Statistical Tool Size Study for Computer-Controlled Optical Surfacing

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
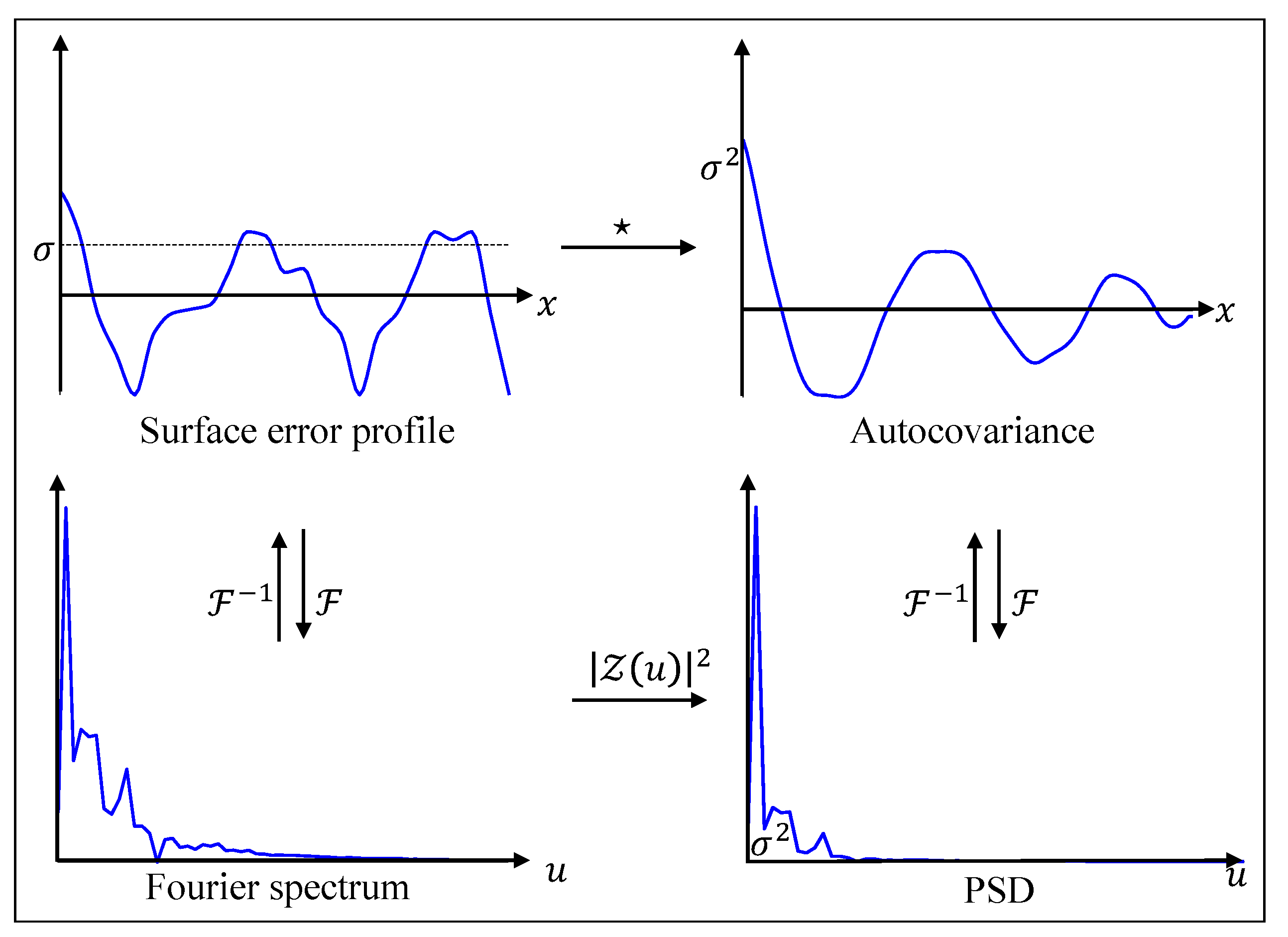
2. Fourier Analysis of Surface Error
2.1. The Fourier Transform
2.2. Power Spectral Density
2.3. Encircled Error
2.4. Characteristic Frequency of a Surface Error Map
3. The Reference TIF
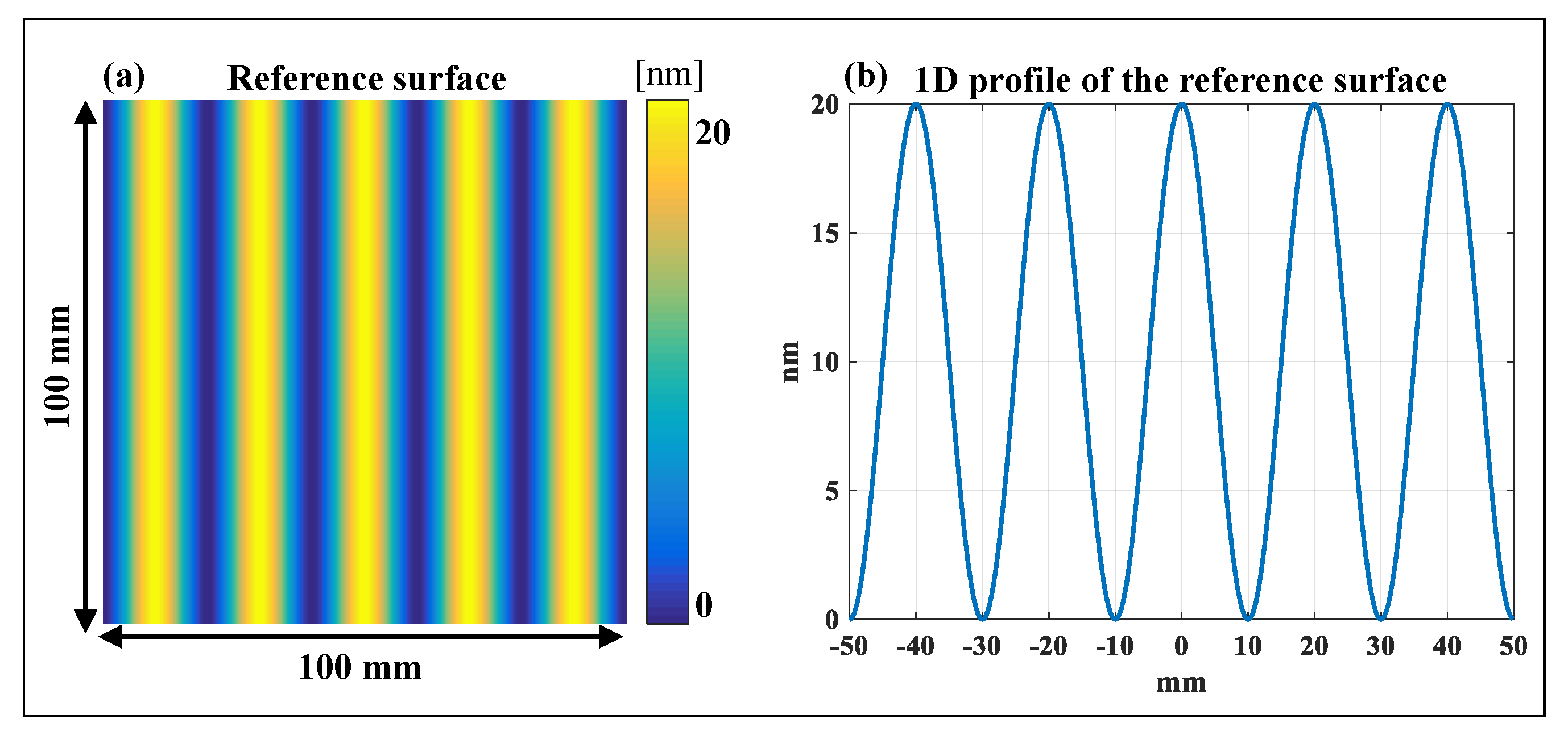
3.1. The Reference Surface
3.2. Preston’s Equation and the Line TIF
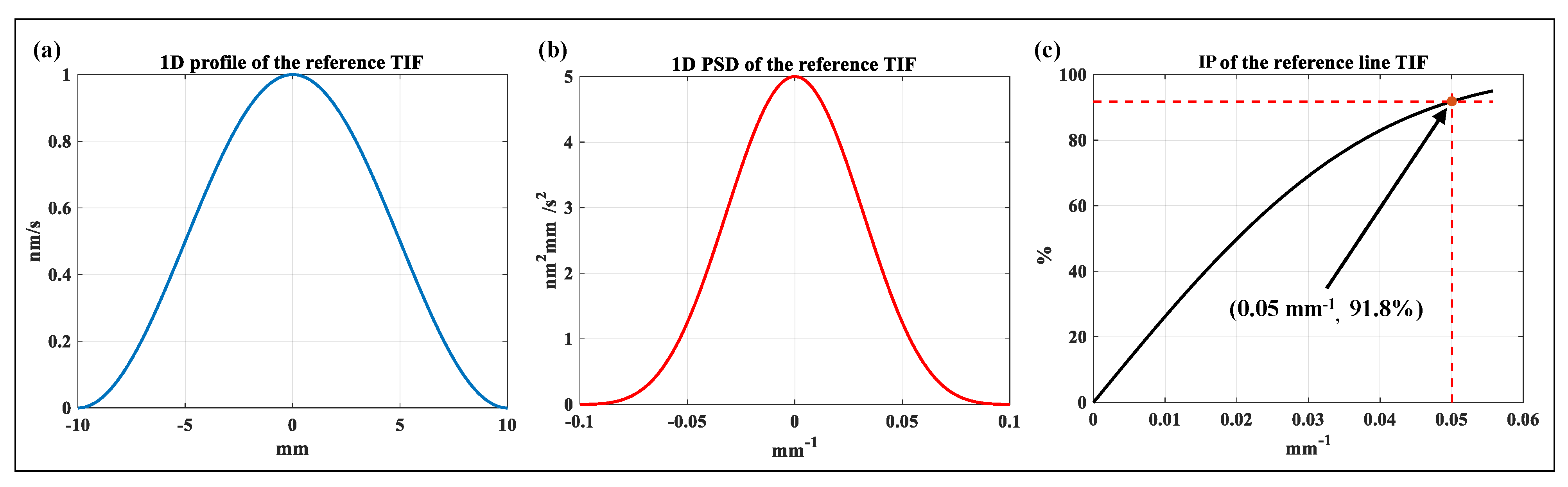
3.3. The Reference TIF
3.4. Integrated PSD and the Characteristic Frequency of a TIF
4. Extending the Calibration to Other TIF Shapes
4.1. The Gaussian TIF
4.2. The Spin TIF
4.3. The Orbital TIF
4.4. Determining the TIF Size to Match a Desired CF
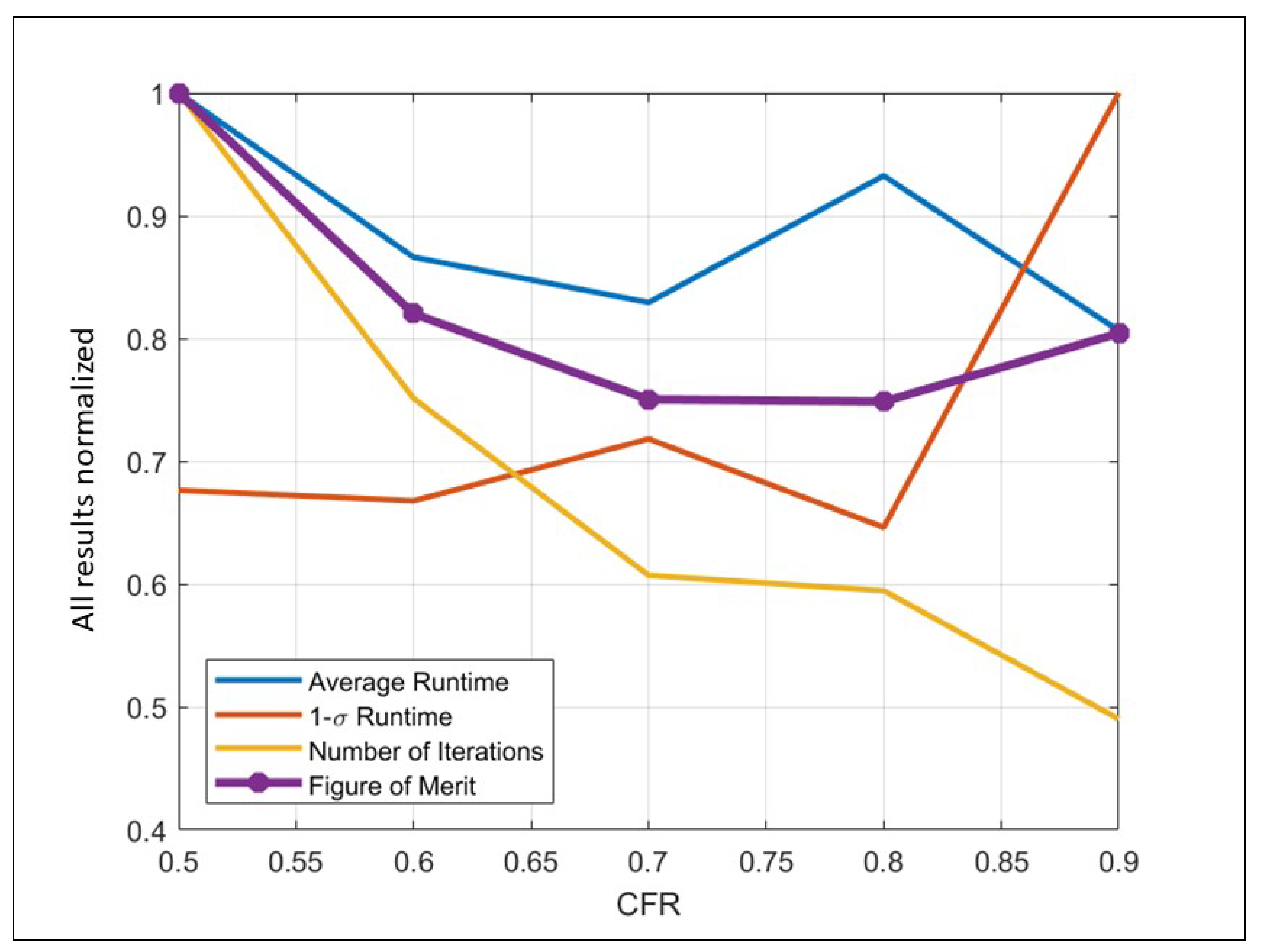
5. The Characteristic Frequency Ratio
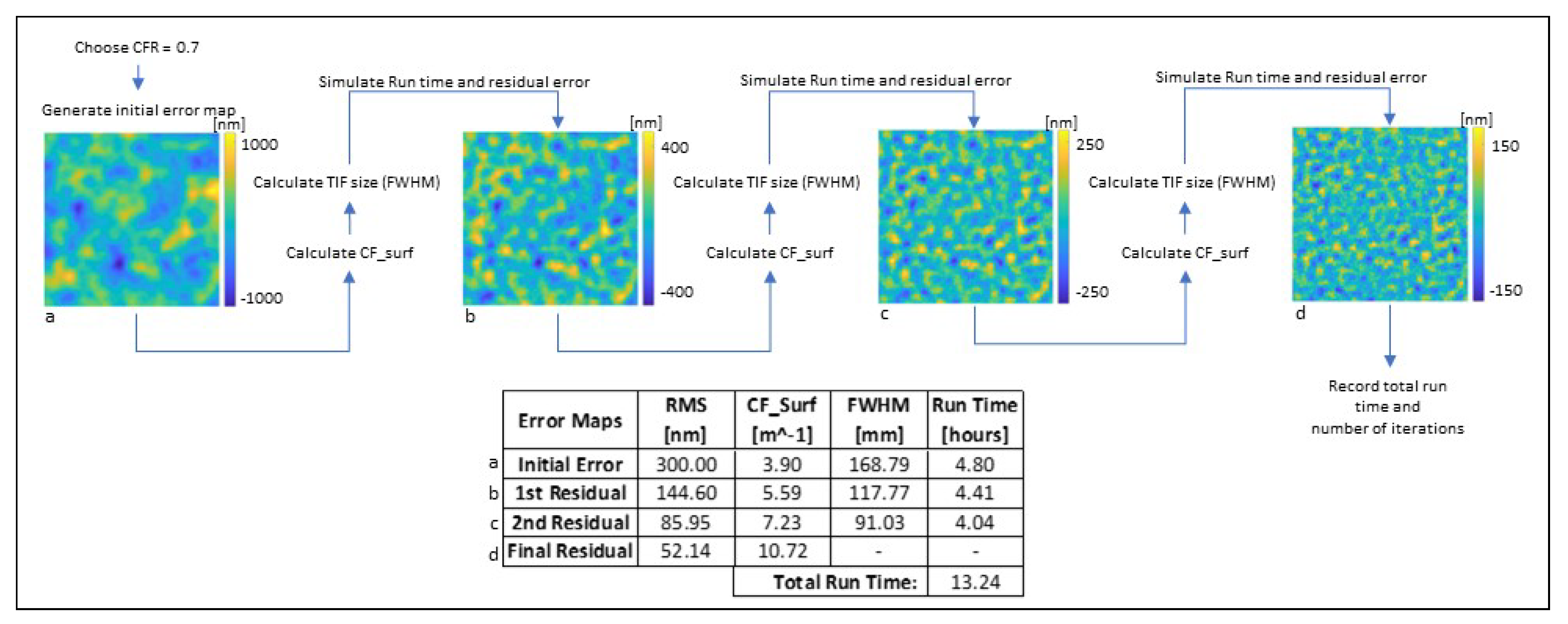
6. Computer-Assisted Study of the Optimal CFR for Tool Size Selection
6.1. Simulation Specifications
6.2. Simulation Results
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jones, R.A. Optimization of computer controlled polishing. Appl. Opt. 1977, 16, 218–224. [Google Scholar] [CrossRef]
