
Modeling and Operating Time Optimization of Layer Melt Crystallization and Sweating Processes

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Theory
2.1. Crystallization Process
2.2. Sweating Process
2.3. Process Optimization
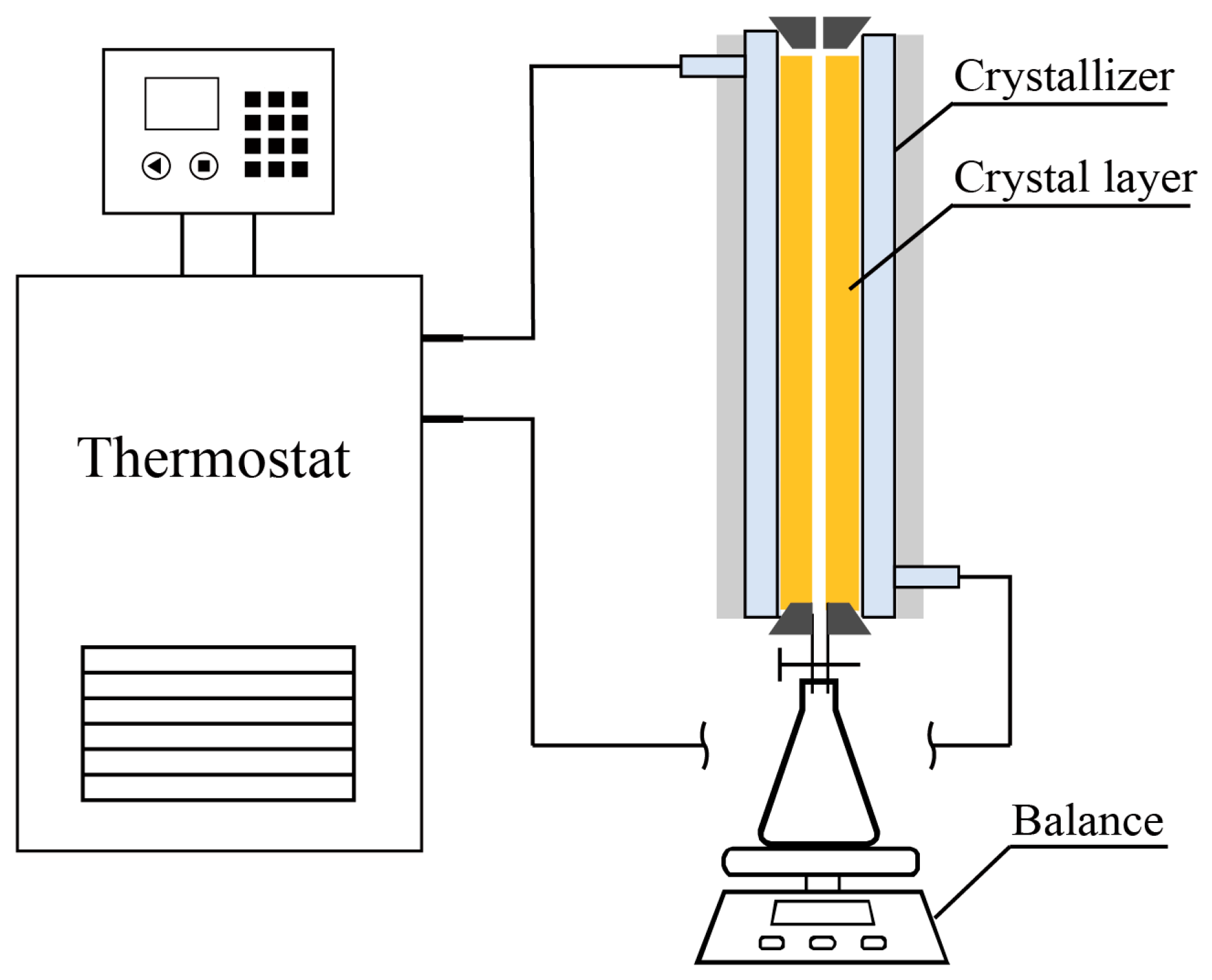
3. Experiments
3.1. Chemicals
3.2. Experiments and Parameters
4. Results and Discussions
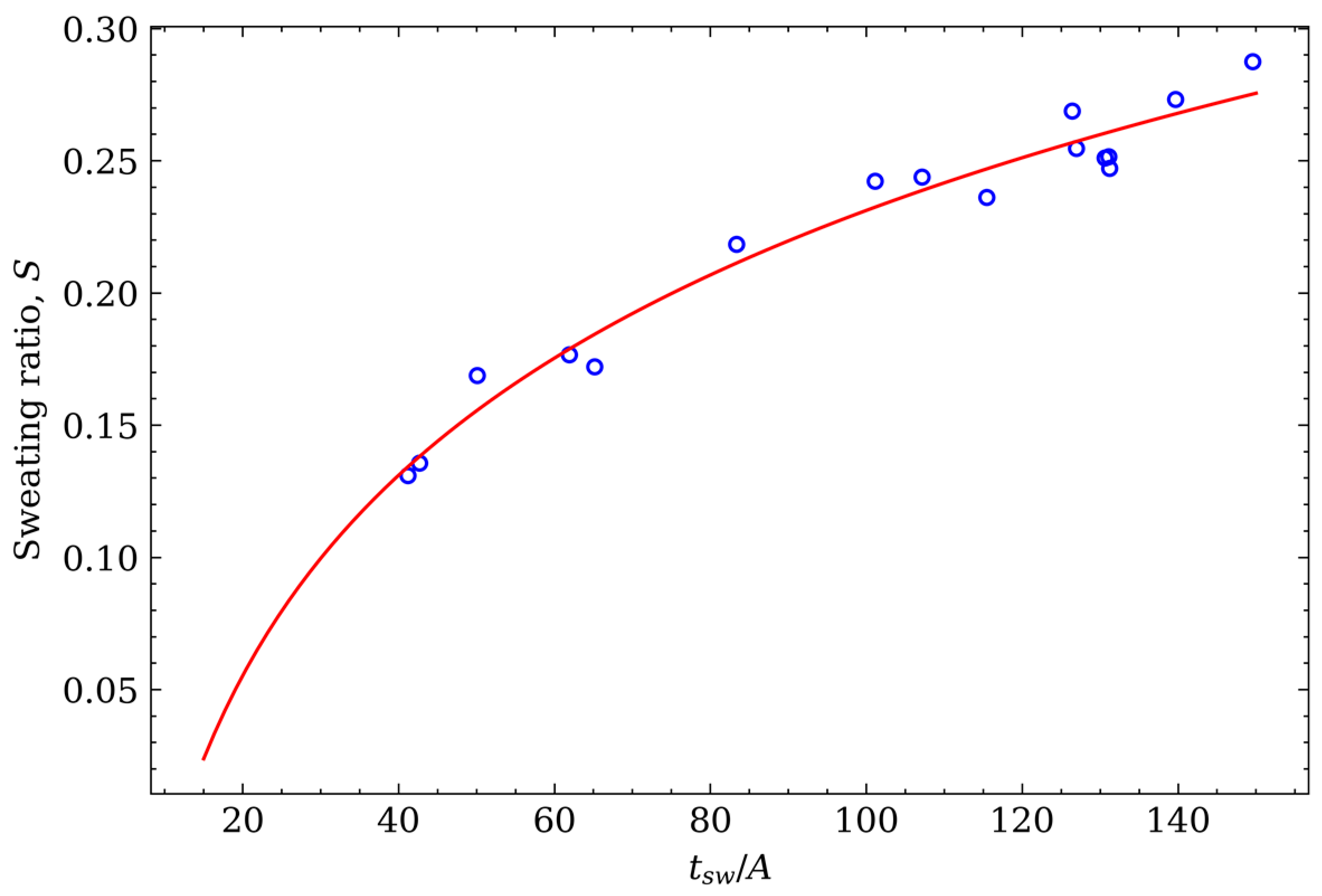
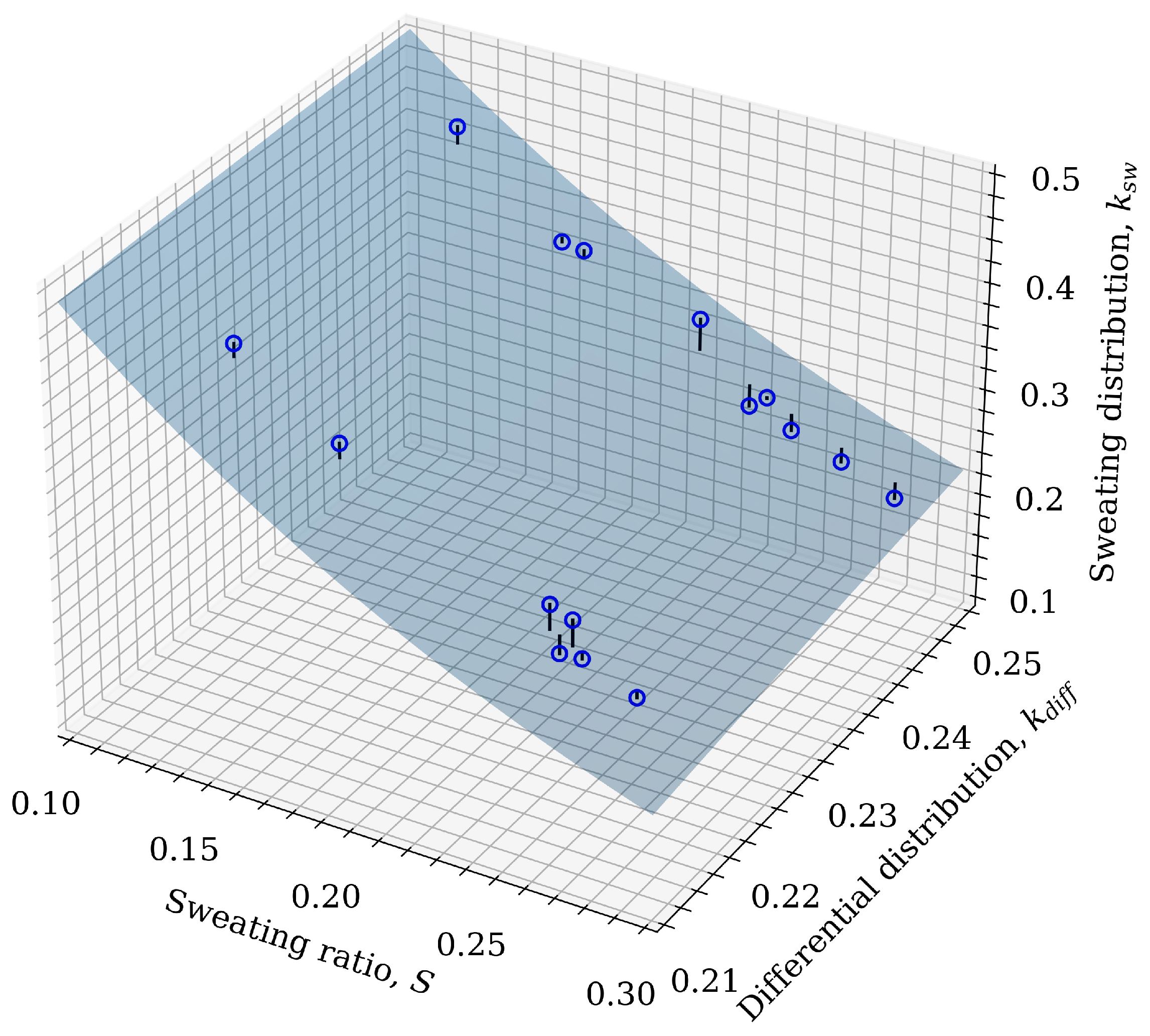
4.1. Sweating Model
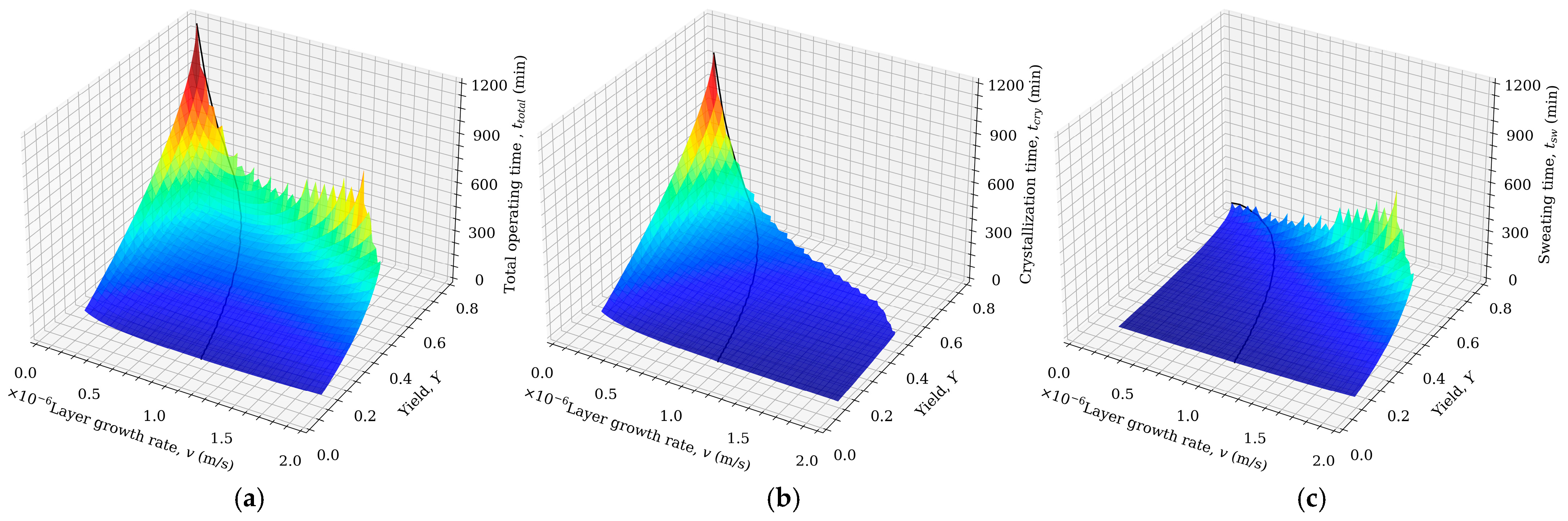
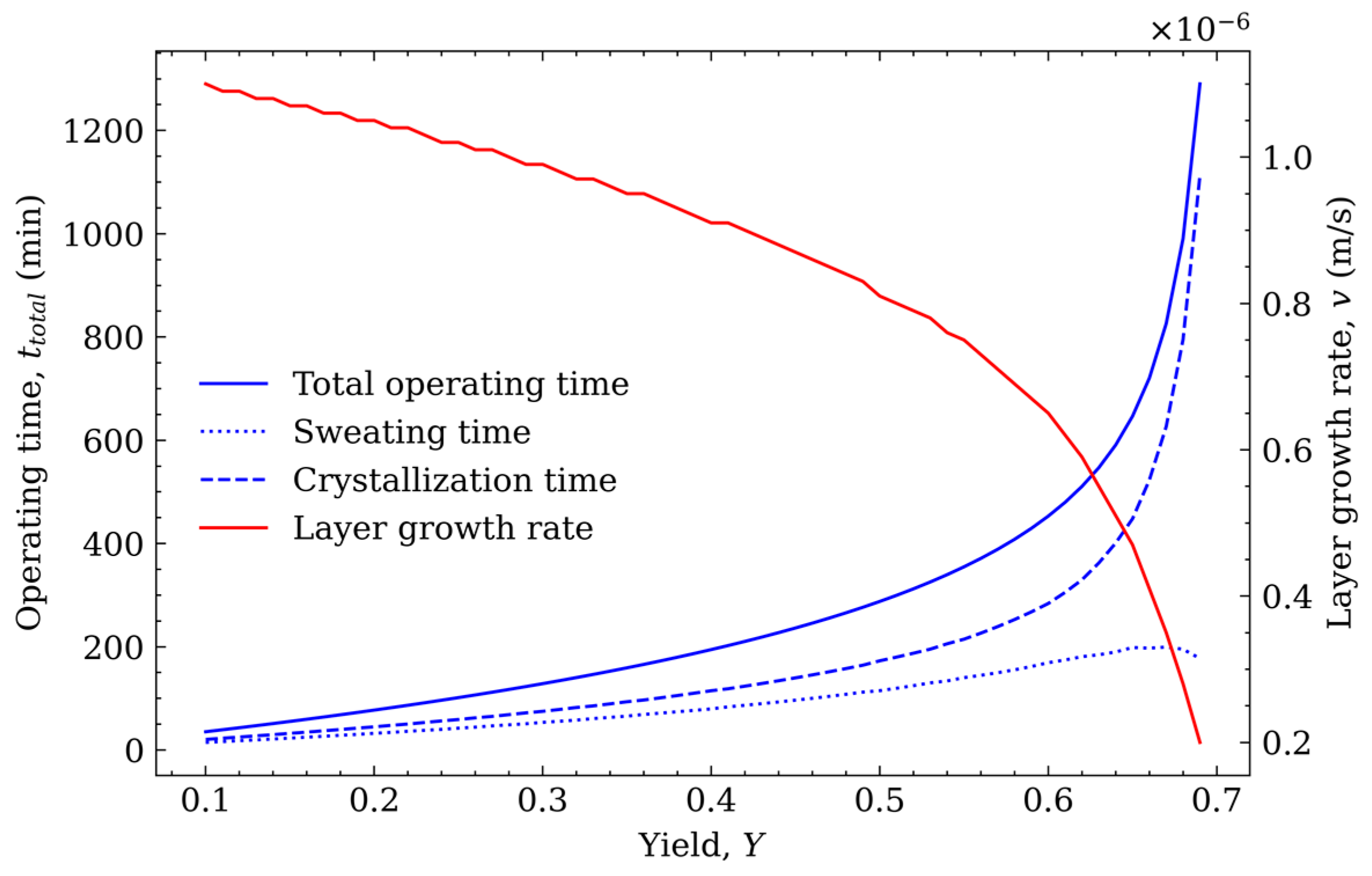
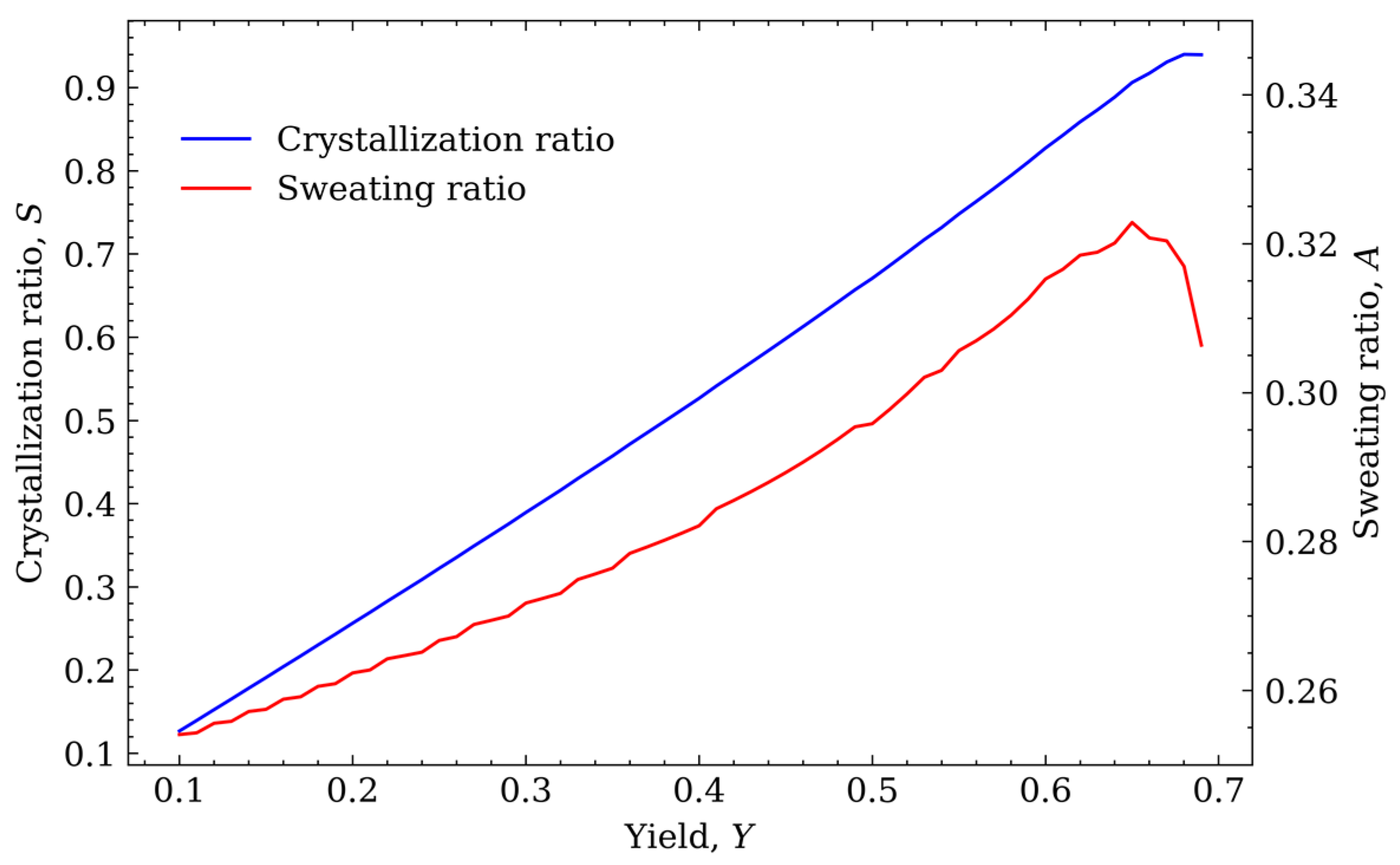
4.2. Optimization Results and Sensitivity Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ulrich, J.; Stelzer, T. Melt Crystallization. In Crystallization; Beckmann, W., Ed.; Wiley-VCH Verlag GmbH & Co., KGaA: Weinheim, Germany, 2013; Volume 15, pp. 289–304. ISBN 978-3-527-65032-3. [Google Scholar]
