
Computational Fluid Dynamics Study of a Pharmaceutical Full-Scale Hydrogenation Reactor

 , , , and
, , , and
Abstract
:1. Introduction
2. CFD Model Development
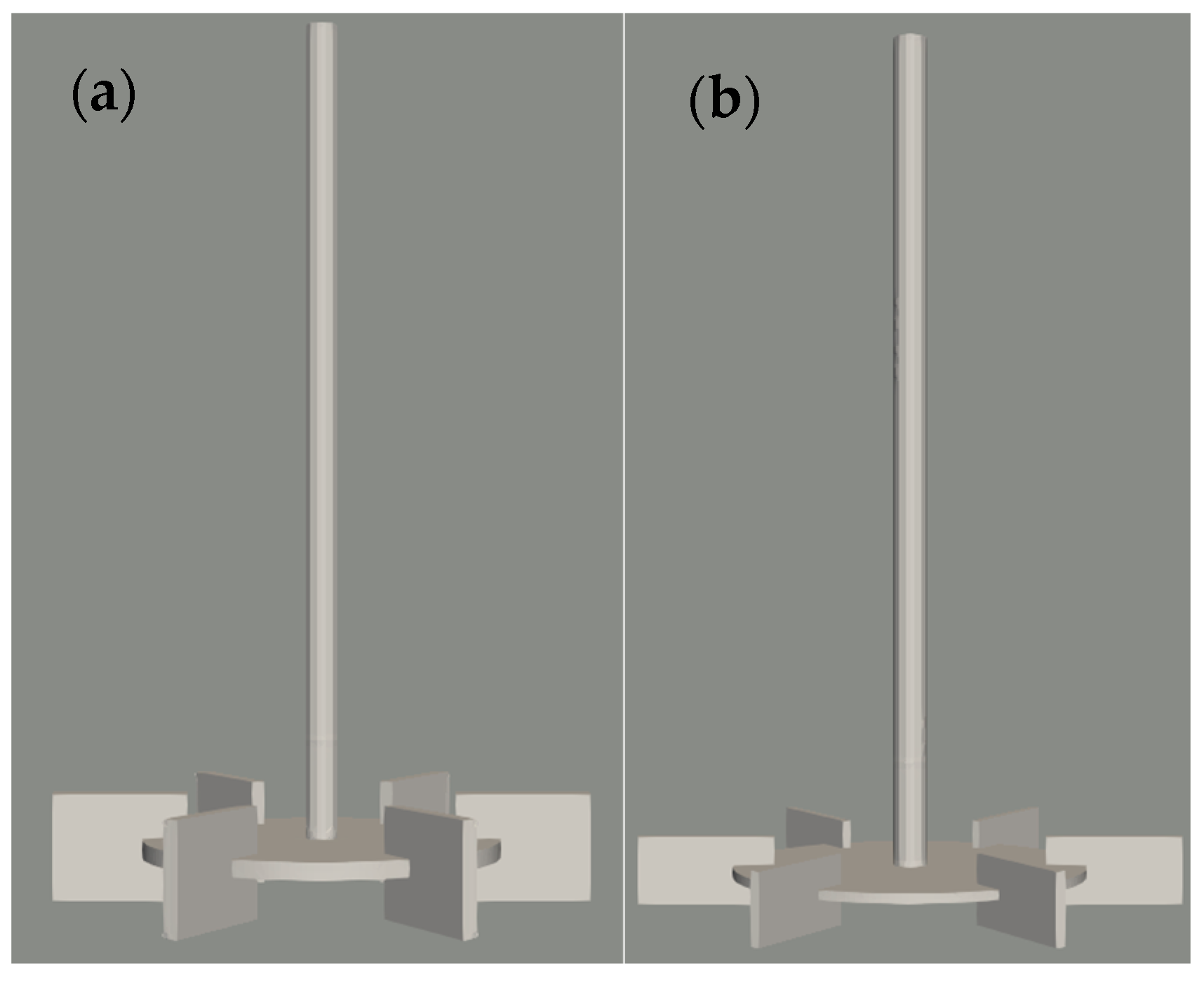
2.1. Model of a Simple Agitation Vessel
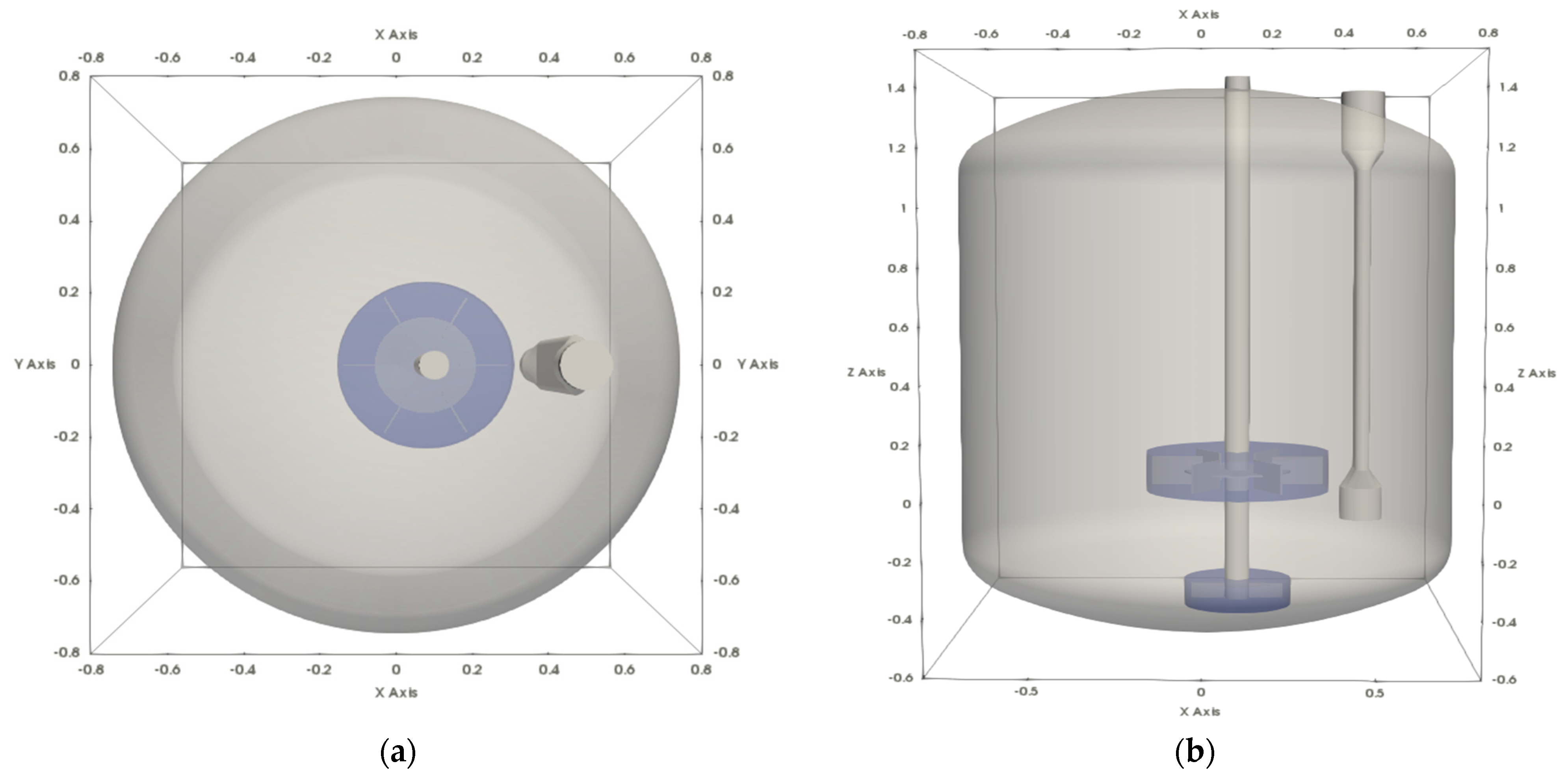
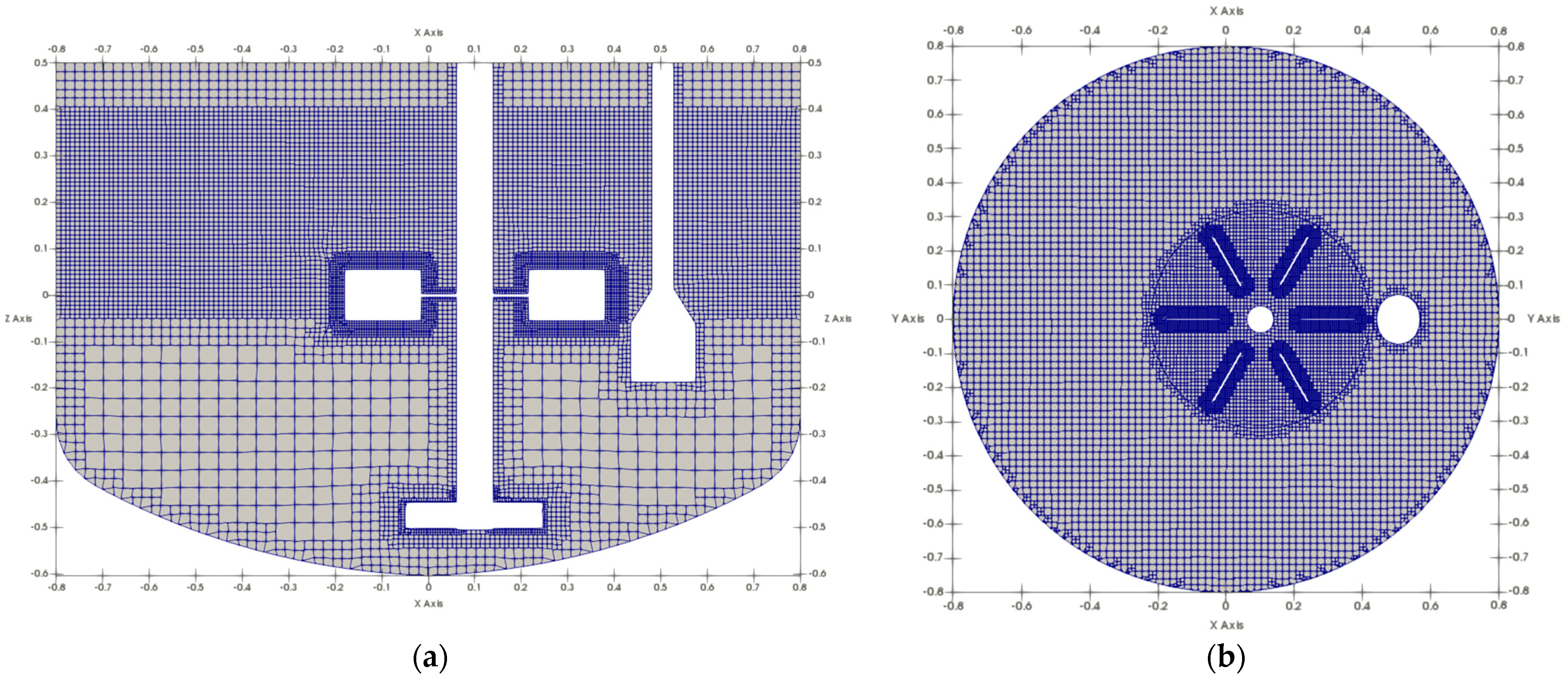
2.2. Model for the Industrial Reactor
3. Mathematical Models
3.1. Modelling Approximations
3.2. Solver Settings, Boundary Conditions, and Computational Resources
4. Results
4.1. Simple Agitation Device
4.2. Industrial Reactor
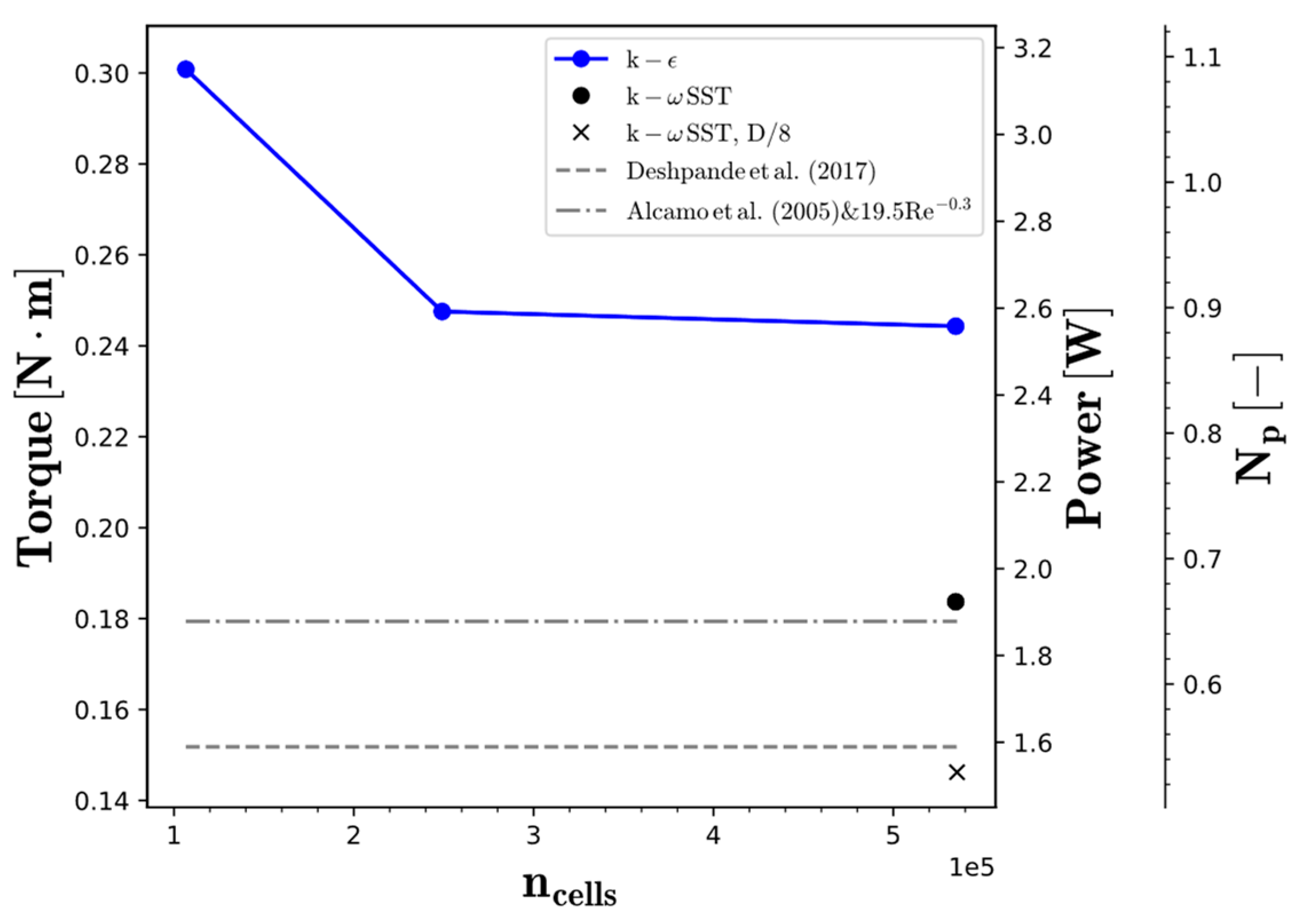
4.2.1. Mesh Independency Test
4.2.2. Reference Case
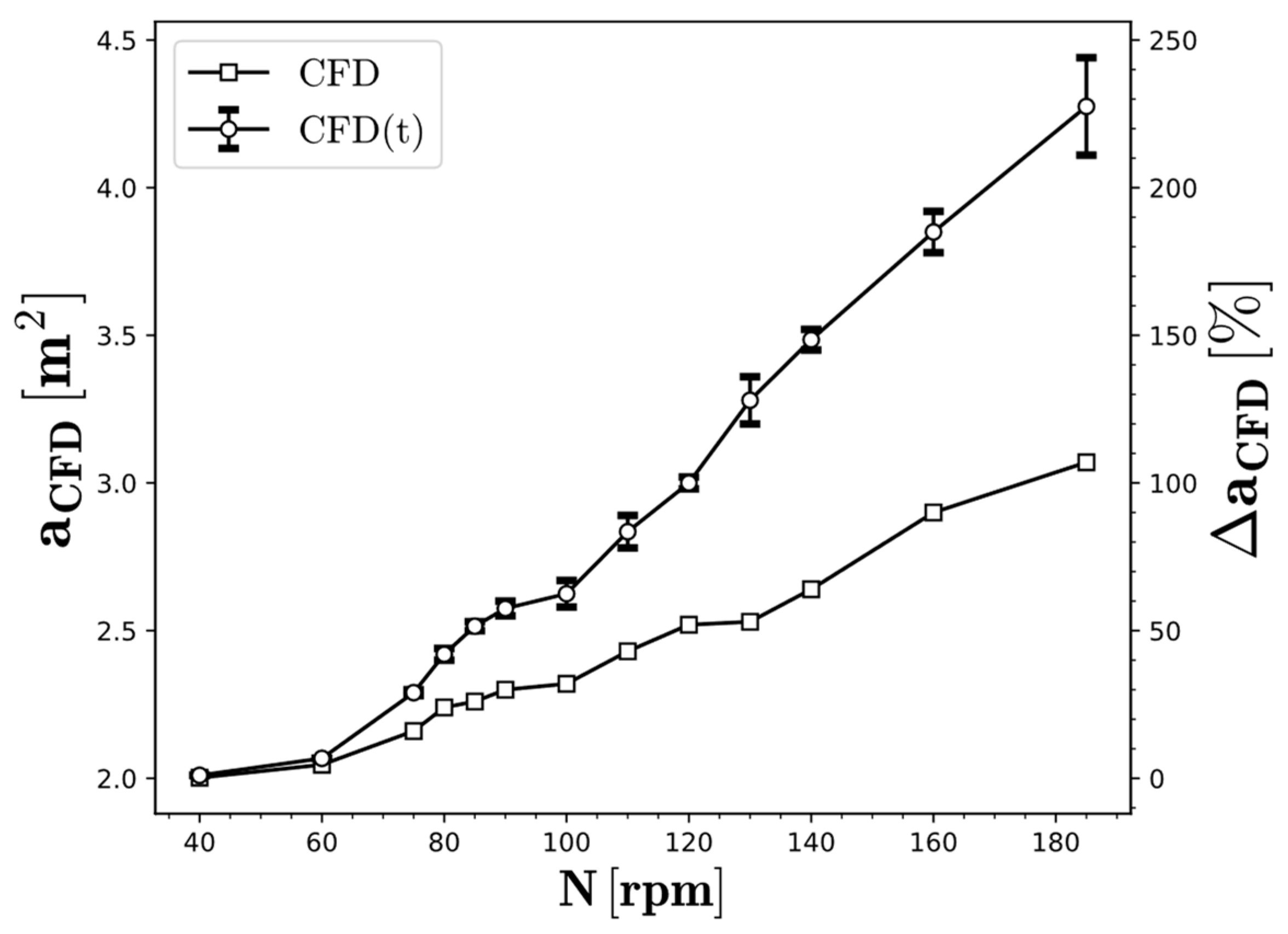
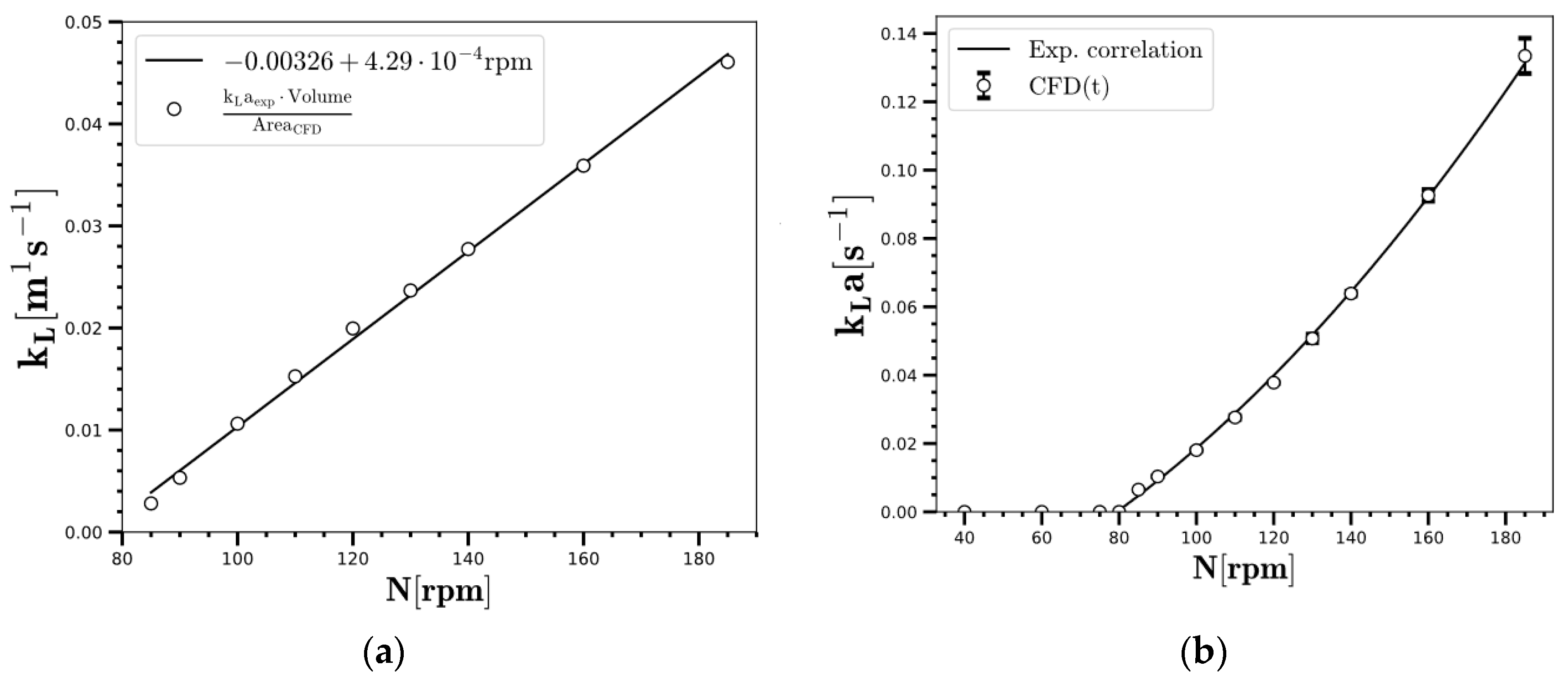
4.2.3. Mass Transfer Area vs. Rotational Speed
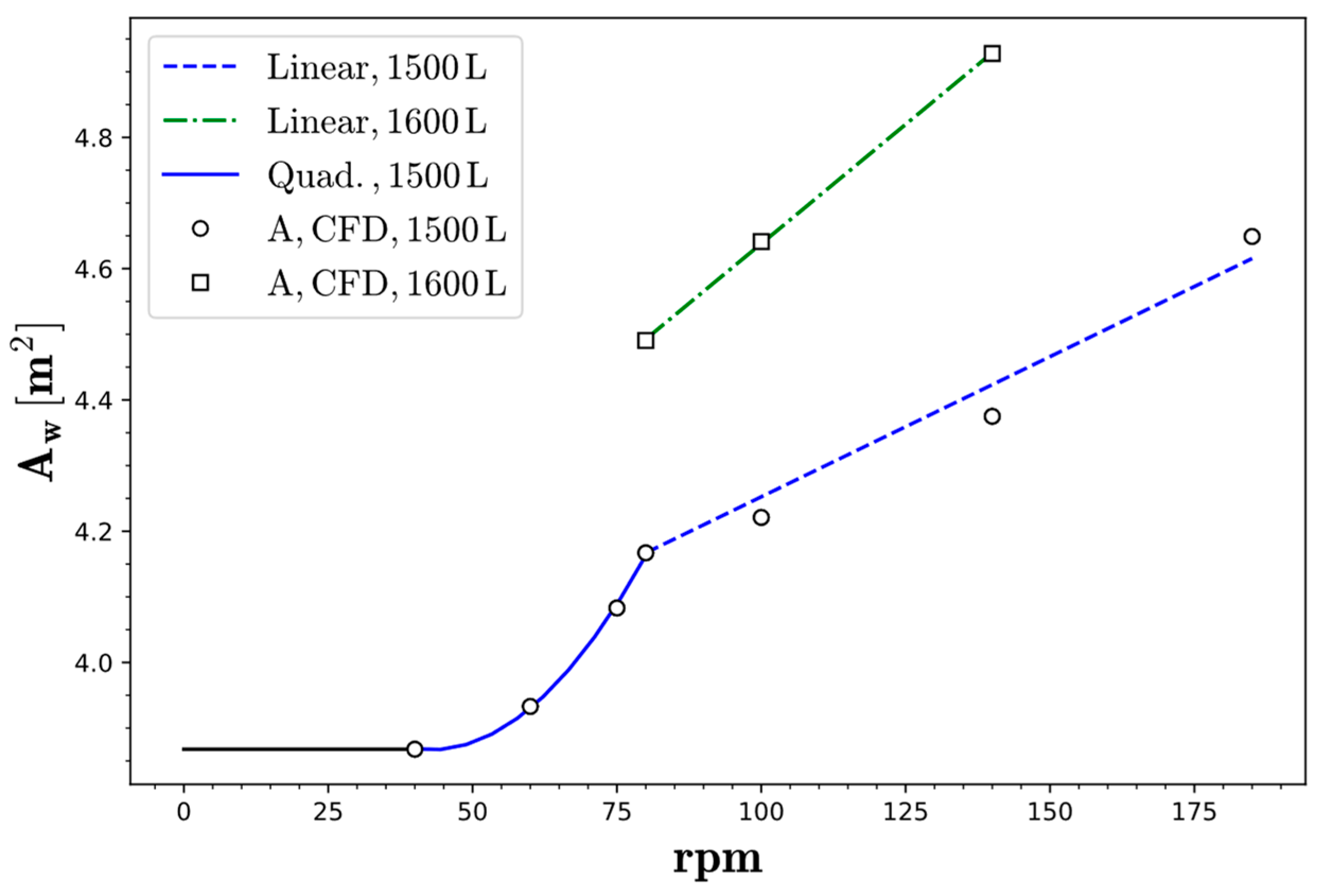
4.2.4. Wetting Area vs. Rotational Speed
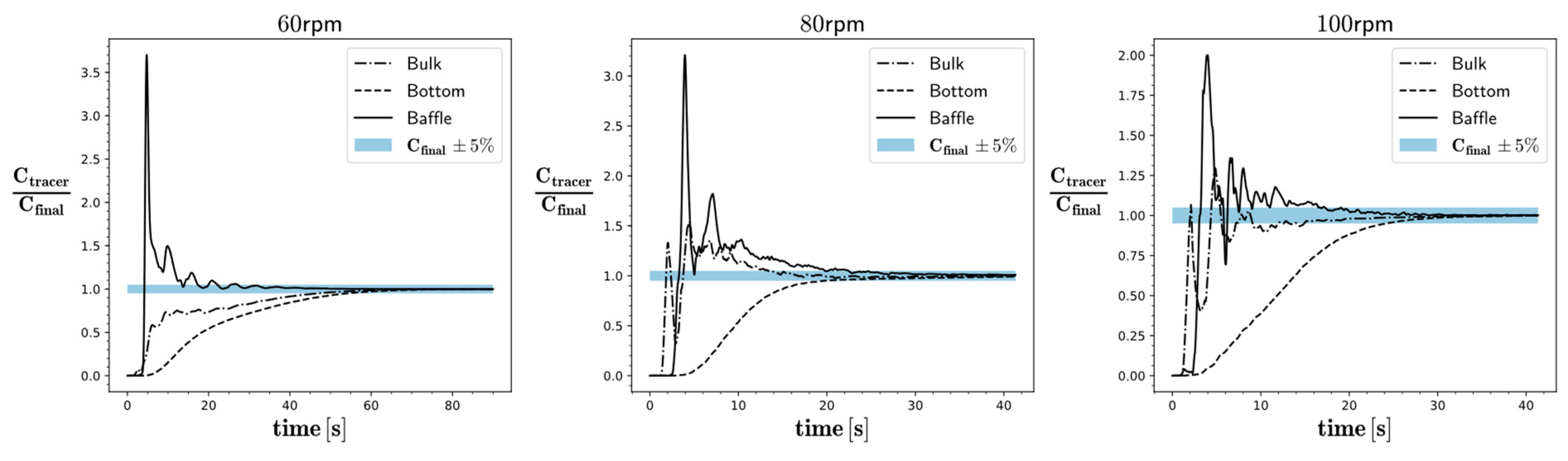
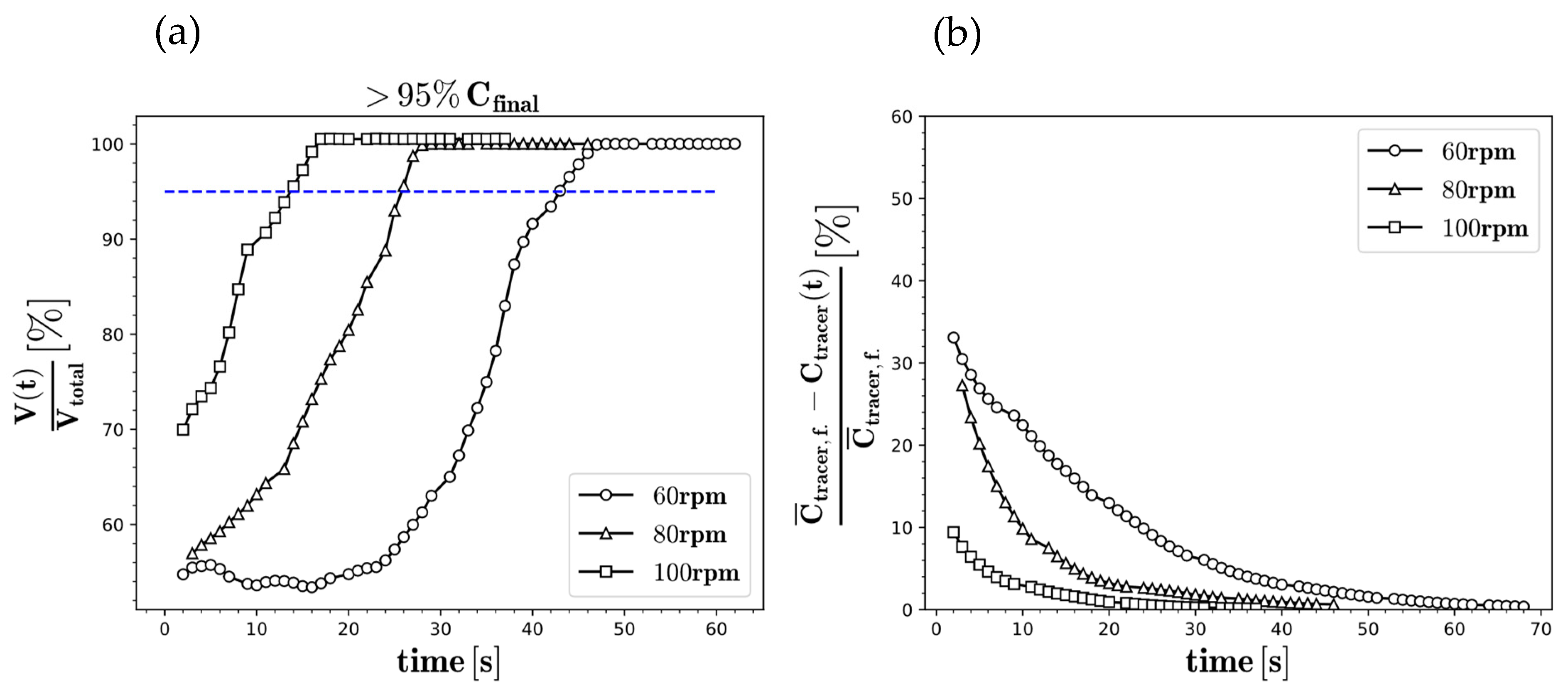
4.2.5. Blend Time Analysis
5. Conclusions and Perspectives
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Acronyms
| CFD | Computational Fluid Dynamics |
| DES | Detached Eddy Simulation |
| LES | Large Eddy Simulation |
| RT | Rushton Turbine |
| SST | Shear Stress Transport |
| RANS | Reynolds-averaged Navier–Stokes |
| MRF | Multiple Reference Frame |
| OF | OpenFOAM |
| G–L | Gas–Liquid |
| BC | Boundary Condition |
| QOI | Quantity of Interest |
| VOF | Volume of Fluid |
| SM | Sliding Mesh |
| PAT | Process Analytical Tools |
| PBM | Population Balance Model |
| ROM | Reduced Order Model |
Notation
| Diameter [m] | |
| Height of reactor [m] | |
| T | Temperature [°C] |
