3.2. Steady-State Simulations
Table 2 displays the input values that are specified for the steady-state simulation of the dry and wet kilns. The lime mud flow rate, fuel flow rate, primary air flow rate, excess O
2, and rotation speed are provided by the mills. The secondary air temperature is estimated using Equation (
1). The ambient temperature and wind speed is determined based on weather conditions, taken from Weather Underground [
49]. The lime mud feed temperature is estimated using Equation (
9). Finally, the particle radius is estimated based on the average output lime size provided by the mills.
Table 3 presents simulation results as well as measured values from the industrial data for both the dry and wet kiln. For the dry kiln, the simulation exactly predicts the outlet gas temperature of 750 °C. The measured residual carbonates from the dry kiln is 1.0%, while the simulation estimates the lime availability to be about 90.9%, which is consistent. For example, if the kiln has 5% impurities in the lime mud and the measured residual carbonates from the kiln is 1.0%, this would result in 91.4% lime availability. For the wet kiln, the simulated and measured outlet gas temperatures of 252 °C and 250 °C, respectively, also agree very well. The simulated outlet bed temperature of 932°C agrees well with the measured value of 905 °C, especially since the outlet bed temperature is measured using a thermal camera, which is sensitive to dusting and other factors. The measured residual carbonates from the wet kiln is 3.0%, while the simulation estimates the lime availability to be about 85.0%, which is again consistent.
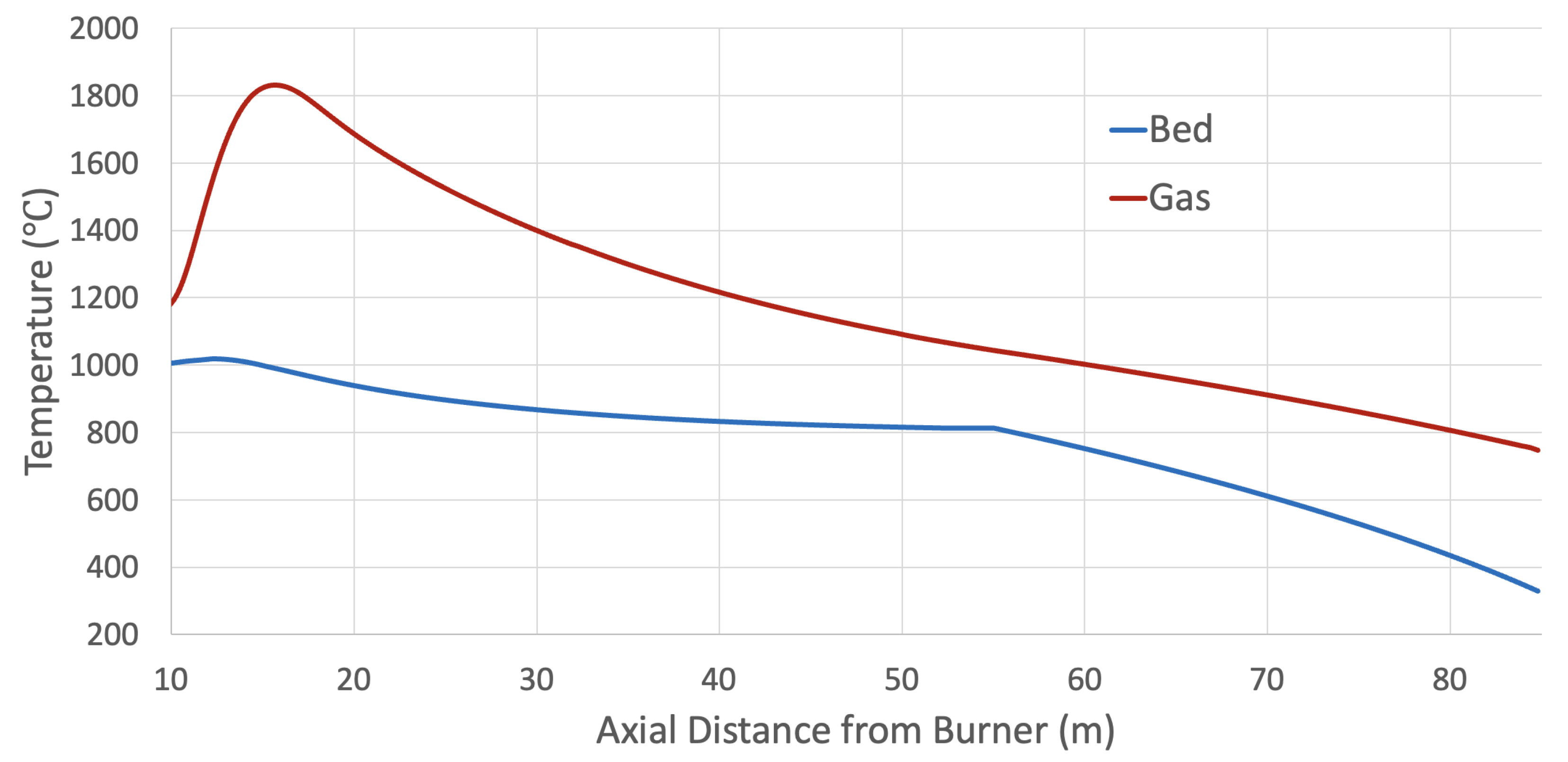
Figure 4 shows the bed and average axial gas temperatures along the dry kiln. A volume average at each cross-section is used to determine the axial gas temperature. The simulated peak average gas temperature is slightly above 1800 °C, which agrees well with previous literature on gas temperatures in rotary lime kilns [
50,
51]. In addition, since the adiabatic flame temperature of methane is around 2000 °C [
52], a peak average gas temperature slightly above 1800 °C is reasonable. Going from left to right, the gas temperature first rises when combustion occurs, reaches a peak 16 m into the kiln (or 10 m from the tip of the burner), then slowly decreases during the rest of the length of the kiln, as heat is transferred from the hot gas to the bed. Going from right to left, the bed