
Applicability of Extreme Vertices Design in the Compositional Optimization of 3D-Printed Lightweight High-Entropy-Alloy/B4C/ZrO2/Titanium Trihybrid Aero-Composite
 , , , and
, , , and
Abstract
:1. Introduction
2. Experimental Program
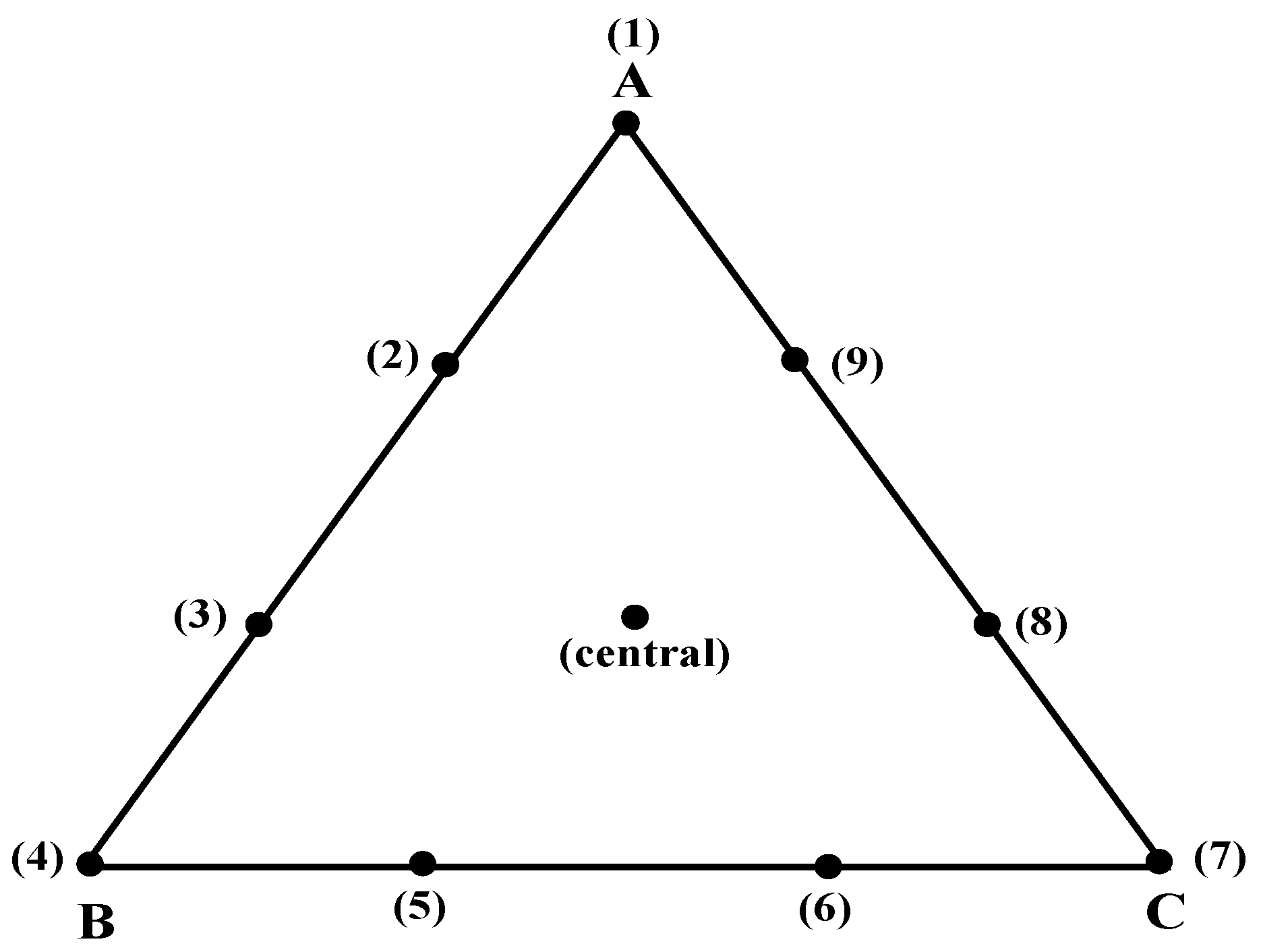
2.1. Mixture Design of Experiment (MoE)
