
Low-Temperature Joining of B4C Ceramics Using Cold-Sprayed Al-8wt%Si Alloy and Microstructure of the Vicinity of the Joint Interface
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Evaluation
3. Results
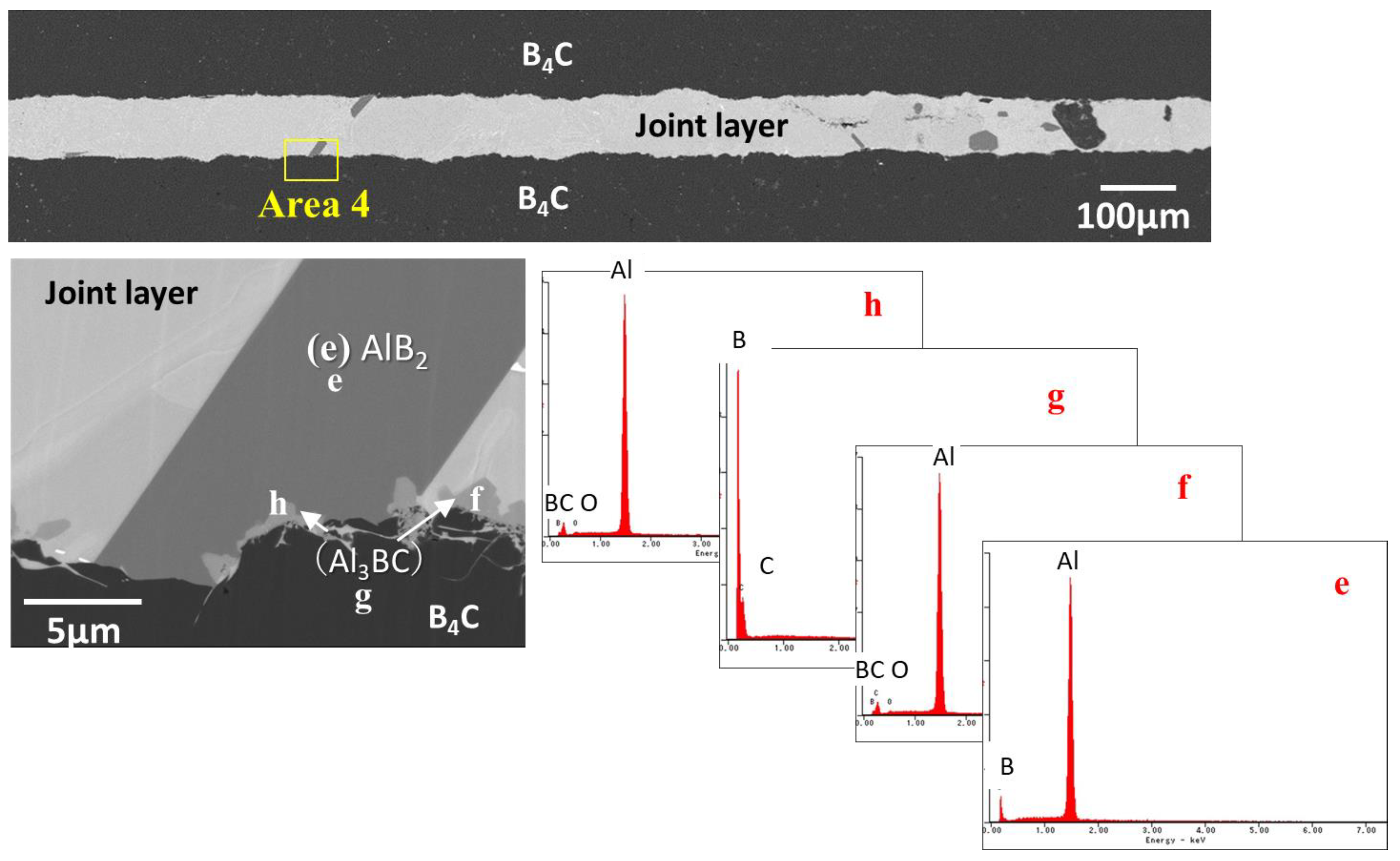
3.1. The Morphology of the Main Interface and the Formation of Compounds