- Yazdanpanah, N.; Ferguson, S.T.; Myerson, A.S.; Trout, B.L. Novel Technique for Filtration Avoidance in Continuous Crystallization. Cryst. Growth Des. 2016, 16, 285–296. [Google Scholar] [CrossRef]
- Fukui, K.; Maeda, K.; Kuramochi, H. Melt Crystallization for Refinement of Triolein and Palmitic Acid Mixture as a Model Waste Oil for Biodiesel Fuel Production. J. Cryst. Growth 2013, 373, 102–105. [Google Scholar] [CrossRef]
- Zhou, L.; Su, M.; Benyahia, B.; Singh, A.; Barton, P.I.; Trout, B.L.; Myerson, A.S.; Braatz, R.D. Mathematical Modeling and Design of Layer Crystallization in a Concentric Annulus with and without Recirculation. AIChE J. 2013, 59, 1308–1321. [Google Scholar] [CrossRef] [Green Version]
- Beierling, T.; Gorny, R.; Sadowski, G. Modeling Growth Rates in Static Layer Melt Crystallization. Cryst. Growth Des. 2013, 13, 5229–5240. [Google Scholar] [CrossRef]
- Ahmad, M.; Ulrich, J. Separation of Complex Feed Streams of a Product by Layer Melt Crystallization. Chem. Eng. Technol. 2016, 39, 1341–1345. [Google Scholar] [CrossRef]