2.2. Materials and Trihybrid Composite Fabrication
2.3. Property Examination
3. Results and Discussion
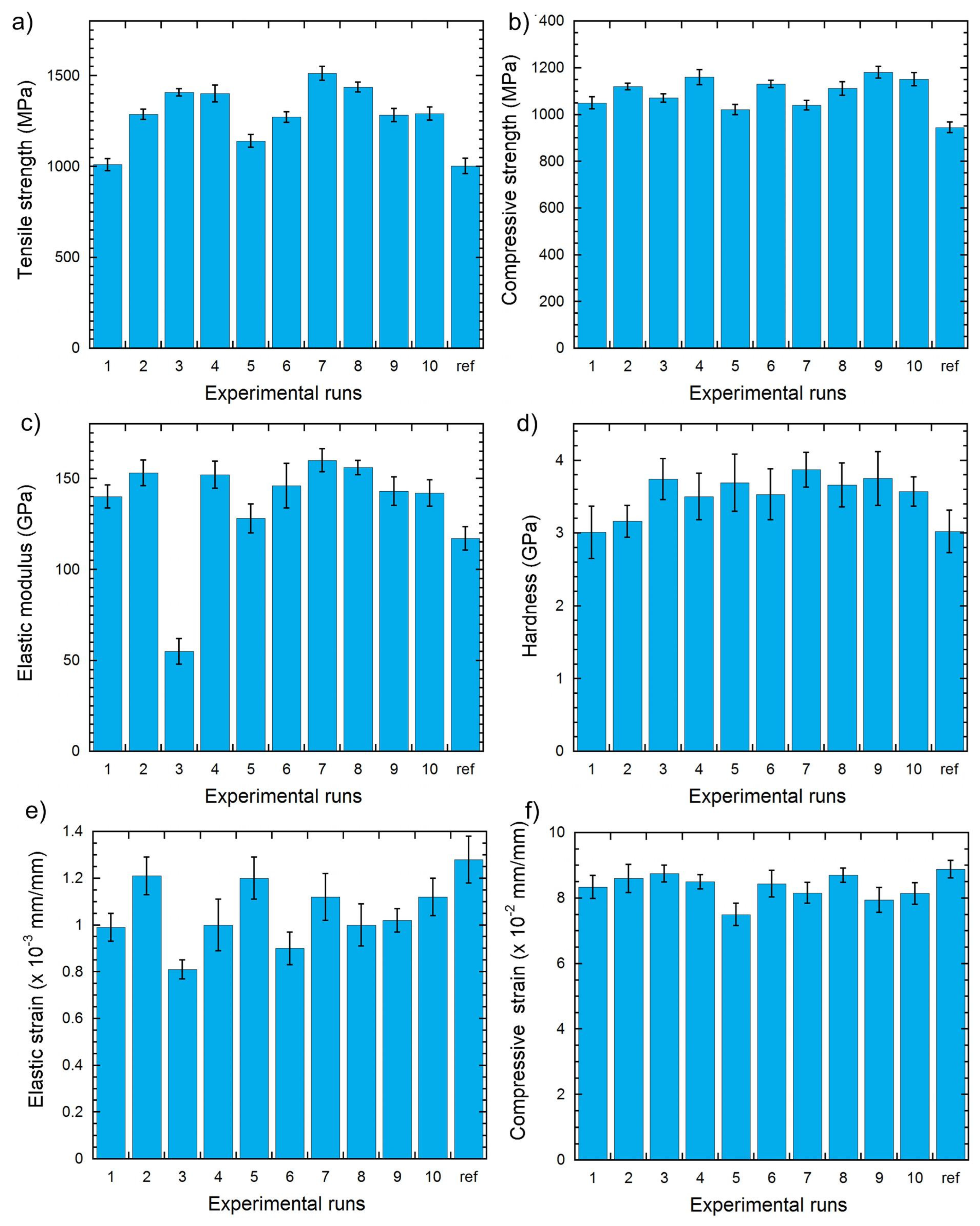
3.1. Analysis of Experimental Results
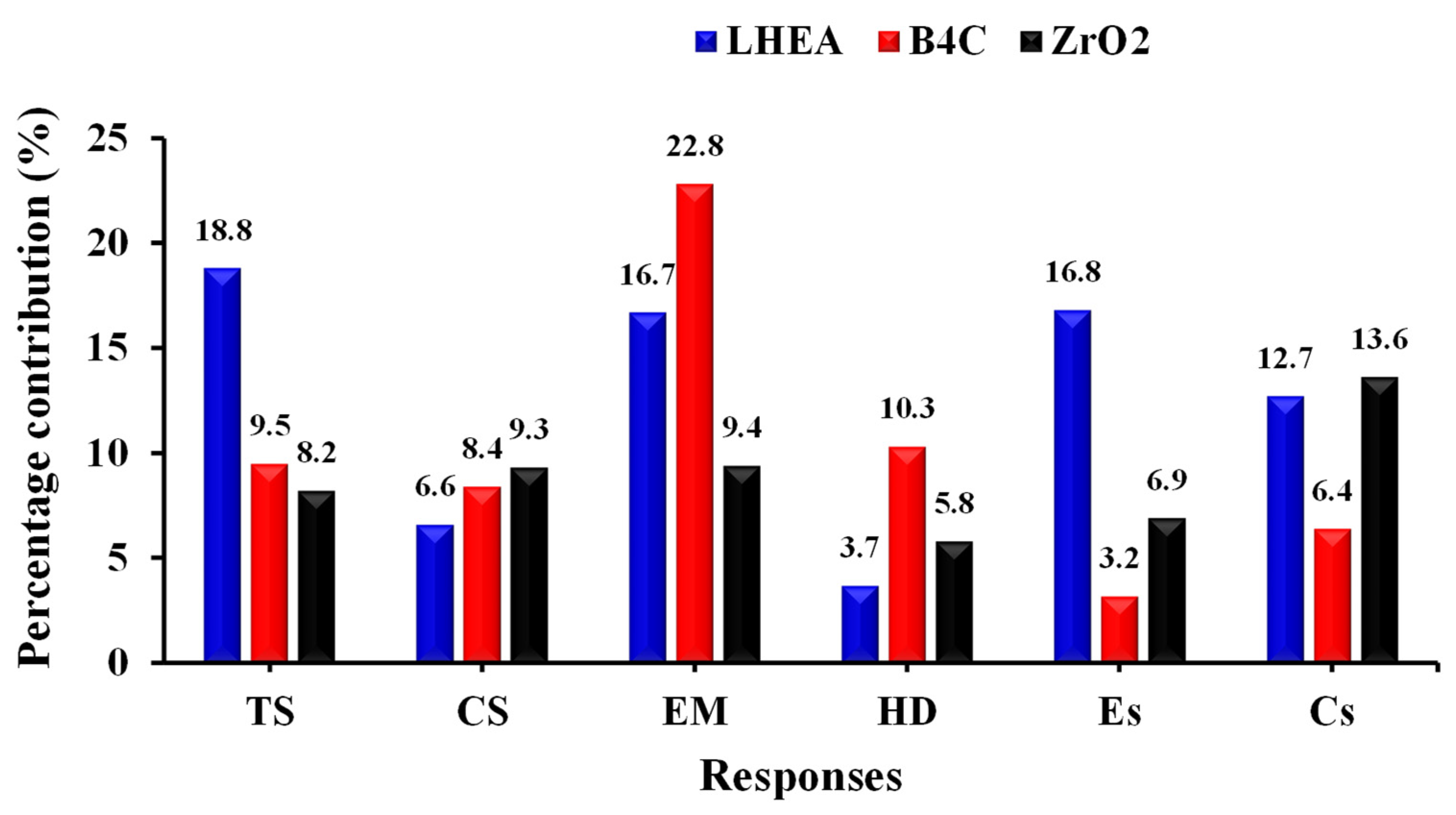
3.2. Analysis of Variance
3.3. Predictive Models
3.3.1. Predicted Values vs. Actual (Experimental Values)
