
Process Development for Methyl Isobutyl Ketone Production Using the Low-Pressure One-Step Gas-Phase Selective Hydrogenation of Acetone

Abstract
:
1. Introduction
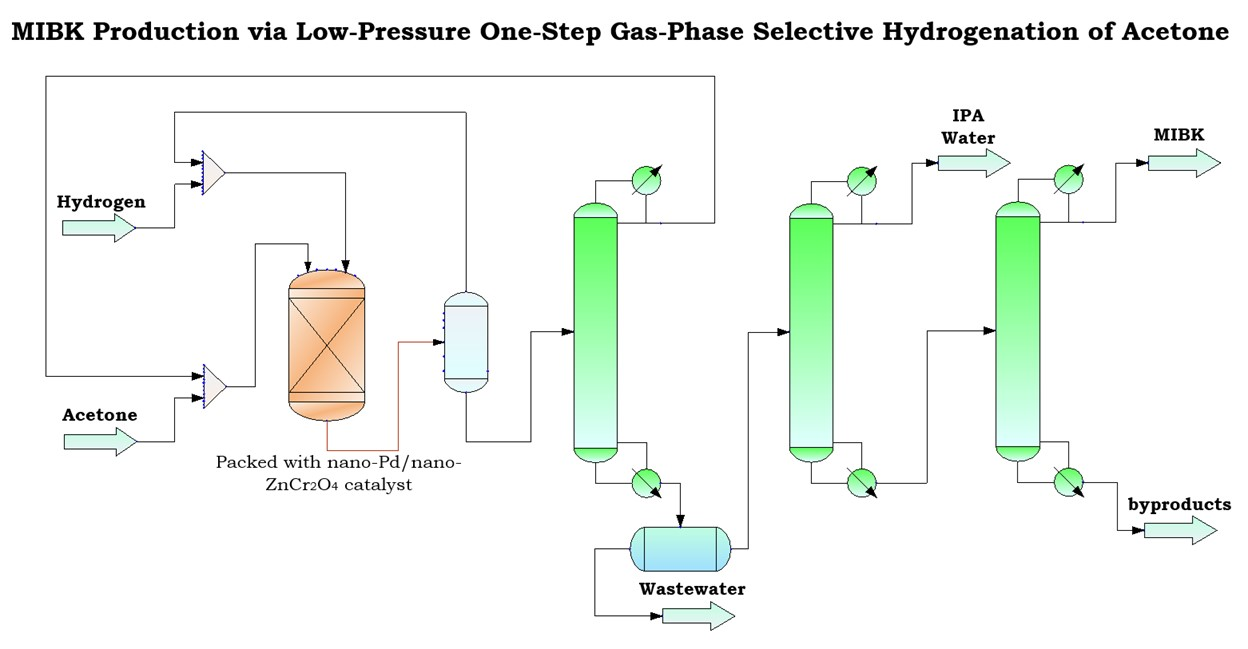
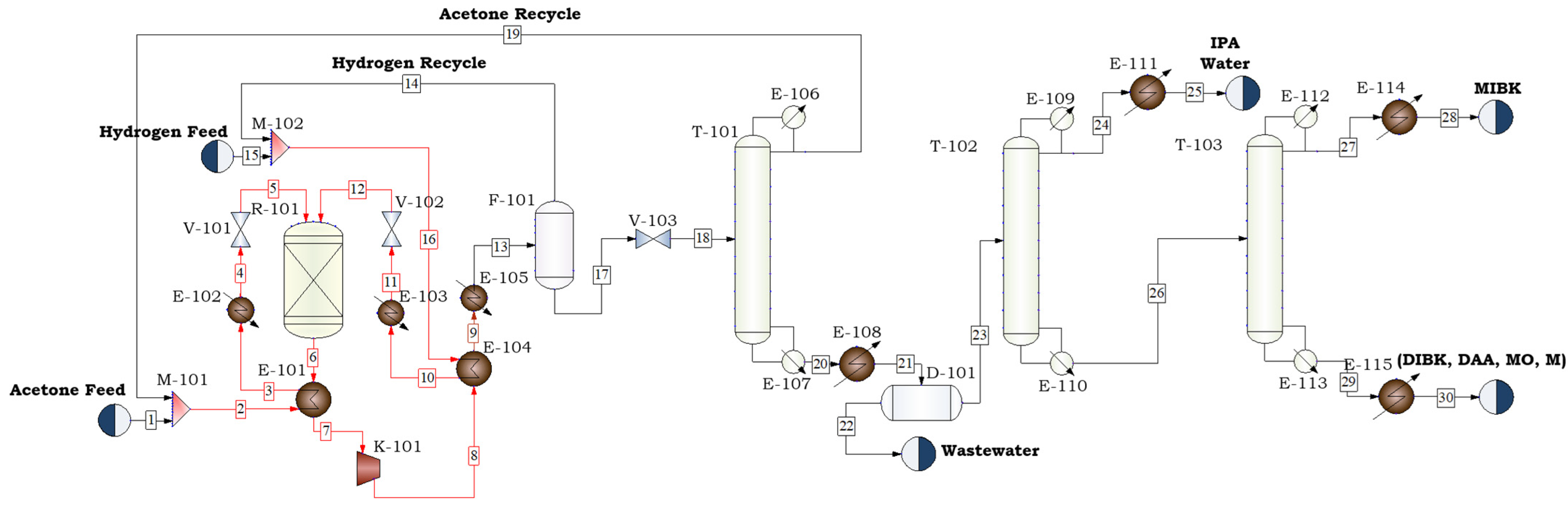
2. MIBK Process Development
3. Heat Integration in the MIBK Process
4. Economic Analysis
4.1. Purchase Cost
4.2. Raw Material and Utility Costs
4.3. Total Capital Cost
4.4. Total Product Cost
4.5. Profitability Evaluation
4.6. Economic Sensitivity Analysis
4.7. Effect of Reaction Temperature on the Process Profitability
5. Conclusions
6. Patents
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Abbreviation | Definition |
| MIBK | Methyl Isobutyl Ketone |
| CAGR | Compound Annual Growth Rate |
| DAA | Diacetone alcohol |
| MO | Mesityl oxide |
| DIBK | Diiasobutyl ketone |
| M | Mesitylene |
| IPA | Isopropyl alcohol |
| W | Water |
| FCI | Fixed Capital Investment |
| TCI | Total capital investment |
| ROI | Return on investment |
| DCFRR | Discounted Cash Flow Rate of Return |
References
- Kurbatova, M.V.; Cherentsova, M.I.; Raskulova, T.V.; Fereferov, M.Y.; Ryabtsov, A.Y. Low-temperature dewaxing of oils in the presence of an individual solvent. Vestn. ANSTU 2018, 12, 69–72. [Google Scholar]
- Smirnova, A.; Grigor’eva, L.; Ostroukhov, N. Extraction of water-soluble phenols from shale-chemical process water. Solid Fuel Chem. 2016, 50, 371–375. [Google Scholar] [CrossRef]
