
Application of PLC-Based Spectrophotometric System Nitrogen Protection Device to Automated Direct Measurement of Target Substances in Zinc Hydrometallurgy
Abstract
:1. Introduction
2. Relevant Research
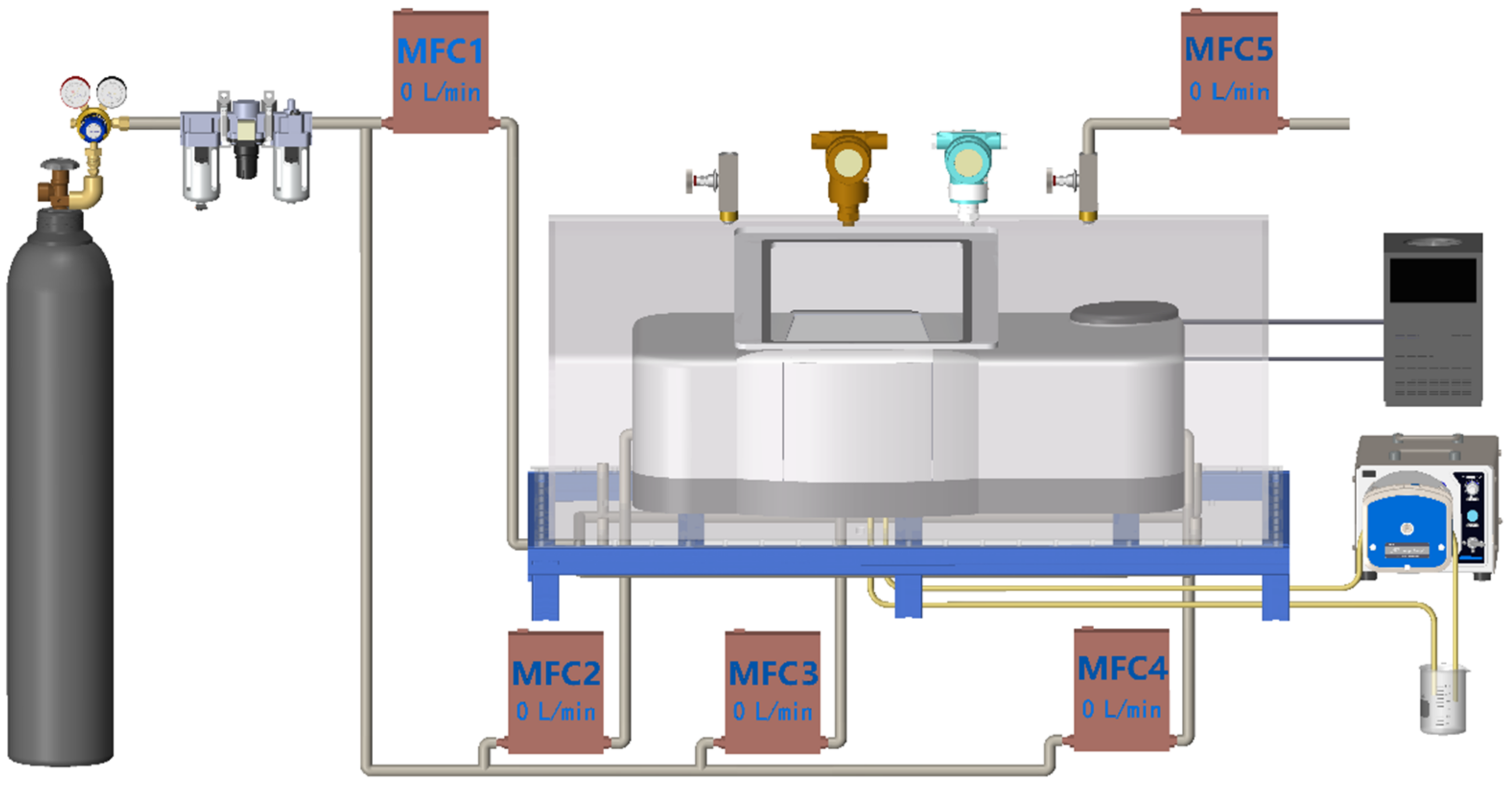
2.1. The Setting of Nitrogen Protection Device
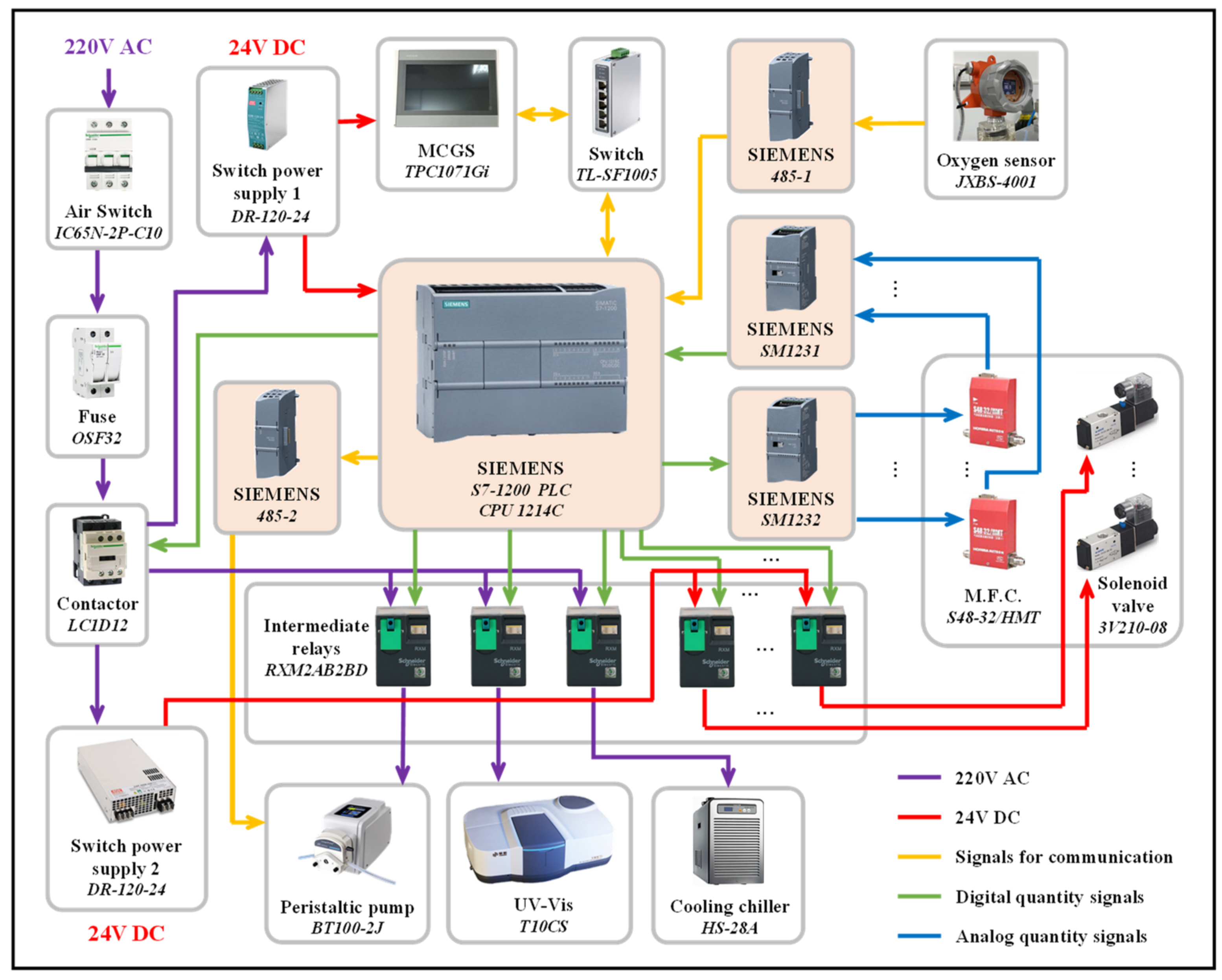
2.2. PLC Logic Control
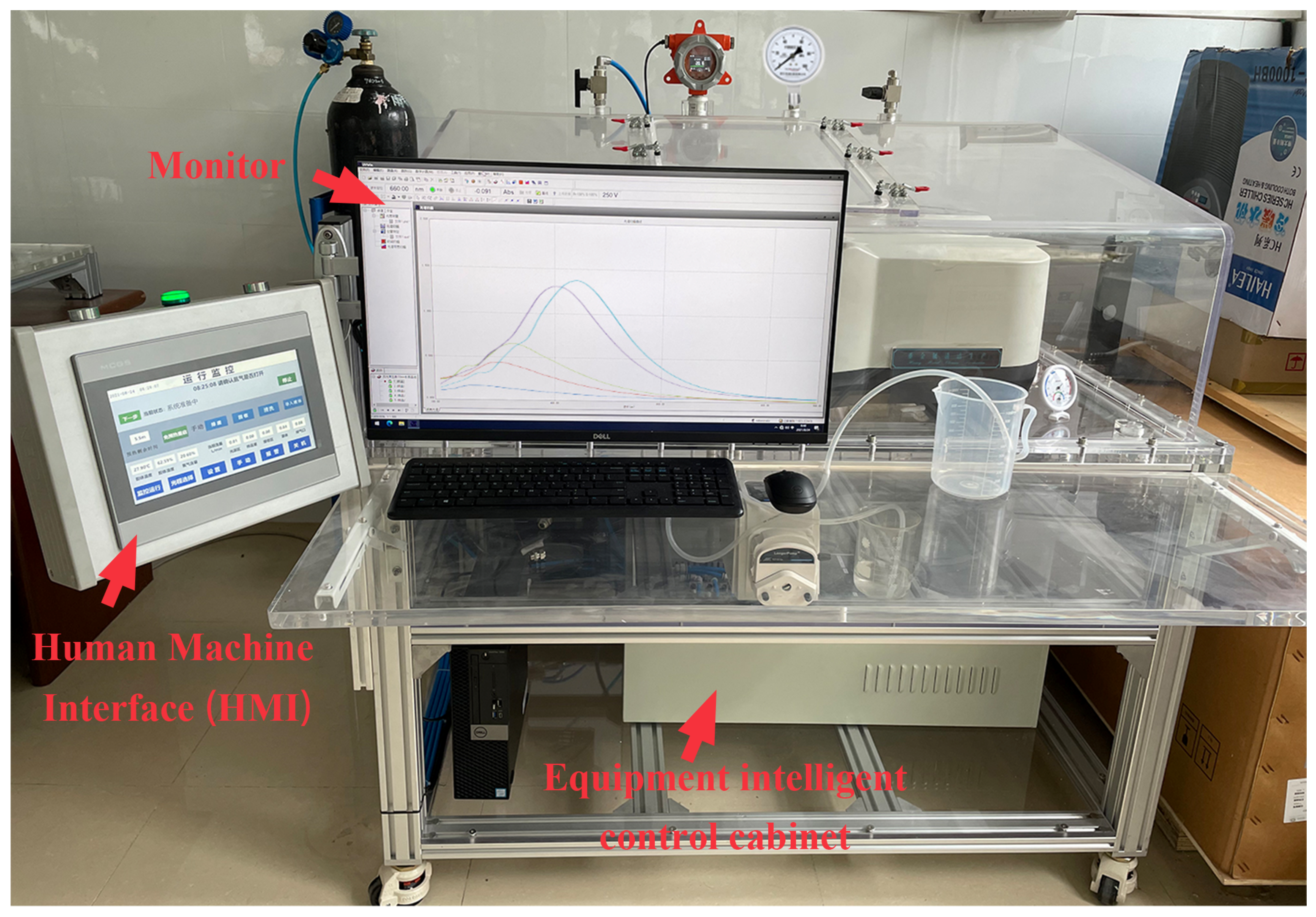
2.3. Instrumentation
3. Results and Discussion
3.1. Nitrogen Effect Verification
3.2. Comparison of PLC Control and Manual Control
3.3. Economic Benefits
(regulation time at each stage + stability time of M.F.C.)
