
Numerical Simulation and Experimental Analysis of Dynamic Continuous Operation of Low-Concentration Coalbed-Methane-Mixing Device


Abstract
:1. Introduction
2. Computational Model
2.1. Geometric Model Construction
2.2. Network Division
2.3. Digital Analog Model
- (1)
- Inlet boundary condition
- (2)
- Exit boundary condition
- (3)
- Solid wall condition
3. Calculation Analysis and Optimization Design
3.1. Basic Characteristics of Gas-Mixing Process
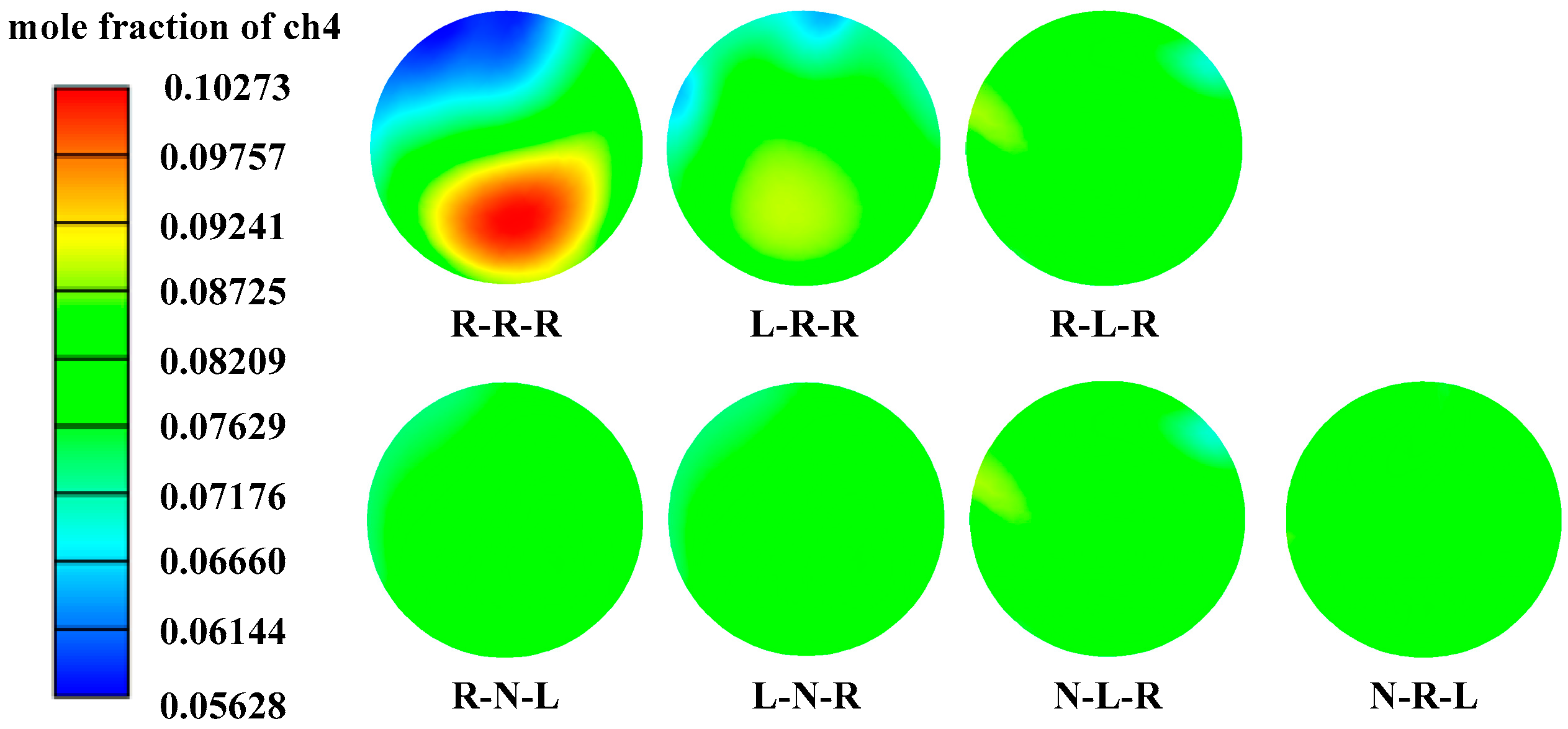
3.2. Spiral Distribution Analysis
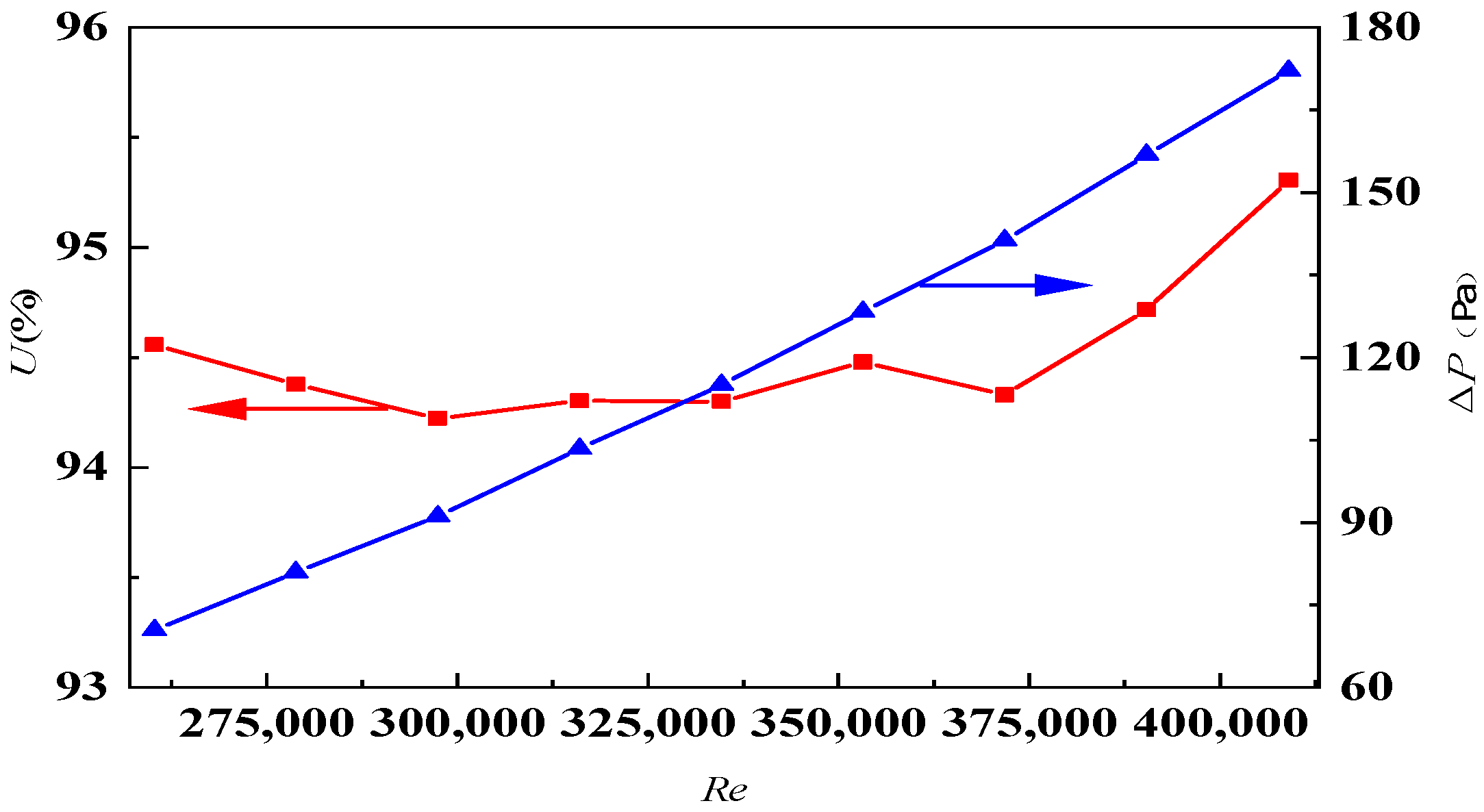
3.3. Influence of Gas-Mixing Device on Operating Flow
4. Comparison of Experimental Results
5. Conclusions
- (1)
- A three-dimensional calculation model of the internal flow of the gas-mixing device is established, and the coalbed-methane-mixing process is numerically simulated. A tetrahedral mesh generation method is adopted in the gas-mixing device, with a size of 20 mm and a total mesh of about 1.2 million. The SIMPLIE algorithm is used to solve the governing equations, which is discretized by the second-order upwind difference scheme, and the S-A model is used for turbulence.
- (2)
- The guide vane is set inside the air mixing device, which can make the fluid produce a centrifugal effect after violent collision with the vane, shorten the mixing distance of gas and improve the uniformity of air mixing; However, the violent collision of two streams of coalbed methane in the mixing area will lead to the overall change in the internal pressure field of the device, thus increasing the resistance.