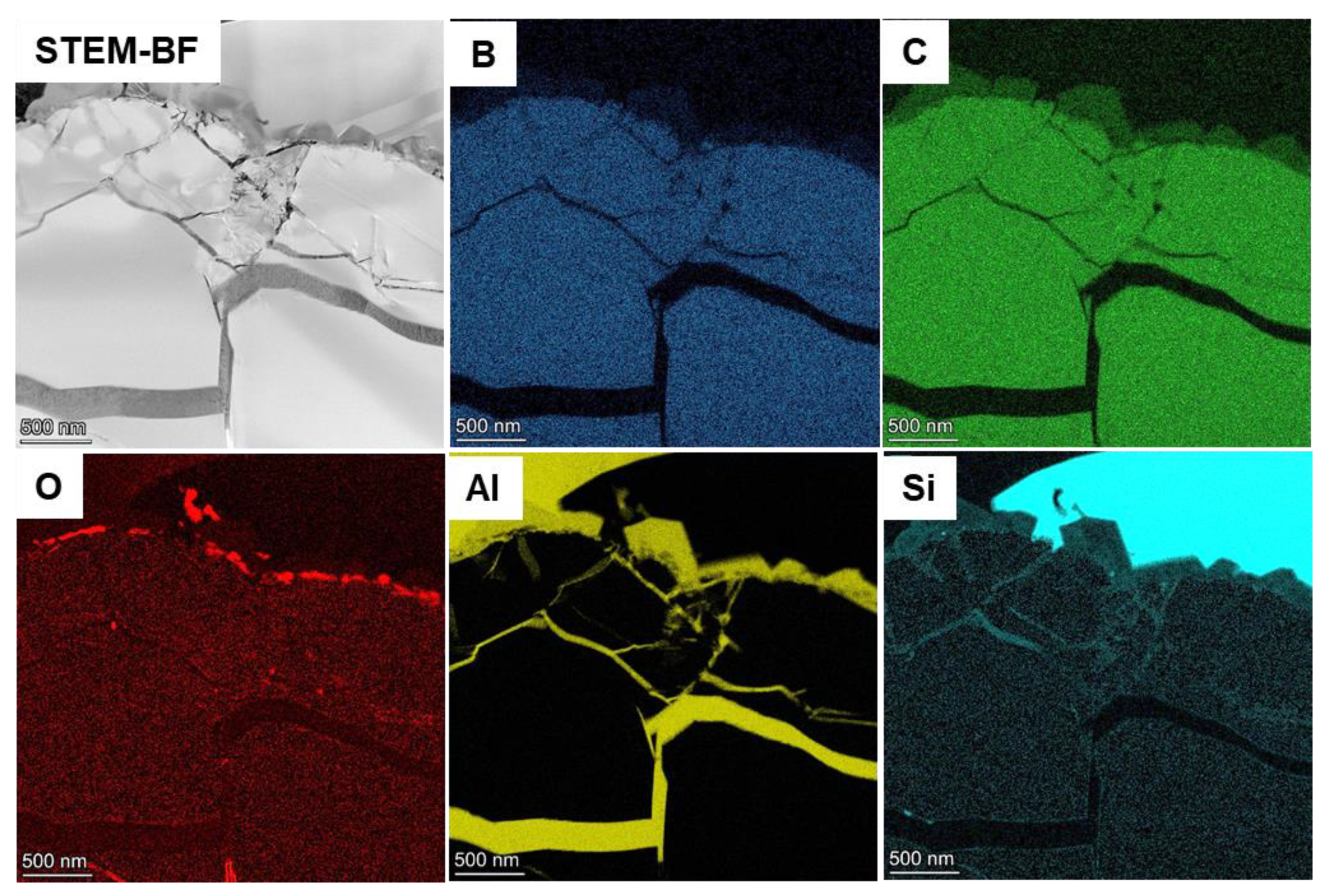
3.2. Penetration into Cracks and Their Composition
3.3. Joining Strength
4. Conclusions
- (1)
- The amount of Al-B-C compounds at the joint interface can be reduced by heating at 580 °C in vacuum, followed by the formation of an Al-8wt% Si alloy thick film on the B4C surface using the cold spray method.
