
Determination of the Plastic Stress–Strain Relationship of a Rupture Disc Material with Quasi-Static and Dynamic Pneumatic Bulge Processes


Abstract
:1. Introduction
2. Methodology
2.1. Determination of Stress and Strain
2.1.1. Problem Description
- (1)
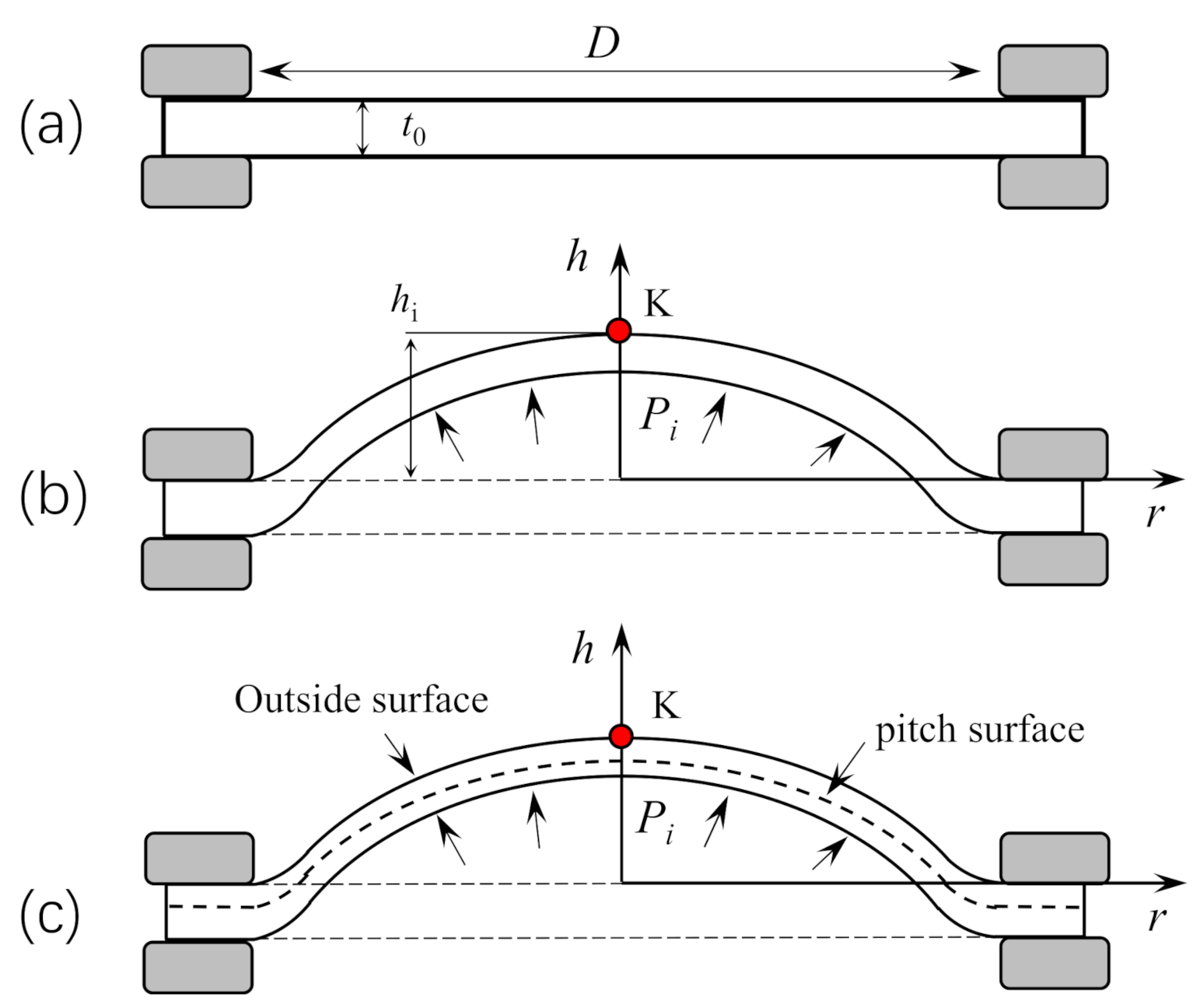
- After the bulge pressure is released, the shape of the disc will change because the elastic deformation will snap back. However, it is very difficult to measure the elastic deformation accurately in experiments. Thus, only the plastic deformation is considered by measuring the deformation of the disc after pressure release. Some results show that in the bulge process of metallic structures, the deformation of materials in the elastic regime leads to insignificant volume changes (lower than 1%), so the consideration of plastic deformation is still representative.