- Cheng, H. Independent Variables for Optical Surfacing Systems; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Fanson, J.; Bernstein, R.; Angeli, G.; Ashby, D.; Bigelow, B.; Brossus, G.; Bouchez, A.; Burgett, W.; Contos, A.; Demers, R.; et al. Overview and status of the Giant Magellan Telescope project. In Proceedings of the Ground-based and Airborne Telescopes VIII. International Society for Optics and Photonics, Online, 14–22 December 2020; Volume 11445, p. 114451F. [Google Scholar]
- Ghigo, M.; Vecchi, G.; Basso, S.; Citterio, O.; Civitani, M.; Mattaini, E.; Pareschi, G.; Sironi, G. Ion figuring of large prototype mirror segments for the E-ELT. Adv. Opt. Mech. Technol. Telesc. Instrum. 2014, 9151, 225–236. [Google Scholar]
- Kim, D.; Choi, H.; Brendel, T.; Quach, H.; Esparza, M.; Kang, H.; Feng, Y.T.; Ashcraft, J.N.; Ke, X.; Wang, T.; et al. Advances in Optical Engineering for Future Telescopes. Opto-Electron. Adv. 2021, 4, 210040-1. [Google Scholar] [CrossRef]
- Schindler, A.; Haensel, T.; Nickel, A.; Thomas, H.J.; Lammert, H.; Siewert, F. Finishing procedure for high-performance synchrotron optics. Opt. Manuf. Test. V 2003, 5180, 64–72. [Google Scholar]