| Total pressure [Pa] | |
| Diameter of Rushton turbine [m] | |
| Hb | Height of blade of Rushton turbine [m] |
| Wb | Width of blade of Rushton turbine [m] |
| Dkick | Diameter of bottom kicker [m] |
| Gravitational acceleration [m s−2] | |
| Velocity in rotating frame [m s−1] | |
| Velocity in stationary frame [m s−1] | |
| Angular velocity around axis of rotation [s−1] | |
| Distance vector from axis of rotation [m] | |
| Bubble diameter [m] | |
| Drag force [N] | |
| Drag coefficient [--] | |
| Reynolds number [-] | |
| Froude number [-] | |
| Artificial compression velocity [m s−1] | |
| Sharpening VOF coefficient [-] | |
| k | Turbulent kinetic energy [m2 s−2] |
| Power number [-] | |
| P | Power [W] |
| Torque [N] | |
| Diameter of impeller [-] | |
| Impeller submergence [m] | |
| Dynamic pressure [Pa] | |
| h | Hydrostatic height [m] |
| Critical radius [m] | |
| Impeller’s radius [m] | |
| Surface area computed from CFD [m2] | |
| % increase in CFD area with respect to a flat surface [-] | |
| Liquid mass transfer coefficient [m s−1] | |
| Volumetric mass transfer coefficient [s−1] | |
| Reactor volume [m3] | |
| Rate of heat produced by reactor [W] | |
| Heat-transfer coefficient [W m−2 K−1] | |
| Temperature at the reactor wall [K] | |
| Temperature of the heat exchanger liquid [K] | |
| Wetting area [m2] | |
| Mixing time [s] | |
| Molecular Schmidt number [-] | |
| Turbulent Schmidt number [-] | |
| Molecular tracer diffusion coefficient [m s−2] | |
| Density [kg m−3] | |
| Molecular viscosity [] | |
| CFD tracer concentration [-] | |
| CFD tracer diffusion coefficient [m s−2] | |
