
Mathematical Modeling of Thin Layer Drying Kinetics and Moisture Diffusivity Study of Pretreated Moringa oleifera Leaves Using Fluidized Bed Dryer



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Pretreatments before Drying
2.3. Drying Equipment
2.4. Drying Experiment
2.5. Drying Kinetics through Appropriate Mathematical Modeling
2.5.1. Moisture Ratio
2.5.2. Drying Rate
2.5.3. Mathematical Modeling

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Model Expression | References |
|---|---|---|
| Newton | MR = exp (−kt) | [41] |
| Page | MR = exp (−ktn) | [23,42] |
| Wang and Singh | MR = 1 + at + bt2 | [43] |
| Logarithmic | MR = a exp (−kt) + c | [44] |
| Two-term exponential | MR = a exp (−kt) + (1 − a) exp (−k at) | [39,45] |
| Henderson and Pabis | MR = a exp (−kt) | [19,26] |
| Verma et al. | MR = a exp (−kt) + (1 − a) exp (−gt) | [46] |
| Magee | MR = a + kt1/2 | [47] |
| Midilli–Kucuk | MR = a exp (ktn) + bt | [39,48] |
2.6. Effective Moisture Diffusivity and Activation Energy
2.6.1. Determination of Effective Diffusivity Coefficients
2.6.2. Calculation of Activation Energy
2.7. Energy and Specific Energy Consumption
3. Results and Discussion
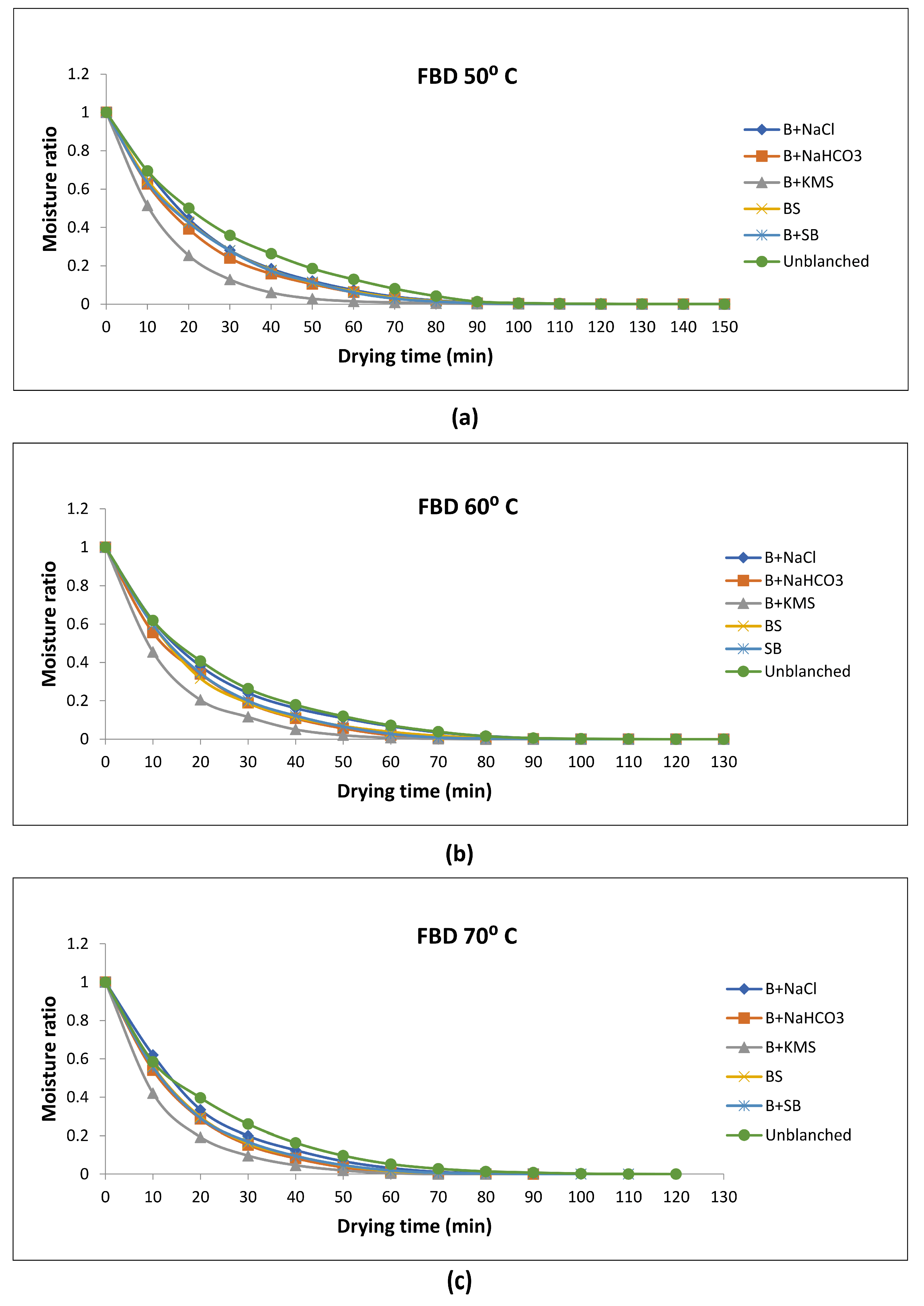
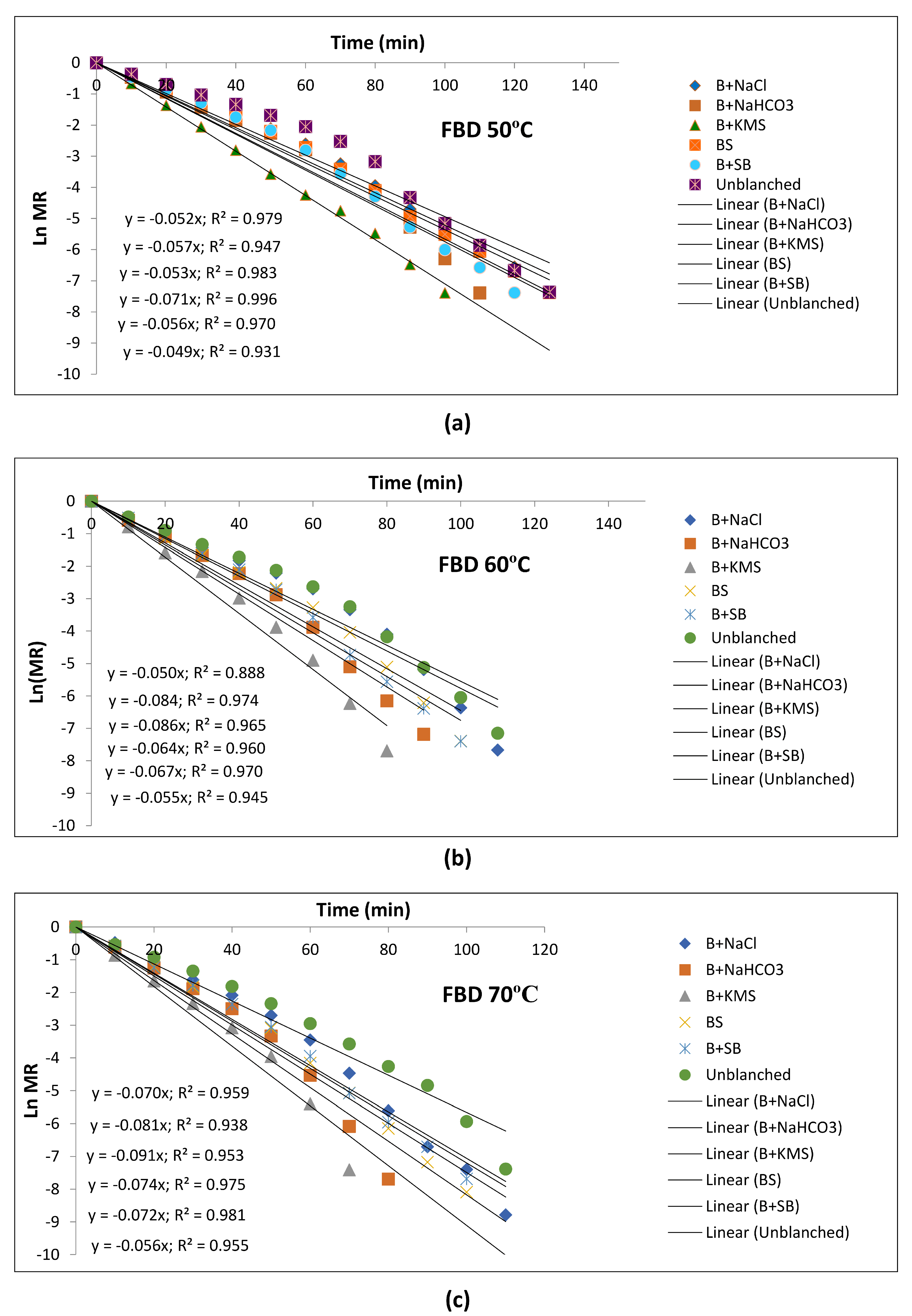