- Beaucamp, A.; Namba, Y. Super-smooth finishing of diamond turned hard X-ray molding dies by combined fluid jet and bonnet polishing. CIRP Ann. 2013, 62, 315–318. [Google Scholar] [CrossRef]
- Thiess, H.; Lasser, H.; Siewert, F. Fabrication of X-ray mirrors for synchrotron applications. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2010, 616, 157–161. [Google Scholar] [CrossRef]
- Wang, T.; Huang, L.; Choi, H.; Vescovi, M.; Kuhne, D.; Zhu, Y.; Pullen, W.C.; Ke, X.; Kim, D.W.; Kemao, Q.; et al. RISE: Robust iterative surface extension for sub-nanometer X-ray mirror fabrication. Opt. Express 2021, 29, 15114–15132. [Google Scholar] [CrossRef]
- Wang, T.; Huang, L.; Vescovi, M.; Kuhne, D.; Zhu, Y.; Negi, V.S.; Zhang, Z.; Wang, C.; Ke, X.; Choi, H.; et al. Universal dwell time optimization for deterministic optics fabrication. Opt. Express 2021, 29, 38737–38757. [Google Scholar] [CrossRef]
- Weiser, M. Ion beam figuring for lithography optics. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms. 2009, 267, 1390–1393. [Google Scholar] [CrossRef]
- Wischmeier, L.; Graeupner, P.; Kuerz, P.; Kaiser, W.; van Schoot, J.; Mallmann, J.; de Pee, J.; Stoeldraijer, J. High-NA EUV lithography optics becomes reality. Extrem. Ultrav. (EUV) Lithogr. XI 2020, 11323, 1132308. [Google Scholar]