3.3.2. Mathematical Models
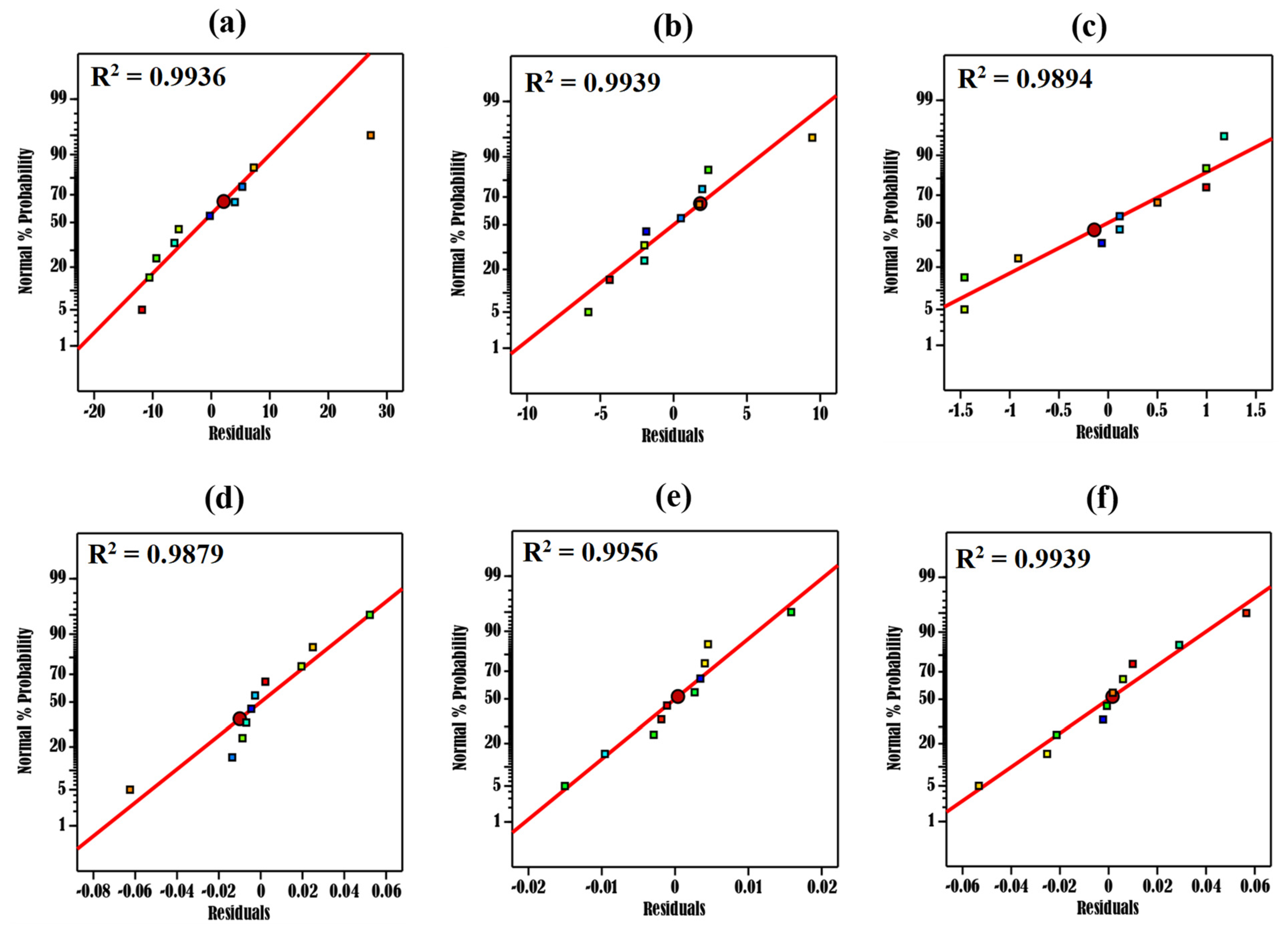
3.4. Probability Plot
3.5. Predicted vs. Experimental Value Plots
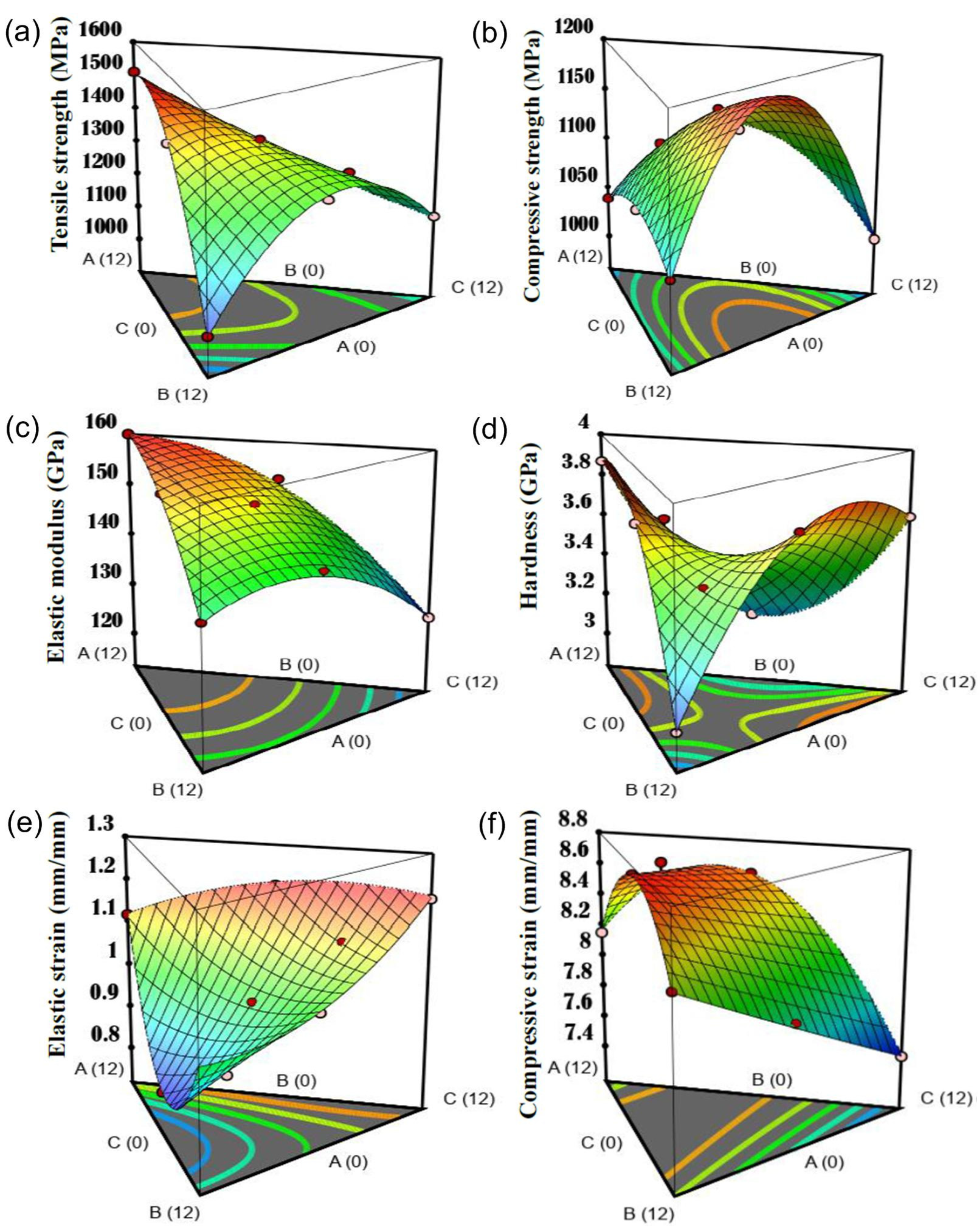
3.6. Response Surface Plots
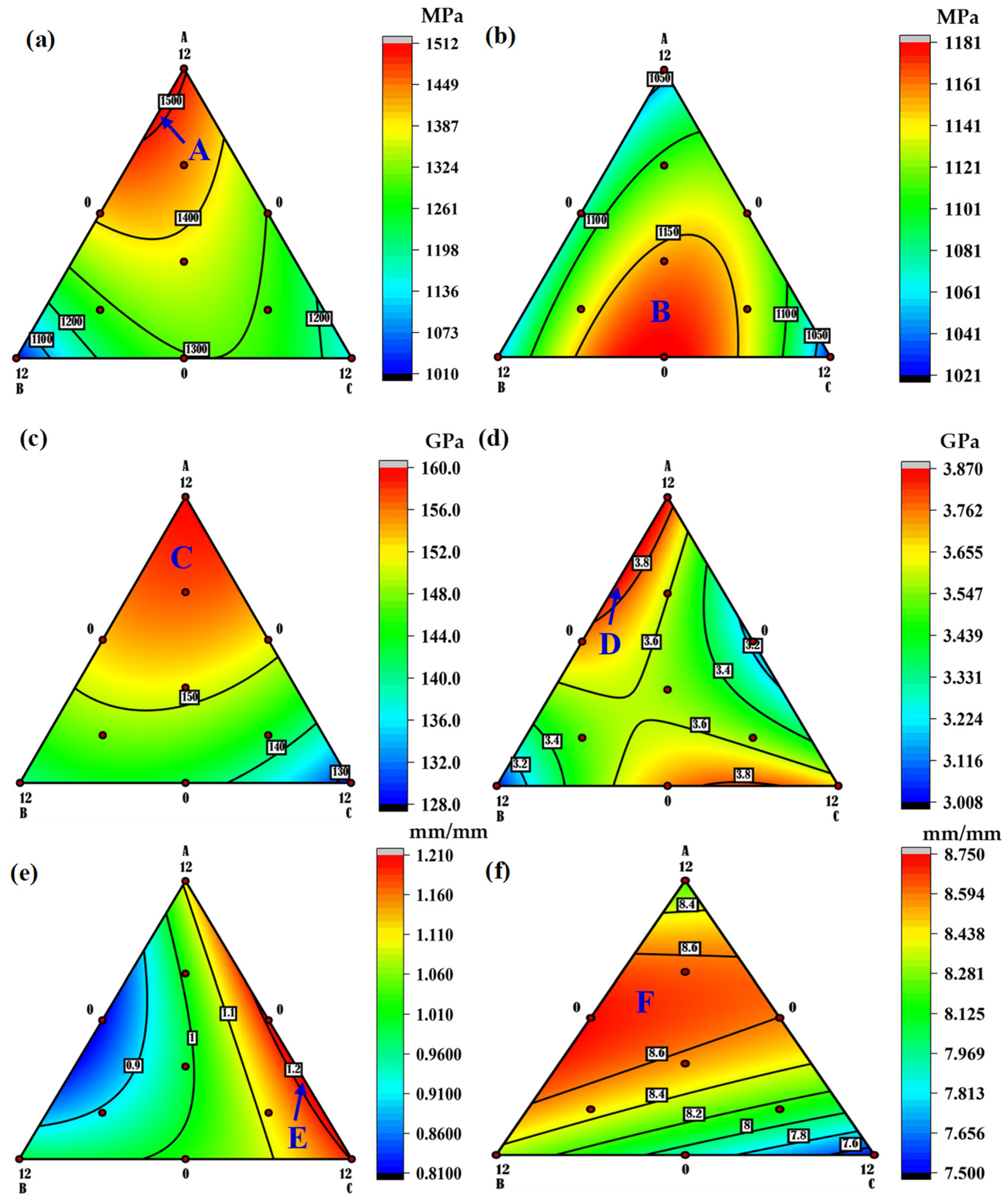
3.7. Ternary Maps for Responses