| CFD turbulent viscosity [] | |
| Surface tension [] | |
| Volume fraction of phase [-] | |
| Kinematic viscosity [m2 s−1] | |
| ε | Dissipation of turbulent kinetic energy [m2 s−3] |
| ω | Turbulent frequency [s−1] |
References
- Machado, R.M. Fundamentals of Mass Transfer and Kinetics for the Hydrogenation of Nitrobenzene to Aniline. ALR Appl. Note 2007, 1, 1–14. [Google Scholar]
- Lee, S.-Y.; Tsui, Y.P. Succeed at Gas/Liquid Contacting. Chem. Eng. Prog. 1999, 95, 23–49. [Google Scholar]
- Paul, E.L.; Atiemo-Obeng, V.A.; Kresta, S.M. Handbook of Industrial Mixing: Science and Practise; Wiley: Hoboken, NJ, USA, 2004. [Google Scholar]
- Rylander, P.N. Hydrogenation and Dehydrogenation. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley: New York, NY, USA. [CrossRef]
- Cho, H.B.; Park, Y.H. The effects of impeller characteristics in the hydrogenation of aniline on Ru/C catalyst. Korean J. Chem. Eng. 2003, 20, 262–267. [Google Scholar] [CrossRef]
- Babnik, S.; Erklavec-Zajec, V.; Oblak, B.; Likozar, B.; Pohar, A. A Review of Computational Fluid Dynamics (CFD) Simulations of Mixing in the Pharmaceutical Industry. Biomed. J. Sci. Tech. Res. 2020, 27, 20732–20736. [Google Scholar]
- Horner, M.; Joshi, S.; Waghmare, Y. Process Modeling in the Biopharmaceutical Industry; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; Volume d. [Google Scholar]
- Ramírez-Muñoz, J.; Martínez-de-Jesús, G.; Soria, A.; Alonso, A.; Torres, L.G. Assessment of the effective viscous dissipation for deagglomeration processes induced by a high shear impeller in a stirred tank. Adv. Powder Technol. 2016, 27, 1885–1897. [Google Scholar] [CrossRef]