- Han, Y.; Duan, F.; Zhu, W.; Zhang, L.; Beaucamp, A. Analytical and stochastic modeling of surface topography in time-dependent sub-aperture processing. Int. J. Mech. Sci. 2020, 175, 105575. [Google Scholar] [CrossRef]
- Chaves-Jacob, J.; Beaucamp, A.; Zhu, W.; Kono, D.; Linares, J.M. Towards an understanding of surface finishing with compliant tools using a fast and accurate simulation method. Int. J. Mach. Tools Manuf. 2021, 163, 103704. [Google Scholar] [CrossRef]
- Zhou, L.; Dai, Y.; Xie, X.; Li, S. Frequency-domain analysis of computer-controlled optical surfacing processes. Sci. China Ser. E Technol. Sci. 2009, 52, 2061–2068. [Google Scholar] [CrossRef]
- Wang, J.; Fan, B.; Wan, Y.; Shi, C.; Zhuo, B. Method to calculate the error correction ability of tool influence function in certain polishing conditions. Opt. Eng. 2014, 53, 075106. [Google Scholar] [CrossRef]
- Wang, J.; Hou, X.; Wan, Y.; Shi, C. An optimized method to calculate error correction capability of tool influence function in frequency domain. Optifab 2017 2017, 10448, 104481Z. [Google Scholar]
- Trumper, I.; Hallibert, P.; Arenberg, J.W.; Kunieda, H.; Guyon, O.; Stahl, H.P.; Kim, D.W. Optics technology for large-aperture space telescopes: From fabrication to final acceptance tests. Adv. Opt. Photonics 2018, 10, 644–702. [Google Scholar] [CrossRef]