- Chen, W.; Li, S.; Li, S. Purification of 2-Pyrrolidone by Falling Film Melt Crystallization. Ind. Eng. Chem. Res. 2021, 60, 13286–13292. [Google Scholar] [CrossRef]
- Jia, S.; Jing, B.; Hong, W.; Gao, Z.; Gong, J.; Wang, J.; Rohani, S. Purification of 2,4-Dinitrochlorobenzene Using Layer Melt Crystallization: Model and Experiment. Sep. Purif. Technol. 2021, 270, 118806. [Google Scholar] [CrossRef]
- Ulrich, J.; Bierwirth, J.; Henning, S. Solid Layer Melt Crystallization. Sep. Purif. Methods 1996, 25, 1–45. [Google Scholar] [CrossRef]
- Bai, Y.; Ye, Y.; Qi, L.; XuanYuan, S.; Yin, Q.; Hao, H.; Xie, C. Prediction of the Layer Growth Rate in Static Melt Crystallization. Ind. Eng. Chem. Res. 2022, 61, 18530–18536. [Google Scholar] [CrossRef]
- Ding, S.; Huang, X.; Yin, Q.; Dong, Y.; Bai, Y.; Wang, T.; Hao, H. Heat Transfer and Its Effect on Growth Behaviors of Crystal Layers during Static Layer Melt Crystallization. Chem. Eng. Sci. 2021, 233, 116390. [Google Scholar] [CrossRef]