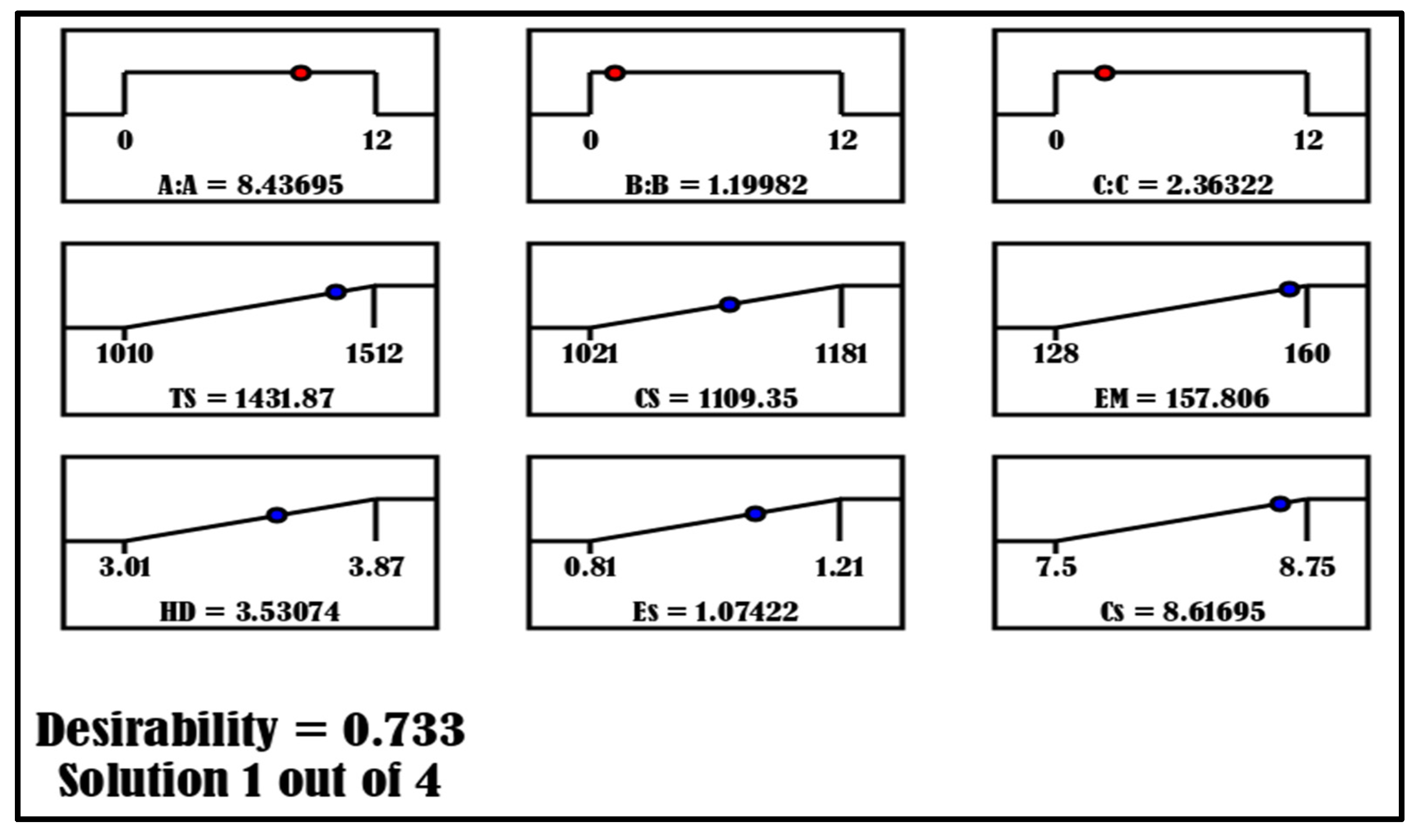
3.8. Multiobjective Optimization and Model Validation
4. Conclusions
- The analysis of variance revealed that the contributions of the inputs to the investigated response properties are substantial. The relevance of the cross-interaction between the input components varied for each response.
