
Design and Control of Extractive Dividing Wall Column for Separating Dipropyl Ether/1-Propyl Alcohol Mixture


Abstract
:1. Introduction
2. Steady State Design
2.1. Materials and Methods
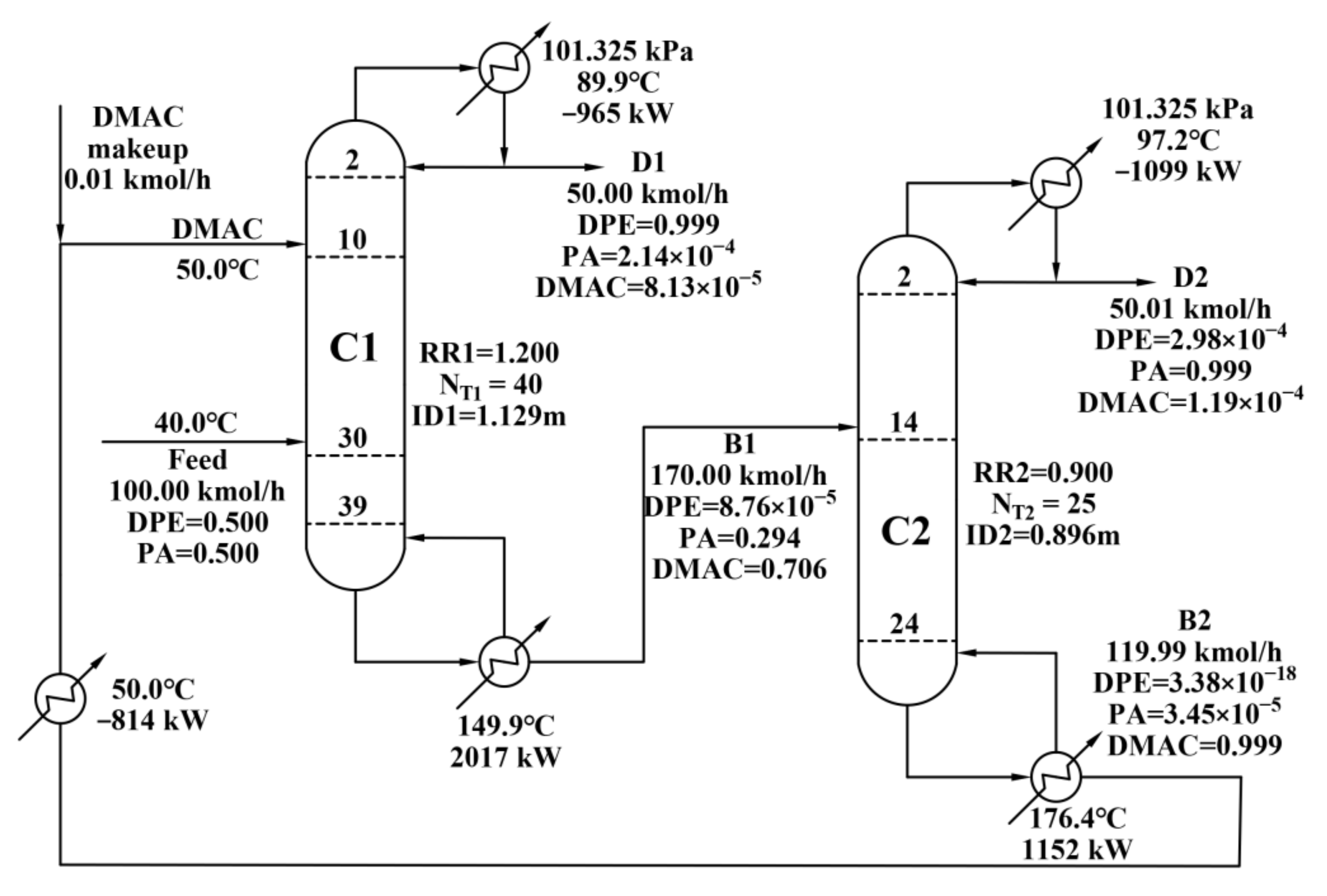
2.2. Steady State Design for CEDS
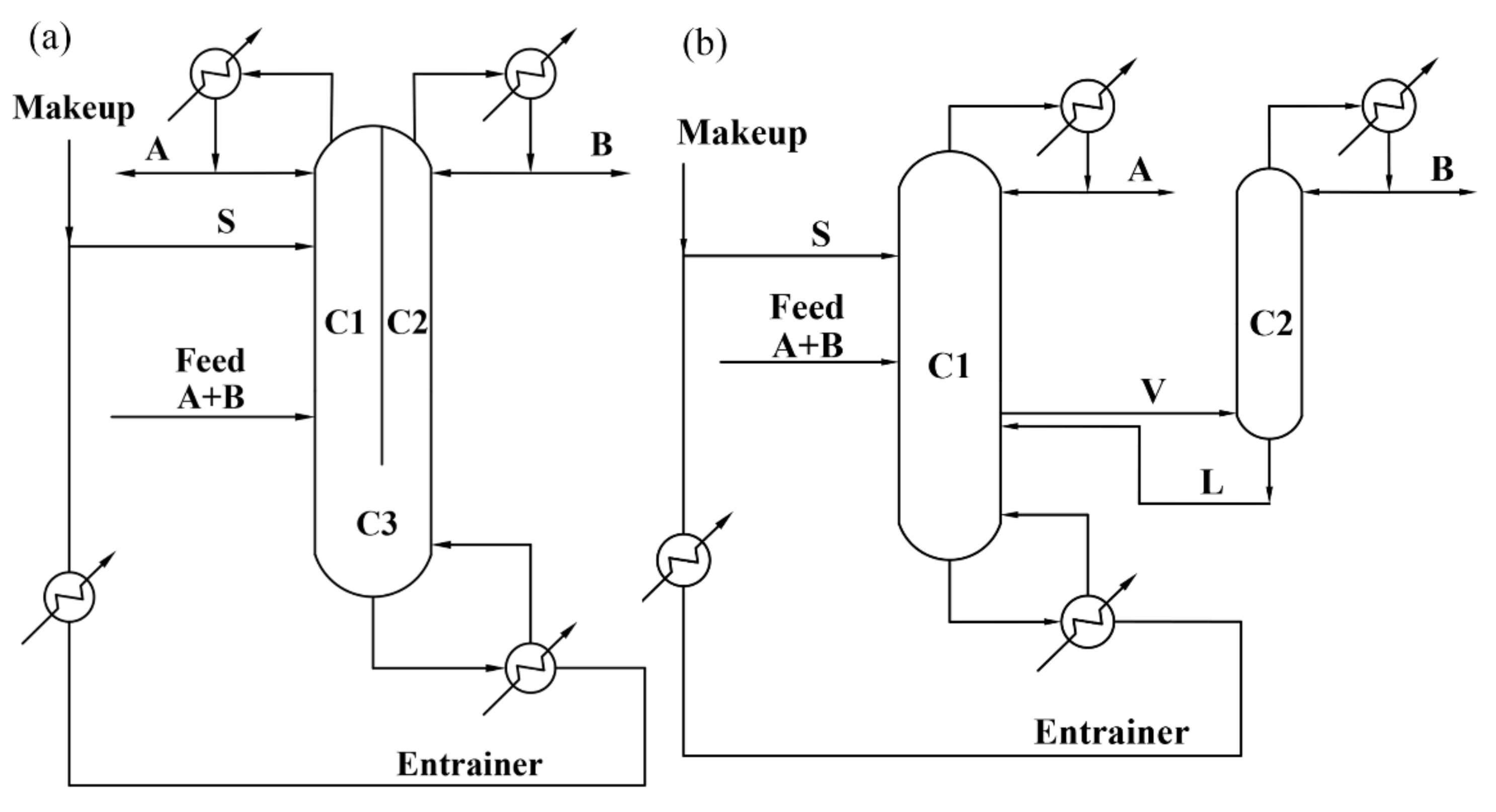
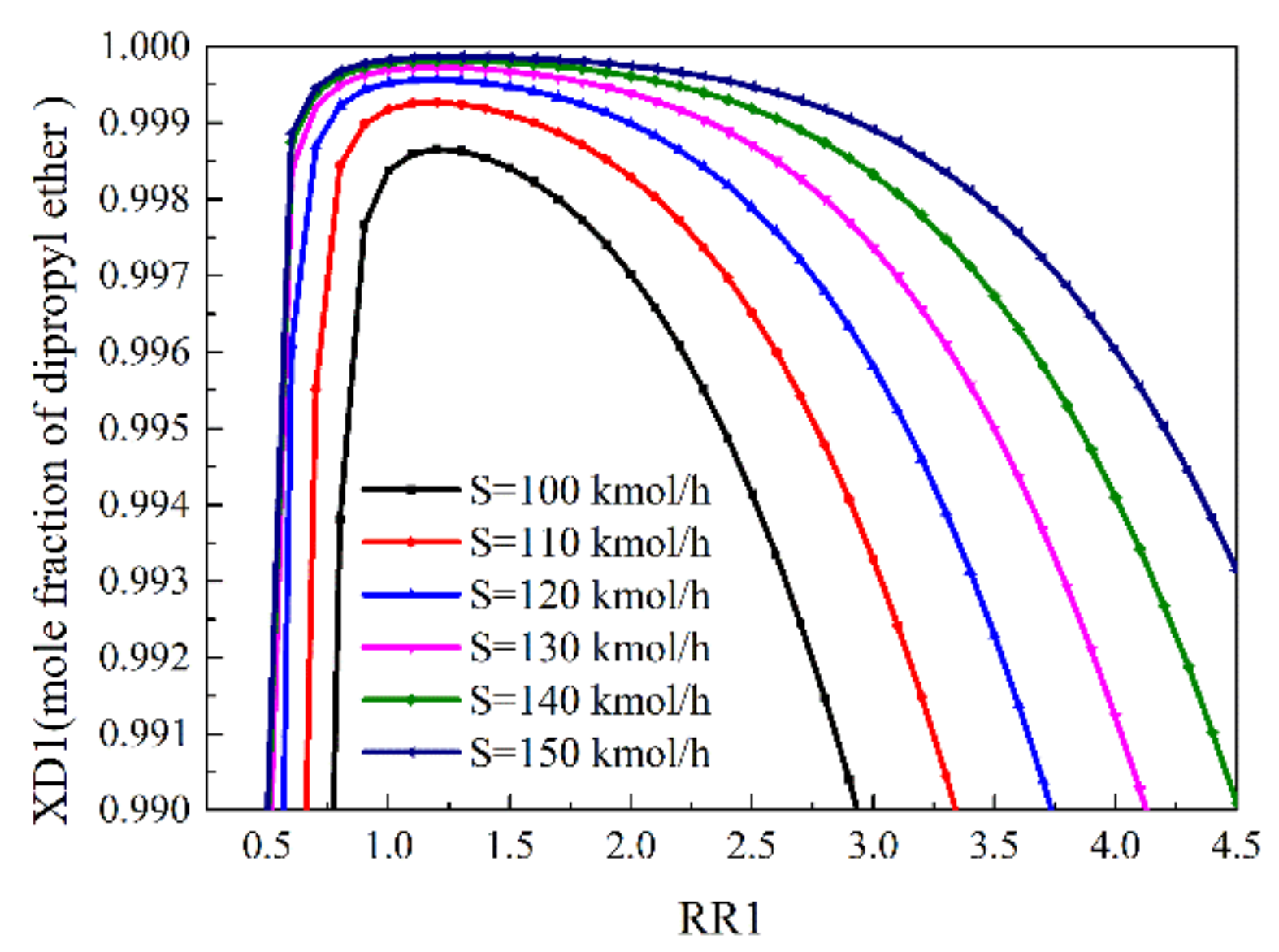
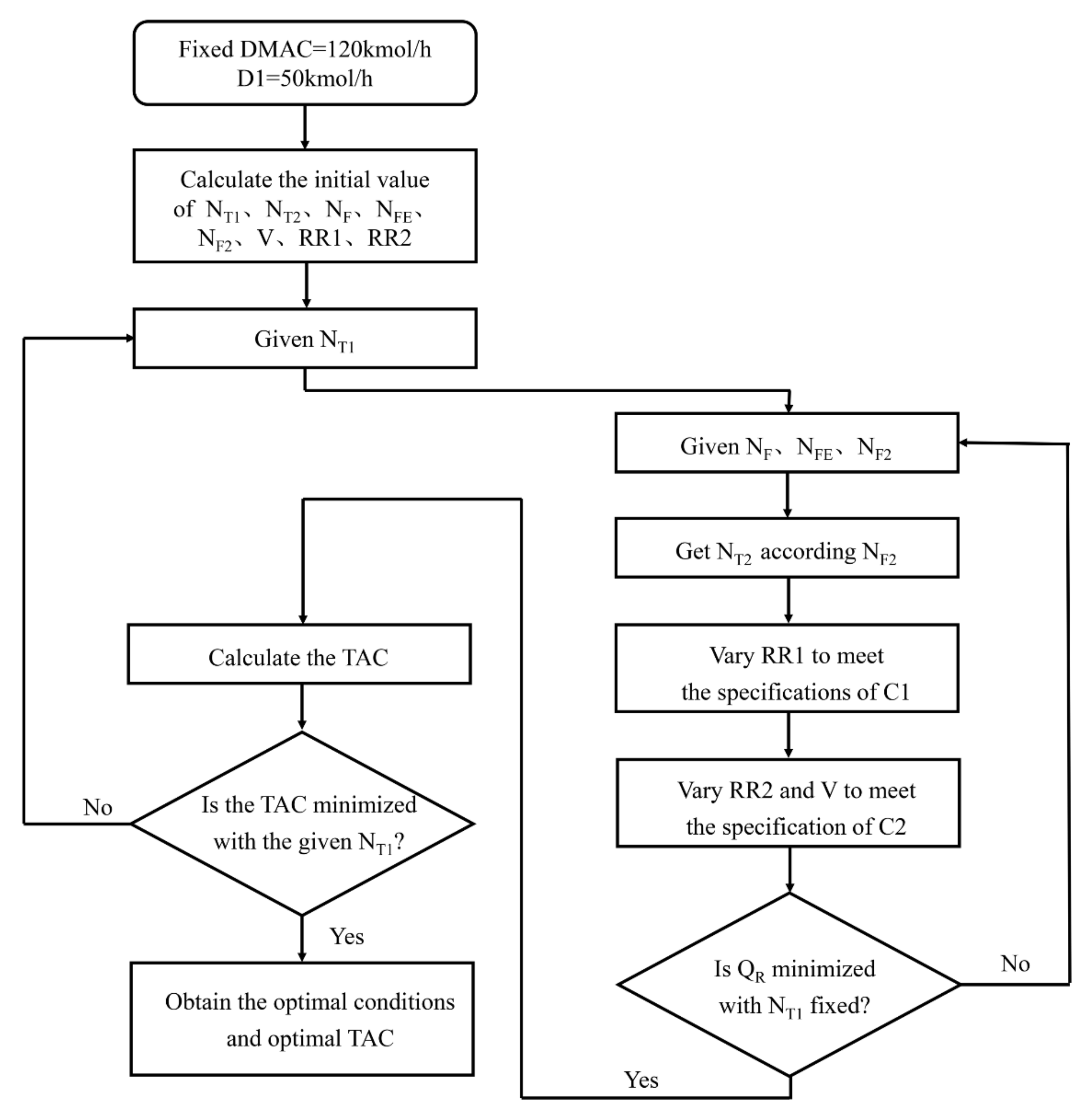
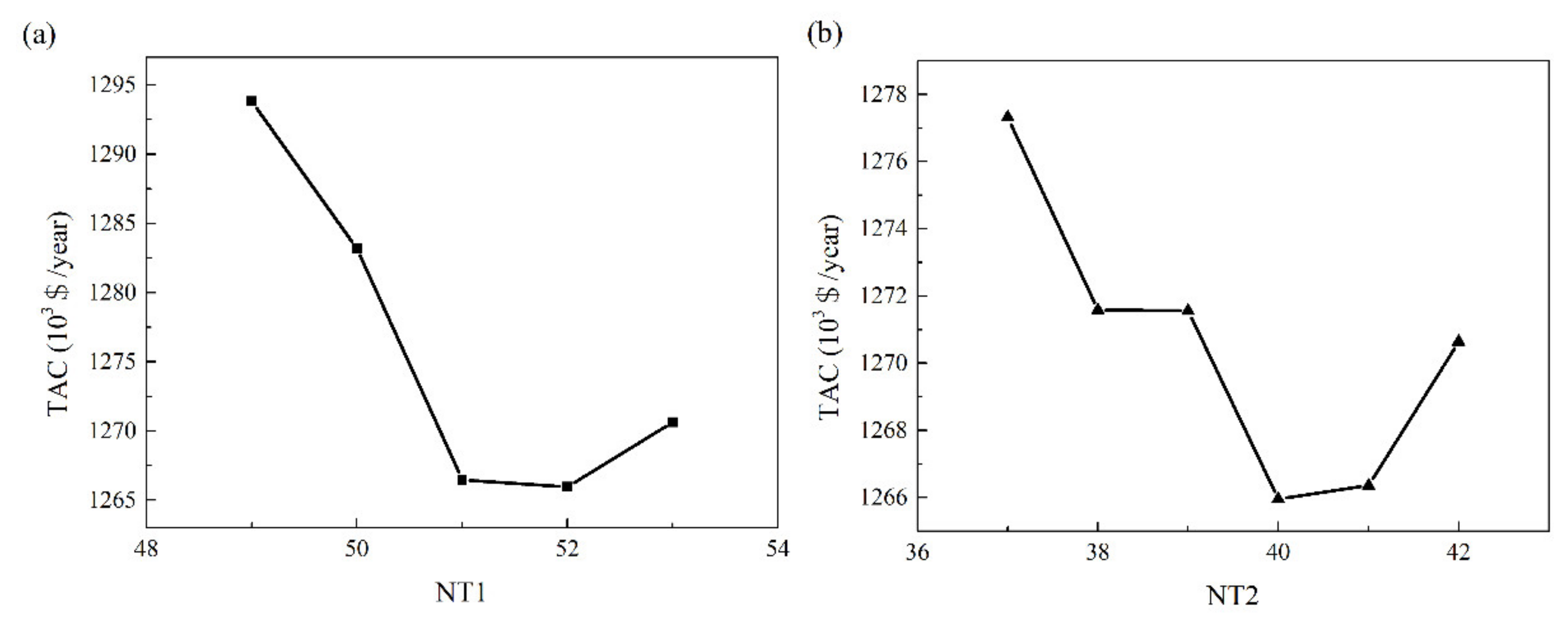
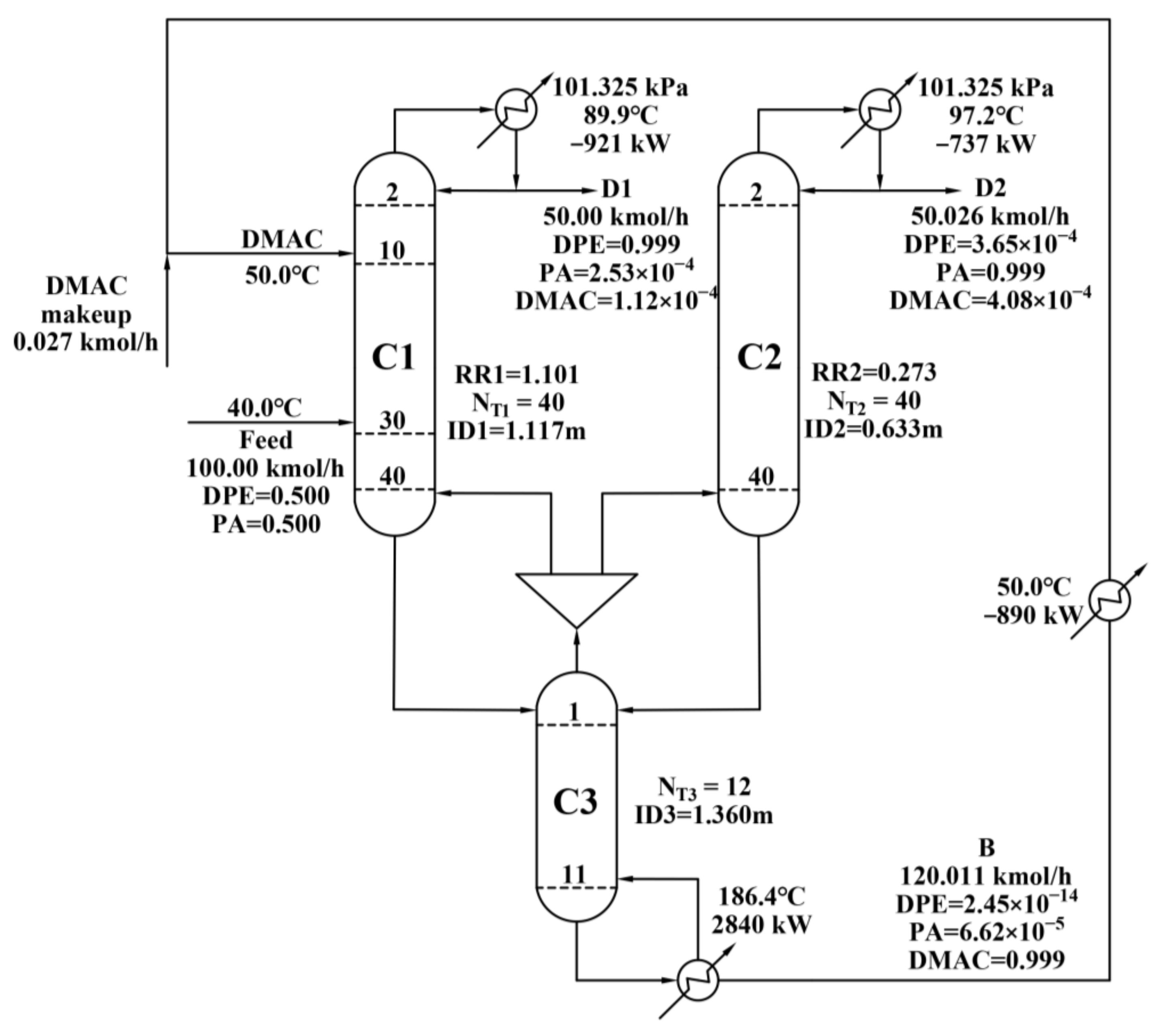
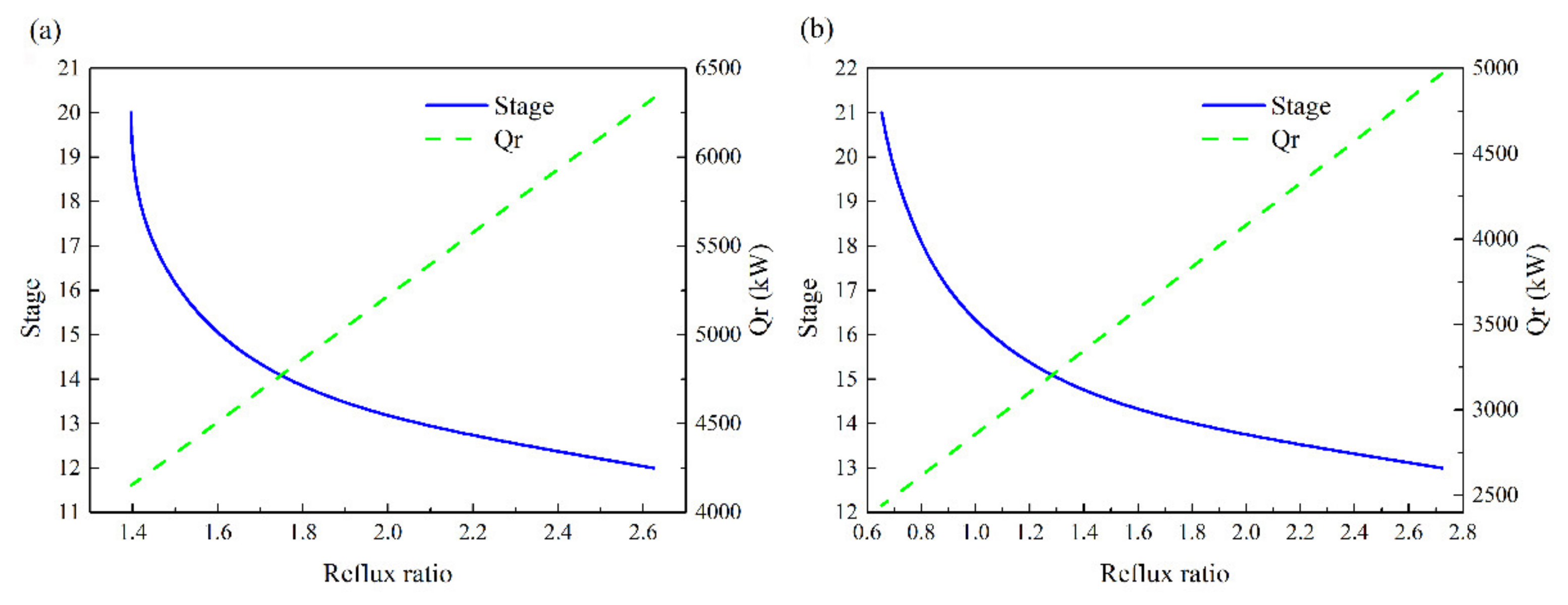
2.3. Steady State Design for EDWC
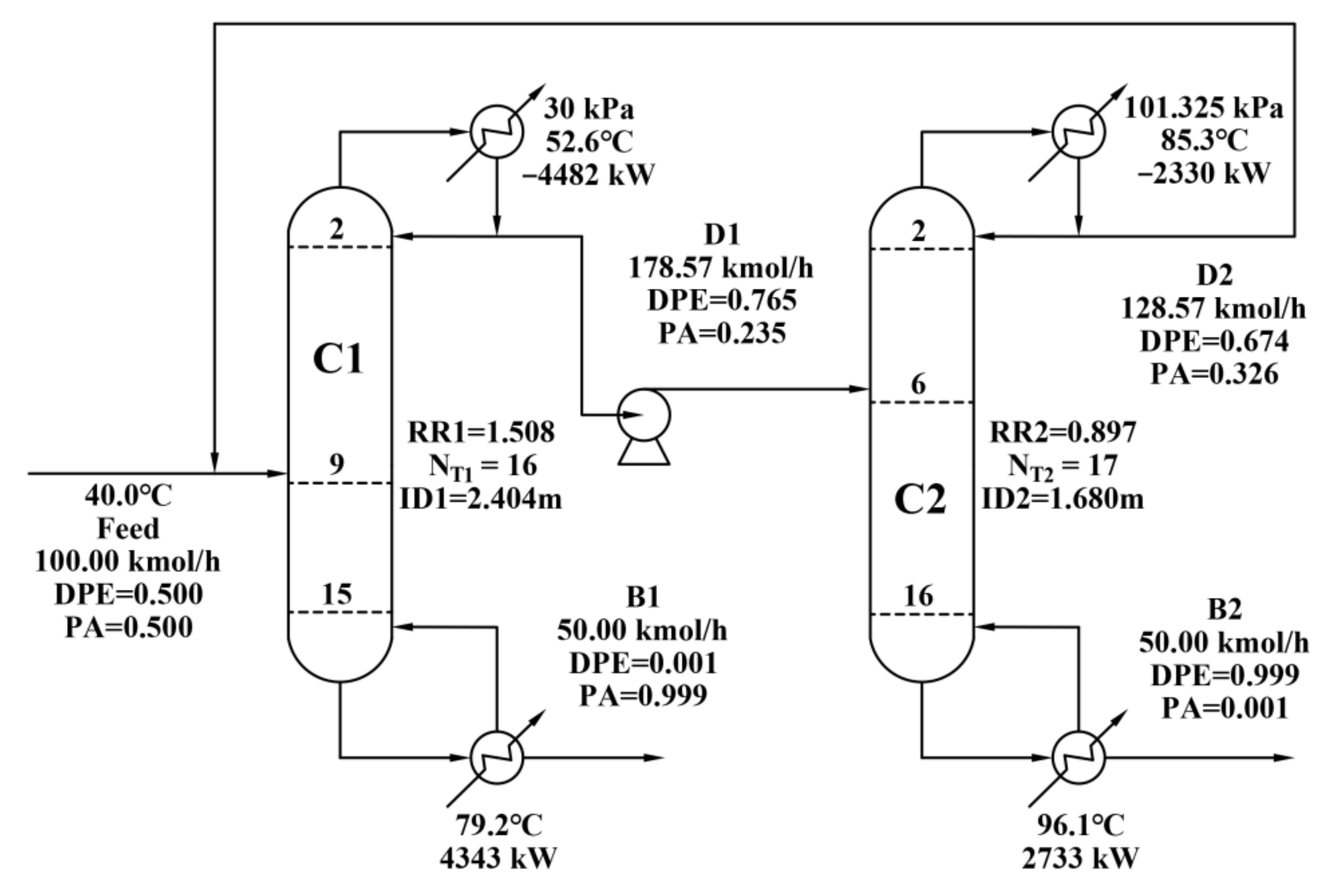
2.4. Steady State Design for PSDS
2.5. Comparisons and Analysis of CEDS, EDWC and PSDS
3. Control Structure for EDWC
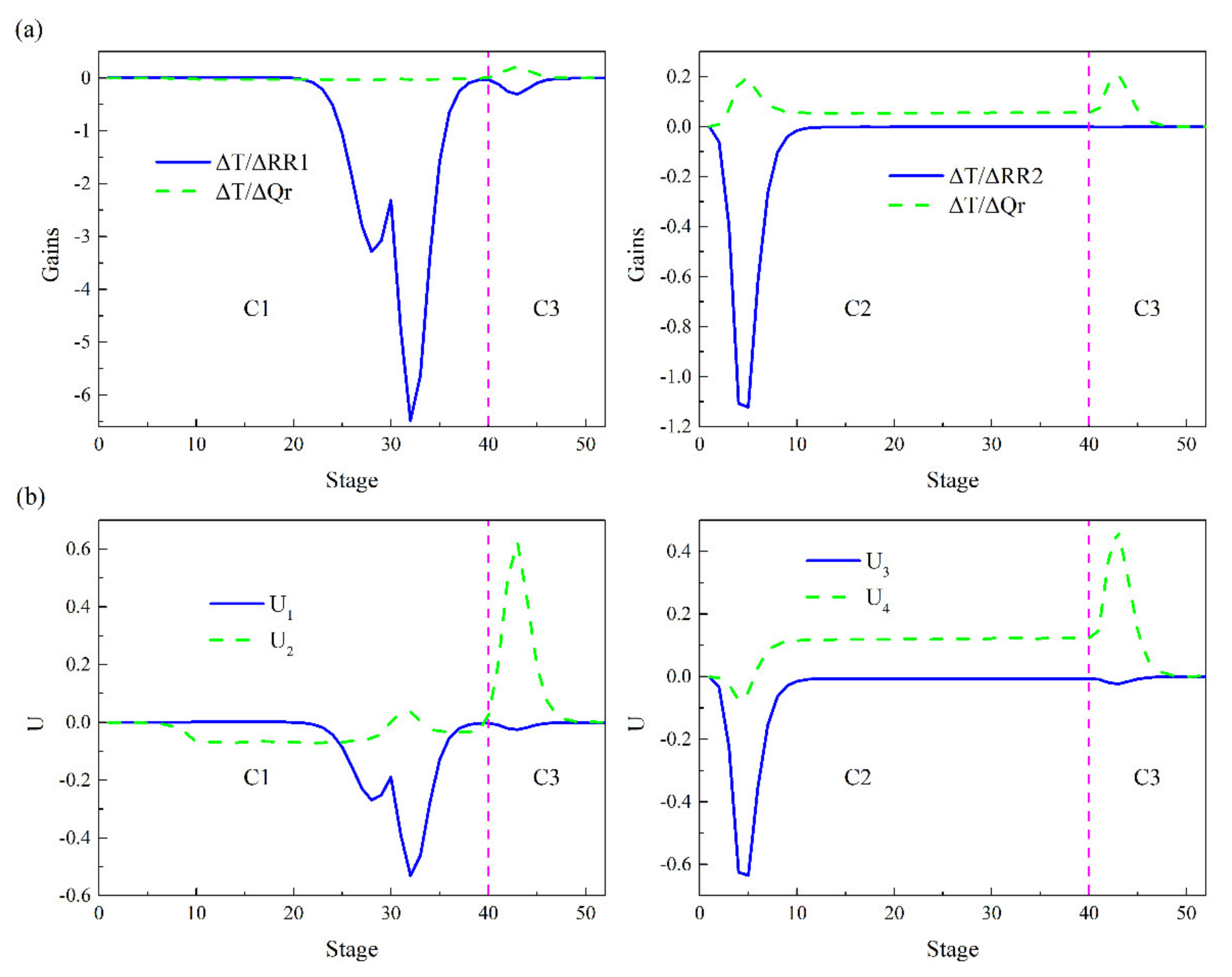
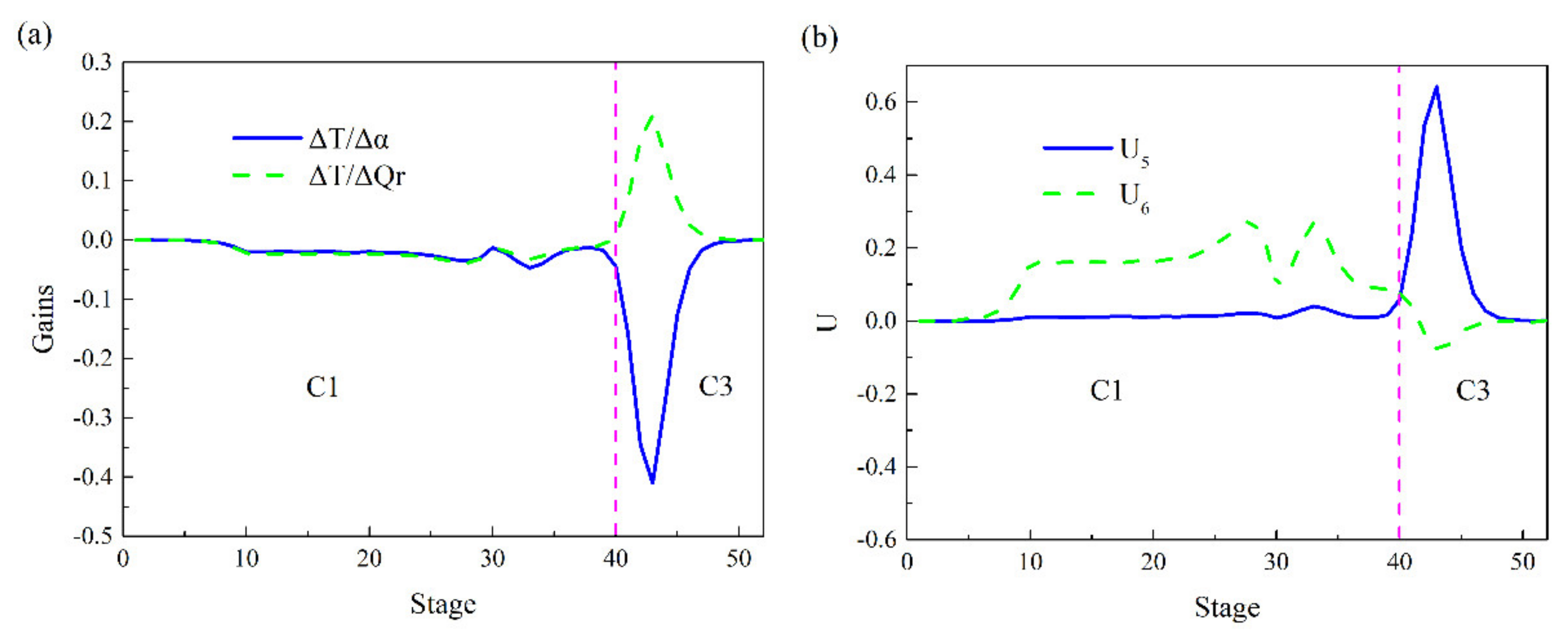
3.1. Selecting Temperature Control Trays
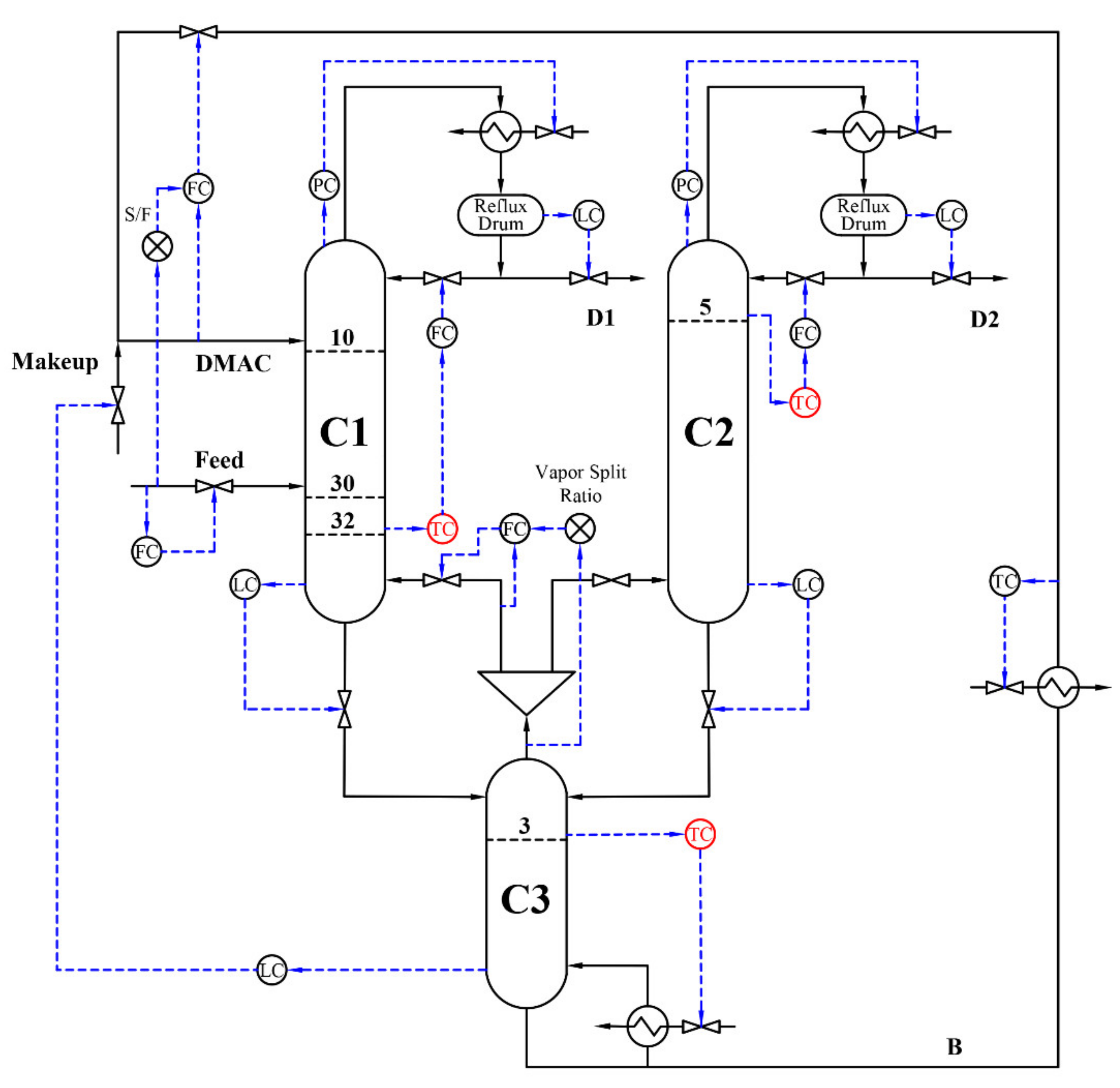
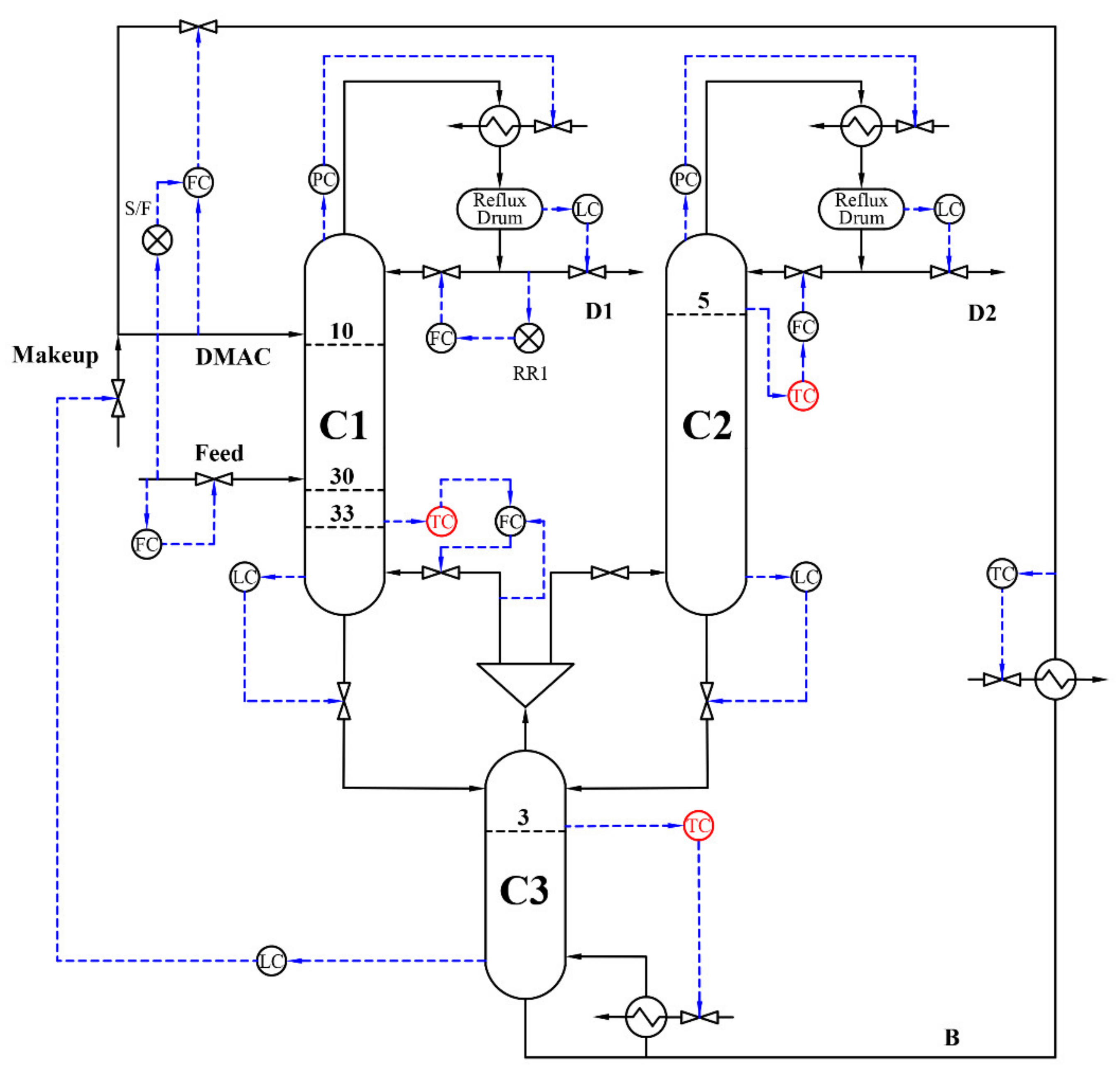
3.2. Control Structure CS1
- The feed is controlled by flow (reverse acting).
- The flow rate of the entrainer DMAC is controlled by flow (reverse acting), which is cascaded with a fixed ratio of the feed.
- The pressure at the top is controlled by the condenser heat removal rate (reverse acting).
- The reflux drum liquid level of the C1 and C2 columns is held by the withdraw flow rate at the top of the column (direct acting).