- (2)
- The disc after pressure release has axi-symmetry, and it can be considered as a rotational thin shell. The stress inside the disc can be calculated according to membrane theory.
- (3)
- According to membrane theory, stress on the pitch diameter can be calculated from the force equilibrium equation with a known curvature of the pitch diameter. However, it is difficult to measure the curvature and strain of the pitch diameter. Since the disc is thin and the ratio of thickness to diameter is very small, the outside surface of the disc is used to replace the pitch surface of the thickness direction, as shown in Figure 1c.
- (4)
- During bulge process, the stress and strain of a disc at different locations are different. However, the top of the domed disc (Point K in Figure 1), where the rupture of a disc begins, has the maximum stress and a representative stress–strain relationship for the disc material. Therefore, only the stress and strain at this point are calculated in the following section.
- (5)
- The disc material is isotropic. The results in this paper are not suitable for anisotropic materials.
2.1.2. Determination of Strain
2.1.3. Determination of Stress
2.2. Implementing the Method of Dynamic Pneumatic Bulge Processes
3. Experimental Methods
3.1. Test Discs
3.2. Apparatus for the Quasi-Static Pneumatic Bulge Process
3.3. Apparatus for Dynamic Pneumatic Bulge Process
4. Results and Discussion
4.1. Stress–Strain Relationship of Quasi-Static Pneumatic Bulge Process
4.2. Stress–Strain Relationship of Dynamic Pneumatic Bulge Process
5. Conclusions
- σe = 1259.4·εe0.4487 (quasi-static).
- σe = 1192.4·εe0.3261 (pressure rise rate between 2 and 10 MPa/s).
- σe = 1381.2·εe0.2910 (pressure rise rate between 10 and 50 MPa/s).
- σe = 1368.4·εe0.1701 (pressure rise rate between 50 and 100 MPa/s).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Smith, P.; Zappe, R.W. Valve Selection Handbook: Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow Application, 5th ed.; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Shannak, B. Experimental and theoretical investigation of gas-liquid flow pressure drop across rupture discs. Nucl. Eng. Des. 2010, 240, 1458–1467. [Google Scholar] [CrossRef]
- Yang, C.; Hui, H.; Song, X.Y.; Huang, S. Theoretical and Experimental Research on Designed Bursting Pressure of Ultrahigh Pressure Rupture Disk. J. Press. Vessel Technol. Trans. ASME 2021, 143, 7. [Google Scholar] [CrossRef]
- Kong, X.W.; Zhang, J.C.; Li, X.Q.; Jin, Z.B.; Zhong, H.; Zhan, Y.; Han, F.J. Experimental and finite element optimization analysis on hydroforming process of rupture disc. In Proceedings of the 17th International Conference on Metal Forming (Metal Forming), Toyohashi, Japan, 16–19 September 2018; pp. 892–898. [Google Scholar]
- Liu, L.L.; Yuan, C.X.; Li, W.; Li, B.B.; Liu, X.M. Influence of Moulding Pressure on the Burst Pressure of Reverse-Acting Rupture Discs. Processes 2021, 9, 18. [Google Scholar] [CrossRef]
- Zhao, G.B. An easy method to design gas/vapor relief system with rupture disk. J. Loss Prev. Process Ind. 2015, 35, 321–328. [Google Scholar] [CrossRef]
- Mutegi, M.K.; Schmidt, J.; Denecke, J. Sizing rupture disk vent line systems for high-velocity gas flows. J. Loss Prev. Process Ind. 2019, 62, 14. [Google Scholar] [CrossRef]
- ISO 4126-2; Safety Devices for Protection against Excessive Pressure—Part 2: Bursting Disc Safety Devices. International Organization for Standardization: Geneva, Switzerland, 2003.