enters at 328.5 °C and the temperature increases almost linearly until calcination begins at 57.2 m, where the slope changes due to the calcination reaction, as heat is now absorbed by the reaction instead of heating the bed. The product bed temperature is around 1000 °C, which agrees with other model outputs ranging between 900 °C to 1100 °C [
12,
17,
19,
53], which depend on the kiln, the calcination model used, and whether calcination is assumed to be fully complete or not.
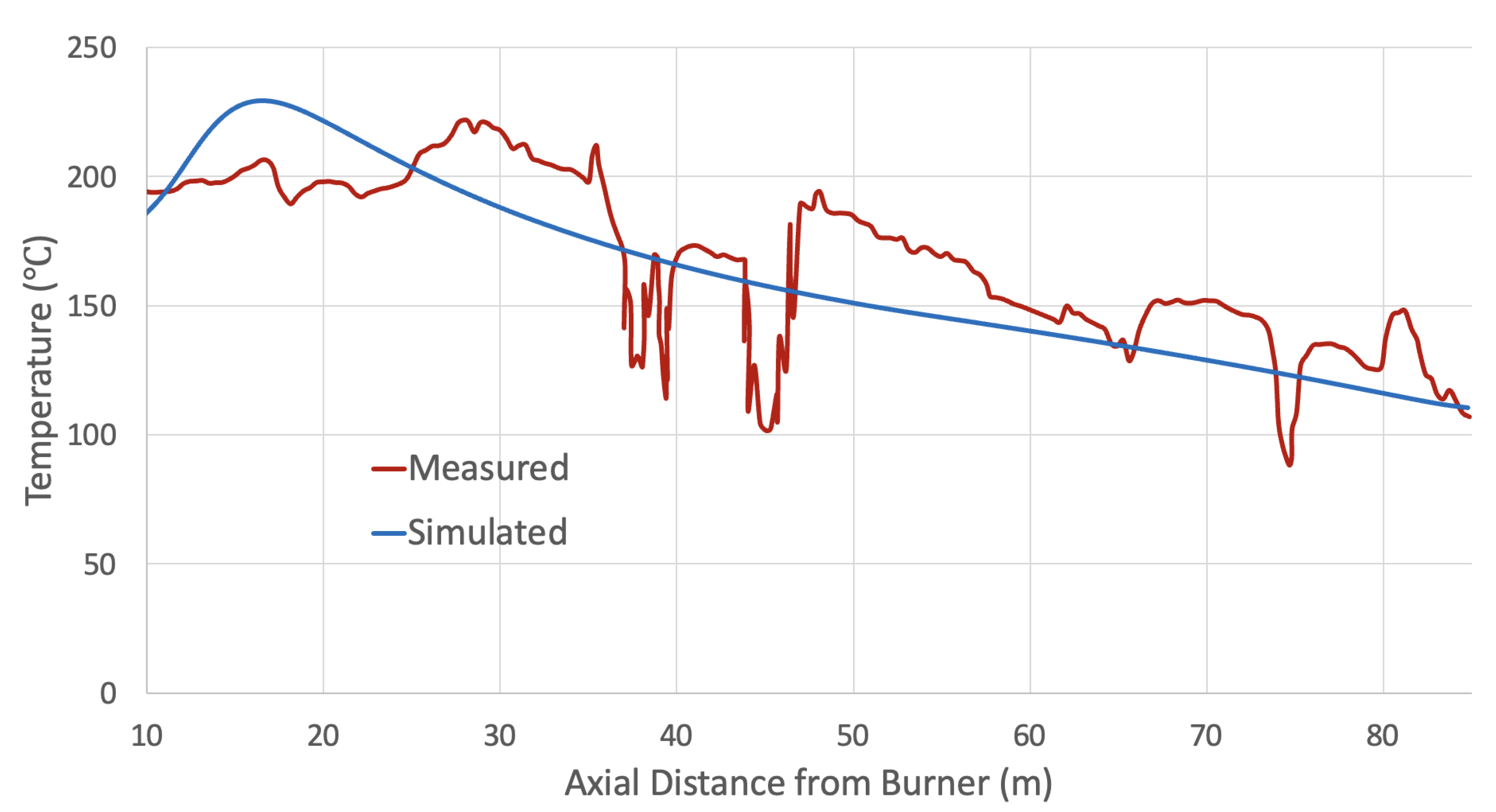
Figure 5 shows the measured and simulated outer shell temperatures along the length of the dry kiln. The shell temperature was measured using a thermal camera and data points were taken at the top of the outer shell. Overall, there is good agreement, which serves to validate the heat loss calculation in the dry kiln model. There is some variability in the measured outer shell temperature, which is due to bearings and other components on the kiln, since the temperature is measured by thermal cameras. In addition, the measured data is also rough and the accuracy of the data is difficult to determine. However, without access to more accurate data, conclusions are drawn with the data available.