- (2)
- The cracks near the joint interface are sealed with an Al alloy, and joining strength of approximately 220 MPa (joined at 580 °C) and 240 MPa (joined at 600 °C) is achieved.
- (3)
- It is assumed that the reduction in the amount of Al-B-C compounds is due to the formation of the β phase during the solidification process of the Al-Si alloy, which hinders the growth of the compounds.
- (4)
- On the main joint surface, a continuous void group, which causes a decrease in the strength, is formed in the vicinity of the β phase that surrounds the α phase.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Baradeswaran, A. Elaya Perumal, Influence of B4C on the tribological and mechanical properties of Al 7075–B4C composites. Compos. Part B Eng. 2013, 54, 146–152. [Google Scholar] [CrossRef]
- Thévenot′, F.; Lugscheider, E.; Xu, R.; Indacochea, J.E. Boron carbide—A comprehensive review. J. Eur. Ceram. Soc. 1990, 6, 205–225. [Google Scholar] [CrossRef]
- Ganguly, C.; Roy, S.K.; Roy, P.R. A review on boron carbide. Key Eng. Mater. 1991, 56, 59–88. [Google Scholar]
- Avcioglu, S.; Kaya, F.; Kaya, C. Non-catalytic synthesis of boron carbide (B4C) Nano structures with various morphologies by sol–gel process. Mater. Lett. 2019, 249, 201–205. [Google Scholar] [CrossRef]
- Werheit, H.; Manghnani, M.H.; Kuhlmann, U.; Hushur, A.; Shalamberidze, S. Mode Grüneisen parameters of boron carbide. Solid State Sci. 2017, 72, 80–93. [Google Scholar] [CrossRef]
- Gunjishima, L.; Akashi, T.; Goto, T. Thermoelectric Properties of Single Crystalline B4C Prepared by a Floating Zone Method. Mater. Trans. 2001, 42, 1445–1450. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Chen, X.; Yamashita, S.; Kubota, M.; Kita, H. Tribological behaviour of B4C-SiC composite ceramics under water lubrication: Influence of counterpart. Mater. Sci. Technol. 2021, 37, 863–876. [Google Scholar] [CrossRef]
- Zhang, W.; Chen, X.; Yamashita, S.; Kubota, M.; Kita, H. Effect of Water Temperature on Tribological Performance of B4C-SiC Ceramics under Water Lubrication. Tribol. Lett. 2021, 69, 34. [Google Scholar] [CrossRef]
- Zhang, W.; Chen, X.; Yamashita, S.; Kubota, M.; Kita, H. B4C-SiC Ceramics with Interfacial Nanorelief Morphologies and Low Underwater Friction and Wear. ACS Appl. Nano Mater. 2021, 4, 3159–3166. [Google Scholar] [CrossRef]
- Zhang, W.; Yamashita, S.; Kita, H. A study of B4C-SiC composite for self-lubrication. J. Am. Ceram. Soc. 2021, 104, 2325–2336. [Google Scholar] [CrossRef]
- Zhang, W.; Yamashita, S.; Kumazawa, T.; Ozeki, F.; Hyuga, H.; Norimatsu, W.; Kita, H. A study on formation mechanisms of relief structure formed in situ on the surface of ceramics. Ceram. Int. 2019, 45, 23143–23148. [Google Scholar] [CrossRef]
- Zhang, W.; Yamashita, S.; Kumazawa, T.; Ozeki, F.; Hyuga, H.; Kita, H. Influence of surface roughness parameters and surface morphology on friction performance of ceramics. J. Ceram. Soc. Jpn. 2019, 127, 837–842. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Yamashita, S.; Kita, H. Progress in pressureless sintering of boron carbide ceramics—A review. Adv. Appl. Ceram. Struct. Funct. Bioceram. 2019, 118, 222–239. [Google Scholar] [CrossRef]