- Jeong, J.Y.; Jo, W.; Kim, H.; Baek, S.H.; Lee, S.B. Structural Analysis on the Superficial Grooving Stainless-Steel Thin-Plate Rupture Discs. Int. J. Precis. Eng. Manuf. 2014, 15, 1035–1040. [Google Scholar] [CrossRef]
- Zhu, H.B.; Xu, W.P.; Luo, Z.P.; Zheng, H.X. Finite Element Analysis on the Temperature-Dependent Burst Behavior of Domed 316L Austenitic Stainless Steel Rupture Disc. Metals 2020, 10, 232. [Google Scholar] [CrossRef] [Green Version]
- Mohebbi, M.; Panahizadeh, V.; Hoseinpour, M. Analytically predicting the burst pressure of composite rupture discs by considering nonlinear strain path. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 10, 09544054221100324. [Google Scholar] [CrossRef]
- Murty, D.V.R.; Reddy, A.C.; Rao, Y.B. Factors to Be Considered for Selection and Design of Rupture Disc. In Proceedings of the 14th International Conference on Nuclear Engineering, Miami, FL, USA, 17–20 July 2006. [Google Scholar]
- Tanaka, N.; Wada, Y.; Tamura, M.; Yoshida, T. Performance of Pressure-Vessel Test Concerned with Heating Rate of Pressure-Vessel and Bursting Pressure of Rupture Disk. J. Hazard. Mater. 1990, 23, 89–107. [Google Scholar] [CrossRef]
- Juszczyk, A.S.; Radford, D.R.; Curtis, R.V. Sensitivity of a disc rupture strength test to air bubble pores in phosphate-bonded investment materials at elevated temperatures. Dent. Mater. 2002, 18, 255–262. [Google Scholar] [CrossRef]
- Dundu, M. Evolution of stress-strain models of stainless steel in structural engineering applications. Constr. Build. Mater. 2018, 165, 413–423. [Google Scholar] [CrossRef]
- Murty, D.; Rao, Y.B. Design and Analysis—Computer Simulation of Rupture Disc Design. In Proceedings of the ASME 2006 Pressure Vessels and Piping/ICPVT-11 Conference, Vancouver, BC, Canada, 23–27 July 2006; Volume 2006, pp. 233–240. [Google Scholar]
- Goh, T.N.; Shang, H.M. Effects of Shape and Size of Tensile Specimens on the Stress-Strain Relationship of Sheet-Metal. J. Mech. Work. Technol. 1982, 7, 23–37. [Google Scholar] [CrossRef]
- Atkinson, M. Accurate determination of biaxial stress-strain relationships from hydraulic bulging tests of sheet metals. Int. J. Mech. Sci. 1997, 39, 761–769. [Google Scholar] [CrossRef]
- Yamanaka, A.; Kamijyo, R.; Koenuma, K.; Watanabe, I.; Kuwabara, T. Deep neural network approach to estimate biaxial stress-strain curves of sheet metals. Mater. Des. 2020, 195, 16. [Google Scholar] [CrossRef]
- Sun, W.K.; Liu, L.J.; Li, Y.; Huang, C.Y.; Chen, X.F.; Feng, M.M. Insight into vented explosion mechanism and premixed flame dynamics in linked vessels: Influence of membrane thickness and blocking rate. J. Loss Prev. Process Ind. 2021, 72, 11. [Google Scholar] [CrossRef]
- Lianfa, Y.; Cheng, G. Determination of stress-strain relationship of tubular material with hydraulic bulge test. Thin Walled Struct. 2008, 46, 147–154. [Google Scholar] [CrossRef]
- Fuchizawa, S.; Narazaki, M. Bulge test for determining stress-strain characteristics of thin tubes. Adv. Technol. Plast. 1993, 1, 448–493. [Google Scholar]
- Hollomon, J.H. Tensile Deformation. Met. Technol. 1945, 12, 268–290. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Radius | r11 | r21 | r31 | r41 | r51 | r61 | r71 |
|---|---|---|---|---|---|---|---|
| Pre-set value/mm | 0.5 | 1 | 1.5 | 2.5 | 5 | 7.5 | 10 |
| Real value/mm | 0.5038 | 0.9999 | 1.4979 | 2.4993 | 4.9987 | 7.5002 | 9.9991 |
| C | Cr | Mn | Mo | N | Ni | P | S | Si | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.020 | 16.400 | 1.318 | 2.010 | 0.012 | 10.030 | 0.028 | 0.002 | 0.596 | 69.584 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, X.; Yan, X.; Li, Y.; Zeng, F.; Kang, S.; Yu, J. Determination of the Plastic Stress–Strain Relationship of a Rupture Disc Material with Quasi-Static and Dynamic Pneumatic Bulge Processes. Processes 2022, 10, 1463. https://doi.org/10.3390/pr10081463
Yu X, Yan X, Li Y, Zeng F, Kang S, Yu J. Determination of the Plastic Stress–Strain Relationship of a Rupture Disc Material with Quasi-Static and Dynamic Pneumatic Bulge Processes. Processes. 2022; 10(8):1463. https://doi.org/10.3390/pr10081463
Chicago/Turabian StyleYu, Xiaozhe, Xingqing Yan, Yue Li, Fangchi Zeng, Shouli Kang, and Jianliang Yu. 2022. "Determination of the Plastic Stress–Strain Relationship of a Rupture Disc Material with Quasi-Static and Dynamic Pneumatic Bulge Processes" Processes 10, no. 8: 1463. https://doi.org/10.3390/pr10081463