- (1)
- Because S7-1200 PLC itself has a certain expansion function, it can reasonably add other controls according to the requirements of the zinc hydrometallurgy industrial system, such as an automatic sampling device, long-distance transmission and distribution system, acid mist sensor and others, in order to meet the actual working conditions of the detection; namely, the device has high flexibility, strong scalability.
- (2)
- The light source applied in this device is not limited to the combination of a deuterium lamp and tungsten lamp inside the instrument and can be replaced in accordance with the band range of the target substance to realize the qualitative and quantitative analysis of different target substances in different band regions. Taking a zinc hydrometallurgy electrolysis system containing a certain amount of Mn2+, for example, the characteristic wavelength of Mn2+ is located at 401 nm in the visible region. In order to quantitatively study the influence degree of Mn2+ concentration on the reaction process, the quantitative relationship between the absorbance and concentration of Mn2+ can be directly established after the replacement of 401 nm single point light source, which simplifies the operation procedure and shortens the measurement time, timely feeding back the change rule of manganese element in the electrolyte, and provides a basis for accurately regulating the mass balance in the electrolyte.
- (3)
- The automatic control terminal of zinc hydrometallurgy is established based on PLC to feed back the real-time dynamic monitoring results of the target substances. According to the results, the dosing sequence and amount of the materials are reasonably controlled, thus truly controlling the ion network of the whole production process.
- (4)
- Currently, the nitrogen protection device of the spectrophotometric system established in this paper is being used in the laboratory. It can accurately determine target substances such as SO42−, S2−, Pb2+, F− and Cl− whose characteristic absorption wavelength is located in the ultraviolet region. Since the characteristic absorption wavelengths of many target substances in the electrolysis industry are located in the ultraviolet region, they are susceptible to oxygen interference in the air. Therefore, the establishment of a nitrogen protection device in the spectrophotometric system can provide research and development ideas for online monitors, promote the application of nitrogen protection devices in online monitors, provide reliable technical support for the application of online monitors in more process industries, and facilitate the sustainable development and cleaner production of process industries.
- (5)
- Due to various abnormal conditions that may occur during actual use, such as the peristaltic pump, water chiller and other actuators failing to respond to the instructions issued by PLC, the system expansion of the whole device can be carried out to increase the monitoring of the operating status of the actuator, and timely respond to the abnormal conditions, so as to ensure the normal operation of the whole device.
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xue, Y.; Hao, X.; Liu, X.; Zhang, N. Recovery of Zinc and Iron from Steel Mill Dust—An Overview of Available Technologies. Materials 2022, 15, 4127. [Google Scholar] [CrossRef]