- Wu, H. An issue on applications of a disk turbine for gas-liquid mass transfer. Chem. Eng. Sci. 1995, 50, 2801–2811. [Google Scholar] [CrossRef]
- Penicot, P.; Muhr, H.; Plasari, E.; Villermaux, J. Influence of the Internal Crystallizer Geometry and the Operational Conditions on the Solid Product Quality. Chem. Eng. Technol. 1998, 21, 507–514. [Google Scholar] [CrossRef]
- Scargiali, F.; Busciglio, A.; Grisafi, F.; Brucato, A. Oxygen transfer performance of unbaffled stirred vessels in view of their use as biochemical reactors for animal cell growth. Chem. Eng. Trans. 2012, 27, 205–210. [Google Scholar]
- Scargiali, F.; Busciglio, A.; Grisafi, F.; Tamburini, A.; Micale, G.; Brucato, A. Power consumption in uncovered unbaffled stirred tanks: Influence of the viscosity and flow regime. Ind. Eng. Chem. Res. 2013, 52, 14998–15005. [Google Scholar] [CrossRef]
- Nagata, S. Mixing: Principles and Applications; Halstead-John Wiley: New York, NY, USA, 1975. [Google Scholar]
- Rieger, F.; Ditl, P.; Novak, V. Vortex Depth in Mixed Unbaffled vessels. Chem. Eng. Sci. 1978, 34, 397–403. [Google Scholar] [CrossRef]
- Markopoulos, J.; Kontogeorgaki, E. Vortex depth in unbaffled single and multiple impeller agitated vessels. Chem. Eng. Technol. 1995, 18, 68–74. [Google Scholar] [CrossRef]
- Torré, J.P.; Fletcher, D.F.; Lasuye, T.; Xuereb, C. An experimental and computational study of the vortex shape in a partially baffled agitated vessel. Chem. Eng. Sci. 2007, 62, 1915–1926. [Google Scholar] [CrossRef]