- Yazdanpanah, N.; Myerson, A.; Trout, B. Mathematical Modeling of Layer Crystallization on a Cold Column with Recirculation. Ind. Eng. Chem. Res. 2016, 55, 5019–5029. [Google Scholar] [CrossRef]
- Mersmann, A. (Ed.) Crystallization Technology Handbook, 2nd ed.; Marcel Dekker: New York, NY, USA, 2001; ISBN 978-0-8247-0528-2. [Google Scholar]
- Micovic, J.; Beierling, T.; Lutze, P.; Sadowski, G.; Górak, A. Design of Hybrid Distillation/Melt Crystallisation Processes for Separation of Close Boiling Mixtures. Chem. Eng. Process. Process Intensif. 2013, 67, 16–24. [Google Scholar] [CrossRef]
- Beierling, T.; Micovic, J.; Lutze, P.; Sadowski, G. Using Complex Layer Melt Crystallization Models for the Optimization of Hybrid Distillation/Melt Crystallization Processes. Chem. Eng. Process. Process Intensif. 2014, 85, 10–23. [Google Scholar] [CrossRef]
- Shiau, L.-D. The Dependence of Effective Distribution Coefficient on Growth Rate and Mass Transfer Coefficient for P-Xylene in Solid-Layer Melt Crystallization. Processes 2020, 8, 175. [Google Scholar] [CrossRef] [Green Version]
- Matsuoka, M.; Ohishi, M.; Kasama, S. Purification of P-Dichlorobenzene and m-Chloronitrobenzene Crystalline Particles by Sweating. J. Chem. Eng. Japan/JCEJ 1986, 19, 181–185. [Google Scholar] [CrossRef] [Green Version]
- Kim, K.-J.; Ulrich, J. An Estimation of Purity and Yield in Purification of Crystalline Layers by Sweating Operations. Sep. Sci. Technol. 2002, 37, 2717–2737. [Google Scholar] [CrossRef]
- Jiang, X.; Hou, B.; He, G.; Wang, J. Falling Film Melt Crystallization (II): Model to Simulate the Dynamic Sweating Using Fractal Porous Media Theory. Chem. Eng. Sci. 2013, 91, 111–121. [Google Scholar] [CrossRef]
