1. Introduction
In many industries, such as the chemical, pharmaceutical, and food industries, the process of particle coating is widely used for protective or functional purposes [
1,
2,
3]. The coating quality (e.g., surface coverage, coating layer thickness, coating porosity, and coating uniformity) has importance for functionality. For a better understanding of the relation between process conditions and the functionality of coated particles, precise identification of coating quality is required [
4].
Coating of particles in spray fluidized bed (SFB) is an established industrial process that is continually improved by the increasing availability of respective mathematical models and experimental methods [
1,
4,
5,
6]. However, SFB coatings are usually thick and coarsely structured. Indeed, the droplets produced by two-fluid nozzles or pressure nozzles in an SFB are in the range of 20 to 150
m, with 40
m being a typical mean droplet size [
7,
8]. SFB coatings are usually around 30
m or thicker due to the fact that the droplets are large. Piezoelectric, ink-jet printing nozzles could be alternative atomizers to reduce the droplet size but they are limited in their ability to provide large throughputs of high solid content liquids. In this case, existing SFB technologies are not suitable to produce core-shell or encapsulated particles with an ultrathin and high-resolution coating for the chemical, pharmaceutical, biochemical, and biomedical industries [
9].
By contrast, ultrathin and high-resolution coating (potentially nanoscale and nanostructured) can be expected in aerosol fluidized beds (AFB). Existing wet technologies can also provide extremely thin coating, but they have serious limitations as they cannot easily be scaled up and are not applicable for bulk material. In contrast to wet processing, dry particles will be directly produced by AFB coating at low cost, the process being unconditionally scalable. Moreover, much smaller droplets than in regular sprays would prevent agglomeration, which is an issue in conventional SFBs [
1].
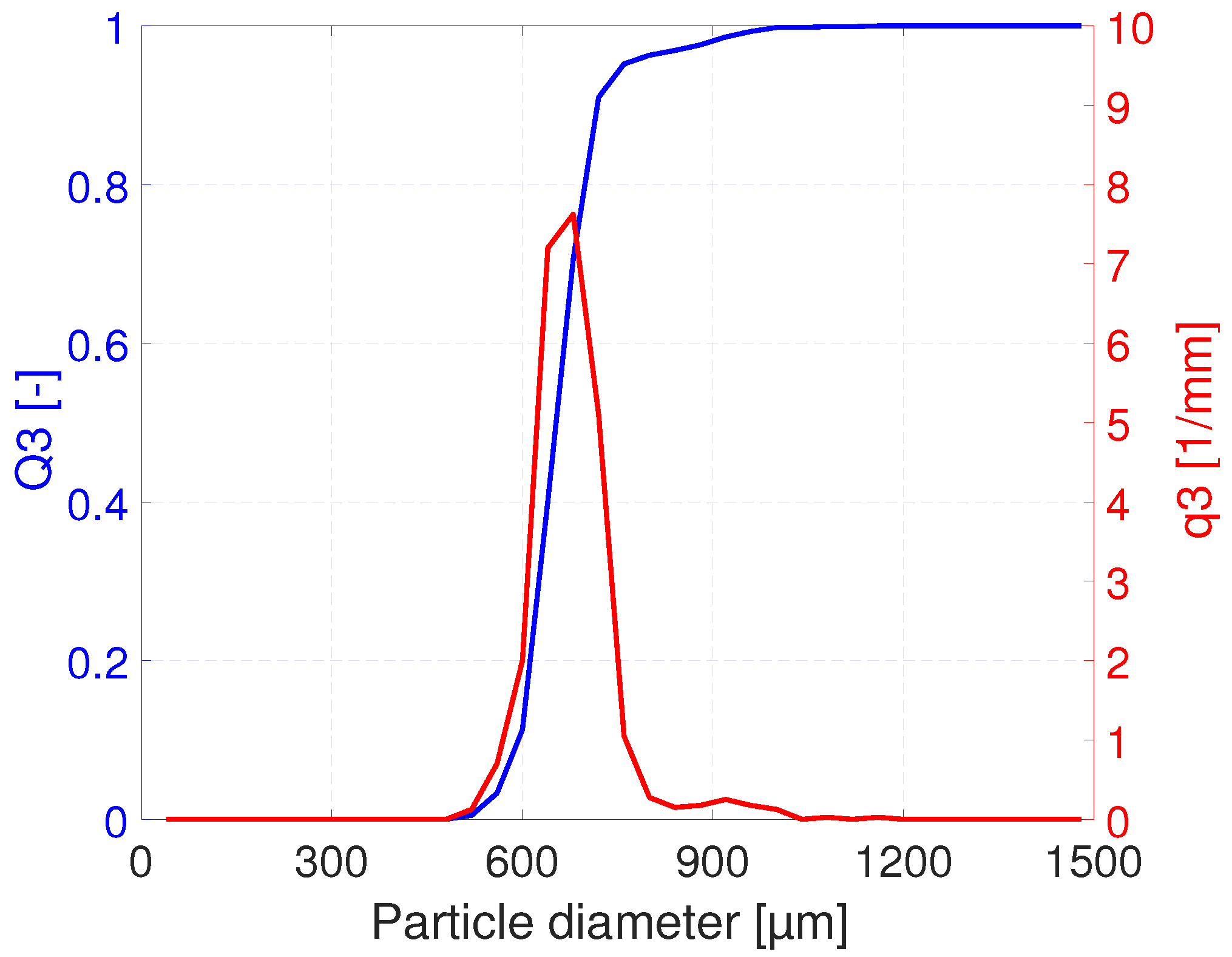
On the other hand, the process of AFB coating is in its infancy, with just a couple of investigations having been published on this process. In a proof of principle, Mezhericher et al. [
9] studied the AFB coating on big porous particles (the particle material was
-Al
O
and the mean particle size was 638 µm). The pressure of air in the aerosol generator was 1.5 bar (gauge), the fluidization air temperature was 50 °C. In that study, they showed that no agglomeration occurred in the experiment, as expected (as Rieck et al. [
10] pointed out that the agglomeration tendency is decreasing with decreasing size of the droplets). They compared the AFB coating results with SFB coating results and concluded that processing time is short and coating is ultrathin with AFB, compared to SFB, due to small aerosol droplets. Subsequently, Zhang et al. [
1] studied the aerosol coating in a Wurster fluized bed. They used fine core glass particles (mean particle size was 63
m) and changed the process parameters to explore the effect of them on coating. Based on that study, a higher temperature of fluidization air favors drying but leads to rapid evaporation of droplets before they deposit on particles.