- Base level in the C3 column is held by entrainer makeup flow rate (reverse acting).
- The temperature of stage 32 in the C1 column and the temperature of stage 5 of the C2 column are controlled by manipulating the corresponding reflux ratios RR1 and RR2 (direct acting).
- The temperature of stage 4 in the C3 column is controlled by manipulating the reboiler duty QR (reverse acting).
- Add 1 min deadtime to all temperature control loops.
3.3. Control Structure CS2
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sakuth, M.; Mensing, T.; Schuler, J.; Heitmann, W.; Strehlke, G.; Mayer, D. Ethers, Aliphatic; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2010. [Google Scholar]
- Walther, T.; Francois, J.M. Microbial production of propanol. Biotechnol. Adv. 2016, 34, 984–996. [Google Scholar] [CrossRef] [PubMed]
- Lladosa, E.; Montón, J.B.; Burguet, M. Separation of di-n-propyl ether and n-propyl alcohol by extractive distillation and pressure-swing distillation: Computer simulation and economic optimization. Chem. Eng. Process. 2011, 50, 1266–1274. [Google Scholar] [CrossRef]
- Mangili, P.V. Thermoeconomic and environmental assessment of pressure-swing distillation schemes for the separation of di-n-propyl ether and n-propyl alcohol. Chem. Eng. Process. 2020, 148, 107816. [Google Scholar] [CrossRef]