- (3)
- The screw distribution pattern of three sets of devices with different flow rates are determined, and the influence of different screw structure combination patterns on the flow uniformity and pressure loss of the device are studied. On this basis, the best spiral structure combination is optimized for three sets of devices with different flow rates. When the flow rate is 7000 Nm3/h, 50,000 Nm3/h and 160,000 Nm3/h, the best spiral structure combination modes are L-N-R, N-L-R and L-N-R, respectively.
- (4)
- The experimental results show that there are some errors between the numerical simulation and the experimental results. The main reason is that there are defects in the processing technology of the spiral blade structure of the experimental device. However, the purpose of this paper is to provide technical means to reduce the resistance of the gas-mixing device, improve the uniformity of coalbed-methane mixing with different concentrations, and provide stable gas sources and safety measures for coalbed-methane-utilization devices.
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tawde, V.; Chellani, I.; Sharma, R. Developing coal bed methane CBM project as a truly sustainable venture: Strategies, technologies and methodologies. In Proceedings of the SPE/AAPG/SEG Asia Pacific Unconventional Resources Technology Conference, Brisbane, Australia, 18–19 November 2019. [Google Scholar]
- Wen, H.; Cheng, X.; Chen, J.; Zhang, C.; Yu, Z.; Li, Z.; Fan, S.; Wei, G.; Cheng, B. Micro-pilot test for optimized pre-extraction boreholes and enhanced coalbed methane recovery by injection of liquid carbon dioxide in the Sangshuping coal mine. Process Saf. Environ. Prot. 2020, 136, 39–48. [Google Scholar] [CrossRef]
- Mastalerz, M.; Drobniak, A. Coalbed methane: Reserves, production, and future outlook. In Future Energy; Elsevier: Amsterdam, The Netherlands, 2020; pp. 97–109. [Google Scholar]
- Yi, L. Study on Mechanism and Application of Underground Hydraulic Fracturing in Soft Coal Seam; General Coal Research Institute: Beijing, China, 2014. [Google Scholar]
- Yang, M. Climate change and energy policies, coal and coalmine methane in China. Energy Policy 2009, 37, 2858–2869. [Google Scholar] [CrossRef]
- Pu, H.; Zhang, L.; Dong, X.; Jing, T.; Junce, X. Simulation of the extraction efficiency of coalbed methane under water injection: A gas-liquid-solid coupling model. Geofluids 2020, 2020, 1475316. [Google Scholar] [CrossRef]
- Linghu, J.; Chen, J.; Yan, Z.; Yao, C. Demand forecast and allocation system of coalbed methane of different grades in mining area. Energy Sources Part A Recovery Util. Environ. Eff. 2020, 9, 1–16. [Google Scholar] [CrossRef]
- Li, Q.; Lin, B.; Yuan, D.; Chen, G. Demonstration and its validation for ventilation air methane (VAM) thermal oxidation and energy recovery project. Appl. Therm. Eng. 2015, 90, 75–85. [Google Scholar] [CrossRef]
- Zhou, Y.; Ji, X.; Tang, J. Prospect analysis of high temperature air combustion technology for low calorific value coalbed methane in Liupanshui area of Guizhou province. In Proceedings of the 3rd International Conference on Power and Energy Engineering, Qingdao, China, 25–27 October 2019; p. 012057. [Google Scholar]
- Heping, X.; Shihua, R.; Yachen, X.; Xiaomiao, J. Development opportunities of the coal industry towards the goal of carbon neutrality. J. China Coal Soc. 2021, 46, 2197–2211. [Google Scholar]
- Guofa, W.; Shihua, R.; Yihui, P.; Sijian, Q. Development achievements of China’s coal industry during the 13th five-year plan period and implementation path of “dual carbon” target. Coal Sci. Technol. 2021, 49, 1–10. [Google Scholar]
- Liu, L.; Ji, H.; Lü, X.; Wang, T.; Zhi, S.; Pei, F.; Quan, D. Mitigation of greenhouse gases released from mining activities: A review. Int. J. Miner. Metall. Mater. 2021, 28, 513–521. [Google Scholar] [CrossRef]