Both previous investigations provided some indications that droplet deposition may not be random during early coating, but without further analysis. Therefore, the present work is the first to more systematically investigate the aspect of potential island growth of coated spots before the attainment of full surface coverage. From the point of view of protective coating quality, island growth is unfavorable, but patchy particles may be highly interesting for other applications, for example as catalysts [
11]. Goulas and van Ommen [
12] studied atomic layer deposition (ALD) of platinum to produce catalytically active nanoparticles. Cao et al. [
13] studied composite catalyst design and synthesis by selective ALD. Notably, these studies are about atomic layers, whereas literature about island growth caused by droplet deposition on surfaces is missing. Since there might be a certain analog between those two processes, mechanisms of atomic layer growth may be of interest. In this respect, the Frank–van der Merwe, Volmer–Weber, and Stranski–Krastanov modes of atomic layer growth are known [
14,
15]. In the Frank–van der Merwe mode, coating atoms have stronger interaction with the core particle surface than with each other. This leads to complete coating monolayer formation on the surface before another coating layer starts to grow, which can be assumed as the optimum growing mode. By contrast, in the Volmer–Weber mode, the coating atoms have stronger interaction with each other than with the core particle surface. This leads to preferential deposition onto already covered positions of the core particle [
16]. Clusters or islands may occur on the core particle surface in this case. In the Stranski–Krastanov mode, the growth takes place in an intermediate form [
14,
15].
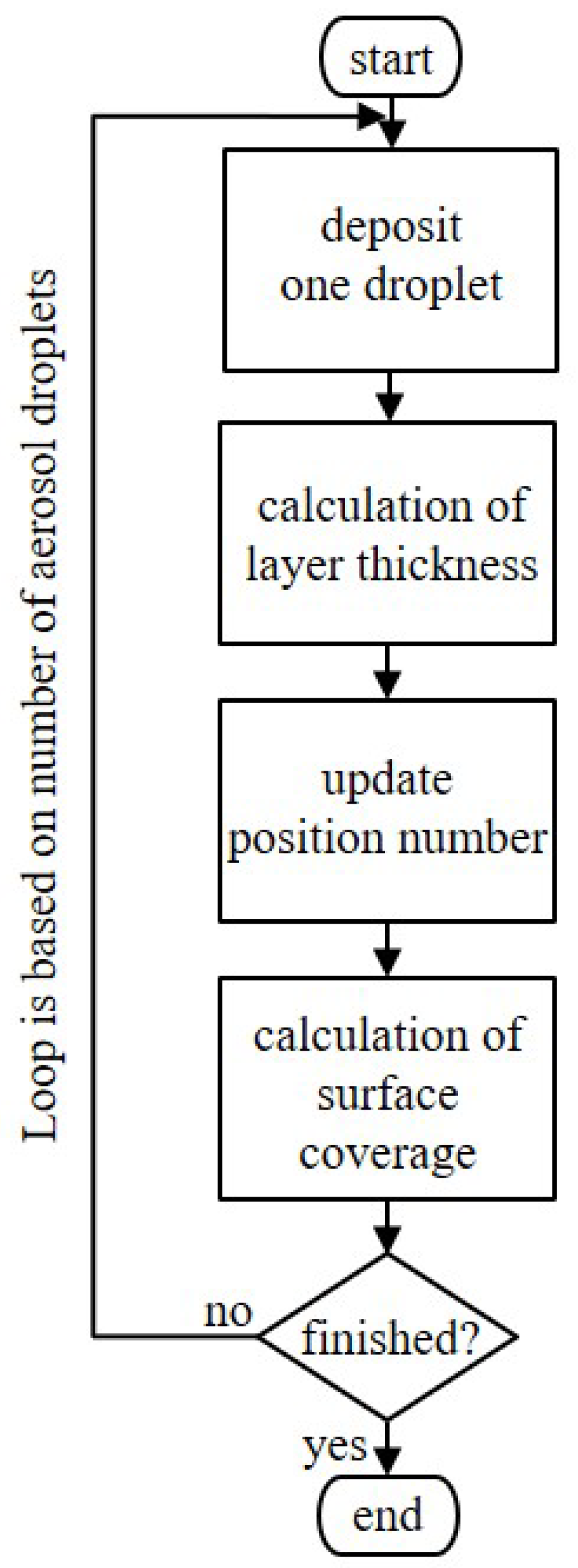
The purpose of this work is to investigate the island growth during the coating of particles by means of aerosol. First, aerosol generation, experimental conditions and characterization methods after sampling are explained. Then, a Monte Carlo (MC) simulation method is presented and adapted with the goal of simulating aerosol coating. A comparison of experimental and simulation results for random droplet deposition proves the existence of island growth. We show that MC simulations which take the preferential deposition of aerosol droplets on already occupied positions of the particle surface into account agree well with experimental results and can, thus, explain the island growth.