Figure 6 shows the bed and average axial gas temperatures along the wet kiln. Comparing
Figure 6 to
Figure 4, there are some clear differences between the dry and wet kiln. First, the outlet gas temperature for the wet kiln is much lower, 252 °C compared to 750 °C for the dry kiln. There is also a large difference in bed temperature profile, as the wet bed in
Figure 6 enters at 25 °C and stays constant at 100 °C while evaporation occurs. In addition, the calcination start location is much closer to the burner in the wet kiln: 43.9 m from the burner instead of 57.2 m in the dry kiln.
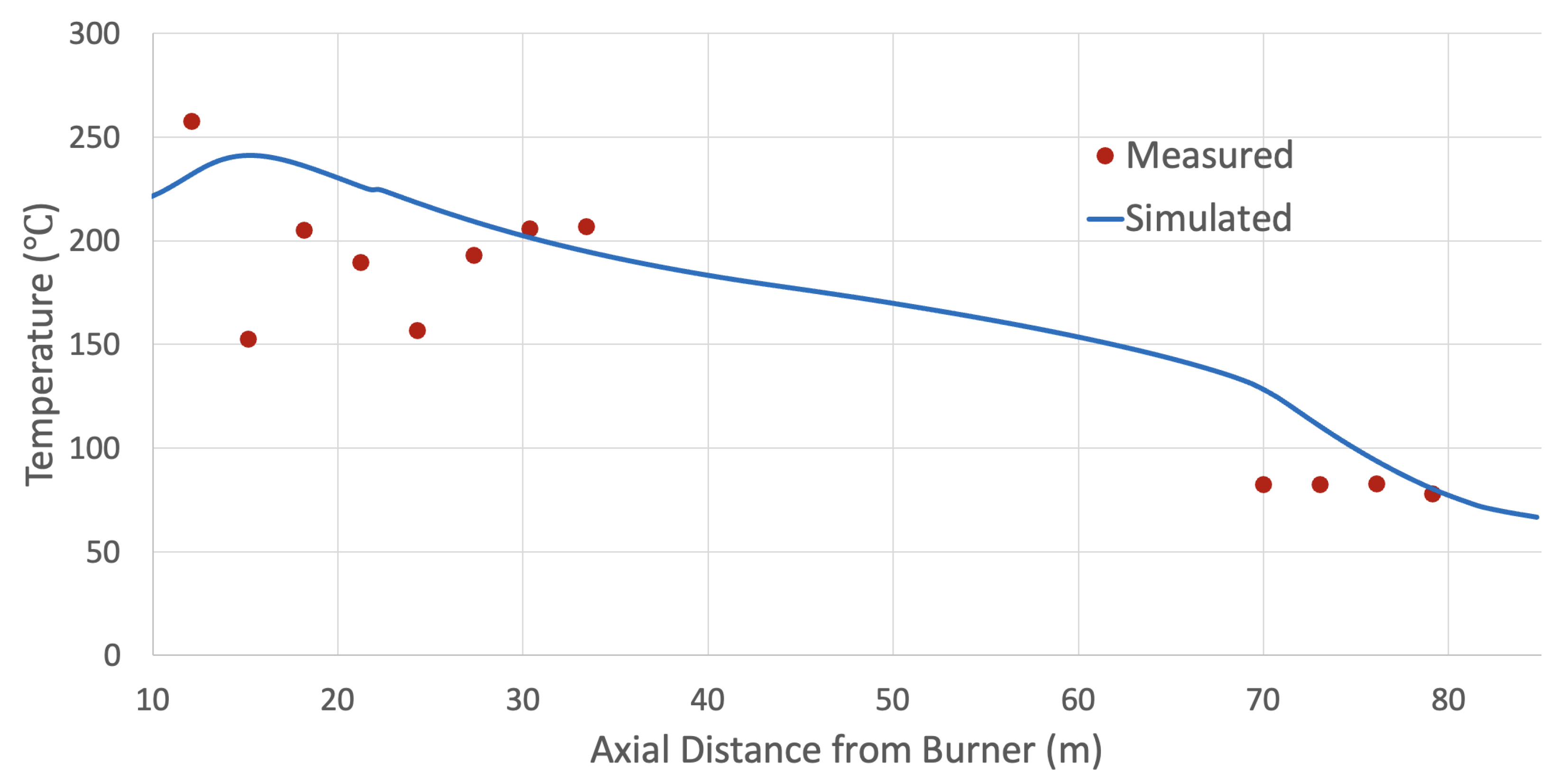
Figure 7 shows the measured and simulated outer shell temperature along the length of the wet kiln. The shell temperature was measured using a thermal camera and data points were taken at the top of the outer shell. The chain section in the kiln is on the far right where the outer shell temperature has a steeper slope. In addition, a slight change in refractory brick can be seen in the simulated data at 23 m from the burner, with a slight drop in temperature in the shell. Otherwise, the good agreement between the simulated and measured outer shell temperature profiles confirm the heat loss calculation in the model.