- Luo, H.; Liang, K.; Li, W.; Li, Y.; Xia, M.; Xu, C. Comparison of pressure-swing distillation and extractive distillation methods for isopropyl alcohol/diisopropyl ether separation. Ind. Eng. Chem. Res. 2014, 53, 15167–15182. [Google Scholar] [CrossRef]
- You, X.; Rodriguez-Donis, I.; Gerbaud, V. Low pressure design for reducing energy cost of extractive distillation for separating diisopropyl ether and isopropyl alcohol. Chem. Eng. Res. Des. 2016, 109, 540–552. [Google Scholar] [CrossRef] [Green Version]
- Yildirim, Ö.; Kiss, A.A.; Kenig, E.Y. Dividing wall columns in chemical process: A review on current activities. Sep. Purif. Technol. 2011, 80, 403–417. [Google Scholar] [CrossRef]
- Dejanović, I.; Matijašević, L.; Olujić, Ž. Dividing wall column-A breakthrough towards sustainable distilling. Chem. Eng. Process. 2010, 49, 559–580. [Google Scholar] [CrossRef]
- Buitimea-Cerón, G.A.; Hahn, J.; Medina-Herrera, N.; Jiménez-Gutiérrez, A.; Loredo-Medrano, J.A.; Tututi-Avila, S. Dividing-Wall Column Design: Analysis of Methodologies Tailored to Process Simulators. Processes 2021, 9, 1189. [Google Scholar] [CrossRef]
- Chen, Z.; Agrawal, R. Classification and Comparison of Dividing Walls for Distillation Columns. Processes 2020, 8, 699. [Google Scholar] [CrossRef]