4. Results and Discussion
4.1. Preliminary Remarks
In this study, experimental results have been obtained with the parameters shown in
Table 1. Some SEM pictures of particles are exemplarily shown in
Figure 7. Each picture represents one of the particles from collected samples, the coverage of which has been determined by the MATLAB image processing program. The SEM pictures of particles indicate island growth, i.e., preferential deposition on already covered parts of the particles. As a result of this, it was expected to obtain less coverage from the image analysis of real particles than the coverage results from the MC simulation with the old model, since the old model was based on random deposition of droplets on the particle surface positions and had no means for the consideration of island growth on the particles.
4.2. Curvature Effect
To investigate the curvature effect on coverage results from SEM pictures, image processing was conducted both with and without considering this effect, and results are shown in
Table 3. These are the average coverage results from all 6 particles (from two identical experiments) chosen for each time step (explained in
Section 2.5).
There is approximately 1% difference between the average coverage results with and without taking into account the curvature effect for particles from each process time. Therefore, the curvature effect on acquiring particle coating coverage from planary SEM pictures is small. Nevertheless, it has been considered in this study, so that 3D coverage values are used for further investigations and comparisons.
4.3. Process Yield
The process yield has been calculated as explained in
Section 2.4 and is tabulated in
Table 4.
The arithmetic mean of the yield is 11.61% among the 5 samples. The mean yield of the coating process with aerosol was 28.3% in Mezhericher et al. [
9] with the same operating parameters, except the type of the core particles and the length of aerosol inlet tube. In Mezhericher et al. [
9], the aerosol inlet tube was short and
-Al
O
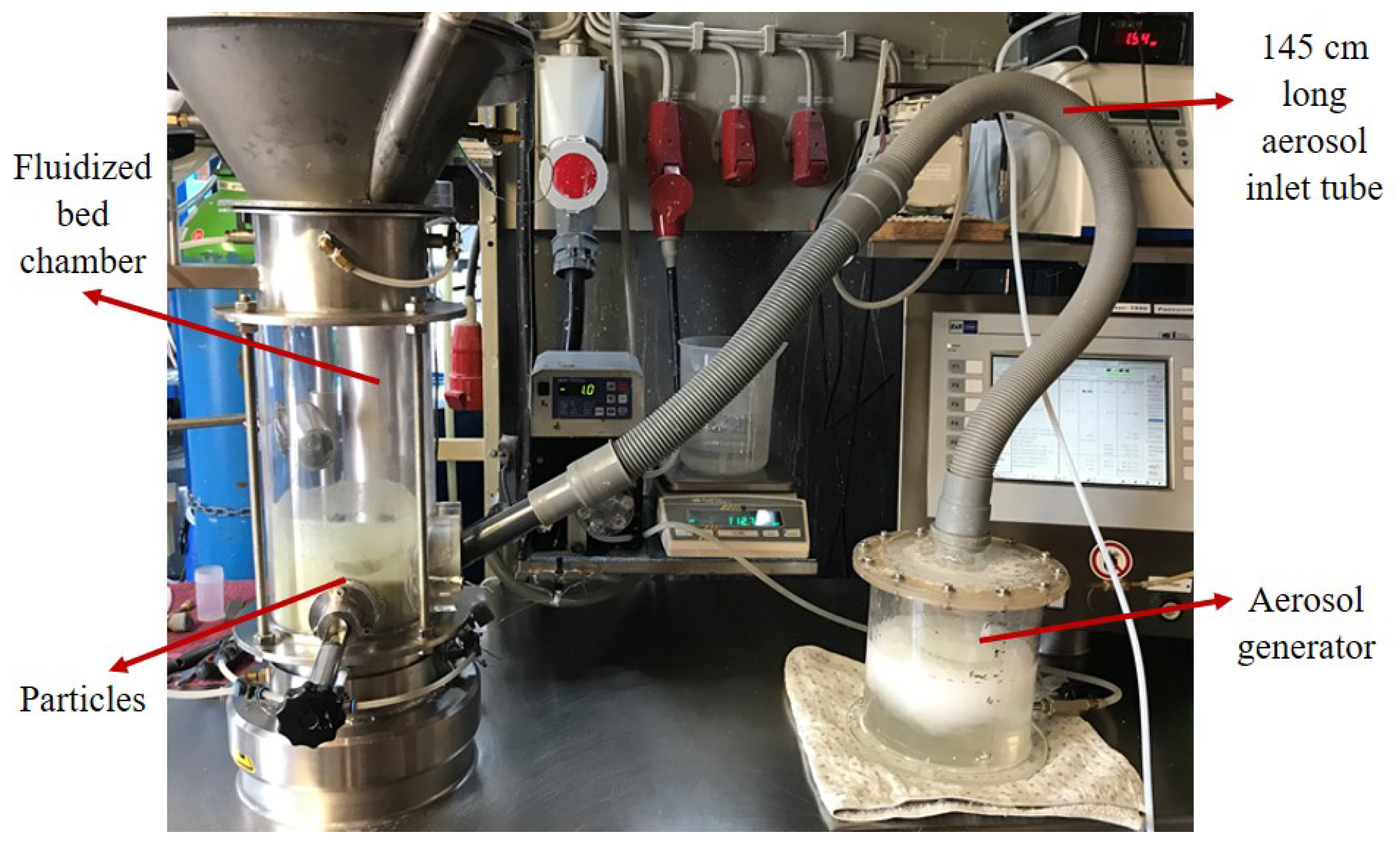
core particles have been used. It was explained that the main cause of coating material loss seems to be entrained dust, since there were no wall deposits in the process. It should be noted that in the present study, the aerosol inlet tube was serrated and relatively long to eliminate big droplets coming from the aerosol generator that might cause agglomeration as explained before. While preventing these big droplets from reaching the aerosol generator, some of the droplets were accumulating on the tube wall (mostly because of the serrated structure of the tube) and making the tube wall wet, that might cause the reduction of yield. Furthermore, glass particles were used in this study. The density of glass particles (2500 kg/m
) is much higher than the density of
-Al
O
particles (1280 kg/m
). Therefore, this means less bed height (fluidized bed heights in Mezhericher et al. [
9]: 8 cm stagnant, 11 cm expanded; in present study: 4 cm stagnant, 6 cm expanded) for the same core particle mass (1 kg both in Mezhericher et al. [
9] and in this study) in the bed, which can lead to smaller collision probability, and to less droplet deposition and coating yield, since the feeding height was 4.5 cm from the distributor plate of the bed.