- Baohong, S.; Jianzhong, L.; Yi, L. Current situation and prospect of CBM development and utilization technology in coal mining areas in China. Coal Sci. Technol. 2015, 43, 1–4. [Google Scholar]
- Jiandong, K.; Bo, L.; Zheng, Y.; Pengfei, G.; Huijuan, X.; Wujian, L. Experimental study on heat storage and oxidation of exhaust gas. Min. Saf. Environ. Prot. 2013, 40, 1–3. [Google Scholar]
- Shaoran, R.; Lijuan, H.; Liang, Z.; Yu, W.; Yong, W.; Yu, X.; Chu, C. Experiment on explosion limits of methane-air mixtures at high pressure and high temperature. J. China Univ. Pet. Nat. Sci. Ed. 2019, 43, 98–103. [Google Scholar]
- Bo, Q. Design and research of low concentration gas power generation system in coal mine. Mech. Manag. Dev. 2015, 30, 16–18. [Google Scholar]
- Jinlun, P. Discussion on uniformity detection method of dynamic continuous gas mixing system. Min. Saf. Environ. Prot. 2018, 45, 112–115. [Google Scholar]
- Meng, Z.; Wei, G. Advanced heterogeneous fenton treatment of coalbed methane-produced water containing fracturing fluid. Processes 2018, 6, 40. [Google Scholar] [CrossRef] [Green Version]
- Xiao, L.; Chen, J. Experimental study on heat transfer caused by feed gas concentration fluctuation in low concentration CBM utilization unit. Heat Mass Transf. 2022, 58, 355–363. [Google Scholar] [CrossRef]
- Chen, J.; Wen, G.; Yan, S.; Lan, X.; Xiao, L. Oxidation and characterization of low-concentration gas in a high-temperature reactor. Processes 2020, 8, 481. [Google Scholar] [CrossRef] [Green Version]
- Yuan, Y.; Li, C.; Yang, Q. Mixed finite element-second order upwind fractional step difference scheme of darcy–forchheimer miscible displacement and its numerical analysis. J. Sci. Comput. 2021, 86, 24. [Google Scholar] [CrossRef]
- Zhenglu, S.; Yongtang, W.; Hong, L.; Aihua, D.; Yunxin, S.; Bin, Y. Design and uniformity analysis of fully premixed natural gas burner venturi mixer. IOP Conf. Ser. Mater. Sci. Eng. 2020, 721, 012009. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Combination Form | Resistance Loss ΔP (Pa) | Uniformity of Gas Mixing U |
|---|---|---|
| R-R-R | 77 | 0.834864178 |
| L-R-R | 85 | 0.938966162 |
| R-L-R | 108 | 0.985306644 |
| R-N-L | 78 | 0.977691419 |
| L-N-R | 81 | 0.978119616 |
| N-L-R | 143 | 0.969055794 |
| N-R-L | 137 | 0.968450126 |
| Combination Form | Resistance Loss ΔP (Pa) | Uniformity of Gas Mixing U |
|---|---|---|
| L-L-L | 108 | 0.098636925 |
| L-L-R | 296 | 0.926471529 |
| L-R-L | 277 | 0.879708554 |
| L-R-R | 115 | 0.144680942 |
| N-L-L | 110 | 0.12551543 |
| N-L-R | 286 | 0.907642821 |
| L-N-L | 145 | 0.742540376 |
| L-N-R | 156 | 0.797162208 |
| Combination Form | The Resistance Loss ΔP (Pa) | Uniformity of Gas Mixing U |
|---|---|---|
| R-R-R | 532 | 0.912529119 |
| R-L-R | 1268 | 0.98240801 |
| R-R-N | 520 | 0.961878988 |
| R-L-N | 525 | 0.9435166 |
| R-N-R | 471 | 0.69367898 |
| L-N-R | 498 | 0.914625259 |
| N-R-R | 534 | 0.827186138 |
| Flow (Nm3/h) | Combination Form | Calculated ΔP (Pa) | Measured ΔP (Pa) | Calculated U | Measured U |
|---|---|---|---|---|---|
| 7000 | L-N-R | 81 | 94 | 97.80% | 99.20% |
| 50,000 | N-L-R | 286 | 325 | 90.76% | 98.80% |
| 160,000 | L-N-R | 498 | 485 | 91.46% | 97.20% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, L. Numerical Simulation and Experimental Analysis of Dynamic Continuous Operation of Low-Concentration Coalbed-Methane-Mixing Device. Processes 2022, 10, 1265. https://doi.org/10.3390/pr10071265
Xiao L. Numerical Simulation and Experimental Analysis of Dynamic Continuous Operation of Low-Concentration Coalbed-Methane-Mixing Device. Processes. 2022; 10(7):1265. https://doi.org/10.3390/pr10071265
Chicago/Turabian StyleXiao, Lu. 2022. "Numerical Simulation and Experimental Analysis of Dynamic Continuous Operation of Low-Concentration Coalbed-Methane-Mixing Device" Processes 10, no. 7: 1265. https://doi.org/10.3390/pr10071265