- Busciglio, A.; Caputo, G.; Scargiali, F. Free-surface shape in unbaffled stirred vessels: Experimental study via digital image analysis. Chem. Eng. Sci. 2013, 104, 868–880. [Google Scholar] [CrossRef]
- Rao, A.R.; Kumar, B.; Patel, A.K. Vortex behaviour of an unbaffled surface aerator. Sci. Asia 2009, 35, 183–188. [Google Scholar]
- Scargiali, F.; Tamburini, A.; Caputo, G.; Micale, G. On the assessment of power consumption and critical impeller speed in vortexing unbaffled stirred tanks. Chem. Eng. Res. Des. 2017, 123, 99–110. [Google Scholar] [CrossRef]
- Galletti, C.; Pintus, S.; Brunazzi, E. Effect of shaft eccentricity and impeller blade thickness on the vortices features in an unbaffled vessel. Chem. Eng. Res. Des. 2009, 87, 391–400. [Google Scholar] [CrossRef]
- Yoshida, M.; Wakura, Y.; Yamagiwa, K.; Ohkawa, A.; Tezura, S. Liquid flow circulating within an unbaffled vessel agitated with an unsteady forward-reverse rotating impeller. J. Chem. Technol. Biotechnol. 2010, 85, 1017–1022. [Google Scholar] [CrossRef]
- Galletti, C.; Brunazzi, E. On the main flow features and instabilities in an unbaffled vessel agitated with an eccentrically located impeller. Chem. Eng. Sci. 2008, 63, 4494–4505. [Google Scholar] [CrossRef]
- Assirelli, M.; Bujalski, W.; Eaglesham, A.; Nienow, A.W. Macro- and micromixing studies in an unbaffled vessel agitated by a Rushton turbine. Chem. Eng. Sci. 2008, 63, 35–46. [Google Scholar] [CrossRef]
- Ciofalo, M.; Brucato, A.; Grisafi, F.; Torraca, N. Turbulent flow in closed and free-surface unbaffled tanks stirred by radial impellers. Chem. Eng. Sci. 1996, 51, 3557–3573. [Google Scholar] [CrossRef]