- Roy, C.B.; Awual, M.; Goto, M. Effect of inorganic salts on ternary equilibrium data of propionic acid-water-solvents systems. J. Appl. Sci. 2007, 7, 1053. [Google Scholar] [CrossRef] [Green Version]
- Zhiyong, Z.; Wei, Q.; Weiyang, F.; Yigui, L. A study on stoichiometry of complexes of tributyl phosphate and methyl isobutyl ketone with lithium in the presence of FeCl3. Chin. J. Chem. Eng. 2012, 20, 36–39. [Google Scholar]
- Xiang, W.; Liang, S.; Zhou, Z.; Qin, W.; Fei, W. Lithium recovery from salt lake brine by counter-current extraction using tributyl phosphate/FeCl3 in methyl isobutyl ketone. Hydrometallurgy 2017, 171, 27–32. [Google Scholar] [CrossRef]
- Verma, R.K. Single-Step MIBK Process; IHS Markit: London, UK, 2019. [Google Scholar]
- Grosse, Y.; Baan, R.; Secretan-Lauby, B.; El Ghissassi, F.; Bouvard, V.; Benbrahim-Tallaa, L.; Guha, N.; Islami, F.; Galichet, L.; Straif, K. Carcinogenicity of Chemicals in Industrial and Consumer Products, Food Contaminants and Flavourings, and Water Chlorination Byproducts; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Expert Market Research. “Global Methyl Isobutyl Ketone Market Report and Forecast 2022–2027.” Methyl Isobutyl Ketone Market Report, Size, Share, Analysis 2022–2027, 2021. Available online: https://www.expertmarketresearch.com/reports/methyl-isobutyl-ketone-market (accessed on 23 August 2022).