Further parameters that can affect the yield are the surface roughness and the chemical surface properties of the core particles. The adhesion probability of droplets on glass particles and on -AlO particles might differ since they have different surface roughness and chemical surface properties, which might have contributed to the reduction of process yield. Besides, -AlO particles have a prominent porosity whereas glass particles are dense, which might also make a contribution to the adhesion probability and the process yields a reduction.
4.4. Monte Carlo Model
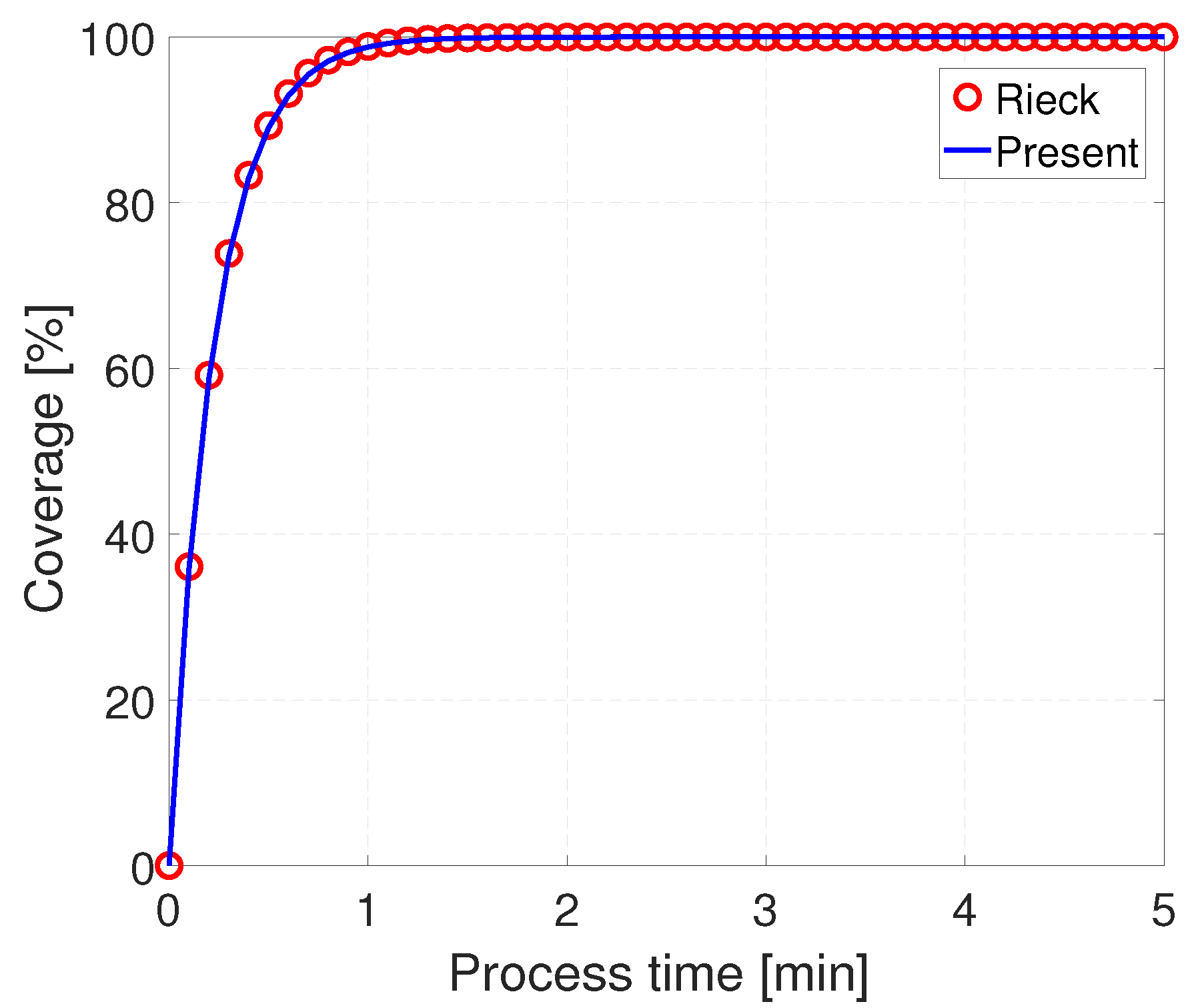
The modified MC model was first checked against the original algorithm by Rieck for just one particle in the MC simulation box and surface scaling factor equal to unity (
= 1). This means that the whole particle surface was considered in both models without any surface down-scaling. All the input quantities of MC simulation with both models are summarized in
Table 5.