- Graves, L.R.; Smith, G.A.; Apai, D.; Kim, D.W. Precision Optics Manufacturing and Control for Next-Generation Large Telescopes. J. Int. Soc. Nanomanuf. 2019, 2, 65–90. [Google Scholar] [CrossRef]
- Jacobs, T.D.; Junge, T.; Pastewka, L. Quantitative characterization of surface topography using spectral analysis. Surf. Topogr. Metrol. Prop. 2017, 5, 013001. [Google Scholar] [CrossRef] [Green Version]
- Kim, D.W.; Kim, S.W.; Burge, J.H. Non-sequential optimization technique for a computer controlled optical surfacing process using multiple tool influence functions. Opt. Express 2009, 17, 21850–21866. [Google Scholar] [CrossRef] [Green Version]
- Kim, D.W.; Park, W.H.; Kim, S.W.; Burge, J.H. Parametric modeling of edge effects for polishing tool influence functions. Opt. Express 2009, 17, 5656–5665. [Google Scholar]
- Dong, Z.; Cheng, H.; Tam, H.Y. Modified subaperture tool influence functions of a flat-pitch polisher with reverse-calculated material removal rate. Appl. Opt. 2014, 53, 2455–2464. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.W.; Oh, C.J.; Lowman, A.; Smith, G.A.; Aftab, M.; Burge, J.H. Manufacturing of super-polished large aspheric/freeform optics. Adv. Opt. Mech. Technol. Telesc. Instrum. II 2016, 9912, 99120F. [Google Scholar]