3.1. Moisture Ratio versus Drying Time
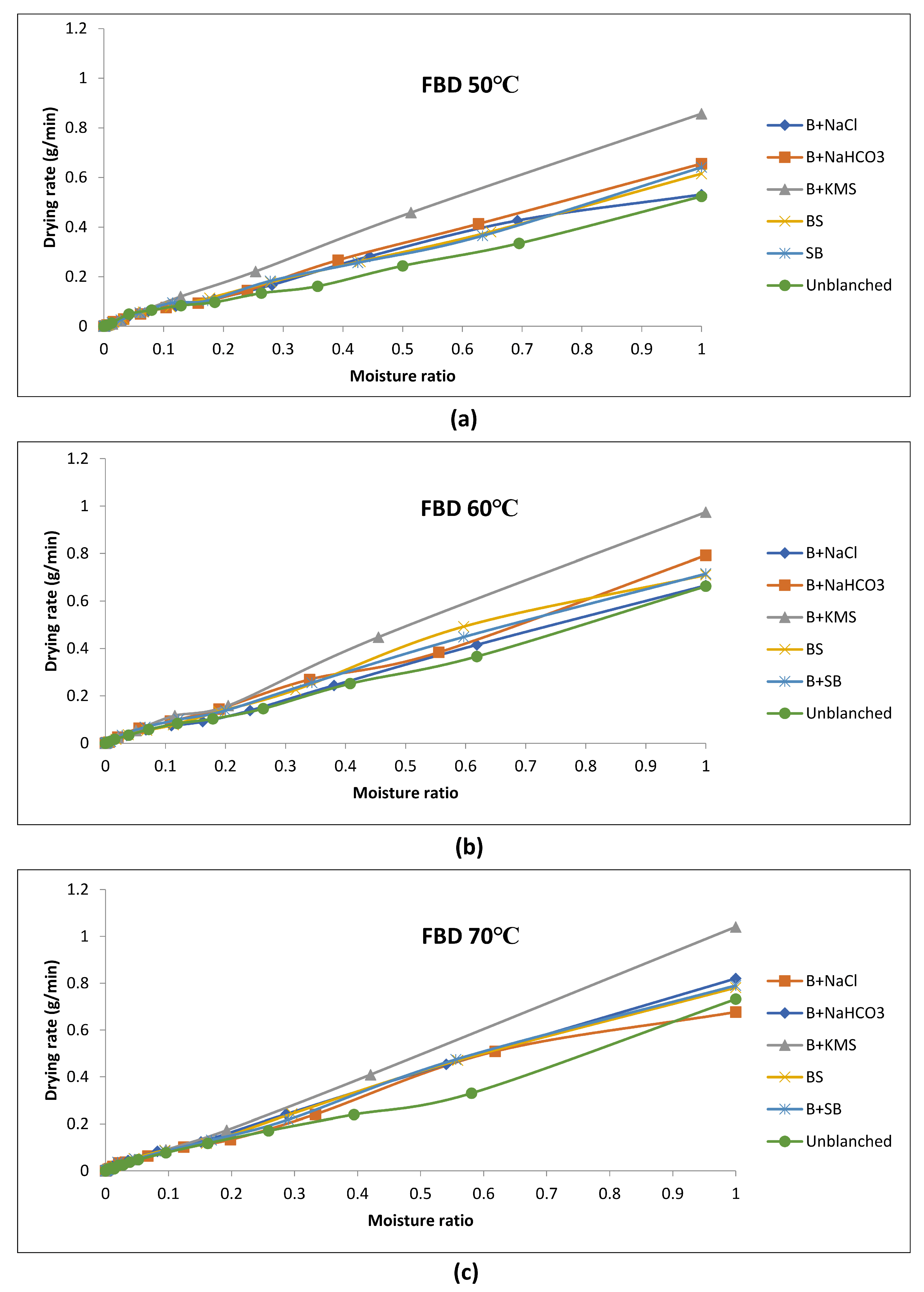
3.2. Drying Rate versus Moisture Ratio
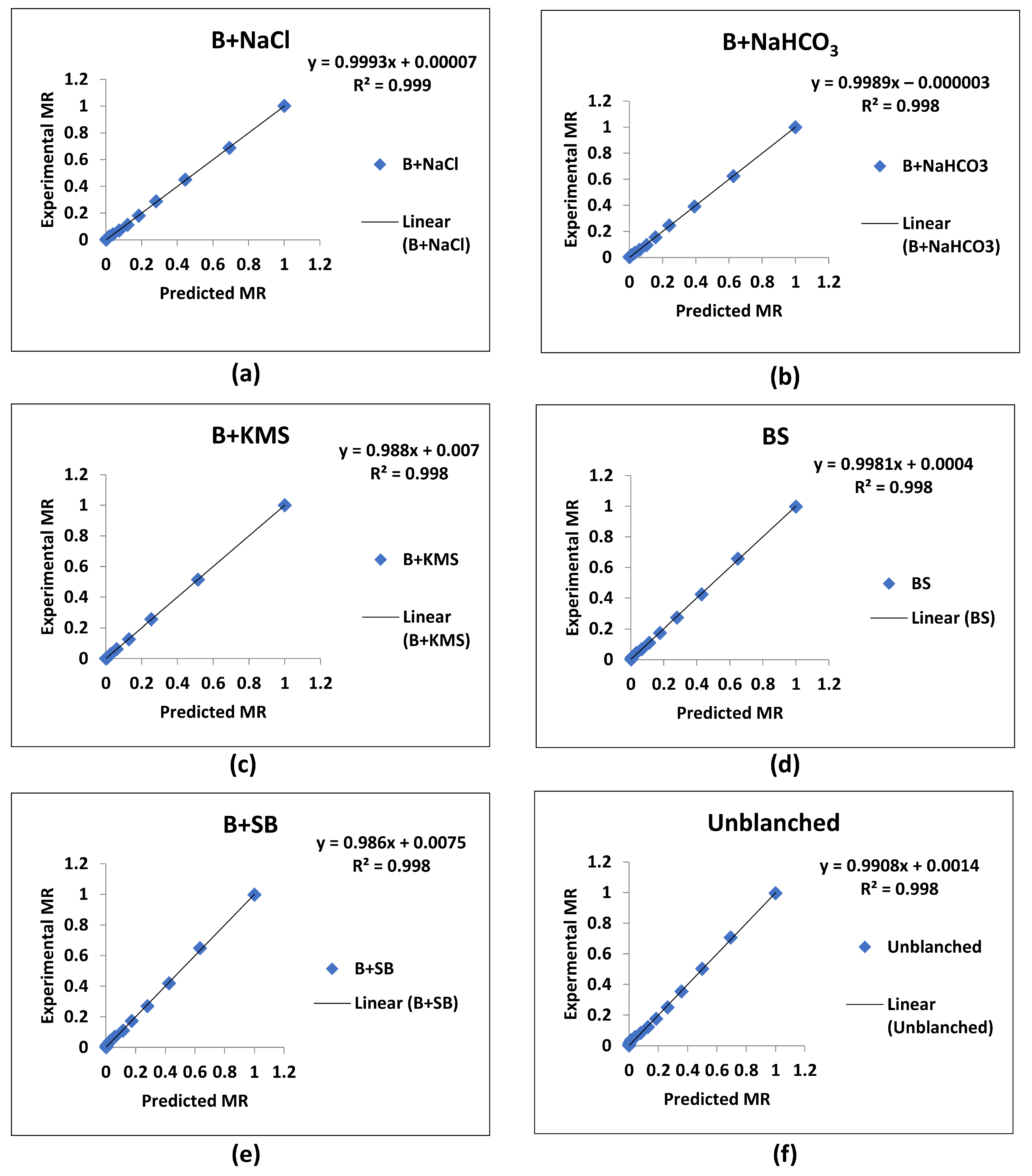
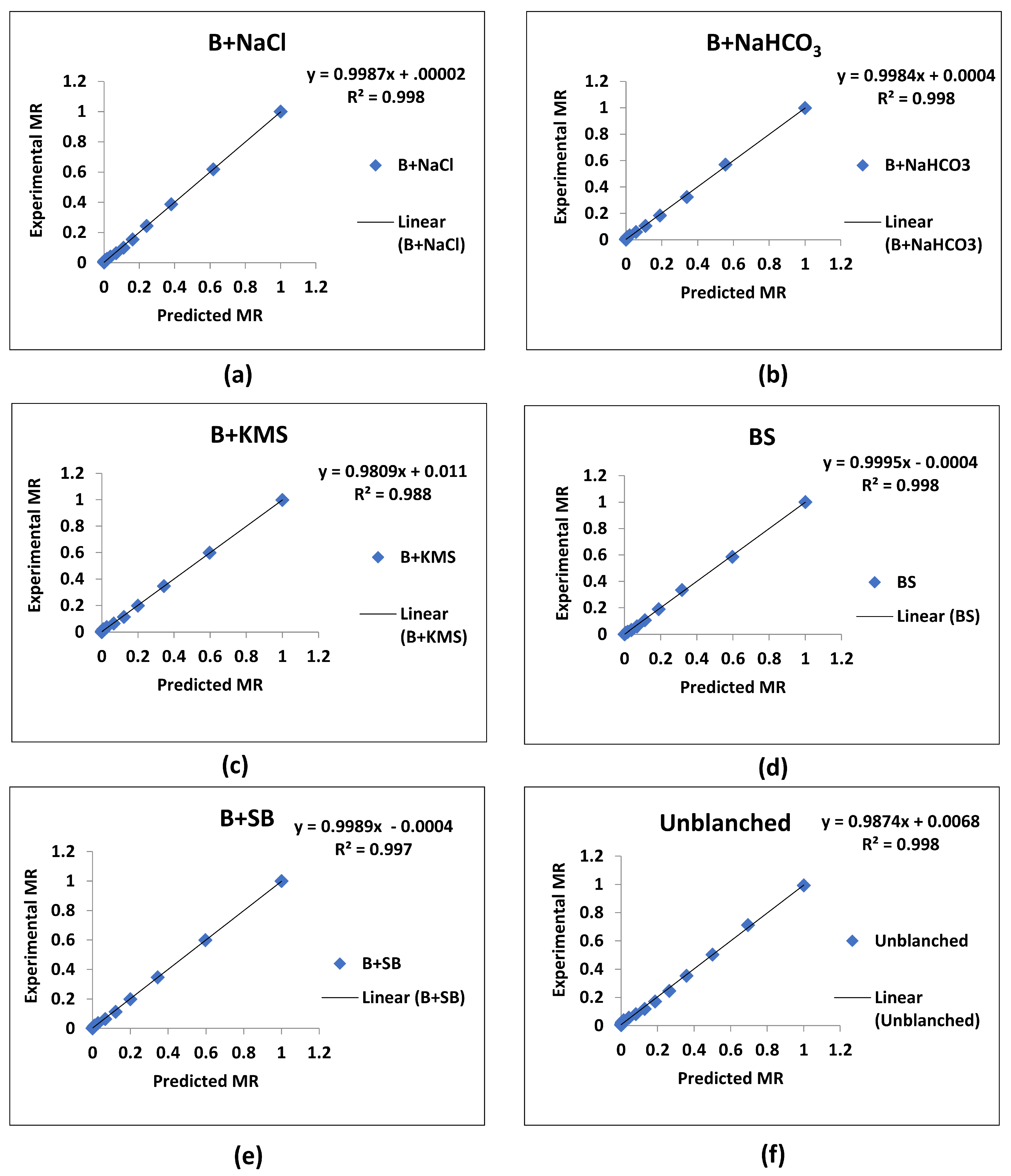
3.3. Mathematical Models for Fitting of Drying Curve
3.4. Effective Moisture Diffusivity
3.5. Activation Energy
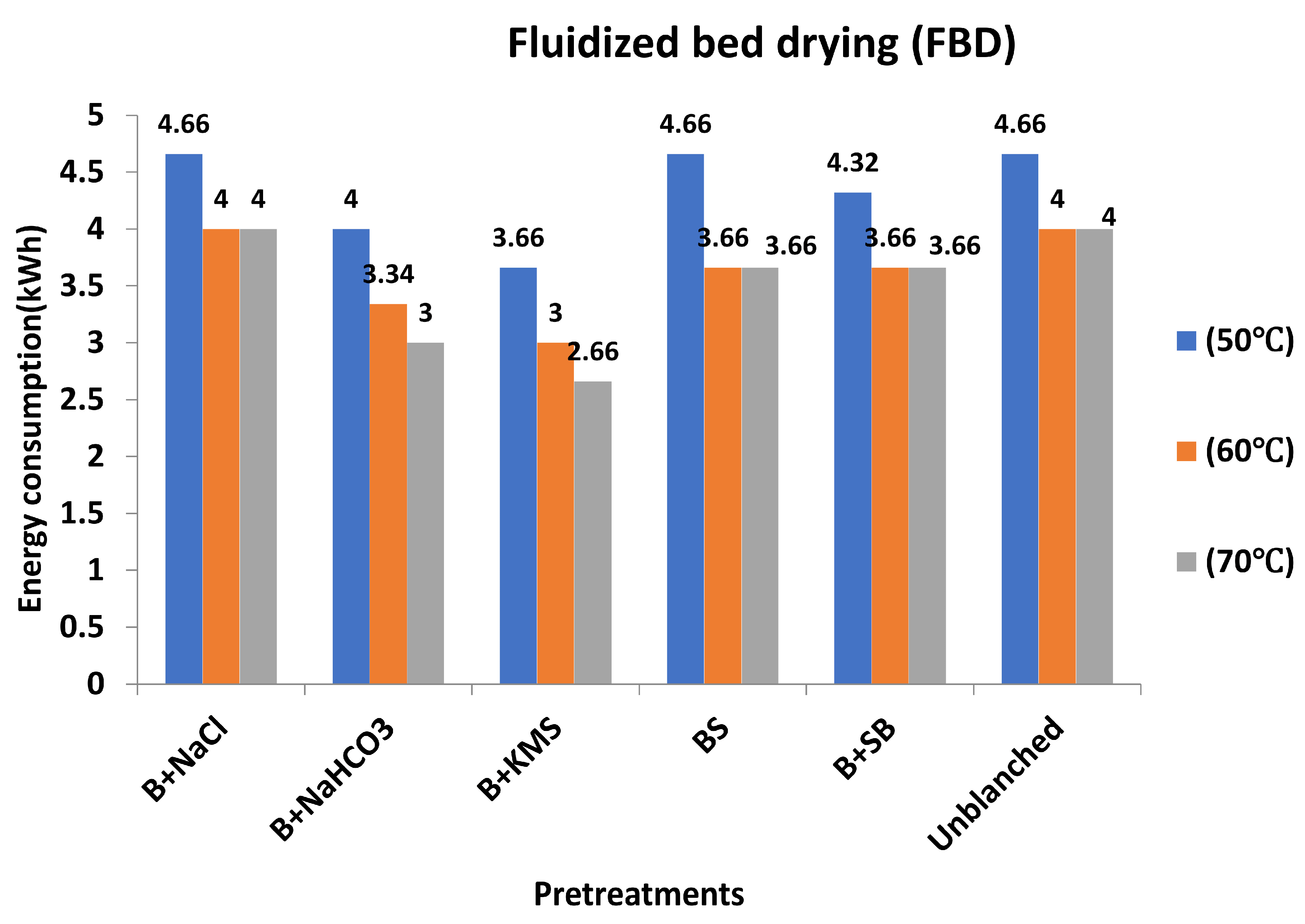
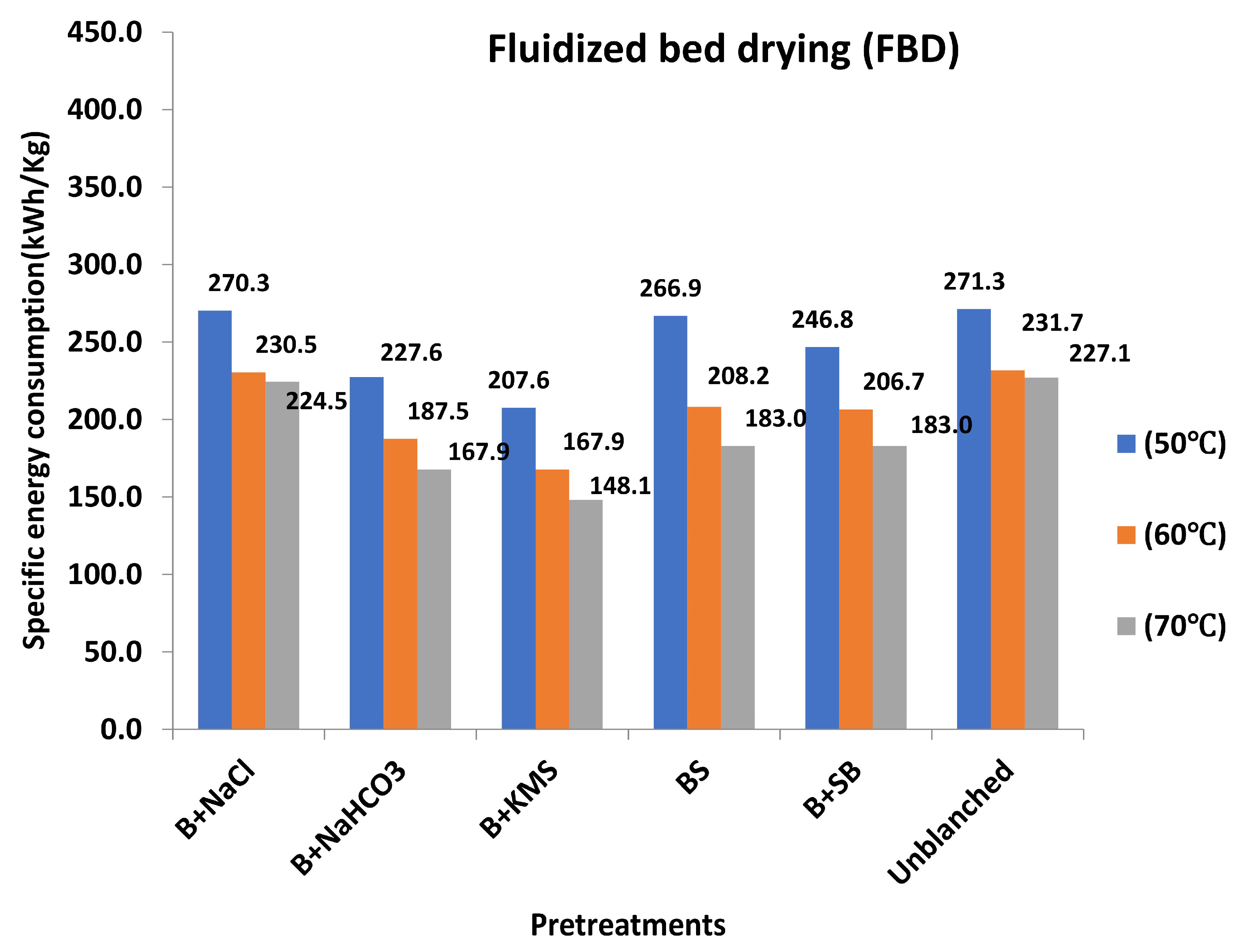
3.6. Energy Consumption and Specific Energy Consumption
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Global Moringa Products Market. Available online: https://market.us/report/moringa-products-market (accessed on 3 November 2022).