The same droplet size that the aerosol generator provides in the experiment (1
m,
Section 2.1) was used as input parameter for all MC simulations.
Figure 8 shows identical results for the development of coverage on the particle with process time for both models, Rieck’s model [
7] and the present model. A desktop PC (Intel Core i9-10900K CPU) was used to obtain the MC simulation results. The simulation time was around 10 h for both models used to simulate just one particle in the MC box. However, the main reason for the long computational time was not the computation of drying, but the huge number of positions on the particle (because of the small aerosol droplet size) in the simulation. Therefore, a major modification has been to determine the number of positions in the simulation which can represent the whole particle. The simulation has been run several times with different number of positions on one particle and the root mean square percentage error (RMSPE) for each simulation has been calculated to determine the number of positions on one particle that can be representative for the whole particle in the simulation. RMSPE is defined as:
where
n is number of time steps in MC simulation,
is the coverage value with the present model when the surface scaling factor is unity,
is the coverage value with the present model for the different investigated surface scaling factors.
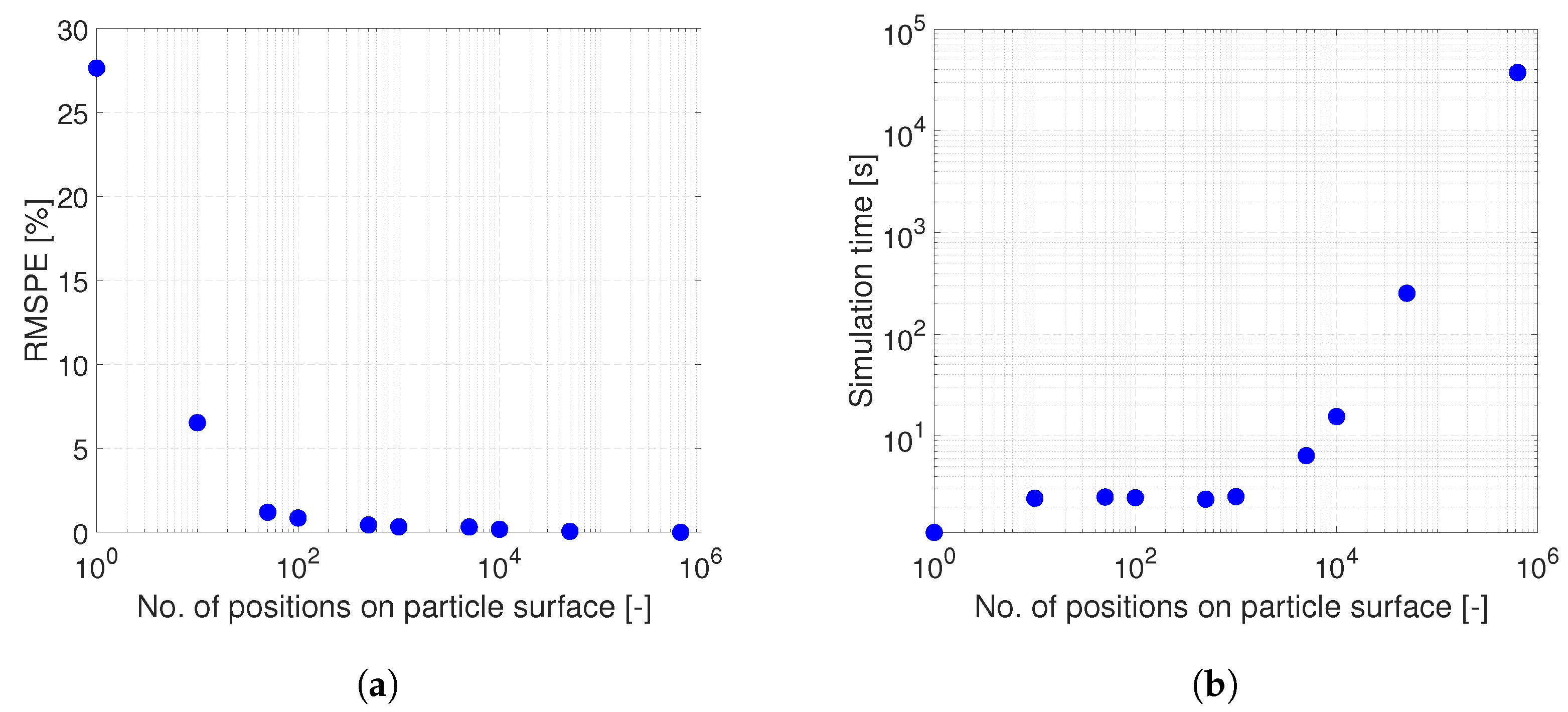
As it can be seen in
Figure 9, the RMSPE is decreasing, on the contrary the simulation time is increasing with increasing number of positions considered on particle surface. Therefore, the number of positions should be high enough as to represent the whole particle, but not too high, since more positions mean more simulation time and cost.
Five hundred has been selected as the number of positions that can appropriately represent the whole particle, since the RMSPE is then sufficiently low, less than 0.5% (see
Table 6). Moreover, the simulation time increases seriously when the position number becomes higher than 500. The simulation time was 2.4 h for 1000 particles (500 positions on each particle) in the MC box. This is significantly less than computational time with Rieck’s model for just one particle, underlying the progress achieved in our ability to describe the AFB process by MC simulations.