- Terrones-Saeta, J.M.; Suárez-Macías, J.; Moreno-López, E.R.; Corpas-Iglesias, F.A. Leaching of Zinc for Subsequent Recovery by Hydrometallurgical Techniques from Electric Arc Furnace Dusts and Utilisation of the Leaching Process Residues for Ceramic Materials for Construction Purposes. Metals 2021, 11, 1603. [Google Scholar] [CrossRef]
- Ye, W.; Xu, F.; Jiang, L.; Duan, N.; Li, J.; Zhang, F.; Zhang, G.; Chen, L. A novel functional lead-based anode for efficient lead dissolution inhibition and slime generation reduction in zinc electrowinning. J. Clean. Prod. 2021, 284, 124767. [Google Scholar] [CrossRef]
- Luo, J.; Duan, N.; Xu, F.; Jiang, L.; Zhang, C.; Ye, W. System-level analysis of the generation and distribution for Pb, Cu, and Ag in the process network of zinc hydrometallurgy: Implications for sustainability. J. Clean. Prod. 2019, 234, 755–766. [Google Scholar] [CrossRef]
- Qin, S.; Jiang, K.; Wang, H.; Zhang, B.; Wang, Y.; Zhang, X. Research on Behavior of Iron in the Zinc Sulfide Pressure Leaching Process. Minerals 2020, 10, 224. [Google Scholar] [CrossRef] [Green Version]
- Rybarczyk, P.; Kawalec-Pietrenko, B. Simultaneous Removal of Al, Cu and Zn Ions from Aqueous Solutions Using Ion and Precipitate Flotation Methods. Processes 2021, 9, 1769. [Google Scholar] [CrossRef]
- Ye, W.; Xu, F.; Jiang, L.; Duan, N.; Li, J.; Ma, Z.; Zhang, F.; Chen, L. Lead release kinetics and film transformation of Pb-MnO2 pre-coated anode in long-term zinc electrowinning. J. Hazard. Mater. 2021, 408, 124931. [Google Scholar] [CrossRef]
- Priyadarshini, J.; Elangovan, M.; Mahdal, M.; Jayasudha, M. Machine-Learning-Assisted Prediction of Maximum Metal Recovery from Spent Zinc—Manganese Batteries. Processes 2022, 10, 1034. [Google Scholar] [CrossRef]
- Ma, Z.; Duan, L.; Jiang, J.; Deng, J.; Xu, F.; Jiang, L.; Li, J.; Wang, G.; Huang, X.; Ye, W.; et al. Characteristics and threats of particulate matter from zinc electrolysis manufacturing facilities. J. Clean. Prod. 2020, 259, 120874. [Google Scholar] [CrossRef]
- Duan, N.; Jiang, L.; Xu, F.; Zhang, G. A non-contact original-state online real-time monitoring method for complex liquids in industrial processes. Engineering 2018, 4, 392–397. [Google Scholar] [CrossRef]
- Lee, J.; Park, Y.-S.; Lee, H.-J.; Koo, Y.E. Microwave-assisted digestion method using diluted nitric acid and hydrogen peroxide for the determination of major and minor elements in milk samples by ICP-OES and ICP-MS. Food Chem. 2022, 373, 131483. [Google Scholar] [CrossRef]
- Ju, T.; Han, S.; Meng, Y.; Song, M.; Jiang, J. Occurrences and patterns of major elements in coal fly ash under multi-acid system during microwave digestion processes. J. Clean. Prod. 2022, 359, 131950. [Google Scholar] [CrossRef]
- Yang, R.; Tian, J.; Liu, Y.; Zhu, L.; Sun, J.; Meng, D.; Wang, Z.; Wang, C.; Zhou, Z.; Chen, L. Interaction mechanism of ferritin protein with chlorogenic acid and iron ion: The structure, iron redox, and polymerization evaluation. Food Chem. 2021, 349, 129144. [Google Scholar] [CrossRef]
- Singh, K.; Kumar, A. Kinetics of complex formation of Fe(III) with caffeic acid: Experimental and theoretical study. Spectrochim. Acta Part A. 2019, 211, 148–153. [Google Scholar] [CrossRef]
- Singh, K.; Kumar, A. Kinetics of complex formation of Fe(III) with syringic acid: Experimental and theoretical study. Food Chem. 2018, 265, 96–100. [Google Scholar] [CrossRef]
- Du, J.; Zhu, H.; Li, Y.; Zhang, T.; Yang, C. Simultaneous determination of trace Cu2+, Cd2+, Ni2+ and Co2+ in zinc electrolytes by oscillopolarographic second derivative waves. Trans. Nonferrous Met. Soc. China 2018, 28, 2592–2598. [Google Scholar] [CrossRef]