- Moringa Ingredients Market. Available online: https://www.gminsights.com/industry-analysis/moringa-ingredients-market (accessed on 3 November 2022).
- Rebecca, H.S.U.; Sharon, M.; Arbainsyah, A.; Lucienne, D. Moringa oleifera: Medicinal and socio-economic uses. In International Course on Economic Botany; National Herbarium Leiden: Leiden, The Netherlands, 2006; pp. 2–6. [Google Scholar]
- El-Massry, F.H.; Mossa, M.E.; Youssef, S.M. Moringa oleifera Plant. Egypt J. Agric. Res. 2013, 91, 1597–1909. [Google Scholar]
- Rani, E.A.; Arumugam, T. Moringa oleifera (Lam)—A nutritional powerhouse. J. Crop Weed 2017, 13, 238–246. [Google Scholar]
- Oyeyinka, A.T.; Oyeyinka, S.A. Moringa oleifera as a food fortificant: Recent trends and prospects. J. Saudi Soc. Agric. Sci. 2018, 17, 127–136. [Google Scholar] [CrossRef] [Green Version]
- Lako, J.; Trenerry, V.C.; Wahlqvist, M.; Wattanapenpaiboon, N.; Sotheeswaran, S.; Premier, R. Phytochemical flavonols, carotenoids and the antioxidant properties of a wide selection of Fijian fruit, vegetables and other readily available foods. Food Chem. 2007, 101, 1727–1741. [Google Scholar] [CrossRef]
- Bennett, R.N.; Mellon, F.A.; Foidl, N.; Pratt, J.H.; Dupont, M.S.; Perkins, L.; Kroon, P.A. Profiling glucosinolates and phenolics in vegetative and reproductive tissues of the multi-purpose trees Moringa oleifera L. (horseradish tree) and Moringa stenopetala L. J. Agric. Food Chem. 2003, 51, 3546–3553. [Google Scholar] [CrossRef] [PubMed]
- Olson, M.E.; Sankaran, R.P.; Fahey, J.W.; Grusak, M.A.; Odee, D.; Nouman, W. Leaf protein and mineral concentrations across the “Miracle Tree” genus Moringa. PLoS ONE 2016, 11, e0159782. [Google Scholar] [CrossRef] [Green Version]
- Saini, R.K.; Sivanesan, I.; Keum, Y.S. Phytochemicals of Moringa oleifera: A review of their nutritional, therapeutic and industrial significance. 3 Biotech 2016, 6, 203. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Daba, M. Miracle tree: A review on multi-purposes of Moringa oleifera and its implication for climate change mitigation. J. Earth Sci. Clim. Chang. 2016, 7, 366. [Google Scholar] [CrossRef]
- Gopalakrishnan, L.; Doriya, K.; Kumar, D.S. Moringaoleifera: A review on nutritive importance and its medicinal application. Food Sci. Hum. Wellness 2016, 5, 49–56. [Google Scholar] [CrossRef] [Green Version]
- Bennour, N.; Mighri, H.; Bouhamda, T.; Mabrouk, M.; Apohan, E.; Yesilada, O.; Küçükbay, H.; Akrout, A. Moringaoleifera leaves: Could solvent and extraction method affect phenolic composition and bioactivities? Prep. Biochem. Biotechnol. 2021, 51, 1018–1025. [Google Scholar] [CrossRef]
- Zhang, Q.A.; Song, Y.; Wang, X.; Zhao, W.Q.; Fan, X.H. Mathematical modeling of debittered apricot (Prunus armeniaca L.) kernels during thin-layer drying. CyTA-J. Food 2016, 14, 509–517. [Google Scholar] [CrossRef] [Green Version]
- Senadeera, W.; Adiletta, G.; Önal, B.; Di Matteo, M.; Russo, P. Influence of different hot air drying temperatures on drying kinetics, shrinkage, and colour of persimmon slices. Foods 2020, 9, 101. [Google Scholar] [CrossRef] [PubMed]
- Çelen, S.; Haksever, A.; Moralar, A. The effects of microwave energy to the drying of apple (Gala) slices. Karaelmas Sci. Eng. J. 2017, 7, 228–236. [Google Scholar]
- Kumar, C.; Karim, M.A.; Joardder, M.U. Intermittent drying of food products: A critical review. J. Food Eng. 2014, 121, 48–57. [Google Scholar] [CrossRef] [Green Version]
- Özbey, M.; Söylemez, M.S. Effect of swirling flow on fluidized bed drying of wheat grains. Energy Convers. Manag. 2005, 46, 1495–1512. [Google Scholar] [CrossRef]
- Akpinar, E.K. Determination of suitable thin layer drying curve model for some vegetables and fruits. J. Food Eng. 2006, 73, 75–84. [Google Scholar] [CrossRef]
- Onwude, D.I.; Hashim, N.; Janius, R.B.; Nawi, N.M.; Abdan, K. Modeling the thin-layer drying of fruits and vegetables: A review. Compr. Rev. Food Sci. Food Saf. 2016, 15, 599–618. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abano, E.E.; Haile, M.A.; Owusu, J.; Engmann, F.N. Microwave-vacuum drying effect on drying kinetics, lycopene and ascorbic acid content of tomato slices. J. Stored Prod. Postharvest Res. 2013, 4, 11–22. [Google Scholar] [CrossRef] [Green Version]
- Abbasi, S.; Azari, S. Novel microwave–freeze drying of onion slices. Int. J. Food Sci. Technol. 2009, 44, 974–979. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Kianmehr, M.H.; Khani, S.; Ghasemi, M. Mathematical modelling of thin-layer drying of carrot. Int. Agrophys. 2009, 23, 313–317. [Google Scholar]
- Akbulut, A.; Durmuş, A. Thin layer solar drying and mathematical modeling of mulberry. Int. J. Energy Res. 2009, 33, 687–695. [Google Scholar] [CrossRef]
- Khazae, J.; Daneshmandi, S. Modeling of thin-layer drying kinetics of sesame seeds: Mathematical and neural networks modeling. Int. Agrophys. 2007, 21, 335–348. [Google Scholar]
- Henderson, S.M.; Pabis, S. Grain drying theory. I. Temperature effect on drying coefficients. J. Agric. Eng. Res. 1961, 6, 169–174. [Google Scholar]
- Silva, A.S.; Almeida, F.D.A.; Lima, E.E.; Silva, F.L.H.; Gomes, J.P. Drying kinetics of coriander (Coriandrum sativum) leaf and stem cinéticas de secado de hoja y tallo de cilantro (Coriandrum sativum). CYTA-J. Food 2008, 6, 13–19. [Google Scholar] [CrossRef]
- Rayaguru, K.; Routray, W. Mathematical modeling of thin layer drying kinetics of stone apple slices. Int. Food Res. J. 2012, 19, 1503–1510. [Google Scholar]
- Jha, A.K.; Sit, N. Drying characteristics and kinetics of colour change and degradation of phytocomponents and antioxidant activity during convective drying of deseeded Terminalia chebula fruit. J. Food Meas. Charact. 2020, 14, 2067–2077. [Google Scholar] [CrossRef]