- Intelligence Mordor. “Methyl Isobutyl Ketone (MIBK) Market Size, Share: 2022–2027: Industry Analysis.” Methyl Isobutyl Ketone (MIBK) Market Size, Share | 2022–2027 | Industry Analysis, 2021. Available online: https://www.mordorintelligence.com/industry-reports/methyl-isobutyl-ketone-market (accessed on 23 August 2022).
- Rutala, A.W.; Weber, D.J. Guideline for Disinfection and Sterilization in Healthcare Facilities, 2008; CDC: Atlanta, GA, USA, 2008.
- Weissermel, K.; Arpe, H.-J. Industrial Organic Chemistry; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Winter, F.; van Dillen, A.J.; de Jong, K.P. Single-stage liquid-phase synthesis of methyl isobutyl ketone under mild conditions. J. Mol. Catal. A Chem. 2004, 219, 273–281. [Google Scholar] [CrossRef] [Green Version]
- Torres, G.; Apesteguia, C.R.; di Cosimo, J.I. One-step methyl isobutyl ketone (MIBK) synthesis from 2-propanol: Catalyst and reaction condition optimization. Appl. Catal. A Gen. 2007, 317, 161–170. [Google Scholar] [CrossRef]
- Lei, Z.; Li, J.; Li, C.; Chen, B. Improvement of separation process of synthesizing MIBK by the isopropanol one-step method. Korean J. Chem. Eng. 2006, 23, 264–270. [Google Scholar] [CrossRef]
- Cosimo, J.; Torres, G.; Apesteguıa, C. One-step MIBK synthesis: A new process from 2-propanol. J. Catal. 2002, 208, 114–123. [Google Scholar] [CrossRef]
- Mattos, V.L.; Noronha, F.B.; Monteiro, J.L.F. Bifunctional metal/base catalysts (Pt/X) for the direct synthesis of MIBK from acetone. J. Catal. 2002, 209, 166–176. [Google Scholar] [CrossRef]
- Mayevskiy, M.; Frolkova, A.; Frolkova, A. Separation and purification of methyl isobutyl ketone from acetone + isopropanol + water + methyl isobutyl ketone + methyl isobutyl carbinol + diisobutyl ketone mixture. ACS Omega 2020, 5, 25365–25370. [Google Scholar] [CrossRef] [PubMed]
- Bagabas, A.A.; Mokhtar, M.; Akhmedov, V.; Narasimharao, K.; Basahel, S.N.; Al-Rabiah, A. Ru–C–ZnO Composite Catalysts for the Synthesis of Methyl Isobutyl Ketone via Single Step Gas Phase Acetone Self-Condensation. Catal. Lett. 2014, 144, 1278–1288. [Google Scholar] [CrossRef]
- Gamman, J.J.; Jackson, S.D.; Wigzell, F.A. Synthesis of methyl isobutyl ketone over Pd/MgO/SiO2. Ind. Eng. Chem. Res. 2010, 49, 8439–8443. [Google Scholar] [CrossRef]
- Bagabas, A.A.; Akhmedov, V.M.; Al-Rabiah, A.; Mostafa, M.M.M. Synthesizing and Utilizing Novel Nano Crystalline Zinc Chromate Supported Nano Palladium Catalyst. U.S. Patent US 7,951,976, 31 May 2011. [Google Scholar]
- Kelkar, V.V.; Vaibhav, V.; Lionel, K.; O’Young, C.; Wibowo, M.; Kelkar, H.; Chung, C. Two-Step System and Method for the Production of Methyl Isobutyl Ketone. U.S. Patent US 9120734B2, September 2015. [Google Scholar]
- Shylesh, S.; Hanna, D.; Gomes, J.; Canlas, C.G.; Head-Gordon, M.; Bell, A.T. The Role of Hydroxyl Group Acidity on the Activity of Silica-Supported Secondary Amines for the Self-Condensation of n-Butanal. ChemSusChem 2015, 8, 466–472. [Google Scholar] [CrossRef] [PubMed]