- Wu, Y.C.; Hsu PH, C.; Chien, I.L. Critical assessment of the energy-saving potential of an extractive dividing-wall column. Ind. Eng. Chem. Res. 2013, 52, 5384–5399. [Google Scholar] [CrossRef]
- Xia, M.; Yu, B.; Wang, Q.; Jiao, H.; Xu, C. Design and control of extractive diving-wall column for separating methylal-methanol mixture. Ind. Eng. Chem. Res. 2012, 51, 16016–16033. [Google Scholar] [CrossRef]
- Xia, M.; Xin, Y.; Luo, J.; Li, W.; Shi, L.; Min, Y.; Xu, C. Temperature control for extractive diving-wall column with an adjustable vapor split: Methylal/methanol azeotrope separation. Ind. Eng. Chem. Res. 2013, 52, 17996–18013. [Google Scholar] [CrossRef]
- Zhang, H.; Ye, Q.; Qin, J.; Xu, H.; Li, N. Design and control of extractive dividing-wall column for separating ethyl acetate-isopropyl alcohol mixture. Ind. Eng. Chem. Res. 2014, 53, 1189–1205. [Google Scholar] [CrossRef]
- Dwivedi, D.; Strandberg, J.P.; Halvorsen, I.J.; Preisig, H.A.; Skogestad, S. Active vapor split control for dividing-wall columns. Ind. Eng. Chem. Res. 2012, 51, 15176–15183. [Google Scholar] [CrossRef]
- Huaqiang, G.; Xiangwu, C.; Nan, C.; Wenyi, C. Experimental study on vapor splitter in packed divided wall column. J. Chem. Technol. Biot. 2016, 91, 449–455. [Google Scholar] [CrossRef]