- Mathematical models were built for the attributes, and their mathematical significance in forecasting the responses was confirmed.
- The response surface plot revealed various interaction patterns for the input variables and their interactions, indicating that the trend of the responses depended on the interactive patterns between the variables.
- The ternary plots revealed varying regions in achieving varying outputs at varying parameter combinations.
- The predicted optimization formulation was 8.43695 wt.% for A (LHEA), 1.19982 wt.% for B (B4C), and 2.36332 wt.% for C (ZrO2), yielding tensile strength, compressive strength, elastic strain, and compressive strain values of 1431.87 MPa, 1109.35 MPa, 157.806 GPa, 3.53074 GPa, 1.07422 × 10−2 mm/mm, and 8.61695 mm/mm.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pan, H. Development and application of lightweight high-strength metal materials. MATEC Web Conf. 2018, 207, 03010. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Xu, J. Advanced lightweight materials for automobiles: A review. Mater. Des. 2022, 221, 110994. [Google Scholar] [CrossRef]
- Nyamekye, P.; Golroudhary, S.R.; Piili, H.; Luukka, P.; Kraslawski, A. Impact of additive manufacturing on titanium supply chain: Case of titanium alloys in automotive and aerospace industries. Adv. Ind. Manuf. Eng. 2023, 6, 100112. [Google Scholar] [CrossRef]
- Falodun, O.E.; Obadele, B.A.; Oke, S.R.; Okoro, A.M.; Olumbambi, P.A. Titanium-based matrix composites reinforced with particulate, microstructure, and mechanical properties using spark plasma sintering technique: A review. Int. J. Adv. Manuf. Technol. 2019, 102, 1689–1701. [Google Scholar] [CrossRef]
- Shetty, R.; Hegde, A.; Shetty, U.K.; Nayak, R.; Naik, N.; Nayak, M. Processing and mechanical characterization of titanium metal matrix composites: A literature review. J. Compos. Sci. 2022, 6, 388. [Google Scholar] [CrossRef]
- Gofrey, T.M.T.; Goodwin, P.S.; Wrad-Close, C.M. Titanium particulate metal matrix composites–reinforcement, production methods, and mechanical properties. Adv. Eng. Mater. 2000, 2, 85–91. [Google Scholar] [CrossRef]
- Ogunsanya, O.A.; Akinwande, A.A.; Balogun, O.A.; Romanovski, V.; Kumar, M.S. Mechanical and damping behavior of artificially aged Al 6061/TiO2 reinforced composites for aerospace application. Part. Sci. Technol. 2022, 41, 196–208. [Google Scholar] [CrossRef]
- Hayat, M.D.; Singh, H.; He, Z.; Cao, P. Titanium metal matrix composites: An overview. Compos. Part A Appl. Sci. Manuf. 2019, 121, 418–438. [Google Scholar] [CrossRef]
- Yi, J.; Niu, B.; Pan, L.; Zou, X.; Cao, Y.; Wang, X.; Luo, J.; Hu, Y. Influence of WC grain size on the microstructure and wear property enhacement of 18Ni300 coatings. Surf. Coat. Technol. 2022, 414, 128823. [Google Scholar] [CrossRef]
- Olaniran, O.; Akinwande, A.A.; Adediran, A.A.; Jen, T.C. Microstructural characterization and properties of aluminium 7075/Mo prepared by microwave sintering for high-strength application. Adv. Mater. Process. Technol. 2022, 1. [Google Scholar] [CrossRef]
- Olorunyolemi, O.C.; Ogunsanya, O.A.; Akinwande, A.A.; Balogun, O.A.; Kumar, M.S. Enhanced mechanical behavior and grain characterization of aluminium matrix composites by cold rolling and reinforcement addition (Rice husk ash and coal fly ash). J. Process. Mech. Eng. 2022. [Google Scholar] [CrossRef]
- Gobalakrishnan, B.; Rajaravi, C.; Udhayakumar, G.; Lakshminarayanan, P.R. Effect of ceramic particulate addition on aluminium based ex-situ and in-situ formed metal matrix composites. Met. Mater. Int. 2020, 27, 3695–3708. [Google Scholar] [CrossRef]
- Laad, M.; Ghule, B. Synthesis and characterization of natural ceramic reinforced titanium metal matrix composite. Can. J. Metall. Mater. Sci. 2021, 60, 196–202. [Google Scholar] [CrossRef]
- Kumar, N.; Bharti, A.; Azam, S.M. Effect of reinforcement with metallic, carbon, and ceramic fillers on copper matrix composite physical and mechanical properties. Met. Sci. Heat Treat. 2022, 64, 223–226. [Google Scholar] [CrossRef]
- Bajakke, P.A.; Malik, V.R.; Deshpande, A.S. Particulate metal matrix composites and their fabrication via friction stir processing—A review. Mater. Manuf. Process. 2019, 34, 833–881. [Google Scholar] [CrossRef]
- Ashebir, D.A.; Mengesha, G.A.; Sinha, D.K. The role of tetra hybrid reinforcements on the behavior of aluminium metal matrix composites. J. Nanomater. 2022, 2022, 1–18. [Google Scholar] [CrossRef]
- Karthik, G.M.; Panikar, S.; Ram, G.D.J.; Kottada, R.S. Additive manufacturing of an aluminium matrix composite reinforced with nanocrystalline high-entropy alloy particles. Mater. Sci. Eng. A 2017, 679, 193–203. [Google Scholar] [CrossRef]
- Talabi, H.K.; Ojomo, A.M.; Folorunsho, O.E.; Akinfolarin, J.F.; Kumar, J.P.; Mohan, R.R.; Akinwande, A.A.; Kumar, M.S. Development of hybrid aluminium alloy composites modified with locally sourced environmental wastes. Adv. Mater. Process. Technol. 2022, 1–18. [Google Scholar] [CrossRef]