- Talwalkar, S.; Mahajani, S. Synthesis of methyl isobutyl ketone from acetone over metal-doped ion exchange resin catalyst. Appl. Catal. A Gen. 2006, 302, 140–148. [Google Scholar] [CrossRef]
- Nicol, W.; du Toit, E.L. One-step methyl isobutyl ketone synthesis from acetone and hydrogen using Amberlyst® CH28. Chem. Eng. Process. Process Intensif. 2004, 43, 1539–1545. [Google Scholar] [CrossRef]
- Zhang, S.; Wu, P.; Yang, L.; Zhou, Y.; Zhong, H. An efficient bifunctional catalyst of TiO2 coating and supported Pd on cordierite for one-pot synthesis of MIBK from acetone. Catal. Commun. 2015, 71, 61–64. [Google Scholar] [CrossRef]
- Rao, P.V.R.; Kumar, V.P.; Rao, G.S.; Chary, K.V. Vapor phase selective hydrogenation of acetone to methyl isobutyl ketone (MIBK) over Ni/CeO2 catalysts. Catal. Sci. Technol. 2012, 2, 1665–1673. [Google Scholar] [CrossRef]
- Nikolopoulos, A.; Jang, B.-L.; Spivey, J. Acetone condensation and selective hydrogenation to MIBK on Pd and Pt hydrotalcite-derived MgAl mixed oxide catalysts. Appl. Catal. A Gen. 2005, 296, 128–136. [Google Scholar] [CrossRef]
- Chen, Y.; Hwang, C.; Liaw, C. One-step synthesis of methyl isobutyl ketone from acetone with calcined Mg/Al hydrotalcite-supported palladium or nickel catalysts. Appl. Catal. A Gen. 1998, 169, 207–214. [Google Scholar] [CrossRef]
- Ho, C.R.; Zheng, S.; Shylesh, S.; Bell, A.T. The mechanism and kinetics of methyl isobutyl ketone synthesis from acetone over ion-exchanged hydroxyapatite. J. Catal. 2018, 365, 174–183. [Google Scholar] [CrossRef] [Green Version]
- Schmitt, K.; Disteldorf, J.; Flakus, W.; Hubel, W. Process for preparing methyl isobutyl ketone and catalyst. U.S. Patent US 3,953,517, April 1976. [Google Scholar]
- Rase, H.F. Handbook of Commercial Catalysts: Heterogeneous Catalysts; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Kozhevnikova, F.E.; Kozhevnikov, I.V. One-step synthesis of methyl isobutyl ketone from acetone catalysed by Pd supported on ZnII–CrIII mixed oxide. J. Catal. 2006, 238, 286–292. [Google Scholar] [CrossRef]
- Guisnet, M. Heterogeneous catalysis and fine chemicals. In International Symposium on Heterogeneous Catalysis and Fine Chemicals (1988: Poitiers, France); Distributors for the US and Canada; Elsevier Science Pub. Co.: Amsterdam, The Netherlands, 1988. [Google Scholar]
- Zhu, Q.; Duan, H.; Lin, B.; Zhu, Y.; Hu, Y.; Zhou, Y. Higher Acetone Conversion Obtained Over a TiO2–Pd Bifunctional Catalyst for Liquid-Phase Synthesis of Methyl Isobutyl Ketone: The Role of Al2O3 Support. Catal. Lett. 2019, 149, 2636–2644. [Google Scholar] [CrossRef]
- Lin, B.; Xu, F.; Hu, Y.; Du, X.; Zou, Y.; Xie, H.; Wang, K.; Zhou, Y. An efficient multifunctional catalyst for one-pot synthesis of methyl isobutyl ketone: Phosphor-doped h-BN with adjustable acid-base property as support. Catal. Commun. 2021, 150, 106276. [Google Scholar] [CrossRef]
- Duan, H.; Wang, Z.; Cui, L.; Lin, B.; Zhou, Y. Stability Investigation of a Supported TiO2–Pd Bifunctional Catalyst over the One-Pot Liquid-Phase Synthesis of Methyl Isobutyl Ketone from Acetone and H2. Ind. Eng. Chem. Res. 2018, 57, 12358–12366. [Google Scholar] [CrossRef]