- Li, C.; Li, J.; Li, D.; Ma, S.; Li, H. Experimental study and CFD numerical simulation of an innovative vapor splitter in dividing wall column. AIChE J. 2020, 66, e16266. [Google Scholar] [CrossRef]
- Harvianto, G.R.; Kim, K.H.; Kang, K.J.; Lee, M. Optimal operation of a dividing wall column using an enhanced active vapor distributor. Chem. Eng. Res. Des. 2019, 144, 512–519. [Google Scholar] [CrossRef]
- Kang, K.J.; Harvianto, G.R.; Lee, M. Hydraulic driven active vapor distributor for enhancing operability of dividing wall column. Ind. Eng. Chem. Res. 2017, 56, 6493–6498. [Google Scholar] [CrossRef]
- Hu, Y.; Chen, S.; Li, C. Numerical research on vapor splitter in divided wall column. Chem. Eng. Res. Des. 2018, 138, 519–532. [Google Scholar] [CrossRef]
- Luyben, W.L. Vapor split manipulation in extractive divided-wall distillation columns. Chem. Eng. Process. 2018, 126, 132–140. [Google Scholar] [CrossRef]
- Jing, C.; Zhu, J.; Dang, L.; Wei, H. Extractive dividing-wall column distillation with a novel control structure integrating pressure swing and pressure compensation. Ind. Eng. Chem. Res. 2021, 60, 1274–1289. [Google Scholar] [CrossRef]
- Zhu, J.; Jing, C.; Hao, L.; Wei, H. Insight into controllability and operation of extractive dividing-wall column. Sep. Purif. Technol. 2021, 263, 118362. [Google Scholar] [CrossRef]