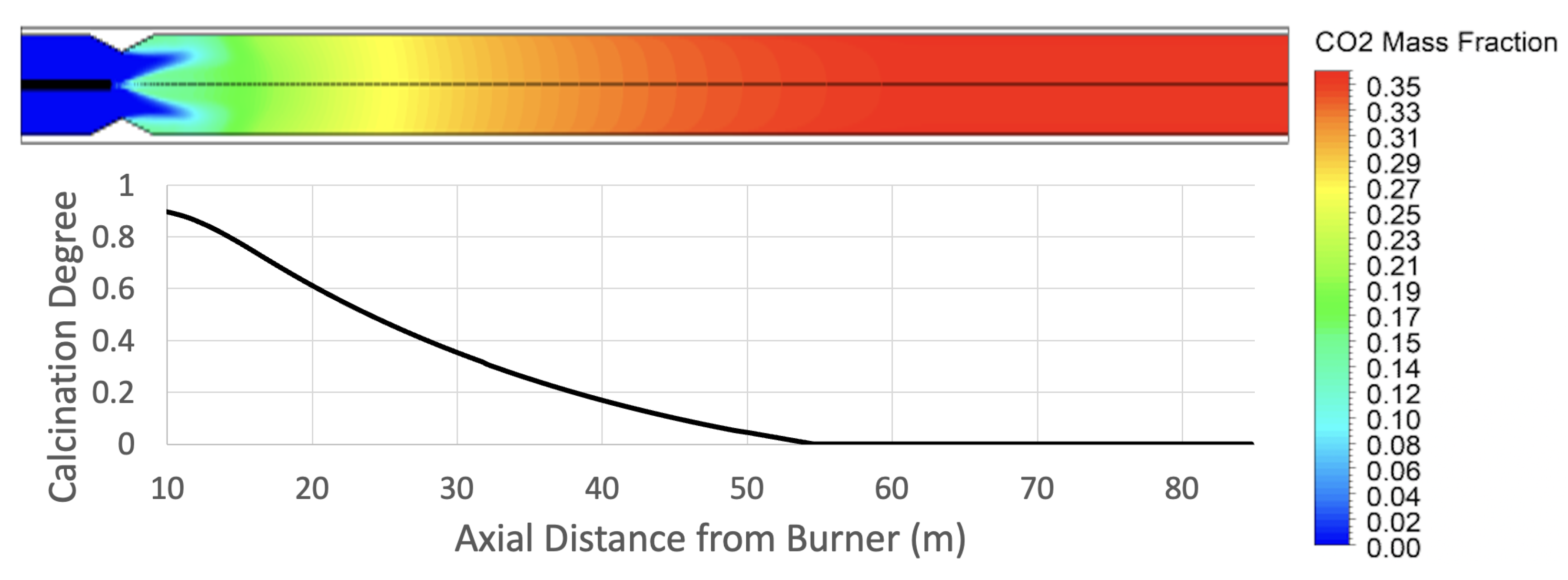
Figure 8 shows the CO
2 mass fraction in the dry kiln as well as the degree of calcination along the length of the kiln. The start of calcination occurs at 57.2 m from the burner and continues until the burner. Therefore, the mass fraction of CO
2 is at the maximum from the cold end until the start of calcination, and then begins to slowly decrease as the degree of calcination increases. As observed in Equation (
29), the difference between the CO
2 concentration at the reaction front and in the gas is the driving force in the calcination reaction. Therefore, the mass source of CO
2 into the gas from the bed during the calcination reaction, as well as the CO
2 gas resulting from combustion, is vital for determining where calcination begins in the kiln.
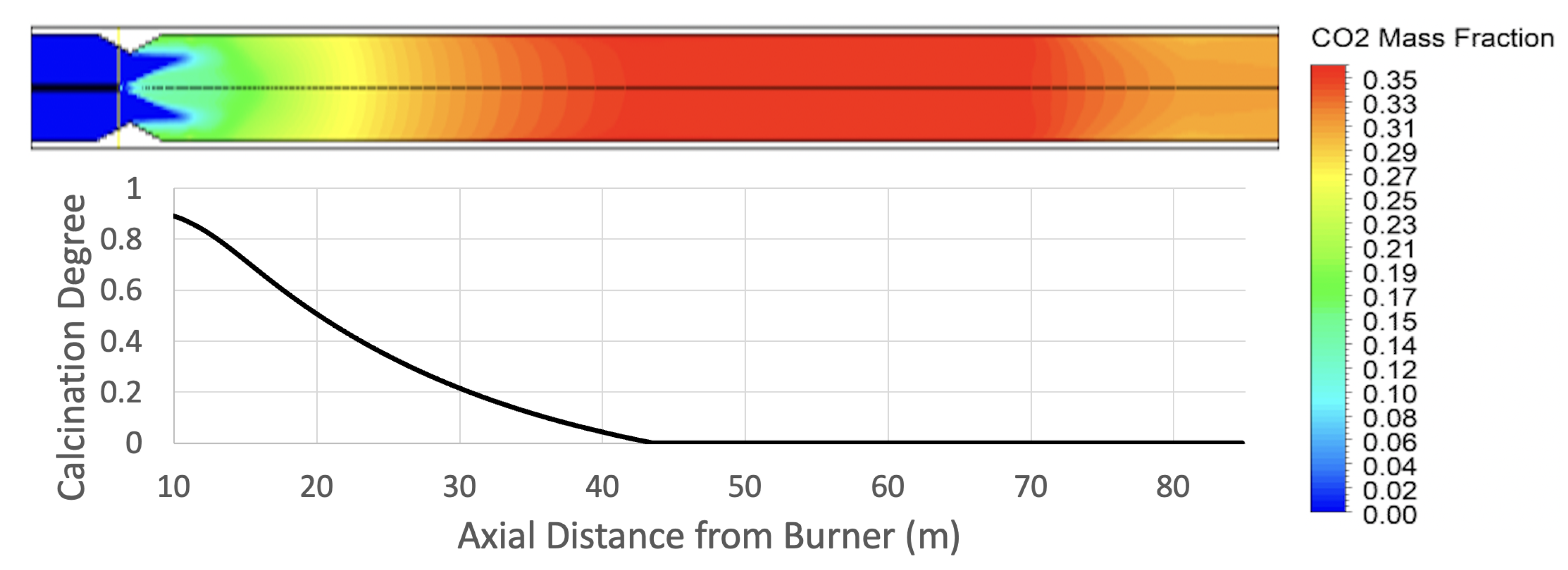
Figure 9 shows the corresponding figure for the wet kiln. The start of calcination in the wet kiln occurs much later, at 43.9 m from the burner, and continues until the burner. However, unlike in the dry kiln, evaporation also occurs in the wet kiln and therefore, the CO
2 mass fraction is at the maximum before calcination occurs but decreases in the cold end due to the evaporation of water.