- Wang, T.; Huang, L.; Kang, H.; Choi, H.; Kim, D.W.; Tayabaly, K.; Idir, M. RIFTA: A Robust Iterative Fourier Transform-based dwell time Algorithm for ultra-precision ion beam figuring of synchrotron mirrors. Sci. Rep. 2020, 10, 8135. [Google Scholar] [CrossRef] [PubMed]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pullen, W.C.; Wang, T.; Choi, H.; Ke, X.; Negi, V.S.; Huang, L.; Idir, M.; Kim, D. Statistical Tool Size Study for Computer-Controlled Optical Surfacing. Photonics 2023, 10, 286. https://doi.org/10.3390/photonics10030286
Pullen WC, Wang T, Choi H, Ke X, Negi VS, Huang L, Idir M, Kim D. Statistical Tool Size Study for Computer-Controlled Optical Surfacing. Photonics. 2023; 10(3):286. https://doi.org/10.3390/photonics10030286
Chicago/Turabian StylePullen, Weslin C., Tianyi Wang, Heejoo Choi, Xiaolong Ke, Vipender S. Negi, Lei Huang, Mourad Idir, and Daewook Kim. 2023. "Statistical Tool Size Study for Computer-Controlled Optical Surfacing" Photonics 10, no. 3: 286. https://doi.org/10.3390/photonics10030286