- Batu, H.S.; Kadakal, Ç. Drying characteristics and degradation kinetics in some parameters of goji berry (Lyciumbarbarum L.) fruit during hot air drying. Ital. J. Food Sci. 2021, 33, 16–28. [Google Scholar] [CrossRef]
- Tummanichanont, C.; Phoungchandang, S.; Srzednicki, G. Effects of pretreatment and drying methods on drying characteristics and quality attributes of Andrographis paniculata. J. Food Process. Preserv. 2017, 41, e13310. [Google Scholar] [CrossRef]
- Mouhoubi, D.; Djenidi, R.; Bounechada, M. Contribution to the study of diversity, distribution, and abundance of insect fauna in salt wetlands of Setif region, Algeria. Int. J. Zool. 2019, 2013, 2128418. [Google Scholar] [CrossRef]
- Premi, M.; Sharma, H.K.; Sarkar, B.C.; Singh, C. Kinetics of drumstick leaves (Moringa oleifera) during convective drying. Afr. J. Plant Sci. 2010, 4, 391–400. [Google Scholar]
- Olalusi, A.P.; Odiase, G.E. Modeling drying characteristics of Moringa (Moringa oleifera) leaves under a mechanical convective cabinet dryer. Ann. Food Sci. Technol. 2015, 16, 27–36. [Google Scholar]
- Potisate, Y.; Phoungchandang, S. Microwave drying of Moringa oleifera (Lam.) leaves: Drying characteristics and quality aspects. Asia-Pac. J. Sci. Technol. 2015, 20, 12–25. [Google Scholar]
- Shobhit; Sharma, A.; Kajla, P.; Punia, S.; Lorenzo, J.M. Drying kinetics of pretreated drumstick (Moringa oleifera) leaves during lyophillization. Food Anal. Methods 2022, 15, 3334–3345. [Google Scholar] [CrossRef]
- Kannan, K.; Thahaaseen, A. Process optimization for drying of drumstick leaves. Indian J. Sci. 2016, 23, 275–288. [Google Scholar]
- AOAC. Official Methods of Analysis, 19th ed.; Association of Official Analytical Chemist: Washington, DC, USA, 2012. [Google Scholar]
- Midilli, A.; Kucuk, H. Mathematical modeling of thin layer drying of pistachio by using solar energy. Energy Convers. Manag. 2003, 44, 1111–1122. [Google Scholar] [CrossRef]
- Wang, Z.; Sun, J.; Liao, X.; Chen, F.; Zhao, G.; Wu, J.; Hu, X. Mathematical modeling on hot air drying of thin layer apple pomace. Food Res. Int. 2007, 40, 39–46. [Google Scholar] [CrossRef]
- Lewis, W.K. The rate of drying of solid materials. Ind. Eng. Chem. Res. 1921, 13, 427–432. [Google Scholar] [CrossRef]
- Page, G.E. Factors Influencing the Maximum Rates of Air Drying Shelled Corn in Thin Layers. Master’s Thesis, Purdue University, West Lafayette, IN, USA, 1949. [Google Scholar]
- Wang, C.Y.; Singh, R.P. Use of variable equilibrium moisture content in modeling rice drying. Trans. ASAE 1978, 11, 668–672. [Google Scholar]
- Chandra, P.K.; Singh, R.P. Applied Numerical Methods for Food and Agricultural Engineers; CRC Press: Boca Raton, FL, USA, 1995; pp. 163–167. [Google Scholar]
- Sharaf-Eldeen, Y.; Blaisdell, J.; Hamdy, M. A Model for ear corn drying. Trans. ASAE 1980, 23, 1261–1265. [Google Scholar] [CrossRef]
- Verma, L.R.; Bucklin, R.A.; Endan, J.B.; Wratten, F.T. Effects of drying air parameters on rice drying models. Trans. ASAE 1985, 28, 296–301. [Google Scholar] [CrossRef]
- Magee, T.R.A.; Hassaballah, A.A.; Murphy, W.R. Internal mass transfer during osmotic dehydration of apple slices in sugar solutions. Irish J. Food Sci. Technol. 1983, 7, 147–155. [Google Scholar]
- Midilli, A.; Kucuk, H.; Yapar, Z. A new model for single-layer drying. Dry. Technol. 2002, 20, 1503–1513. [Google Scholar] [CrossRef]
- Doymaz, İ.; İsmail, O. Drying characteristics of sweet cherry. Food Bioprod. Process. 2011, 89, 31–38. [Google Scholar] [CrossRef]
- Crank, J. The Mathematics of Diffusion; Clarendon Press: Oxford, UK, 1975; p. 414. [Google Scholar]
- Garau, M.C.; Simal, S.; Femenia, A.; Rosselló, C. Drying of orange skin: Drying kinetics modelling and functional properties. J. Food Eng. 2006, 75, 288–295. [Google Scholar] [CrossRef]
- Sengkhamparn, N.; Chanshotikul, N.; Assawajitpukdee, C.; Khamjae, T. Effects of blanching and drying on fiber rich powder from pitaya (Hylocereusundatus) peel. Int. Food Res. J. 2013, 20, 1595–1600. [Google Scholar]
- Deng, L.Z.; Pan, Z.; Mujumdar, A.S.; Zhao, J.H.; Zheng, Z.A.; Gao, Z.J.; Xiao, H.X. High humidity hot air impingement blanching (HHAIB) enhances drying quality of apricots by inactivating the enzymes, reducing drying time and altering cellular structure. Food Contr. 2019, 96, 104–111. [Google Scholar] [CrossRef]
- Babu, A.K.; Kumaresan, G.; Raj, V.A.A.; Velraj, R. Review of leaf drying: Mechanism and influencing parameters, drying methods, nutrient preservation, and mathematical models. Renew. Sustain. Energy Rev. 2018, 90, 536–556. [Google Scholar] [CrossRef]
- Brar, H.S.; Kaur, P.; Subramanian, J.; Nair, G.R.; Singh, A. Effect of chemical pretreatment on drying kinetics and physio-chemical characteristics of yellow European plums. Int. J. Fruit Sci. 2020, 20, S252–S279. [Google Scholar] [CrossRef]
- Kayran, S.; Doymaz, İ. Drying of Cataloglu apricots: The effect of sodium metabisulfite solution on drying kinetics, diffusion coefficient, and color parameters. Int. J. Fruit Sci. 2021, 21, 270–283. [Google Scholar] [CrossRef]
- Singh, S.K.; Singh, B.R.; Senger, R.S.; Kumar, P.; Patil, A.K. Drying characteristics and prediction of best fitted drying model for coriander leaves. Environ. Conserv. J. 2021, 22, 243–251. [Google Scholar] [CrossRef]
- Zielinska, M.; Markowski, M. Air drying characteristics and moisture diffusivity of carrots. Chem. Eng. Process. 2010, 49, 212–218. [Google Scholar] [CrossRef]
- Abbas, K.A.; Saleh, A.M.; Lasekan, O.; Khalil, S.K. A review on factors affecting drying process of pistachio and their impact on product’s quality. J. Agric. Sci. 2010, 2, 3–15. [Google Scholar]
- Doymaz, İ.; Tugrul, N.; Pala, M. Drying characteristics of dill and parsley leaves. J. Food Eng. 2006, 77, 559–565. [Google Scholar] [CrossRef]