Comparing the dry and wet kiln CO
2 mass fractions, both the dry and wet kilns have a maximum CO
2 mass fraction of around 0.35. As observed in
Figure 8 and
Figure 9, CO
2 mass and energy transfer from the bed to the gas start at the hot end of the kiln, and this gas is then carried all the way back to the cold end. The amount of CO
2 in the gas phase impacts both the properties and temperature of the gas, as well as the heat transfer occurring from the gas to the bed. Therefore, it is clear that proper coupling between the bed and gas for CO
2 mass and energy transfer is vital in determining the temperature profiles down the kiln.
3.3. Sensitivity Analysis
A sensitivity analysis was performed to determine the impact that different variables have on the calcination degree and calcination location. From the dry kiln industrial data,
Table 4 shows the baseline values that are used for both a regular loading of around 423 t/d of lime and low loading of around 342 t/d of lime. The regular loading had only 0.73% excess O
2 in the outlet flue gas, while the low loading had a larger excess O
2 of 1.79%, due to the fact that excess air is often increased during lower loading operation to maintain a certain flame shape in the kiln. The other operating conditions or baseline values are roughly the same between the regular and low loading cases.
Table 5 shows the baseline values, which are used for both a regular loading of around 640 t/d of lime mud and low loading of around 377 t/d of lime mud in the wet kiln. The regular loading had a moisture content of 22% whereas the low loading had a moisture content of 19%. The other operating conditions or baseline values are roughly the same between the regular and low loading cases.
Table 6 and
Table 7 demonstrate how different variables impact the calcination location and degree for both regular and low loading cases for the dry and wet kilns, respectively. A baseline simulation is first run, and then variables are changed independently by a fixed increment while keeping other variables constant, to determine how the calcination location and degree change compared to the baseline case. The step value of the increment/value column is decided based on a couple of factors. The fuel, excess O
2, rotation speed, moisture content, ambient temperature, and particle radius are all based on ranges that are common during operation of the industrial kilns. Feed temperature increment for the dry kiln is estimated based on Equation (
9), where −50 °C to −100 °C is chosen. For the wet kiln, since the feed temperature is often around or slightly above room temperature, values around these temperatures are chosen. For the dusting factor, as indicated earlier, dust loss can range between 5% to 20% of the dry lime mud feed rate [
6], and so 10% and 20% are chosen to determine the impact of the extent of dusting on the heat transfer results. The chain factor value of 25 is chosen based on the drying length, so an arbitrary increment of ±10 is chosen. The reaction enthalpy for calcination has been reported to range anywhere between 1570 to 1690 kJ/kg [
42], while multiple models utilize 1794 kJ/kg [
3,
10,
27,
28]. Therefore, the minimum and maximum reported values are chosen as the increment values. Finally, values for the bed emissivity in the literature and previous models have ranged from 0.35 [
42,
54] to 0.9 [
3,
10,
12,
23,
28]. In the model, Equation (
13) is used to estimate the bed emissivity that depends on temperature, whereas for the increment values, the minimum and maximum values of 0.35 and 0.9 are chosen for comparison.