- Zhu, Q.; Dai, H. Exposure Assessment of Emerging Chemicals and Novel Screening Strategies. In Emerging Chemicals and Human Health; Springer: Berlin, Germany, 2019; pp. 9–26. [Google Scholar]
- Zhu, Y.; Lin, B.; Hu, Y.; Cai, Z.; Xie, H.; Wang, K.; Zhou, Y. Enhanced stability of Pd/SPS catalyst over the one-pot liquid-phase synthesis of methyl isobutyl ketone by adding GO. Mol. Catal. 2019, 478, 110609. [Google Scholar] [CrossRef]
- Liu, M.; Liu, G.; Zhou, Y.; Han, K.; Ye, H. Sulfonated graphene oxide supported Pd bifunctional catalyst for one-pot synthesis of methyl isobutyl ketone from acetone with high conversion and selectivity. J. Mol. Catal. A Chem. 2015, 408, 85–90. [Google Scholar] [CrossRef]
- Al-Rabiah, A.A.; Bagabas, A.A.; Malik, A.V. Low Pressure One-Step Gas-Phase Process for Production of Methyl Isobutyl Ketone. U.S. Patent US 8,101,805, 24 January 2012. [Google Scholar]
- Al-Rabiah, A.A.; Bagabas, A.A.; Akhmedov, V.M. Low Pressure One-Step Gas-Phase Process for Production of Methyl Isobutyl Ketone. E.P. Patent E.P. 2,532,642 B1, 25 January 2017. [Google Scholar]
- Peters, M.; Timmerhaus, K.; West, R. Plant Design and Economics for Chemical Engineers, 5th ed.; McGraw Hill: New York, NY, USA, 2016. [Google Scholar]
- Alexandre, C.D. Chapter 19—Economic Evaluation of Projects. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2014; Volume 35, pp. 717–755. [Google Scholar]
- Thomas, M. Chemical Engineering Plant Cost Index. In Chemical Engineering; The U.S. Department of Labor’s Bureau of Labor Statistics: Washington, DC, USA, 2022. [Google Scholar]
- Chemanalyst. Chemical Price Analysis, Chemical Latest Prices | ChemAnalyst. 2022. Available online: https://www.chemanalyst.com/Pricing/Pricingoverview (accessed on 23 August 2022).
- Turton, R.; Bailie, R.C.; Whiting, W.B.; Shaeiwitz, J.A. Analysis, Synthesis, and Design of Chemical Processes, 5th ed.; Prentice Hall: Hoboken, NJ, USA, 2018. [Google Scholar]
- Hong, S.C.; Musso, T.J. Simons Oil-Price Shocks and the Chemical Industry: Preparing for a Volatile Environment; McKinsey and Company: Atlanta, GA, USA, 2015. [Google Scholar]
- Knight, P. Oil and Gas Market Volatile, Petrochemical Market May Follow Suit If Invasion Prolongs; University of California Press: Berkley, CA, USA, 2022. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Acetone Conversion% | Selectivity | |||||
|---|---|---|---|---|---|---|---|
| MIBK | DIBK | MO | M | IPA | DA & Others | ||
| 200 | 20.1 | 40.6 | 10.2 | 6.1 | 2.1 | 40.7 | 0.3 |
| 250 | 40.7 | 53.9 | 12.3 | 4.4 | 2.5 | 25.8 | 1.1 |
| 300 | 66 | 69.4 | 12.4 | 2.1 | 2.6 | 11.2 | 2.3 |
| 350 | 77.3 | 72.1 | 13.5 | 2.2 | 2.7 | 5.4 | 4.1 |
| Streams | Acetone Mixed Feed (S-2) | Hydrogen Mixed Feed (S-16) | Reactor Effluent (S-6) | Acetone Recycle (S-19) | Hydrogen Recycle (S-14) | Waste-Water (S-22) | (IPA + Water) Product (S-25) | MIBK Product (S-28) | (DIBK, DAA, MO, M) Product (S-30) |