- Serra, A.; Campolo, M.; Soldati, A. Time-dependent finite-volume simulation of the turbulent flow in a free-surface CSTR. Chem. Eng. Sci. 2001, 56, 2715–2720. [Google Scholar] [CrossRef]
- Glover, G.M.C.; Fitzpatrick, J.J. Modelling vortex formation in an unbaffled stirred tank reactors. Chem. Eng. J. 2007, 127, 11–22. [Google Scholar] [CrossRef]
- Jahoda, M.; Moštěk, M.; Fořt, I.; Hasal, P. CFD simulation of free liquid surface motion in a pilot plant stirred tank. Can. J. Chem. Eng. 2011, 89, 717–724. [Google Scholar] [CrossRef]
- Yamamoto, T.; Fang, Y.; Komarov, S.V. Surface vortex formation and free surface deformation in an unbaffled vessel stirred by on-axis and eccentric impellers. Chem. Eng. J. 2019, 367, 25–36. [Google Scholar] [CrossRef]
- Rajavathsavai, D.; Khapre, A.; Munshi, B. Numerical Study of Vortex Formation inside a Stirred Tank. Int. J. Chem. Mol. Nucl. Mater. Metall. Eng. 2014, 8, 1470–1475. [Google Scholar]
- Yang, F.L.; Zhou, S.J. Effect of gravity on the hydrodynamics in an unbaffled stirred vessel. Chem. Eng. Technol. 2015, 38, 819–826. [Google Scholar] [CrossRef]
- Li, L.; Xu, B. Numerical simulation of hydrodynamics in an uncovered unbaffled stirred tank. Chem. Pap. 2017, 71, 1863–1875. [Google Scholar] [CrossRef]
- Haque, J.N.; Mahmud, T.; Roberts, K.J.; Rhodes, D. Modeling turbulent flows with free-surface in unbaffled agitated vessels. Ind. Eng. Chem. Res. 2006, 45, 2881–2891. [Google Scholar] [CrossRef]
- Armenante, P.M.; Luo, C.; Chou, C.-C.; Fořt, I.; Medek, J. Velocity profiles in a closed, unbaflled vessel: Comparison between experimental LDV data and numerical CFD predictions. Chem. Eng. Sci. Sci. 1997, 52, 3483–3492. [Google Scholar] [CrossRef]