- Doymaz, İ. Air-drying characteristics, effective moisture diffusivity and activation energy of grape leaves. J. Food Process. Preserv. 2012, 36, 161–168. [Google Scholar] [CrossRef]
- Wankhade, P.K.; Sapkal, R.S.; Sapkal, V.S. Drying characteristics of okra slices on drying in hot air dryer. Procedia Eng. 2013, 51, 371–374. [Google Scholar] [CrossRef]
- Zhao, D.; Zhao, C.; Tao, H.; An, K.; Ding, S.; Wang, Z. The effect of osmosis pretreatment on hot-air drying and microwave drying characteristics of chili (Capsicum annuum L.) flesh. Int. J. Food Sci. Technol. 2013, 48, 1589–1595. [Google Scholar] [CrossRef]
- Uribe, E.; Miranda, M.; Vega-Gálvez, A.; Quispe, I.; Clavería, R.; Di Scala, K. Mass transfer modelling during osmotic dehydration of jumbo squid (Dosidicus gigas): Influence of temperature on diffusion coefficients and kinetic parameters. Food Bioproc. Technol. 2011, 4, 320–326. [Google Scholar] [CrossRef]
- Sharma, R.; Joshi, V.K.; Kaushal, M. Effect of pretreatments and drying methods on quality attributes of sweet bell-pepper (Capsicum annum) powder. J. Food Sci. Technol. 2015, 52, 3433–3439. [Google Scholar] [CrossRef]
- Fijalkowska, A.; Nowacka, M.; Wiktor, A.; Sledz, M.; Witrowa-Rajchert, D. Ultrasound as a pretreatment method to improve drying kinetics and sensory properties of dried apple. J. Food Process. Eng. 2016, 39, 256–265. [Google Scholar] [CrossRef]
- Gunhan, T.; Demir, V.; Hancioglu, E.; Hepbasli, A. Mathematical modelling of drying of bay leaves. Energy Convers. Manag. 2005, 46, 1667–1679. [Google Scholar] [CrossRef]
- Mohamed, L.A.; Kouhila, M.; Jamali, A.; Lahsasni, S.; Kechaou, N.; Mahrouz, M. Single layer solar drying behaviour of Citrus aurantium leaves under forced convection. Energy Convers. Manag. 2005, 46, 1473–1483. [Google Scholar] [CrossRef]
- Taheri-Garavand, A.; Rafiee, S.; Keyhani, A. Mathematical modeling of thin layer drying kinetics of tomato influence of air dryer conditions. Int. Trans. J. Eng. Manage. Sci. Technol. 2011, 2, 147–160. [Google Scholar]
- Shimpy; Kumar, M.; Kumar, A.; Sahdev, R.K.; Manchanda, H. Comparison of groundnut drying in simple and modified natural convection greenhouse dryers: Thermal, environmental and kinetic analyses. J. Stored Prod. Res. 2022, 98, 101990. [Google Scholar] [CrossRef]
- Krishna Murthy, T.P.; Harish, A.; Rashmi, M.; Mathew, B.B.; Monisha, J. Effect of blanching and microwave power on drying behavior of green peas. Res. J. Eng. Sci. 2014, 3, 10–18. [Google Scholar]
- Amami, E.; Khezami, W.; Mezrigui, S.; Badwaik, L.S.; Bejar, A.K.; Perez, C.T.; Kechaou, N. Effect of ultrasound-assisted osmotic dehydration pretreatment on the convective drying of strawberry. Ultrason. Sonochem. 2017, 36, 286–300. [Google Scholar] [CrossRef]
- Aral, S.; Beşe, A.V. Convective drying of hawthorn fruit (Crataegus spp.): Effect of experimental parameters on drying kinetics, color, shrinkage, and rehydration capacity. Food Chem. 2016, 210, 577–584. [Google Scholar] [CrossRef]
- Nag, S.; Dash, K.K. Mathematical modeling of thin layer drying kinetics and moisture diffusivity study of elephant apple. Int. Food Res. J. 2016, 23, 2594. [Google Scholar]
- Madamba, P.S.; Driscoll, R.H.; Buckle, K.A. The thin-layer drying characteristics of garlic slices. J. Food Eng. 1966, 29, 75–97. [Google Scholar] [CrossRef]
- Premi, M.; Sharma, H.K.; Sarkar, B.C.; Upadhyay, A. Effect of air velocity and temperature on the drying kinetics of drumstick leaves (Moringa oleifera). Int. J. Food Eng. 2012, 8, 1–19. [Google Scholar] [CrossRef]
- Nourhène, B.; Mohammed, K.; Nabil, K. Experimental and mathematical investigations of convective solar drying of four varieties of olive leaves. Food Bioprod. Process. 2008, 86, 176–184. [Google Scholar] [CrossRef]
- Doymaz, İ. Mathematical modeling of drying of tomato slices using infrared radiation. J. Food Process. Preserv. 2014, 38, 389–396. [Google Scholar] [CrossRef]
- Rafiee, S.; Sharifi, M.; Keyhani, A.; Omid, M.; Jafari, A.; Mohtasebi, S.S.; Mobli, H. Modeling effective moisture diffusivity of orange slice (Thompson Cv.). Int. J. Food Prop. 2010, 13, 32–40. [Google Scholar] [CrossRef]
- Kara, C.; Doymaz, İ. Effective moisture diffusivity determination and mathematical modelling of drying curves of apple pomace. Heat Mass Transf. 2015, 51, 983–989. [Google Scholar] [CrossRef]
- Lamharrar, A.; Idlimam, A.; Alouani, A.; Kouhila, M. Modelling of thin layer solar drying kinetics and effective diffusivity of Urtica dioica leaves. J. Eng. Sci. Technol. 2017, 12, 2141–2153. [Google Scholar]
- Zogzas, N.P.; Maroulis, Z.B.; Marinos-Kouris, D. Moisture diffusivity data compilation in foodstuffs. Dry. Technol. 1996, 14, 2225–2253. [Google Scholar] [CrossRef]
- Zheng, X.; Jiang, Y.; Pan, Z. Drying and quality characteristics of different components of alfalfa. In Proceedings of the 2005 ASAE Annual Meeting, Tampa, FL, USA, 17–20 July 2005; p. 056185. [Google Scholar]








| Temperature | 50 °C | 60 °C | 70 °C | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Model | Pretreatment | Drying Constants and Coefficients | Coefficient of Determination (R2) | Chi-Square (χ2) | RMSE | Drying Constants and Coefficients | Coefficient of Determination (R2) | Chi-Square (χ2) | RMSE | Drying Constants and Coefficients | Coefficient of Determination (R2) | Chi-Square (χ2) | RMSE |
| Newton | B+NaCl | k 0.33561 | 0.998883 | 0.00027 | 0.0163 | k 0.37897 | 0.996414 | 0.00022 | 0.0144 | k 0.40388 | 0.998025 | 0.00041 | 0.0179 |
| B+NaHCO3 | k 0.23292 | 0.999168 | 0.00017 | 0.0128 | k 0.27812 | 0.999061 | 0.00015 | 0.0120 | k 0.31117 | 0.999006 | 0.00015 | 0.0120 | |
| B+KMS | k 0.20855 | 0.999416 | 0.00013 | 0.0114 | k 0.23381 | 0.999230 | 0.00012 | 0.0108 | k 0.31117 | 0.999515 | 0.00012 | 0.0108 | |
| B+BS | k 0.21771 | 0.999048 | 0.00022 | 0.0149 | k 0.27360 | 0.998518 | 0.00017 | 0.0127 | k 0.29915 | 0.998299 | 0.00034 | 0.0197 | |