- Araújo Neto, A.P.; Farias Neto, G.W.; Neves, T.G.; Ramos, W.B.; Brito, K.D.; Brito, R.P. Changing product specification in extractive distillation process using intelligent control system. Neural Comput. Appl. 2020, 32, 13255–13266. [Google Scholar] [CrossRef]
- De Araújo Neto, A.P.; Sales, F.A.; Brito, R.P. Controllability comparison for extractive dividing-wall columns: ANN-based intelligent control system versus conventional control system. Chem. Eng. Process. 2021, 160, 108271. [Google Scholar] [CrossRef]
- Rewagad, R.R.; Kiss, A.A. Dynamic optimization of a dividing-wall column using model predictive control. Chem. Eng. Sci. 2012, 68, 132–142. [Google Scholar] [CrossRef]
- Rodriguez, M.; Li, P.Z.; Diaz, I. A control strategy for extractive and reactive dividing wall columns. Chem. Eng. Process. 2017, 113, 14–19. [Google Scholar] [CrossRef]
- Feng, Z.; Shen, W.; Rangaiah, G.P.; Dong, L. Proportional-integral control and model predictive control of extractive dividing-wall column based on temperature differences. Ind. Eng. Chem. Res. 2018, 57, 10572–10590. [Google Scholar] [CrossRef]
- Feng, Z.; Shen, W.; Rangaiah, G.P.; Dong, L. Closed-loop identification and model predictive control of extractive dividing-wall column. Chem. Eng. Process. 2019, 142, 107552. [Google Scholar] [CrossRef]
