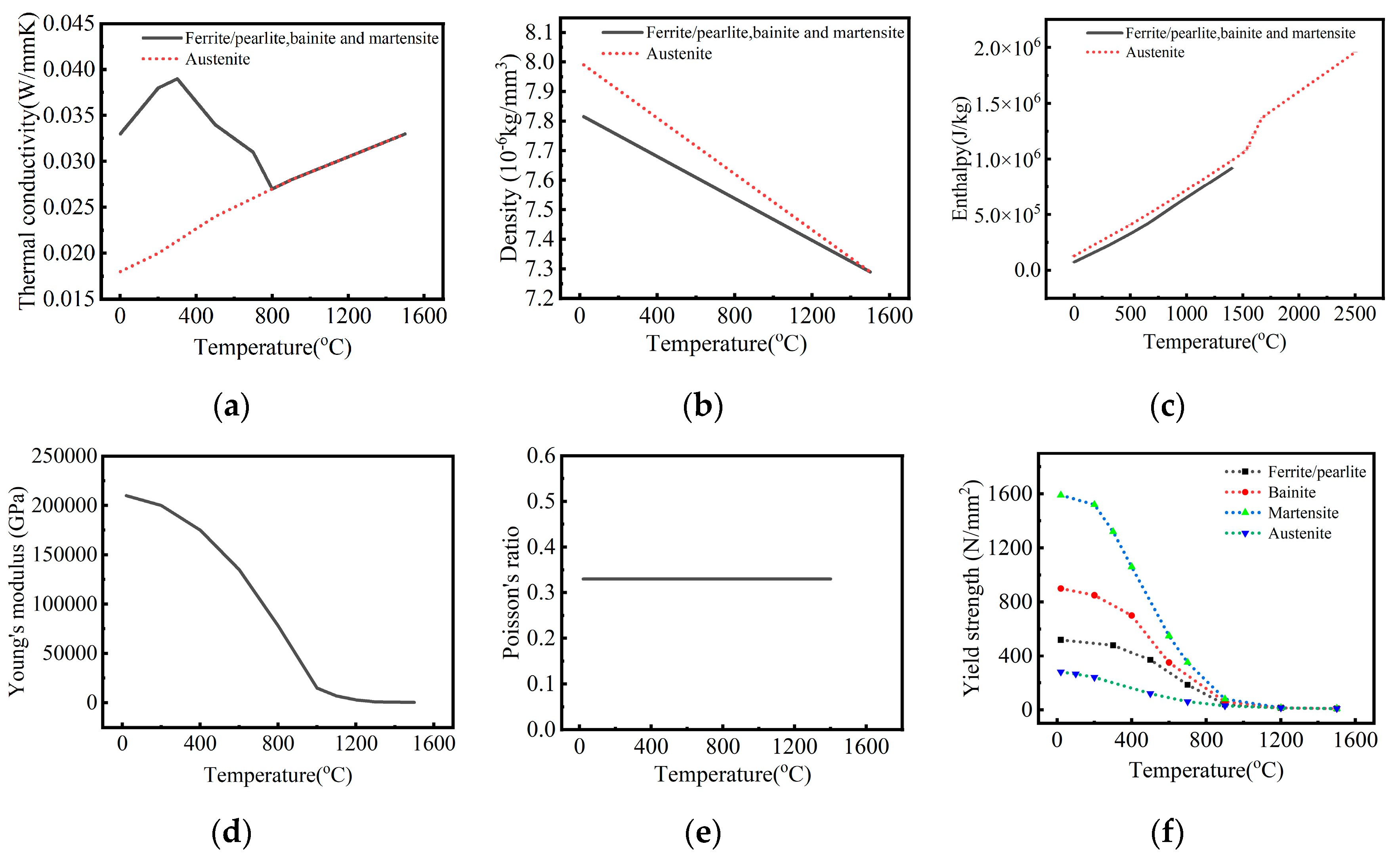
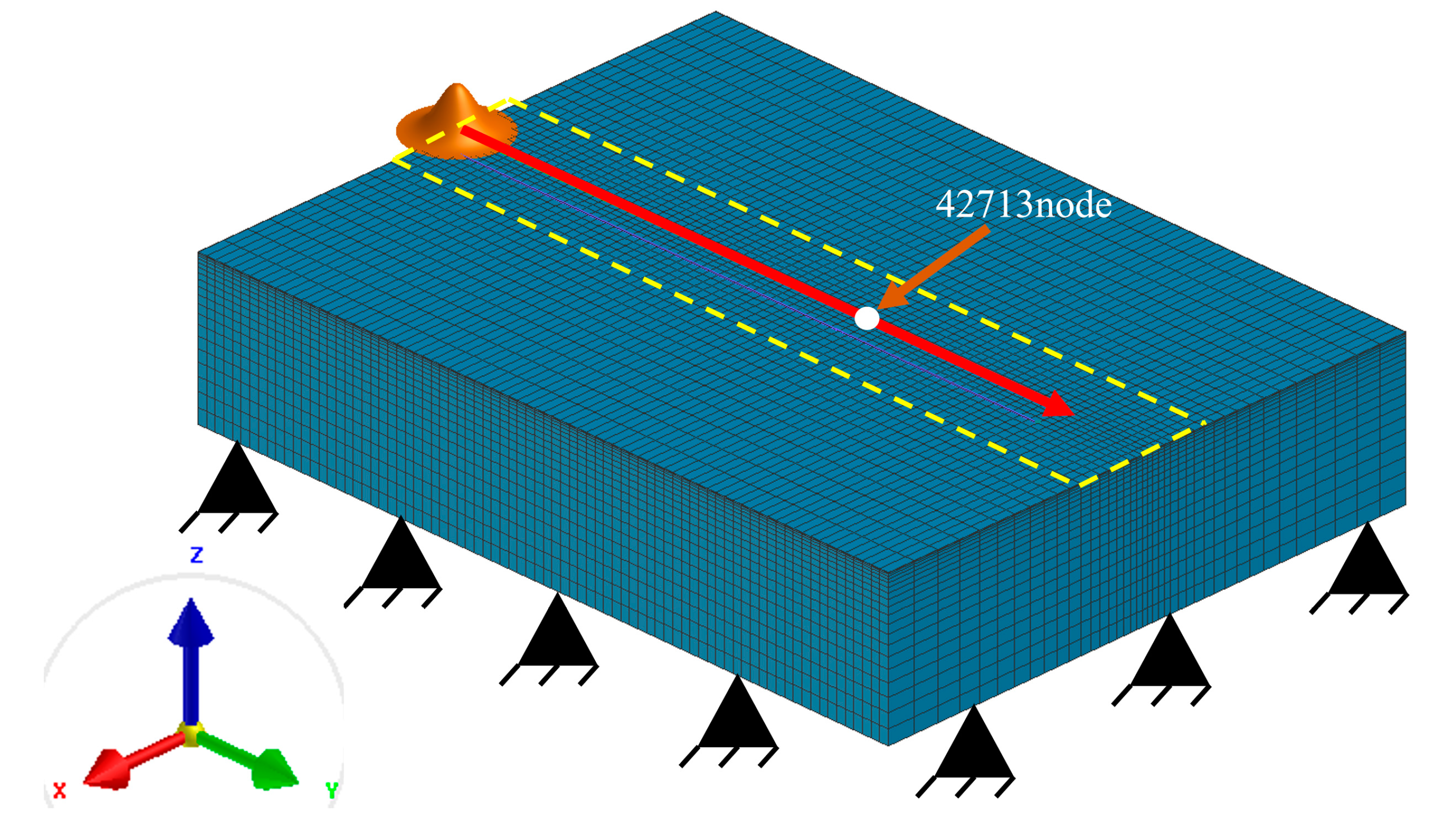
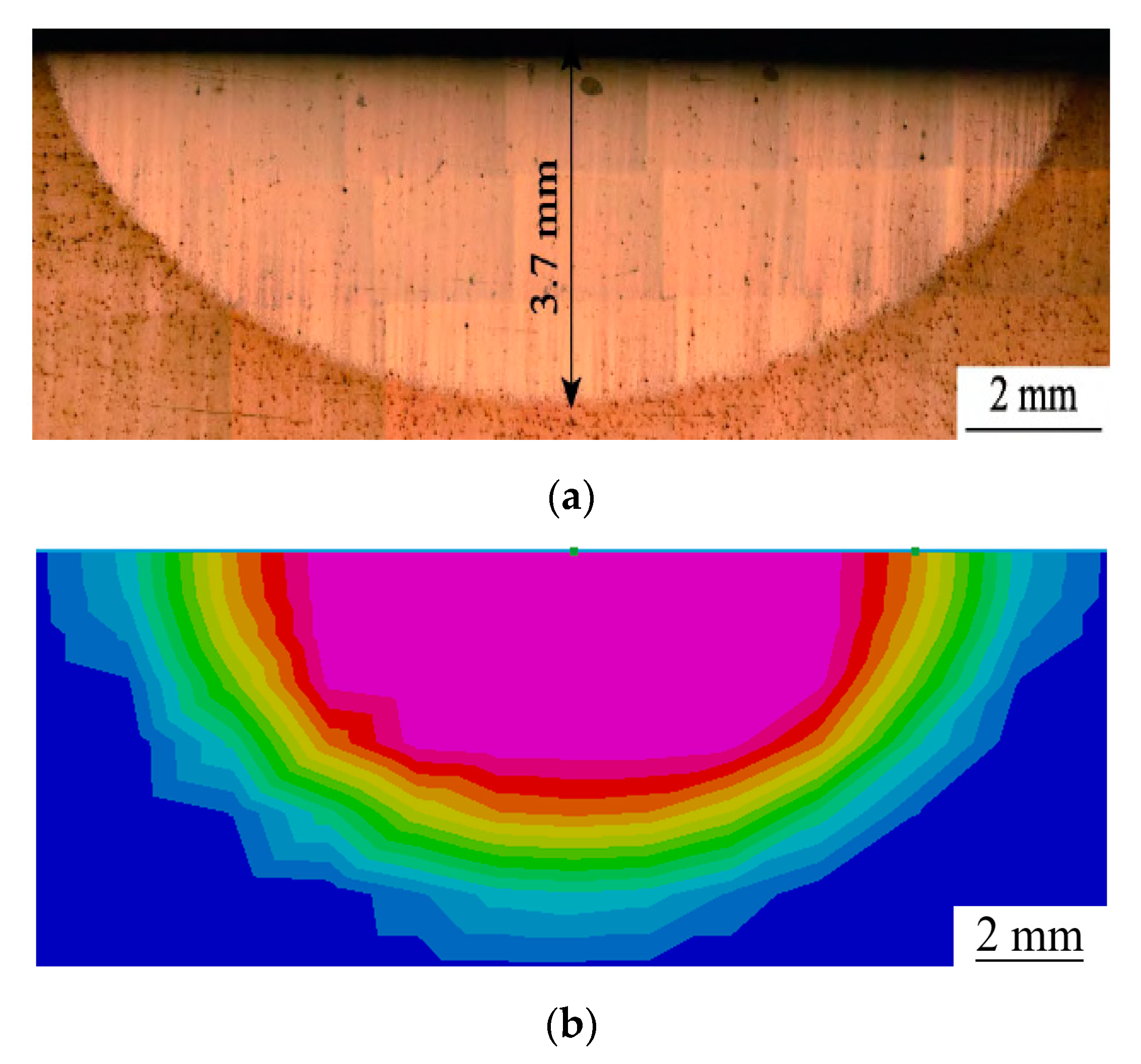
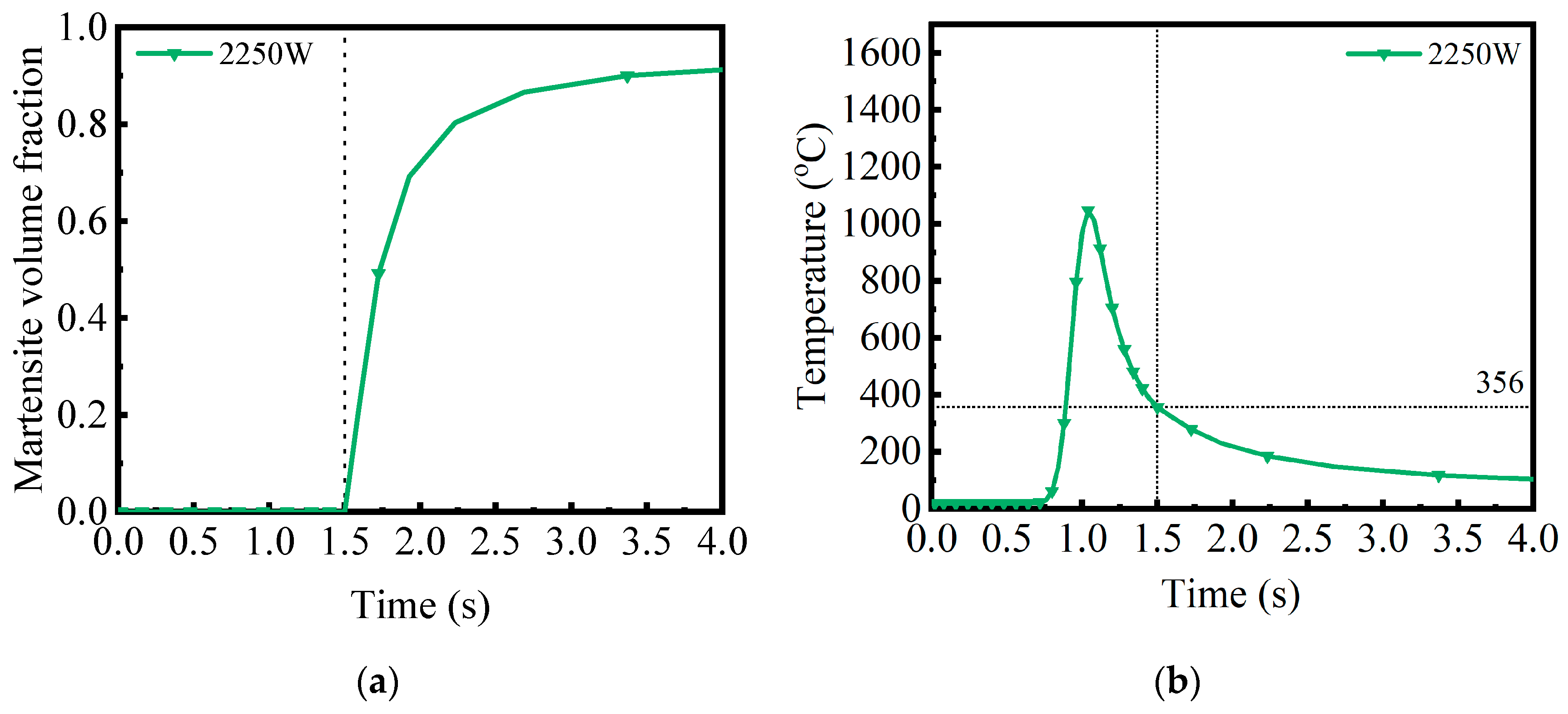
The mechanisms of the laser phase hardening of shield main bearings are very complex, and further experimental work and theoretical research are needed. Some of the above scholars focused on the experimental parts of the study, the simulation of laser phase hardening of the specimen is mostly only to simulate its temperature field changes, and the change of each phase of the specimen under different experimental parameters is less studied. The temperature field and the evolution of each phase in the laser phase hardening process of 42CrMo steel are analyzed in this paper. The heat conduction time and temperature gradient in the phase hardening process are controlled through the optimization of process parameters to obtain a finer martensite organization, uniform hardness distribution and higher hardening layer depth, providing a better theoretical basis for the laser phase hardening experiment, which is of great engineering significance for improving the wear and fatigue resistance of shield main bearings.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}