| B+SB | k 0.21959 | 0.999138 | 0.00023 | 0.0146 | k 0.26385 | 0.998594 | 0.00015 | 0.0122 | k 0.29867 | 0.998761 | 0.00028 | 0.0165 | |
| UB | k 0.17627 | 0.994965 | 0.00069 | 0.0257 | k 0.22523 | 0.994207 | 0.00023 | 0.0149 | k 0.23671 | 0.995400 | 0.00066 | 0.0253 | |
| Page | B+NaCl | k 0.30310 n 1.07834 | 0.998839 | 0.00021 | 0.0143 | k 0.35629 n 1.05226 | 0.997631 | 0.00020 | 0.0138 | k 0.38130 n 1.05219 | 0.998187 | 0.00030 | 0.0169 |
| B+NaHCO3 | k 0.21539 n 1.04669 | 0.999156 | 0.00013 | 0.0113 | k 0.2587 n 1.04743 | 0.999029 | 0.00011 | 0.0117 | k 0.26754 n 1.11003 | 0.999116 | 0.00014 | 0.0116 | |
| B+KMS | k 0.16964 n 1.11582 | 0.999524 | 7.63 × 10−5 | 0.0085 | k 0.22863 n 1.01334 | 0.999307 | 6.67 × 10−5 | 0.0080 | k 0.22867 n 1.09466 | 0.999746 | 3.92 × 10−5 | 0.0061 | |
| B+BS | k 0.19018 n 1.07716 | 0.999139 | 0.00013 | 0.0113 | k 0.24518 n 1.07328 | 0.998496 | 0.00014 | 0.0121 | k 0.26724 n 1.07899 | 0.998716 | 0.00022 | 0.0145 | |
| B+SB | k 0.20591 n 1.03667 | 0.999391 | 0.00010 | 0.0101 | k 0.23177 n 1.08320 | 0.998594 | 0.00015 | 0.0105 | k 0.26959 n 1.07257 | 0.999029 | 0.00015 | 0.0122 | |
| UB | k 0.16940 n 1.01988 | 0.995590 | 0.00062 | 0.0245 | k 0.23426 n 0.97744 | 0.996536 | 0.00021 | 0.0142 | k 0.24607 n 0.97717 | 0.995873 | 0.00060 | 0.0241 | |
| Henderson and Pabis | B+NaCl | k 0.3421 0 a 1.02068 | 0.998920 | 0.00024 | 0.0150 | k 0.38516 a 1.01722 | 0.994946 | 0.00280 | 0.0514 | k 0.41046 a 1.01723 | 0.998062 | 0.00032 | 0.0173 |
| B+NaHCO3 | k 0.23788; a 1.02192 | 0.999021 | 0.00013 | 0.0115 | k 0.17792 a 0.93018 | 0.999051 | 0.00014 | 0.0118 | k 0.32070 a 1.03274 | 0.999053 | 0.00014 | 0.0118 | |
| B+KMS | k 0.21653 a 1.04052 | 0.99935 | 0.00012 | 0.0110 | k 0.23669 a 1.01254 | 0.999265 | 0.00012 | 0.0110 | k 0.27269 a 1.03255 | 0.999466 | 9.1978 × 10−5 | 0.0093 | |
| B+BS | k 0.22373 a 1.02896 | 0.998959 | 0.00017 | 0.0129 | k 0.28084 a 1.02758 | 0.998614 | 0.00016 | 0.0127 | k 0.30524 a 1.02161 | 0.998207 | 0.00031 | 0.0175 | |
| B+SB | k 0.22190 a 1.01087 | 0.999134 | 0.00017 | 0.0128 | k 0.27005 a 1.02488 | 0.998903 | 0.00013 | 0.0111 | k 0.30571 a 1.02471 | 0.998702 | 0.00021 | 0.0143 | |
| UB | k 0.17570 a 0.99675 | 0.995105 | 0.00066 | 0.0253 | k 0.22337 a 0.99163 | 0.975468 | 0.00782 | 0.0864 | k 0.23460 a 0.99096 | 0.995544 | 0.00063 | 0.0246 | |
| Temperature | 50 °C | 60 °C | 70 °C | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Model | Pretreatment | Drying Constants and Coefficients | Coefficient of Determination (R2) | Chi-Square (χ2) | RMSE | Drying Constants and Coefficients | Coefficient of Determination (R2) | Chi-Square (χ2) | RMSE | Drying Constants and Coefficients | Coefficient of Determination (R2) | Chi-Square (χ2) | RMSE |
| Logarithmic | B+NaCl | a 1.01710 k 0.34962 c 0.00657 | 0.999139 | 0.00013 | 0.0116 | a 1.01754 k 0.38441 c 0.00058 | 0.996837 | 0.00021 | 0.0116 | a 1.01665 k 0.41183 c 0.00101 | 0.998063 | 0.00031 | 0.0172 |
| B+NaHCO3 | a 1.02429 k 0.23343 c 0.23343 | 0.999294 | 0.00011 | 0.0111 | a 1.01892 k 0.27273 c 0.00986 | 0.999061 | 0.00014 | 0.0098 | a 1.03789 k 0.31103 c −0.00957 | 0.999106 | 0.00013 | 0.0135 | |
| B+ KMS | a 1.04499 k 0.20933 c −0.01032 | 0.999345 | 0.0001 | 0.0001 | a 1.01378 k 0.23417 c −0.00310 | 0.999297 | 9.11 × 10−5 | 0.0093 | a 1.03610 k 0.26603 c −0.00749 | 0.999515 | 7.28 × 10−5 | 0.0083 | |
| B+BS | a 1.03266 k 0.21725 c −0.00875 | 0.999048 | 0.00014 | 0.0112 | a 1.02891 k 0.27814 c 0.00287 | 0.998615 | 0.00017 | 0.0125 | a 1.02489 k 0.29873 c −0.00651 | 0.998299 | 0.00029 | 0.0166 | |
| B+SB | a 1.01077 k 0.22207 c 0.00023 | 0.999168 | 0.00012 | 0.0111 | a 1.02940 k 0.26168 c 0.00953 | 0.998775 | 0.00011 | 0.0103 | a 1.02230 k 0.31065 c 0.00481 | 0.998764 | 0.00019 | 0.0111 | |
| UB | a 1.00623 k 0.16313 c −0.02225 | 0.995159 | 0.00064 | 0.0248 | a 0.99455 k 0.21781 c −0.00721 | 0.994915 | 0.00041 | 0.0143 | a 0.99376 k 0.22909 c −0.00675 | 0.995573 | 0.00062 | 0.0244 | |
| Midilli–Kucuk | B+NaCl | a 1.00450 k 0.30062 n 1.10032 b 0.00071 | 0.999203 | 0.00015 | 0.0121 | a 1.00956 k 0.36266 n 1.04774 b 0.00013 | 0.996716 | 0.00013 | 0.0115 | a 1.01017 k 0.38716 n 1.05236 b 0.00029 | 0.998219 | 0.00029 | 0.0166 |
| B+NaHCO3 | a 1.01420 k 0.22641 n 1.02187 b 0.00018 | 0.999254 | 0.0001 | 0.0108 | a 1.00490 k 0.26591 n 1.02596 b −0.00039 | 0.999091 | 0.00010 | 0.0098 | a 1.01304 k 0.27718 n 1.09272 b −5.6 × 10−5 | 0.999063 | 0.00010 | 0.0101 | |
| B+KMS | a 1.01303 k 0.17814 n 1.09392 b −9.1 × 10−5 | 0.999554 | 6.81926 × 10−5 | 0.0081 | a 1.01411 k 0.24079 n 0.98573 b −0.00026 | 0.999418 | 6.0353 × 10−5 | 0.0076 | a 1.01382 k 0.23850 n 1.07478 b −7.7 × 10−5 | 0.999753 | 3.70324 × 10−5 | 0.0059 | |
| B+BS | a 1.01173 k 0.19920 n 1.05411 b −0.0002 | 0.999171 | 0.00012 | 0.0107 | a 1.01389 k 0.25392 n 1.06021 b 6.32 × 10−5 | 0.998685 | 0.00013 | 0.0112 | a 1.00555 k 0.27198 n 1.06912 b −7.9 × 10−5 | 0.998749 | 0.00021 | 0.0142 | |
| B+SB | a 0.99775 k 0.20108 n 1.05447 b 0.00029 | 0.999217 | 0.00011 | 0.0108 | a 1.00679 k 0.23818 n 1.06661 b −0.00019 | 0.998751 | 9.28903 × 10−5 | 0.0094 | a 1.00943 k 0.27077 n 1.08659 b 0.00060 | 0.999272 | 0.00014 | 0.0118 | |
| UB | a 0.99269 k 0.17612 n 0.97856 b −0.00092 | 0.995969 | 0.00053 | 0.0226 | a 1.00246 k 0.24393 n 0.94305 b −0.00067 | 0.994502 | 0.00019 | 0.0136 | a 1.00064 k 0.25335 n 0.94978 b −0.00057 | 0.996153 | 0.00054 | 0.0227 | |
| Verma et al. | B+NaCl | a 0.30330 k 0.33561 g 0.33561 | 0.998911 | 0.00027 | 0.0149 | a −0.012821 k 0.144152 g 0.37340 | 0.997286 | 0.00020 | 0.0138 | a 1.2681 × 10−1 k −1.22530 g 0.51166 | 0.99540 | 0.00066 | 0.0253 |
| B+NaHCO3 | a 0.20932 k 0.23293 g 0.23292 | 0.999138 | 0.00017 | 0.0128 | a 1.15514 k 0.24966 g 0.13376 | 0.999061 | 0.00010 | 0.0098 | a 0.24221 k 0.31117 g 0.31117 | 0.998299 | 0.00013 | 0.0112 | |