- Luo, K.; Xiong, H.; Zhnag, Y.; Gu, H.; Li, Z.; Kong, C.; Yu, H. AA1050 metal matrix composites reinforced by high-entropy alloy particles via stir casting and subsequent rolling. J. Alloys Compd. 2022, 893, 162370. [Google Scholar] [CrossRef]
- Prakash, K.S.; Purusothaman, M.; Sasikumar, M. Fabrication and characterization of metal-high entropy alloy composites. Int. J. Met. Cast. 2019, 14, 547–555. [Google Scholar] [CrossRef]
- Gao, C.; Wang, Q.; Wei, M.; Fan, H.; Zhao, L.; Wei, Y.; Ma, Q. Effects of reinforcement volume fraction on mechanical properties and microstructures of 7075Al matrix composites reinforced by FeCoCrNiAl high-entropy-alloy particles. Metals 2022, 12, 851. [Google Scholar] [CrossRef]
- Yang, X.; Dong, P.; Yan, Z.; Cheng, B.; Zhai, X.; Chen, H.; Zhang, H.; Wang, W. AlCoCrFeNu high-entropy alloy particle reinforced 5083Al matrix composites wityh fine grain structure fabricated by submerged friction stir processing. J. Alloys Compd. 2020, 836, 155411. [Google Scholar] [CrossRef]
- Ananiadis, E.; Argyris, K.T.; Matikas, T.E.; Sfikas, A.K.; Karantzalis, A.E. Microstructure and corrosion performance of aluminium matrix composites reinforced with refractory high-entropy alloy particulates. Appl. Sci. 2021, 11, 1300. [Google Scholar] [CrossRef]
- Yuan, Z.; Tian, W.; Li, F.; Fu, Q.; Hu, Y.; Wang, X. Microstructure and properties of high-entropy alloy reinforced aluminium matrix composites by spark plasma sintering. J. Alloys Compd. 2019, 806, 901–908. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, A.; Suhane, A. Synthesis and characterization of a novel CoCrFeMnNi high-entropy alloy-reinforced AA6082 composite. J. Mater. Res. 2022, 37, 2961–2978. [Google Scholar] [CrossRef]
- Lu, T.; He, T.; Li, Z.; Chen, H.; Han, X.; Fu, Z.; Chen, W. Microstructure, mechanical properties and machinability of particulate reinforced Al matrix composites: A comparative study between SiC particles and high-entropy alloy particles. J. Mater. Res. Technol. 2020, 9, 13646–13660. [Google Scholar] [CrossRef]
- Chinababu, M.; Krishna, N.N.; Sivaprasad, K.; Prashanth, K.G.; Rao, E.B. Evolution of microstructure and mechanical properties of LM25-HEA composite processed through stir casting with a bottom pouring system. Materials 2022, 15, 230. [Google Scholar] [CrossRef]
- Antunes, R.A.; Salvador, C.A.F.; Oliveira, M.C.L. Materials Selection of optimized titanium alloys for aircraft applications. Mater. Res. 2018, 21, e20170979. [Google Scholar] [CrossRef] [Green Version]
- Tshephe, T.S.; Akinwamide, S.O.; Olevsky, E.; Olumbambi, P.A. Additive manufacturing of titanium-based alloys—A review of methods, properties, challenges, and prospects. Heliyon 2022, 8, e09041. [Google Scholar] [CrossRef]
- Srivabut, C.; Ratanawilai, T.; Hiziroglu, S. Response surface optimization and statistical analysis of composites made from calcium carbonate filler-added recycled polypropylene and rubberwood fiber. J. Thermoplast. Compos. Mater. 2019, 35, 391–415. [Google Scholar] [CrossRef]
- Santana, H.A.; Neto, J.S.A.; Amorim, N.S., Jr.; Ribeiro, D.V.; Cilla, M.S.; Dias, C.M.R. Sel-compacting geopolymer mixture: Dosing based on statistical mixture design and simulateneuous optimization. Constr. Build. Mater. 2020, 249, 118677. [Google Scholar] [CrossRef]
- Yildizel, S.A.; Tayeh, B.A.; Calis, G. Experimental and modelling study of mixture design optimization of glass fiber-reinfoced concrete with combined utilization of Taguchi and Extreme Vertices Design Techniques. J. Mater. Res. Technol. 2020, 9, 2093–2106. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Balogun, O.A.; Adediran, A.A.; Adesina, O.S.; Romanovski, V.; Jen, T.C. Experimental analysis, statistical modeling, and parametric optimization of quinary-(CoCrFeMnNi)100-x/TiCx high-entropy-alloy (HEA) manufactured by laser additive manufacturing. Results Eng. 2022, 17, 100802. [Google Scholar] [CrossRef]
- Ogunbiyi, O.; Tian, Y.; Akinwande, A.A.; Rominiyi, A.L. AA7075/HEA composites fabricated by microwave sintering: Assessment of the microstructural features and response surface optimization. Intermetallics 2023, 155, 107830. [Google Scholar] [CrossRef]
- Scheffe, H. Experiments with mixtures. J. R. Stat. Soc. 1958, 20, 344–360. [Google Scholar] [CrossRef]
- Umashankar, M. Characterization and effect of particle sizes on the mechanical properties of glass particulate reinforced aluminium alloy 6061 metal matrix composites. Mater. Today Proc. 2018, 5, 12872–12876. [Google Scholar] [CrossRef]
- ASTM E 8M-21; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM E92-17; Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM E09-9; Standard Test Methods for Compression Testing of Metallic Materials at Room Temperature. ASTM International: West Conshohocken, PA, USA, 2018.