We define a positive increase in the calcination location to mean that the calcination zone is lengthening and moving towards the cold end of the kiln, and vice versa. Moving forward, any change in calcination location by 1 m or more will be deemed a large impact. A positive percentage increase in the degree of calcination means there is more lime available in the outlet product. The percentage change in degree of calcination is absolute, rather than relative to the baseline value. Moving forward, any change in degree of calcination of 2% or more will be considered a large impact. A positive correlation will refer to an increase in a variable that results in an increase in the length of the calcination zone and degree of calcination, and vice versa.
Of the variables examined in the sensitivity analysis, excess O2, rotation speed, ambient temperature, particle radius, and reaction enthalpy had the smallest impact on the calcination location. Regarding the degree of calcination, excess O2, rotation speed, ambient temperature, and particle radius had the smallest impact. Unlike the calcination location, the reaction enthalpy had a much larger impact on the degree of calcination. It is clearly important to choose the proper reaction enthalpy value for the calcination reaction model. Surprisingly, particle radius has little impact on both the calcination location and degree of calcination. However, the incremental value for the particle radius of ±20% may be lower than what occurs in real kilns during operation, so care should be taken when choosing a proper particle size for calcination.
Of the controllable operating conditions (fuel, excess O2, rotation speed, and moisture content/feed temperature), the fuel rate and the moisture content in the wet kiln, or feed temperature in the dry kiln, have the largest impact on both the calcination location and degree of calcination in the kiln. The increase of 10% in the fuel for the wet kiln results in a larger change to both the calcination location and degree of calcination than the dry kiln; however, this is presumably due to the difference in wall material and heat loss in the two kilns. Feed temperature for the dry kiln and moisture content for the wet kiln also have a large impact on the calcination location and degree of calcination, where the calcination location is impacted more than the degree of calcination. While the feed temperature increment for the wet kiln is small, there is still a relatively large impact on both calcination location and degree, with values ranging from 0.73% to 2.1% change in the length of the calcination zone and 0.22% to 0.79% change in the degree of calcination.
Regarding variables that are not easily controlled by the kiln operator, the dusting factor, chain factor, and bed emissivity also have a large impact on both the calcination location and degree of calcination in the kiln. The values chosen for dusting are based on the possible range of dust loss in the kiln, so 10% and 20% dusting is examined. The dusting factor correlates positively with both the calcination location and degree, as the increase in dusting ultimately increases the thermal conductivity and emissivity of the gas and increases heat transfer to the bed. The dusting factor in the wet kiln has a larger impact on both the calcination location and degree compared to the dry kiln; however, this is likely due to the fact that the dry kiln utilizes more air flow per unit of bed material. Therefore, an increase in dusting in the wet kiln will be a larger total percentage in the gas phase, ultimately having a larger impact on the conductivity and emissivity and increasing the heat transfer to the bed. This model assumes dusting occurs evenly throughout the kiln at a fixed rate; however, in real kilns dusting is a much more complex process, dependent on: particle size, gas velocity, loading rate, and degree of agglomeration [
4]. More sophisticated dusting models may be required to determine the impact on the calcination location and degree.
The values chosen for the chain factor are arbitrary, since the chain factor is chosen to obtain a reasonable drying length in the kiln. The chain factor has a positive correlation with both the calcination location and degree, as the chain factor is directly involved with heat transfer to the bed. The chain factor has a slightly larger impact on the regular loading case, likely due to the fact that the gas flow rate in regular loading is higher, which means there is more heat that can be taken from the gas to the bed. The chain factor has a small impact on the degree of calcination, but has a large impact on the calcination location. A more sophisticated model for the chain section may be required to accurately determine the impact of the chain section on the calcination location.
Finally, the values chosen for the bed emissivity are also the minimum and maximum values observed in the literature, as stated earlier. A constant bed emissivity of 0.9 increased the degree of calcination but decreased the calcination location, and vice versa with a constant emissivity of 0.35. This is due to the fact that an increase in emissivity will increase heat transfer by radiation in the hot end of the kiln, increasing the degree of calcination, but ultimately reducing the gas temperature, thereby reducing the calcination location down the kiln. The bed emissivity has a large impact on both the calcination location and degree of calcination. While Equation (
13) is used to estimate the bed emissivity, future work may be required to have more confidence in estimating the bed emissivity over a wide range of temperatures.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}