| B+KMS | a 0.20018 k 0.20855 g 0.20855 | 0.999408 | 0.00013 | 0.0114 | a 0.21023 k 0.23382 g 0.23380 | 0.999247 | 9.08063 × 10−5 | 0.0093 | a 0.21375 k 0.26453 g 0.26453 | 0.99922 | 0.00012 | 0.0108 | |
| B+BS | a 0.20153 k 0.21771 g 0.21771 | 0.999048 | 0.00023 | 0.0163 | a 1.20121 k 0.25058 g 0.16841 | 0.998205 | 0.00015 | 0.0107 | a 0.24565 k 0.29914 g 0.29915 | 0.998020 | 0.00040 | 0.0197 | |
| B+SB | a 0.20204 k 0.21995 g 0.21995 | 0.999168 | 0.00022 | 0.0146 | a 1.40683 k 0.22249 g 0.15150 | 0.998571 | 0.00012 | 0.0122 | a 0.24327 k 0.29867 g 0.29867 | 0.998761 | 0.00028 | 0.0165 | |
| UB | a 0.19487 k 0.17586 g 0.17586 | 0.994965 | 0.00069 | 0.0257 | a 0.20486 k 0.22439 g 0.22439 | 0.995379 | 0.00023 | 0.0149 | a 0.03951 k 1.22800 g 0.22835 | 0.993216 | 0.00227 | 0.0462 | |
| Temperature | 50 °C | 60 °C | 70 °C | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Model | Pretreatment | Drying Constants and Coefficients | Coefficient of Determination (R2) | Chi-Square (χ2) | RMSE | Drying Constants and Coefficients | Coefficient of Determination (R2) | Chi-Square (χ2) | RMSE | Drying Constants and Coefficients | Coefficient of Determination (R2) | Chi-Square (χ2) | RMSE |
| Two-term exponential | B+NaCl | a −2.44676 k −0.00599 | 0.827507 | 0.0758 | 0.263 | a −2.44504 k −0.00792 | 0.811528 | 0.0794 | 0.2697 | a −2.44359 k −0.00883 | 0.804629 | 0.0833 | 0.2801 |
| B+NaHCO3 | a −2.44172 k −0.00587 | 0.841985 | 0.0720 | 0.254 | a −2.44507 k −0.00673 | 0.843753 | 0.0721 | 0.2549 | a −2.44345 k −0.00779 | 0.836397 | 0.0693 | 0.2704 | |
| B+KMS | a −2.44293 k −0.00509 | 0.898917 | 0.0002 | 0.014 | a −2.43996 k −0.00587 | 0.856957 | 0.0635 | 0.2470 | a −2.44423 k −0.00619 | 0.846114 | 0.0687 | 0.2563 | |
| B+BS | a −2.44657 k −0.00509 | 0.820336 | 0.0676 | 0.270 | a −2.44272 k −0.00620 | 0.811476 | 0.0676 | 0.2759 | a −2.44701 k −0.00650 | 0.802004 | 0.0840 | 0.2835 | |
| B+SB | a −2.44559 k −0.00545 | 0.840770 | 0.0693 | 0.258 | a −2.44593 k 0.00619 | 0.822625 | 0.0759 | 0.2624 | a −2.44650 k −0.00596 | 0.819011 | 0.0763 | 0.2568 | |
| UB | a 1.02432 k 0.17587 | 0.727301 | 0.1075 | 0.321 | a −2.43851 k −0.00753 | 0.793206 | 0.0879 | 0.2887 | a −2.44039 k −0.00588 | 0.760779 | 0.0956 | 0.3030 | |
| Wang and Singh | B+NaCl | a −0.14538 b 0.00470 | 0.968806 | 0.0078 | 0.093 | a −0.18229 b 0.00753 | 0.958252 | 0.0090 | 0.0927 | a −0.20106 b 0.00923 | 0.952317 | 0.0093 | 0.1085 |
| B+NaHCO3 | a −0.12891 b 0.00387 | 0.969621 | 0.0078 | 0.086 | a −0.14996 b 0.00518 | 0.959733 | 0.0083 | 0.0889 | a −0.17221 b 0.00688 | 0.969917 | 0.0082 | 0.0856 | |
| B+KMS | a −0.11338 b 0.00296 | 0.984160 | 0.0047 | 0.067 | a −0.12858 b 0.00385 | 0.973821 | 0.0073 | 0.0838 | a −0.13922 b 0.00444 | 0.971534 | 0.0077 | 0.0891 | |
| B+BS | a −0.11487 b 0.00302 | 0.965455 | 0.0090 | 0.087 | a −0.14015 b 0.00449 | 0.951004 | 0.0108 | 0.1017 | a −0.14907 b 0.00504 | 0.957441 | 0.0113 | 0.1041 | |
| B+SB | a 0.11639 b 0.00311 | 0.9747 | 0.0080 | 0.088 | a −0.13925 b 0.00444 | 0.952139 | 0.0083 | 0.0896 | a −0.14134 b 0.00450 | 0.963466 | 0.0125 | 0.0948 | |
| UB | a −0.10529 b 0.00263 | 0.931425 | 0.0174 | 0.129 | a −0.12668 b 0.00376 | 0.948815 | 0.0135 | 0.1131 | a −0.12937 b 0.00389 | 0.947177 | 0.0135 | 0.1138 | |
| Magee | B+NaCl | a 0.69815 k −0.17168 | 0.920454 | 0.0112 | 0.078 | a 0.77737 k −0.21945 | 0.892672 | 0.0119 | 0.0932 | a 0.79934 k −0.23753 | 0.919042 | 0.0127 | 0.1096 |
| B+NaHCO3 | a 0.84125 k −0.20171 | 0.924192 | 0.0095 | 0.095 | a 0.82652 k −0.21348 | 0.938155 | 0.0090 | 0.0981 | a 0.85219 k −0.23661 | 0.935006 | 0.0107 | 0.1010 | |
| B+KMS | a 0.83083 k 0.18646 | 0.957417 | 0.0064 | 0.098 | a 0.83554 k −0.19996 | 0.946952 | 0.0077 | 0.0864 | a 0.81648 k −0.20264 | 0.940975 | 0.0083 | 0.0896 | |
| B+BS | a 0.80982 k −0.18238 | 0.936321 | 0.0111 | 0.104 | a 0.80091 k −0.19883 | 0.929585 | 0.0112 | 0.1071 | a 0.78464 k −0.20062 | 0.912434 | 0.0125 | 0.1097 | |
| B+SB | a 0.79017 k −0.17626 | 0.9353 | 0.0100 | 0.103 | a 0.81469 k −0.20227 | 0.910189 | 0.0100 | 0.1038 | a 0.74261 k −0.18129 | 0.921665 | 0.0117 | 0.1059 | |
| UB | a 0.88278 k −0.1936 | 0.858483 | 0.0175 | 0.129 | a 0.84084 k −0.20018 | 0.887385 | 0.0133 | 0.1124 | a 0.82281 k −0.19720 | 0.881824 | 0.0156 | 0.1225 | |
| Pretreatment | Effective Moisture Diffusivity (Deff) (m2/s) | Activation Energy (Ea) (KJ/mol) |
|---|---|---|
| FBD 50 °C | ||
| B+NaCl | 2.96 × 10−9 | 13.81 |
| B+NaHCO3 | 3.27 × 10−9 | 13.71 |
| B+KMS | 3.39 × 10−9 | 13.67 |
| BS | 3.08 × 10−9 | 13.75 |
| B+SB | 3.18 × 10−9 | 13.76 |
| UB | 2.92 × 10−9 | 13.85 |
| FBD 60 °C | ||
| B+NaCl | 3.05 × 10−9 | 13.96 |
| B+NaHCO3 | 3.35 × 10−9 | 13.86 |
| B+KMS | 3.48 × 10−9 | 13.81 |
| BS | 3.16 × 10−9 | 13.88 |
| B+SB | 3.31 × 10−9 | 13.90 |
| UB | 2.96 × 10−9 | 13.98 |
| FBD 70 °C | ||
| B+NaCl | 3.16 × 10−9 | 14.07 |
| B+NaHCO3 | 3.47 × 10−9 | 13.97 |
| B+KMS | 3.59 × 10−9 | 13.95 |
| BS | 3.28 × 10−9 | 14.02 |
| B+SB | 3.45 × 10−9 | 13.99 |
| UB | 3.04 × 10−9 | 14.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ambawat, S.; Sharma, A.; Saini, R.K. Mathematical Modeling of Thin Layer Drying Kinetics and Moisture Diffusivity Study of Pretreated Moringa oleifera Leaves Using Fluidized Bed Dryer. Processes 2022, 10, 2464. https://doi.org/10.3390/pr10112464
Ambawat S, Sharma A, Saini RK. Mathematical Modeling of Thin Layer Drying Kinetics and Moisture Diffusivity Study of Pretreated Moringa oleifera Leaves Using Fluidized Bed Dryer. Processes. 2022; 10(11):2464. https://doi.org/10.3390/pr10112464
Chicago/Turabian StyleAmbawat, Shobhit, Alka Sharma, and Ramesh Kumar Saini. 2022. "Mathematical Modeling of Thin Layer Drying Kinetics and Moisture Diffusivity Study of Pretreated Moringa oleifera Leaves Using Fluidized Bed Dryer" Processes 10, no. 11: 2464. https://doi.org/10.3390/pr10112464