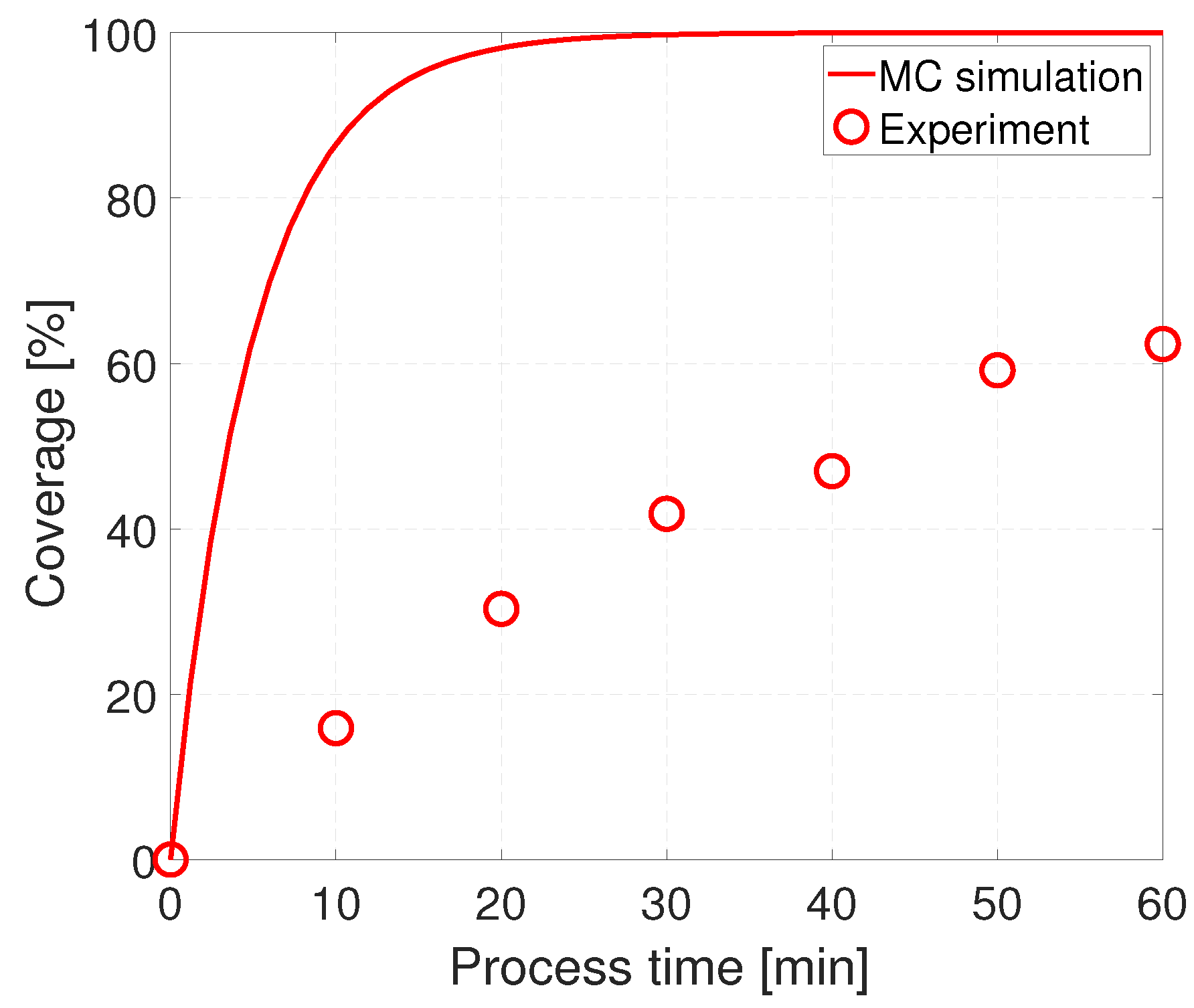
Monte Carlo simulations with random droplet deposition were conducted with the same parameters and yield (11.61%) as in the experiment. Coverage results from the MC simulation and the experiment are compared in
Figure 10. For the experimental results in the graph, the average coverage value of sample particles (with consideration of the curvature effect) was taken (see
Table 3). Simulation results represent the average coverage value of 1000 particles in the MC box.
A huge difference between the coverage results from the simulation and the experiment has been obtained, see
Figure 10. This difference is evidence for island growth, which can be explained by preferential deposition, as it will be shown in the next section.