- Lladosa, E.; Montón, J.B.; Burguet, M.C.; Munoz, R. Phase equilibria involved in extractive distillation of dipropyl ether + 1-propyl alcohol using N, N-dimethylformamide as entrainer. J. Chem. Eng. Data 2007, 52, 532–537. [Google Scholar] [CrossRef]
- Luyben, W.L. Distillation Design and Control Using Aspen Simulation; John Wiley & Sons: Hoboken, NJ, USA, 2006. [Google Scholar]
- Luyben, W.L. Evaluation of criteria for selecting temperature control trays in distillation columns. J. Process Control 2006, 16, 115–134. [Google Scholar] [CrossRef]
- Qian, X.; Liu, R.; Huang, K.; Chen, H.; Yuan, Y.; Zhang, L.; Wang, S. Comparison of Temperature Control and Temperature Difference Control for a Kaibel Dividing Wall Column. Processes 2019, 7, 773. [Google Scholar] [CrossRef] [Green Version]
- Ling, H.; Luyben, W.L. Temperature control of the BTX divided-wall column. Ind. Eng. Chem. Res. 2010, 49, 189–203. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | CEDS | EDWC | PSDS |
|---|---|---|---|
| NT1 | 40 | 52 | 16 |
| NT2 | 25 | 40 | 17 |
| RR1 | 1.200 | 1.101 | 1.508 |
| RR2 | 0.900 | 0.273 | 0.897 |
| ID1 (m) | 1.129 | 1.360 | 2.404 |
| ID2 (m) | 0.896 | - | 1.680 |
| Total condenser duty (kW) | 2064 | 1658 | 6812 |
| Total reboiler duty (kW) | 3169 | 2840 | 7076 |
| Capital investment (103/yr) | 1305.739 | 1143.239 | 1953.945 |