- Akinwande, A.A.; Balogun, O.A.; Romanovski, V.; Danso, H.; Kamarou, M.; Ademati, A.O. Mechanical performance and Taguchi optimization of Kenaf fiber/cement-paperboard composite for interior application. Environ. Sci. Pollut. Res. 2022, 29, 52675–52688. [Google Scholar] [CrossRef]
- Adediran, A.A.; Akinwande, A.A.; Balogun, O.A.; Bello, O.S.; Akinbowale, M.K.; Adesina, O.S.; Ojo, A.A. Mechanical and optimization studies of polypropylene hybrid biocomposites. Sci. Rep. 2022, 12, 2468. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Folorunso, D.O.; Balogun, O.A.; Danso, H.; Romanovski, V. Paperbricks produced from wastes: Modeling and optimization of compressive strength by response surface approach. Environ. Sci. Pollut. Res. 2022, 30, 8080–8097. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Folorunso, D.O.; Balogun, O.A.; Romanovski, V. Mathematical modelling, multi-objective optimization, and compliance reliability of paper-derived eco-composites. Environ. Sci. Pollut. Res. 2022, 29, 70135–70157. [Google Scholar] [CrossRef]
- Balogun, O.A.; Akinwande, A.A.; Oguinsanya, O.A.; Ademati, A.O.; Adediran, A.A.; Erinle, T.J.; Akinlabi, E.T. Central composite design and optimization of selected stir casting parameters on flexural strength and fracture toughness mTiO2/Al 7075 composites. Mater. Today Proc. 2022, 62, 4574–4583. [Google Scholar] [CrossRef]
- Olaniran, O.A.; Akinwande, A.A.; Adediran, A.A.; Jen, T.C. Process maps and regression models for the physio-thermo-mechanical properties of sintered Al7075-molybdenum composite. Mater. Lett. 2023, 332, 133527. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Adediran, A.A.; Balogun, O.A.; Olorunfemi, B.J.; Kumar, M.S. Optimization of flexural strength of recycled polyethylene-terephthalate (PET) eco-composite using response surface methodology. E3S Web Conf. 2021, 309, 01094. [Google Scholar] [CrossRef]
- Mermerdas, K.; Algin, Z.; Oleiwi, S.M.; Nassani, D.E. Optimization of lightweight GCBFS and FA geopolymer mortars by response surface method. Constr. Build. Mater. 2017, 139, 159–171. [Google Scholar] [CrossRef]
- Ademati, A.A.; Akinwande, A.A.; Balogun, O.A.; Romanovski, V. Optimization of bamboo fiber-reinforced composite-clay bricks for development of low-cost farm settlements toward boosting rural agribusiness in Africa. J. Mater. Civ. Eng. 2022, 34, 04022335. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Balogun, O.A.; Romanovski, V. Modeling, multi-response optimization, and performance reliability of green metal composites produced from municipal wastes. Environ. Sci. Pollut. Res. 2022, 29, 61027–61048. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Adediran, A.A.; Balogun, O.A.; Yibowei, M.; Barnabas, A.; Talabi, H.K.; Olorunfemi, B.J. Optimization of selected casting parameters on the mechanical behavior of Al 6061/glass powder composites. Heliyon 2022, 8, e09350. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Adesina, O.A.; Adediran, A.A.; Balogun, O.A.; Makuro, D.; Balogun, O.P.; Tee, K.F.; Kumar, M.S. Microstructure, process optimization, and strength response modelling of green-aluminium-6061 composite as automobile material. Ceramics 2023, 6, 386–415. [Google Scholar] [CrossRef]
- Sur, G.; Erkan, O. Surface quality optimization of CFRP plates drilled with standard and step drill bits using Taguchi, Topsis and AHP method. Eng. Comput. 2020; ahead of pront. [Google Scholar] [CrossRef]
- Erkan, O.; Demetgul, M.; Isik, B.; Tansel, I.N. Selection of optimal machining conditions for the composite material by using Taguchi and GONNs. Measurement 2014, 48, 306–313. [Google Scholar] [CrossRef]
- Adesina, O.S.; Akinwande, A.A.; Balogun, O.A.; Adediran, A.A.; Sanyaolu, O.O.; Romanovski, V. Statistical analysis and optimization of the experimental results on performance of green aluminium-7075 hybrid composites. J. Compos. Sci. 2023, 7, 115. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Runs | Formulation | Total | ||
|---|---|---|---|---|
| A (wt.%) | B (wt.%) | C (wt.%) | ||
| 0 (control) | 0 | 0 | 0 | 0 |
| 1 | 0 | 12 | 0 | 12 |
| 2 | 6 | 0 | 6 | 12 |
| 3 | 6 | 6 | 0 | 12 |
| 4 | 4 | 4 | 4 | 12 |
| 5 | 0 | 0 | 12 | 12 |
| 6 | 2 | 8 | 2 | 12 |
| 7 | 12 | 0 | 0 | 12 |
| 8 | 8 | 2 | 2 | 12 |
| 9 | 0 | 6 | 6 | 12 |
| 10 | 2 | 2 | 8 | 12 |
| Tensile Strength | Compressive Strength | Elastic Modulus | Hardness | Elastic Strain | Compressive Strain | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Source | p-Value | %C | p-Value | %C | p-Value | %C | p-Value | %C | p-Value | %C | p-Value | %C |
| A + B + C | <0.0001. | 36.5 | 0.0131 | 24.3 | 0.0002 | 48.9 | 0.0031 | 19.8 | <0.0001 | 26.9 | 0.0001 | 32.7 |