|---|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 74.29 | 34.74 | 300 | 61.49 | 35 | 70 | 40 | 40 | 40 |
| Pressure (atm) | 1.8 | 5.9 | 1 | 1.8 | 5.9 | 1.4 | 1.4 | 1.9 | 2.4 |
| Enthalpy (MJ/h) | −37,473.6 | −2720.4 | −35,506.3 | −10,788 | −2695.83 | −12,968.1 | −5515 | −12,209.8 | −3039.6 |
| Molar vapor fraction | 0.29 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 |
| Molar flow rate (kmol/h) | 160.11 | 342.63 | 443.12 | 50.13 | 283.34 | 45.94 | 18.02 | 37.46 | 8.25 |
| Mass flow rate (kg/h) | 9224.8 | 1266.14 | 10,491 | 2837.35 | 1146.63 | 827.54 | −5515 | 3748.6 | 1054.04 |
| Component flow rates (kmol/h) | |||||||||
| Hydrogen | 0.0109 | 331.31 | 272 | 0.0109 | 272 | 0 | 0 | 0 | 0 |
| Acetone | 158.3 | 7.64 | 56.4 | 48.27 | 7.64 | 0 | 0.49 | 0 | 0 |
| MIBK | 0 | 0.75 | 38.75 | 0 | 0.75 | 0 | 0.2492 | 37.37 | 0.38 |
| Water | 1.84 | 2.36 | 55.24 | 1.84 | 2.36 | 45.94 | 5.1 | 0 | 0 |
| DAA | 0 | 0.0012 | 1.26 | 0 | 0.0012 | 0 | 0 | 0 | 1.26 |
| MO | 0 | 0.0115 | 1.16 | 0 | 0.0115 | 0 | 0 | 0.0065 | 1.15 |
| M | 0 | 0.0148 | 0.9637 | 0 | 0.0148 | 0 | 0 | 0 | 0.9489 |
| IPA | 0.00645 | 0.5225 | 12.79 | 0.0065 | 0.5225 | 0 | 12.18 | 0.0883 | 0 |
| DIBK | 0 | 0.0155 | 4.54 | 0 | 0.0155 | 0 | 0 | 0 | 4.53 |
| Item | Price Unit |
|---|---|
| Raw Materials | |
| Acetone | $790/ton |
| Hydrogen | $2500/ton |
| Utilities | |
| High-pressure steam (hps) | $5.66/GJ |
| Medium-pressure steam (mps) | $4.77/GJ |
| Low-pressure steam (lps) | $4.54/GJ |
| Boiler feed water | $1.532/1000 kg |
| Cooling water (cw) | $15.7/1000 m3 |
| Electricity | $0.0674/kWh |
| Products | |
| Methyl isobutyl ketone (MIBK) | $2120/ton |
| Isopropanol (IPA) | $1540/ton |
| (DAA, DIBK, MO, M) | $1300/ton |
| Factor | Value |
|---|---|
| Total Raw Material Cost | $42.71 million/y |
| Total Utility Cost | $1.646 million/y |
| Fixed Capital Investment (FCI) | $25.68 million |
| Total Capital Investment (TCI) | $30.22 million |
| Depreciation | MACRS, 5 years recovery period |
| Total Product Cost | $55.78 million/y |
| Revenue | $83.81 million/y |
| Return on Investment (ROI) | 29.6%/y |
| Payback Period | 2.2 y |
| Net Present Worth (at i = 15%) | $28.93 million |
| Discounted Cash Flow Rate of Return (DCFRR) | 26.6% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Rabiah, A.A.; Alkathiri, R.R.; Bagabas, A.A. Process Development for Methyl Isobutyl Ketone Production Using the Low-Pressure One-Step Gas-Phase Selective Hydrogenation of Acetone. Processes 2022, 10, 1992. https://doi.org/10.3390/pr10101992
Al-Rabiah AA, Alkathiri RR, Bagabas AA. Process Development for Methyl Isobutyl Ketone Production Using the Low-Pressure One-Step Gas-Phase Selective Hydrogenation of Acetone. Processes. 2022; 10(10):1992. https://doi.org/10.3390/pr10101992
Chicago/Turabian StyleAl-Rabiah, Abdulrahman A., Raed R. Alkathiri, and Abdulaziz A. Bagabas. 2022. "Process Development for Methyl Isobutyl Ketone Production Using the Low-Pressure One-Step Gas-Phase Selective Hydrogenation of Acetone" Processes 10, no. 10: 1992. https://doi.org/10.3390/pr10101992