| Operation cost (103/yr) | 987.304 | 884.874 | 1671.689 |
| TAC (103/yr) | 1422.551 | 1265.955 | 2323.004 |
| Parameter | TC1 | TC2 | TC3 |
|---|---|---|---|
| Controlled variable | C1-T32 | C2-T5 | C3-T3 |
| Manipulated variable | RR1 | RR2 | QR |
| Gain, Kc | 1.394 | 5.197 | 1.302 |
| Integral time/min | 40.92 | 13.20 | 13.20 |
| Parameter | TC1 | TC2 | TC3 |
|---|---|---|---|
| Controlled variable | C1-T33 | C2-T5 | C3-T3 |
| Manipulated variable | V1 | RR2 | QR |
| Gain, Kc | 6.013 | 7.023 | 1.316 |
| Integral time/min | 9.24 | 11.88 | 11.88 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, Q.; Wang, Y.; Pan, H.; Zhou, W.; Yuan, P. Design and Control of Extractive Dividing Wall Column for Separating Dipropyl Ether/1-Propyl Alcohol Mixture. Processes 2022, 10, 665. https://doi.org/10.3390/pr10040665
Ye Q, Wang Y, Pan H, Zhou W, Yuan P. Design and Control of Extractive Dividing Wall Column for Separating Dipropyl Ether/1-Propyl Alcohol Mixture. Processes. 2022; 10(4):665. https://doi.org/10.3390/pr10040665
Chicago/Turabian StyleYe, Qiliang, Yule Wang, Hui Pan, Wenyong Zhou, and Peiqing Yuan. 2022. "Design and Control of Extractive Dividing Wall Column for Separating Dipropyl Ether/1-Propyl Alcohol Mixture" Processes 10, no. 4: 665. https://doi.org/10.3390/pr10040665