| AB | 0.0004 | 30.2 | 0.0170 | 12.6 | 0.0081 | 24.6 | 0.0038 | 18.6 | <0.0001 | 28.2 | 0.0006 | 27.78 |
| AC | 0.2498 | 15.1 | 0.0002 | 27.9 | 0.0745 | 2.3 | 0.0002 | 33.5 | 0.0069 | 25.5 | 0.0001 | 35.9 |
| BC | 0.0013 | 18.2 | <0.0001 | 35.2 | 0.0081 | 24.2 | 0.0014 | 28.1 | 0.0202 | 19.4 | 0.8930 | 3.6 |
| Error | 0.9873 | 0.64 | 1.1329 | 0.61 | 0.8863 | 1.06 | 0.7886 | 1.21 | 1.2284 | 0.44 | 1.1377 | 0.61 |
| Model | 0.0002 | 99.36 | 0.0002 | 99.39 | 0.0005 | 98.94 | 0.0006 | 98.79 | <0.0001 | 99.56 | 0.0002 | 99.39 |
| Experimental Runs and Values | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| TS | PV | 1005.97 | 1297.56 | 1414.28 | 1374.75 | 1141.24 | 1277.56 | 1506.70 | 1445.37 | 1294.83 | 1284.74 |
| EV | 1010.00 | 1287.00 | 1408.00 | 1402.00 | 1141.00 | 1272.00 | 1512.00 | 1436.00 | 1283.00 | 1291.00 | |
| % error | −0.40 | +0.81 | +0.44 | −1.98 | +0.02 | +0.44 | −0.35 | +0.65 | +0.91 | −0.57 | |
| CS | PV | 1050.05 | 1125.81 | 1072.99 | 1158.25 | 1022.87 | 1132.99 | 1039.50 | 1109.63 | 1185.36 | 1141.54 |
| EV | 1052.00 | 1120.00 | 1071.00 | 1160.00 | 1021.00 | 1131.00 | 1040.00 | 1112.00 | 1181.00 | 1151.00 | |
| % error | −0.19 | +0.52 | +0.19 | −0.15 | +0.18 | +0.18 | −0.05 | −0.21 | +0.37 | −0.83 | |
| EM | PV | 139.88 | 152.01 | 153.82 | 151.50 | 128.07 | 147.46 | 159.88 | 157.46 | 142.01 | 142.91 |
| EV | 140.00 | 153.00 | 155.00 | 152.00 | 128.00 | 146.00 | 160.00 | 156.00 | 143.00 | 142.00 | |
| % error | −0.09 | −0.65 | −0.77 | −0.33 | +0.05 | +0.99 | −0.08 | +0.93 | −0.70 | +0.64 | |
| HD | PV | 3.01 | 3.17 | 3.75 | 3.56 | 3.69 | 3.51 | 3.88 | 3.61 | 3.75 | 3.55 |
| EV | 3.01 | 3.16 | 3.74 | 3.50 | 3.69 | 3.53 | 3.87 | 3.66 | 3.75 | 3.57 | |
| % error | 0.00 | +0.32 | +0.27 | +1.69 | 0.00 | −0.57 | +0.26 | −1.39 | 0.00 | −0.56 | |
| Es | PV | 0.9873 | 1.2100 | 0.8065 | 0.9842 | 1.2000 | 0.9096 | 1.1200 | 1.0200 | 1.0200 | 1.1200 |
| EV | 0.9900 | 1.2100 | 0.8100 | 1.0000 | 1.2000 | 0.9000 | 1.1200 | 1.0000 | 1.0200 | 1.1200 | |
| % error | −0.27 | 0.00 | −0.43 | −1.61 | 0.00 | +1.06 | 0.00 | +1.96 | 0.00 | 0.00 | |
| Cs | PV | 8.33 | 8.60 | 8.74 | 8.55 | 7.50 | 8.47 | 8.18 | 8.64 | 7.91 | 8.14 |
| EV | 8.34 | 8.60 | 8.75 | 8.50 | 7.50 | 8.44 | 8.16 | 8.70 | 7.94 | 8.14 | |
| % error | −0.12 | 0.00 | −0.11 | +0.58 | 0.00 | +0.35 | +0.24 | −0.69 | −0.38 | 0.00 | |
| Parameter | Desirable Region | Range of Values for Independent Variable Combination | Predicted Range of Values | Predicted Desirable Values | ||
|---|---|---|---|---|---|---|
| LHEA (wt.%) | B4C (wt.%) | ZrO2 (wt.%) | ||||
| Tensile strength | A | 9.07–12.0 | 1.02–2.93 | 0.00–0.39 | 1500–1600 MPa | 1517.11 MPa |
| Compressive strength | B | 0.00–5.11 | 2.50–9.22 | 2.77–8.63 | 1150–1200 MPa | 1185.57 MPa |
| Elastic modulus | C | 0.00–5.24 | 0.00–8.03 | 0.00–6.69 | 150–160 GPa | 159.83 GPa |
| Hardness | D | 0.05–12 | 0.00–5.15 | 0.00–9.83 | 3.80–4.00 GPa | 3.88 GPa |
| Elastic strain | E | 0.00–7.04 | 0.00–0.38 | 0.00–12.00 | 1.20–1.30 mm/mm | 1.225 mm/mm |
| Compressive strain | F | 0.00–9.76 | 0.00–9.76 | 0.00–6.00 | 8.60–8.80 mm/mm | 8.737 mm/mm |
| Name | Goal | Lower Limit | Upper Limit |
|---|---|---|---|
| A: LHEA | is in range | 0 | 12 |
| B: B4C | is in range | 0 | 12 |
| C: ZrO2 | is in range | 0 | 12 |
| Tensile strength | maximize | 1010 | 1512 |
| Compressive strength | maximize | 1021 | 1181 |
| Elastic modulus | maximize | 128 | 160 |
| Hardness | maximize | 3.01 | 3.87 |
| Elastic strain | maximize | 0.81 | 1.21 |
| Compressive strain | maximize | 7.5 | 8.75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akinwande, A.A.; Moskovskikh, D.; Romanovskaia, E.; Balogun, O.A.; Kumar, J.P.; Romanovski, V. Applicability of Extreme Vertices Design in the Compositional Optimization of 3D-Printed Lightweight High-Entropy-Alloy/B4C/ZrO2/Titanium Trihybrid Aero-Composite. Math. Comput. Appl. 2023, 28, 54. https://doi.org/10.3390/mca28020054
Akinwande AA, Moskovskikh D, Romanovskaia E, Balogun OA, Kumar JP, Romanovski V. Applicability of Extreme Vertices Design in the Compositional Optimization of 3D-Printed Lightweight High-Entropy-Alloy/B4C/ZrO2/Titanium Trihybrid Aero-Composite. Mathematical and Computational Applications. 2023; 28(2):54. https://doi.org/10.3390/mca28020054
Chicago/Turabian StyleAkinwande, Abayomi Adewale, Dimitry Moskovskikh, Elena Romanovskaia, Oluwatosin Abiodun Balogun, J. Pradeep Kumar, and Valentin Romanovski. 2023. "Applicability of Extreme Vertices Design in the Compositional Optimization of 3D-Printed Lightweight High-Entropy-Alloy/B4C/ZrO2/Titanium Trihybrid Aero-Composite" Mathematical and Computational Applications 28, no. 2: 54. https://doi.org/10.3390/mca28020054