- Cheng, W.; Zhang, X.; Duan, N.; Jiang, L.; Xu, Y.; Chen, Y.; Liu, Y.; Fan, P. Direct-determination of high-concentration sulfate by serial differential spectrophotometry with multiple optical pathlengths. Sci. Total Environ. 2022, 811, 152121. [Google Scholar] [CrossRef]
- Ai, X.; Zhang, Z. Quantitative measurement model for sulfate in the temperature range of 298.15–343.15K based on vacuum ultraviolet absorption spectroscopy. Vacuum 2022, 200, 111035. [Google Scholar] [CrossRef]
- Szczuka, A.; Berglund-Brown, J.P.; Macdonald, J.A.; Mitch, W.A. Control of sulfides and coliphage MS2 using hydrogen peroxide and UV disinfection for non-potable reuse of pilot-scale anaerobic membrane bioreactor effluent. Water Res. X. 2021, 11, 100097. [Google Scholar] [CrossRef]
- Krish, A.; Streicher, J.W.; Hanson, R.K. Ultraviolet absorption cross-section measurements of shock-heated O2 from 2000~8400 K using a tunable laser. J. Quant. Spectrosc. Radiat. Transf. 2020, 247, 106959. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.; Zhou, X.; Zhang, Z. Sensitive dual sensing system for oxygen and pressure based on deep ultraviolet absorption spectroscopy. Sens. Actuators B. 2019, 281, 514–519. [Google Scholar] [CrossRef]
- Wang, M.; Zheng, X. Introduction to Atmospheric Chemistry; China Meteorological Press: Beijing, China, 2005. [Google Scholar]
- Ai, X. Ultraviolet Absorption Spectroscopy Properties of Inorganic Anions Such as Sulphate and Nitrate; Harbin Institute of Technology: Harbin, China, 2019. [Google Scholar]
- Pongswatd, S.; Smerpitak, K.; Asadi, F.; Thepmanee, T. Design of PLC-based system for linearity output voltage of AC–DC converter. Energy Rep. 2022, 8, 972–978. [Google Scholar] [CrossRef]
- Ting, C.; Lai, C.; Huang, C. Developing the dual system of wind chiller integrated with wind generator. Appl. Energy 2011, 88, 741–747. [Google Scholar] [CrossRef]
- Kazagic, A.; Smajevic, I. Experimental investigation of ash behavior and emissions during combustion of Bosnian coal and biomass. Energy 2007, 32, 2006–2016. [Google Scholar] [CrossRef]
- Aller, F.; Blázquez, L.F.; Miguel, L.J. Online monitoring of an industrial semi-batch vinyl acetate polymerization reaction by programmable logic controllers. IFAC Proc. Vol. 2014, 47, 1290–1295. [Google Scholar] [CrossRef]
- Anusha, R.; Chandrashekar Murthy, B.N. Automatic trimming machine for valve stem seal. Mater. Today Proc. 2021, 46, 4993–5000. [Google Scholar] [CrossRef]
- Aziz, N.; Tanoli, S.A.K.; Nawaz, F. A programmable logic controller based remote pipeline monitoring system. Process Saf. Environ. Prot. 2021, 149, 894–904. [Google Scholar] [CrossRef]
- Manesis, S.A.; Sapidis, D.J.; King, R.E. Intelligent control of wastewater treatment plants. Artif. Intell. Eng. 1998, 12, 275–281. [Google Scholar] [CrossRef]
- Güler, H.; Ata, F. Design and Implementation of Training Mechanical Ventilator Set for Clinicians and Students. Proc.—Soc. Behav. Sci. 2013, 83, 493–496. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Duan, N.; Jiang, L.; Cheng, W.; Yu, Z.; Li, W.; Zhu, G.; Xu, Y. Study on stability and sensitivity of deep ultraviolet spectrophotometry detection system. Spectrosc. Spectral Anal. 2022, 42, 3802–3810. [Google Scholar]
- University Wuhan. Analytical Chemistry Volume II, 5th ed.; Higher Education Press: Beijing, China, 2007. [Google Scholar]