- Haque, J.N.; Mahmud, T.; Roberts, K.J.; Liang, J.K.; White, G.; Wilkinson, D.; Rhodes, D. Free-surface turbulent flow induced by a Rushton turbine in an unbaffled dish-bottom stirred tank reactor: LDV measurements and CFD simulations. Can. J. Chem. Eng. 2011, 89, 745–753. [Google Scholar] [CrossRef]
- Prakash, B.; Bhatelia, T.; Wadnerkar, D.; Shah, M.T.; Pareek, V.K.; Utikar, R.P. Vortex shape and gas-liquid hydrodynamics in unbaffled stirred tank. Can. J. Chem. Eng. 2019, 97, 1913–1920. [Google Scholar] [CrossRef]
- Alcamo, R.; Micale, G.; Grisafi, F.; Brucato, A.; Ciofalo, M. Large-eddy simulation of turbulent flow in an unbaffled stirred tank driven by a Rushton turbine. Chem. Eng. Sci. 2005, 60, 2303–2316. [Google Scholar] [CrossRef]
- Lamarque, N.; Zoppé, B.; Lebaigue, O.; Dolias, Y.; Bertrand, M.; Ducros, F. Large-eddy simulation of the turbulent free-surface flow in an unbaffled stirred tank reactor. Chem. Eng. Sci. 2010, 65, 4307–4322. [Google Scholar] [CrossRef]
- Deshpande, S.S.; Kar, K.K.; Walker, J.; Pressler, J.; Su, W. An experimental and computational investigation of vortex formation in an unbaffled stirred tank. Chem. Eng. Sci. 2017, 168, 495–506. [Google Scholar] [CrossRef]
- Mahmud, T.; Haque, J.N.; Roberts, K.J.; Rhodes, D.; Wilkinson, D. Measurements and modelling of free-surface turbulent flows induced by a magnetic stirrer in an unbaffled stirred tank reactor. Chem. Eng. Sci. 2009, 64, 4197–4209. [Google Scholar] [CrossRef]
- Dortmund Data Bank. 2021. Available online: www.ddbst.com (accessed on 1 May 2020).