4.5. Effect of Preferential Deposition of Droplets on Already Occupied Positions
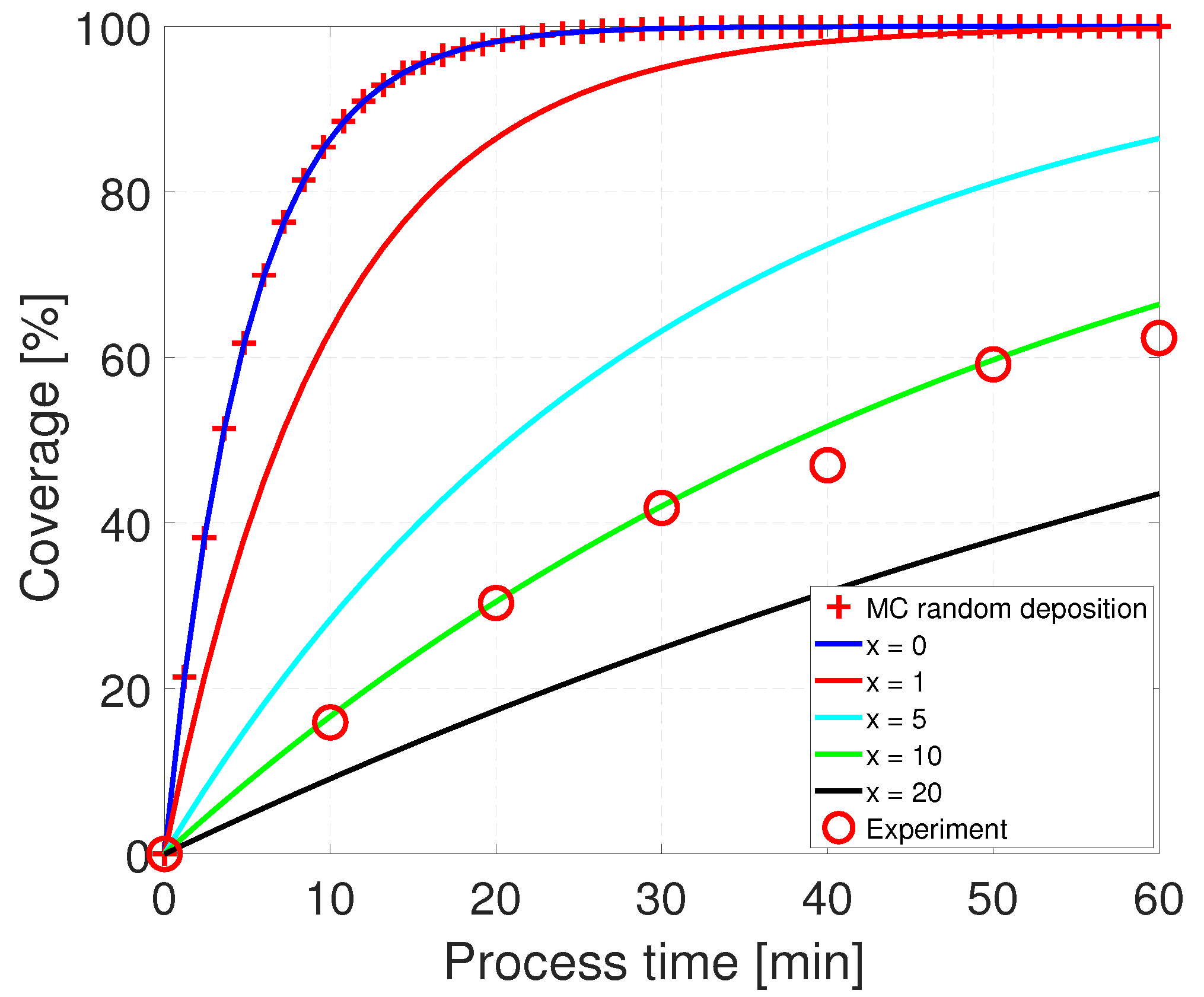
To demonstrate the effect of preference
x analytically, the transient growth in coverage was drawn with respect to Equation (
9) with different preference
x values (see
Figure 11).
The analytical coverage results are represented by the dark blue curve in
Figure 11 when the preference is zero (
x = 0), which completely matches the coverage results from MC random deposition, as expected. The slope of the coverage curve decreases with increasing preference of deposition on already occupied positions and results converge to the experimental coverage results. The experimental coverage results match with analytical coverage results when the preference is ten (
x = 10).
After applying simulational arrangements on preferential deposition on occupied positions based on Equation (
10), the MC simulation has also been run with different preference values. The average coverage percentage results (of 1000 particles in the MC box) are shown in
Figure 12.
The dark blue coverage evolution curve represents the results when the preference is zero (x = 0) in the simulation, which means the droplets do not prefer the occupied positions and deposit with equal probability on any position on the particle. These coverage results match the coverage results with random deposition provided by the simulation before arrangements for preferential deposition. As the preference of already occupied positions for droplet deposition increases, the slope of the coverage curve decreases, and simulation coverage results converge to the experimental coverage results, such as with the analytical solutions. This fact again shows that the more droplets prefer to deposit on already occupied positions, the less coverage (the more island growth) will be obtained on the surface. As with the analytical results, when x = 10 the simulated coverage results match well with the experimental coverage results. Both analytical and MC simulational results show that the preferential deposition of droplets on occupied positions is an effective reason for island growth.
Although with analytical solutions it is possible to obtain similar average coverage results as with MC simulations, it should be noted that only with MC simulations is it possible to obtain intraparticle and interparticle distributions of coverage. Discussing such distributions, coating height distributions, droplet numbers on each position, and local and integral porosity are outside of present paper’s scope. Notably, however, such effects can be computed just with MC simulations, not with analytical solutions.
As to the preferential deposition factor x, it is expected to depend on the adhesion probability of droplets on either the fresh substrate or on previous deposits. Core particle material and surface structure, as well as coating material and deposit structure, are here the underlying parameters, which might be quantified by surface energy measurements and correlated to the factor x.
5. Conclusions
The main purpose of this study was to investigate island growth on particles coated by means of aerosol droplets. Therefore, a coating experiment was conducted in an aerosol fluidized bed (AFB) and MC simulations have been used to simulate the process.