- Chen, G.; Huang, X.; Liu, W.; Zheng, Z.; Wang, Z. Ultraviolet-Visible Spectrophotometry; Atomic Energy Press: Beijing, China, 1983; Volume I. [Google Scholar]
- Zhou, X.; Yu, J.; Wang, L.; Gao, Q.; Zhang, Z. Sensitive detection of oxygen using a diffused integrating cavity as a gas absorption cell. Sens. Actuators B 2017, 241, 1076–1081. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Type | Quantity | Unit | Manufacturer |
|---|---|---|---|---|
| PLC | S7-1200 | 1 | Piece | SIEMENS AG of Germany, Berlin, Germany |
| 485 Communication module | 6ES7-241-1CH32-0XB0 | 2 | Piece | SIEMENS AG of Germany, Berlin, Germany |
| Analog input module | SM1231 | 1 | Piece | SIEMENS AG of Germany, Berlin, Germany |
| Analog output module | SM1232 | 1 | Piece | SIEMENS AG of Germany, Berlin, Germany |
| Switchboard | TL-SF1005 | 1 | Set | TP-LINK Technology Co., Ltd., Shenzhen, China |
| Air switch | IC65N-2P-C10 | 1 | Set | Schneider Electric, Rue, France |
| Fuse | OSF32-2P-10A | 1 | Set | Schneider Electric, Rue, France |
| Contactor | LC1D12 | 1 | Set | Schneider Electric, Rue, France |
| Intermediate relay | RXM2AB2BD | Some | Set | Schneider Electric, Rue, France |
| Wiring terminal | - | Some | Set | Phoenix Contact Electric Group, Bloomberg, Germany |
| Gas solenoid valve | 3V210-08 | 5 | Set | Airtac International Group, Taipei, Taiwan |
| Gas M.F.C. | S48-32/HMT | 5 | Set | HORIBA Precision Instruments (Beijing) Co., Ltd., Beijing, China |
| Switching power supply | DR-100-12 | 1 | Set | MEAN WELL (Guangzhou) Electronics Co., Ltd., Guangzhou, China |
| Switching power supply | DR-120-24 | 1 | Set | MEAN WELL (Guangzhou) Electronics Co., Ltd., Guangzhou, China |
| Comparison Items | Manual Control | PLC Control |
|---|---|---|
| Detection methods | Single-step operation | Single-step operation/Continuous operation |
| Parameter setting flexibility | Multiple repetitive settings during detection | One-time set-up |
| Stability of detection conditions | Vulnerable to environmental changes | Stable |
| Accuracy of detection results | Large influence of human factors | Precise |
| Timeliness of status changes | Relying on human judgment | Timely feedback |
| Historical tracing possibilities | Not traceable | Traceable |
| Comparison Items | Manual Regulation | Integrated PLC Control |
|---|---|---|
| Large flow adjustment/s | 6 | 1 |
| Optimal flow adjustment/s | 9 | 1 |
| Micro flow adjustment/s | 12 | 1 |
| Stability time of M.F.C./s | 3 | 3 |
| Sum of regulation time/s | 30 | 6 |
| Sum of nitrogen amount/L·min−1 | 5.72 | 1.43 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Duan, N.; Jiang, L.; Xu, F.; Yu, Z.; Cheng, W.; Lv, W.; Qiu, Y. Application of PLC-Based Spectrophotometric System Nitrogen Protection Device to Automated Direct Measurement of Target Substances in Zinc Hydrometallurgy. Processes 2023, 11, 672. https://doi.org/10.3390/pr11030672
Zhang X, Duan N, Jiang L, Xu F, Yu Z, Cheng W, Lv W, Qiu Y. Application of PLC-Based Spectrophotometric System Nitrogen Protection Device to Automated Direct Measurement of Target Substances in Zinc Hydrometallurgy. Processes. 2023; 11(3):672. https://doi.org/10.3390/pr11030672
Chicago/Turabian StyleZhang, Xuefei, Ning Duan, Linhua Jiang, Fuyuan Xu, Zhaosheng Yu, Wen Cheng, Wenbao Lv, and Yibing Qiu. 2023. "Application of PLC-Based Spectrophotometric System Nitrogen Protection Device to Automated Direct Measurement of Target Substances in Zinc Hydrometallurgy" Processes 11, no. 3: 672. https://doi.org/10.3390/pr11030672