- Greenshields, C.; Weller, H. Notes on Computational Fluid Dynamics: General Principles; CFD Direct Ltd.: Reading, UK, 2022. [Google Scholar]
- Garcia-Ochoa, F.; Gomez, E. Theoretical prediction of gas-liquid mass transfer coefficient, specific area and hold-up in sparged stirred tanks. Chem. Eng. Sci. 2004, 59, 2489–2501. [Google Scholar] [CrossRef]
- Garcia-Ochoa, F.; Gomez, E. Bioreactor scale-up and oxygen transfer rate in microbial processes: An overview. Biotechnol. Adv. 2009, 27, 153–176. [Google Scholar] [CrossRef]
- Tominaga, Y.; Stathopoulos, T. Turbulent Schmidt numbers for CFD analysis with various types of flowfield. Atmos. Environ. 2007, 41, 8091–8099. [Google Scholar] [CrossRef]
- Wardle, K.E.; Weller, H.G. Hybrid multiphase CFD solver for coupled dispersed/segregated flows in liquid-liquid extraction. Int. J. Chem. Eng. 2013, 2013, 1–13. [Google Scholar] [CrossRef]
- Schiller, L.; Naumann, L. A drag coefficient correlation. Z. Ver. Deutch. Ing. 1935, 77, 318–320. [Google Scholar]
- Weller, H.G. A New Approach to VOF-Based Interface Capturing Methods for Incompressible and Compressible Flow; OpenCFD: Bracknell, UK, 2008. [Google Scholar]
- Casey, M.; Wintergerste, T. Best Practice Guidelines-ERCOFTAC Special Interest Group on ‘Quality and Trust in Industrial CFD’; ERCOFTAC: 2000. Available online: https://www.ercoftac.org/downloads/watermarks/not_in_use/bpg_spf_version_1.pdf (accessed on 1 May 2022).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value [m] |
|---|---|
| Diameter (D) | 0.2286 |
| Tank diameter (H) | 0.46 |
| Blade length (D/4) | 0.05715 |
| Blade length (D/8) | 0.028575 |
| Blade height (D/5) | 0.04572 |
| Blade thickness | 0.00328 |
| Shaft diameter (0.06D) | 0.013716 |
| Disk length (D/3) | 0.0762 |
| Disk thickness | 0.00328 |
| MRF length (4/3D) | 0.3048 |
| Clearance | 0.15 |
| Liquid height from RT | 0.2286 |
| R101 | (Dimensions in mm) |
| Diameter reactor (D) | 1600 |
| Height nozzle-to-nozzle | 2039 |
| Type of impeller | Rushton |
| ) | 560 |
| Dimensions flat blade (Hb/Wb/thickness) | 110/165/7.7 (0.06D) |
| RT flat plate (length/thickness) | 173.55/22.4 (0.04D) |
| Distance from axis to internal part of blade | 115 |
| Number of flat blades | 6 |
| Distance from bottom | 575 |
| Shaft eccentricity | 100 from centre reactor |
| Diameter shaft axis | 80 |
| Distance to top | 1464 |
| Distance to top hemispherical cap | 1142 |
| Distance to bottom hemispherical cap | 269 |
| MRF dimensions (diameter-height) | 600–150 |
| Type of impeller | Bottom kicker |
| Diameter impeller (Dkick) | 300 |
| Dimensions flat blade (height/thickness) | 60 (Dkick/5)/4.6 (5Dkick/160) |
| Number of flat blades | 2 |
| Distance from bottom | 70 |
| Distance from RT | 505 |
| Shaft eccentricity | 100 from centre reactor |
| MRF dimensions (diameter-height) | 350–100 |
| Type of baffle | Cylinder (C)-beavertail (B)-cylinder (C) |
| Distance from wall | 295 |
| Distance from RT centre | 405 |
| Lower part (length/width) | 200/140 (C) |
| Middle part (length/width) | 1150/180 (B) |
| Upper part (length/width) | 300/140 (C) |
| Bottom connecting height (C to B) | 75 |
| Upper connecting height (B to C) | 75 |
| Solver Name | multiphaseEulerFoam + MRF | |
|---|---|---|
| Turbulence Models | SST | |
| Linear solvers | : Smoothsolver + Gauss-Seidel + MULES correction at interface Pressure: GAMG + Gauss-Seidel : Smoothsolver + GaussSeidel | Tolerances = 10−8 interfaceCompression = 1 Min.Iters = 3–5 |
| Solver settings | PIMPLE solver | 1 outer + 3 inner corrections + 1 non-orthogonal corrector |
| Discretisation schemes | ||
| Gradients | Default: Gauss linear | grad(U): cellMDLimited Gauss Linear 1 |
| Gauss vanLeer | ||
| Momentum | linearUpwindV grad(U) | Laplacian: Gauss linear limited 0.5 |
| Gauss upwind | Laplacian: Gauss linear limited 0.5 | |
| Refinement + Model | Rel. Diff. [%](Deshpande) | Vortex Depth () | Rel. Diff. [%] | |
|---|---|---|---|---|
| [38] | 0.55 | - | 0.35 | - |
| [36] & [12] | 0.65 | - | - | - |
| R1 + model | 1.10 | 100% | 0.34 | 2.18% |
| R2 + model | 0.89 | 61.81% | 0.37 | 6.19% |
| R3 + model | 0.88 | 60% | 0.38 | 9.56% |
| R3 + SST model | 0.65 | 18.18% | 0.388 | 11.06% |
| R3 D/8 blades + SST model | 0.53 | 3.63% | 0.399 | 14% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernandes del Pozo, D.; Mc Namara, M.; Vitória Pessanha, B.J.; Baldwin, P.; Lauwaert, J.; Thybaut, J.W.; Nopens, I. Computational Fluid Dynamics Study of a Pharmaceutical Full-Scale Hydrogenation Reactor. Processes 2022, 10, 1163. https://doi.org/10.3390/pr10061163
Fernandes del Pozo D, Mc Namara M, Vitória Pessanha BJ, Baldwin P, Lauwaert J, Thybaut JW, Nopens I. Computational Fluid Dynamics Study of a Pharmaceutical Full-Scale Hydrogenation Reactor. Processes. 2022; 10(6):1163. https://doi.org/10.3390/pr10061163
Chicago/Turabian StyleFernandes del Pozo, David, Mairtin Mc Namara, Bernardo J. Vitória Pessanha, Peter Baldwin, Jeroen Lauwaert, Joris W. Thybaut, and Ingmar Nopens. 2022. "Computational Fluid Dynamics Study of a Pharmaceutical Full-Scale Hydrogenation Reactor" Processes 10, no. 6: 1163. https://doi.org/10.3390/pr10061163