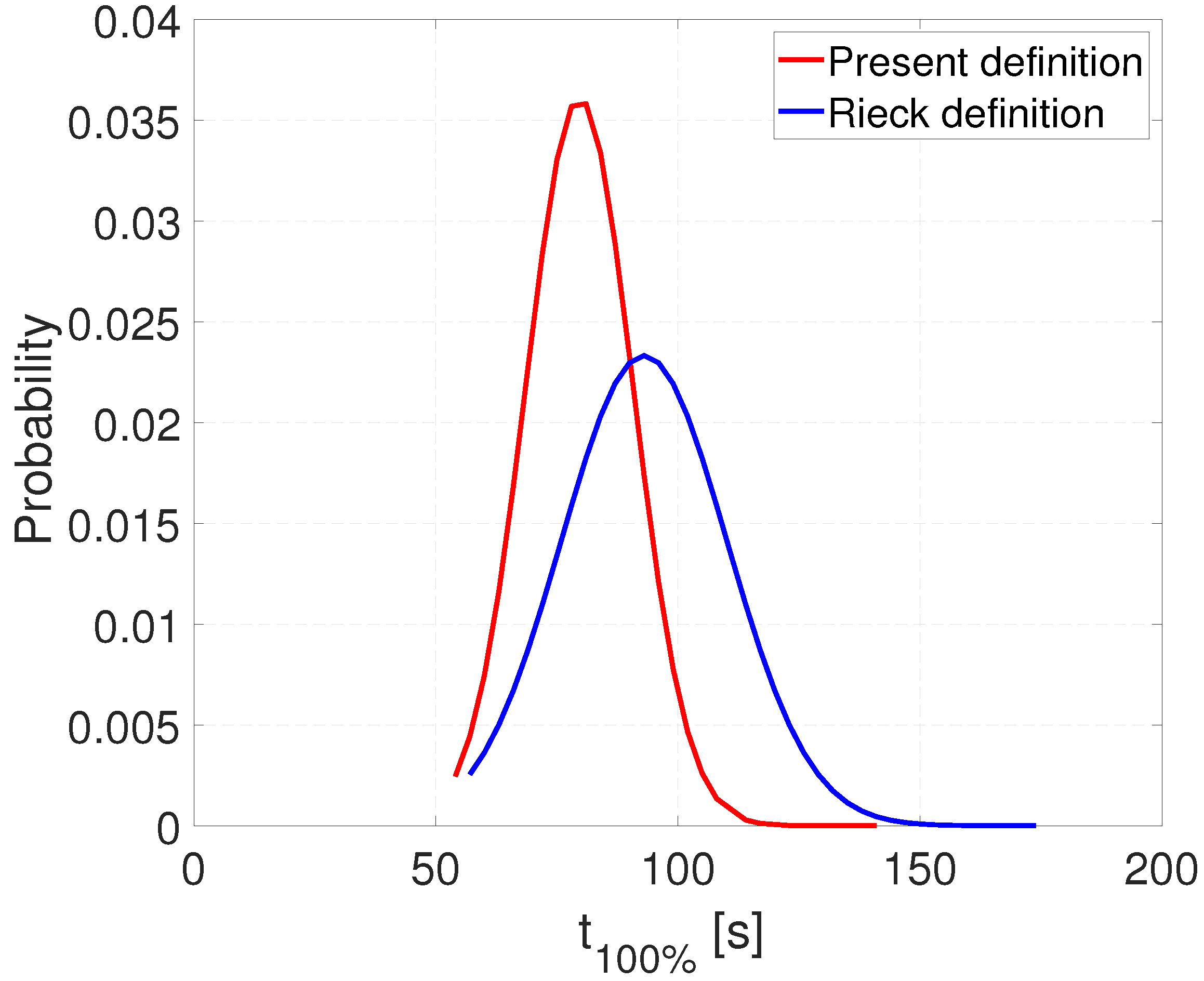
The simulation time is huge with complete tessellation of the particle surface, because of the small footprint area of aerosol droplets. Therefore, just 500 positions have been considered as representative of the whole particle surface. This could cut the computational time dramatically, even with 1000 particles in the MC box. Moreover, a new relative full coverage time definition has been introduced, which does not depend on the numerical resolution on the particle surface.
Coverage results from the MC simulation were compared with experimental coverage results obtained by evaluation of SEM pictures. A big difference was observed because of island growth on the real particles. Island growth can be explained by preferential deposition of droplets on already occupied positions on the particle surface. When a respective preference factor reaches a certain value (x = 10), the simulated coverage results match well with the experimental findings. Analytical solutions can also capture this effect, but they cannot provide interparticle or intraparticle coverage distributions. Although not in the focus of this study, the latter are accessible by MC simulations.
The present investigation can be continued and deepened in several directions. For example, by optimizing the aerosol feeding system, simulating the separation of aerosol droplets in the aerosol inlet duct, measuring the aerosol gas flow rate and understanding its influence, and investigating the penetration of aerosol air and droplets in the fluidized bed. Moreover, by replacing the present single inlet, which may lead to heterogeneity because of asymmetric aerosol flow, by multiple aerosol inlets. Increasing the height of the fluidized bed above the aerosol inlet, the yield of the process can be improved. At this end, a filtration-like model for droplet deposition is needed, including a collision probability and an adhesion probability. Notably, the adhesion probability will depend on the surface properties of the fresh or covered core particles, which is expected to correlate with the previously mentioned preferential deposition factor that steers the island growth. Furthermore, experiments need to be performed after the attainment of full coverage on the surface (with more process time and perhaps with different core particles). The evaluation of such experiments should include coating porosity, alongside with interparticle and intraparticle coating thickness homogeneity. In this frame, the MC simulation may be extended for the consideration of local and global coating porosity.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}