- Nakashima, H.; Ohta, M.; Nakao, Y. Nuclear Characteristics of Gas-Suspended Boron Carbide Cooling Catalyzed D Fusion Reactor Blanket. J. Nucl. Sci. Technol. 1977, 14, 916–919. [Google Scholar] [CrossRef]
- Gou, R.; Park, J.H.; Yamashita, S.; Hagio, T.; Ichino, R.; Kita, H. Aluminum Electrodeposition on the Surface of Boron Carbide Ceramics by Use EMIC–AlCl3 Ions Liquid. Coatings 2022, 12, 1535. [Google Scholar] [CrossRef]
- Kuliiev, R.; Orlovskaya, N.; Hyer, H.; Sohn, Y.; Lugovy, M.; Ha, D.G.; Radovic, M.; Castle, E.G.; Reece, M.J.; Sasikumar, P.V.W.; et al. Spark Plasma Sintered B4C—Structural, Thermal, Electrical and Mechanical Properties. Materials 2020, 13, 1612. [Google Scholar] [CrossRef] [Green Version]
- Domnich, V.; Reynaud, S.; Haber, R.A.; Chhowalla, M. Boron Carbide: Structure, Properties, and Stability under Stress. J. Am. Ceram. Soc. 2011, 94, 3605–3628. [Google Scholar] [CrossRef]
- Kumazawa, T.; Honda, T.; Zhou, Y.; Miyazaki, H.; Hyuga, H.; Yoshizawa, Y. Pressureless sintering of boron carbide ceramics. J. Ceram. Soc. Jpn. 2008, 116, 1319–1321. [Google Scholar] [CrossRef] [Green Version]
- Sekine, K.; Kumazawa, T.; Wu-Bian, T.; Hyuga, H.; Kita, H. Influence of joining time and temperature on the flexural strength of joined boron carbide ceramics. J. Ceram. Soc. Jpn. 2012, 120, 393–399. [Google Scholar] [CrossRef] [Green Version]
- Sekine, K.; Kumazawa, T.; Wu-Bian, T.; Hyuga, H.; Kita, H. Low-temperature joining of boron carbide ceramics. J. Ceram. Soc. Jpn. 2012, 120, 207–210. [Google Scholar] [CrossRef] [Green Version]
- Gou, R.; Yamashita, S.; Sekine, K.; Kita, H. Microstructural analysis of network-like crack structure formed at Al–B4C interface. J. Eur. Ceram. Soc. 2021, 41, 6962–6970. [Google Scholar] [CrossRef]
- Halverson, D.C.; Pyzik, A.J.; Aksay, I.A.; Snowden, W.E. Processing of boroncarbide-aluminum composites. J. Am. Ceram. Soc. 1989, 72, 775–780. [Google Scholar] [CrossRef] [Green Version]
- Pyzik, A.J.; Beaman, D.R. Al-B-C phase development and effects on mechanical properties of B4C/Al-derived composites. J. Am. Ceram. Soc. 1995, 78, 305–312. [Google Scholar] [CrossRef]
- Viala, J.C.; Bouix, J.; Gonzalez, G.; Esnouf, C. Chemical reactivity of aluminium with boron carbide. J. Mater. Sci. 1997, 32, 4559–4573. [Google Scholar] [CrossRef]
- Itatani, K.; Kishioka, A. Some Properties of Aluminum Carbide and Its Related Compounds. Inorg. Mater. 1997, 4, 633–641. [Google Scholar]
- Chen, X.; Xie, R.; Lai, Z.; Liu, L.; Yan, J.; Zou, G. Interfacial structure and formation mechanism of ultrasonic-assisted brazed joint of SiC ceramics with Al–12Si filler metals in air. J. Mater. Sci. Technol. 2017, 33, 492–498. [Google Scholar] [CrossRef]
- Ye, H. An overview of the development of Al-Si-alloy based material for engine applications. J. Mater. Eng. Perform. 2003, 2, 288–297. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, X.; Yang, J.; Qiao, G. Recent advances in joining of SiC-based materials (monolithic SiC and SiCf/SiC composites): Joining processes, joint strength, and interfacial behavior. J. Adv. Ceram. 2019, 8, 19–38. [Google Scholar] [CrossRef] [Green Version]