- Jiang, X.; Hou, B.; Zhao, Y.; Wang, J.; Zhang, M. Kinetics Study on the Liquid Entrapment and Melt Transport of Static and Falling-Film Melt Crystallization. Ind. Eng. Chem. Res. 2012, 51, 5037–5044. [Google Scholar] [CrossRef]
- Jiang, X.; He, G.; Cai, J.; Xiao, W. Microscale Flow and Separation Process Analysis in the Nanoporous Crystal Layer. In New Polymer Nanocomposites for Environmental Remediation; Hussain, C.M., Mishra, A.K., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 175–206. ISBN 978-0-12-811033-1. [Google Scholar]
- Bai, Y.; Zhu, Z.; Yin, Q.; Xie, C. Facile Model for Predicting Sweat Mass and Concentration in Layer Melt Crystallization. Ind. Eng. Chem. Res. 2022, 61, 3704–3712. [Google Scholar] [CrossRef]
- Gilbert, S.W. Melt Crystallization: Process Analysis and Optimization. AIChE J. 1991, 37, 1205–1218. [Google Scholar] [CrossRef]
- Jiang, X.; Xiao, W.; He, G. Falling Film Melt Crystallization (III): Model Development, Separation Effect Compared to Static Melt Crystallization and Process Optimization. Chem. Eng. Sci. 2014, 117, 198–209. [Google Scholar] [CrossRef]
- Kraft, D. A Software Package for Sequential Quadratic Programming. In Forschungsbericht; Deutsche Forschungs- und Versuchsanstalt fur Luft- und Raumfahrt: Weβling, Germany, 1988. [Google Scholar]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, Y.; Qi, L.; Sun, Y.; Zhu, Z.; Xie, C. Modeling and Operating Time Optimization of Layer Melt Crystallization and Sweating Processes. Processes 2023, 11, 1047. https://doi.org/10.3390/pr11041047
Bai Y, Qi L, Sun Y, Zhu Z, Xie C. Modeling and Operating Time Optimization of Layer Melt Crystallization and Sweating Processes. Processes. 2023; 11(4):1047. https://doi.org/10.3390/pr11041047
Chicago/Turabian StyleBai, Yunhe, Luguang Qi, Ying Sun, Zhenxing Zhu, and Chuang Xie. 2023. "Modeling and Operating Time Optimization of Layer Melt Crystallization and Sweating Processes" Processes 11, no. 4: 1047. https://doi.org/10.3390/pr11041047