- Iseki, T.; Yamashita, K.; Suzuki, H. Joining of Dense Silicon Carbide by Aluminum Metal. Yogyo-Kyokai-Shi 1983, 91, 11–15. [Google Scholar] [CrossRef] [Green Version]
- Nakahashi, M. Joining of Ceramics to Metals (1), Interfacial reactions between ceramics and metals. Yousetsu-Gakkaishi 1996, 65, 6–11. [Google Scholar] [CrossRef]
- Chen, C.; Suganuma, K. Low temperature SiC die-attach bonding technology by hillocks generation on Al sheet surface with stress self-generation and self-release. Sci. Rep. 2020, 10, 9042. [Google Scholar] [CrossRef] [PubMed]
- Yano, T.; Iseki, T. HREM Observation of Interfacial Structure Formed in SiC/Al Joint. Mater. Jpn. 1998, 37, 8. [Google Scholar] [CrossRef]
- Tanaka, T.; Ito, M.; Narita, T. Joining of aluminum alloys/silicon nitride ceramics with the low melting point braze of an Al–Cu–Si alloy. Keikinzoku 2005, 55, 120–124. [Google Scholar]
- Okamura, H.; Sakamoto, M.; Shida, T. Bonding of Silicon Carbide Ceramics by using Active Brazing Metal. (No. 1). Yousetsu Gakkai Ronbun-Syu 1990, 8, 108–115. [Google Scholar]
- Pan, H.; Itoh, I.; Matsubara, M. Mechanical Properties of Diffusion Bonding Joint of SiC and Al-Sn Alloys at Elevated Temperatures. Mater. Trans. 2001, 42, 2543–2547. [Google Scholar] [CrossRef] [Green Version]
- Ikeshoji, T.; Shuying, L.; Suzumura, A.; Yamazaki, T. Effect of Isothermal Solidification Behavior of Al-Si Brazing Filler Layer on the Braze-ability of Al-Alloy to Stainless Steel in the Air. Yousetsu Gakkai Ronbun-Syu 2006, 24, 362–367. [Google Scholar]
- National Institute of Advanced Industrial Science and Technology, Tanka-Houso Ceramics no Jituyoutekina Jyouatsu Syouketsu Hou Wo Kaihatsu, Press Release. 2008. Available online: https://www.aist.go.jp/aist_j/press_release/pr2008/pr20080313/pr20080313.html (accessed on 10 October 2022). (In Japanese).
- Diab, M.; Pang, X.; Jahed, H. The effect of pure aluminum cold spray coating on corrosion and corrosion fatigue of magnesium (3% Al-1% Zn) extrusion. Surf. Coat. Technol. 2017, 309, 423–435. [Google Scholar] [CrossRef]














Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kita, H.; Gou, R.; Yamashita, S. Low-Temperature Joining of B4C Ceramics Using Cold-Sprayed Al-8wt%Si Alloy and Microstructure of the Vicinity of the Joint Interface. Processes 2022, 10, 2573. https://doi.org/10.3390/pr10122573
Kita H, Gou R, Yamashita S. Low-Temperature Joining of B4C Ceramics Using Cold-Sprayed Al-8wt%Si Alloy and Microstructure of the Vicinity of the Joint Interface. Processes. 2022; 10(12):2573. https://doi.org/10.3390/pr10122573
Chicago/Turabian StyleKita, Hideki, Roujia Gou, and Seiji Yamashita. 2022. "Low-Temperature Joining of B4C Ceramics Using Cold-Sprayed Al-8wt%Si Alloy and Microstructure of the Vicinity of the Joint Interface" Processes 10, no. 12: 2573. https://doi.org/10.3390/pr10122573