

Alternative Geometries for 3D Bioprinting of Calcium Phosphate Cement as Bone Substitute
 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Three-Dimensional Printing
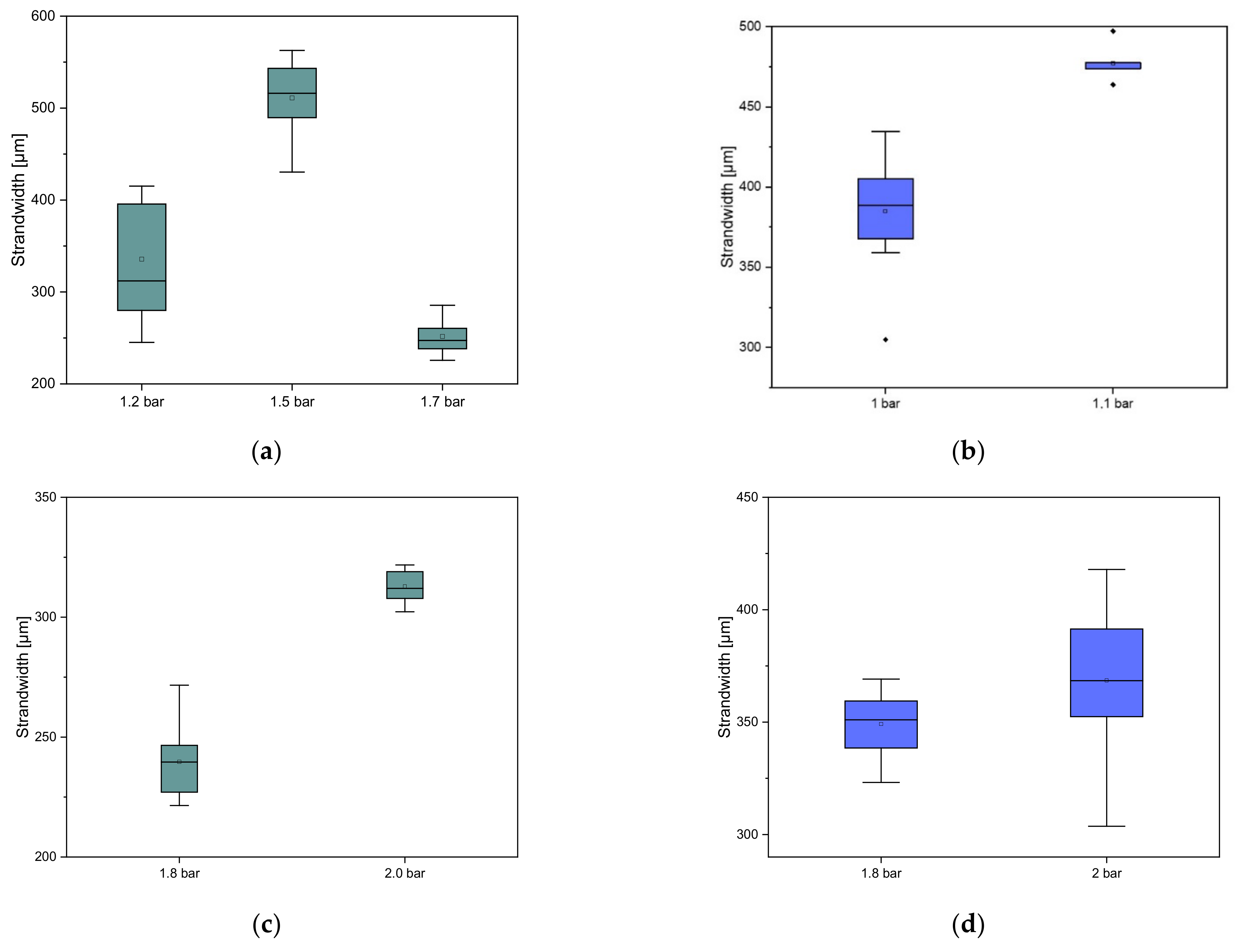
2.2.1. Optimizing Printing Parameters
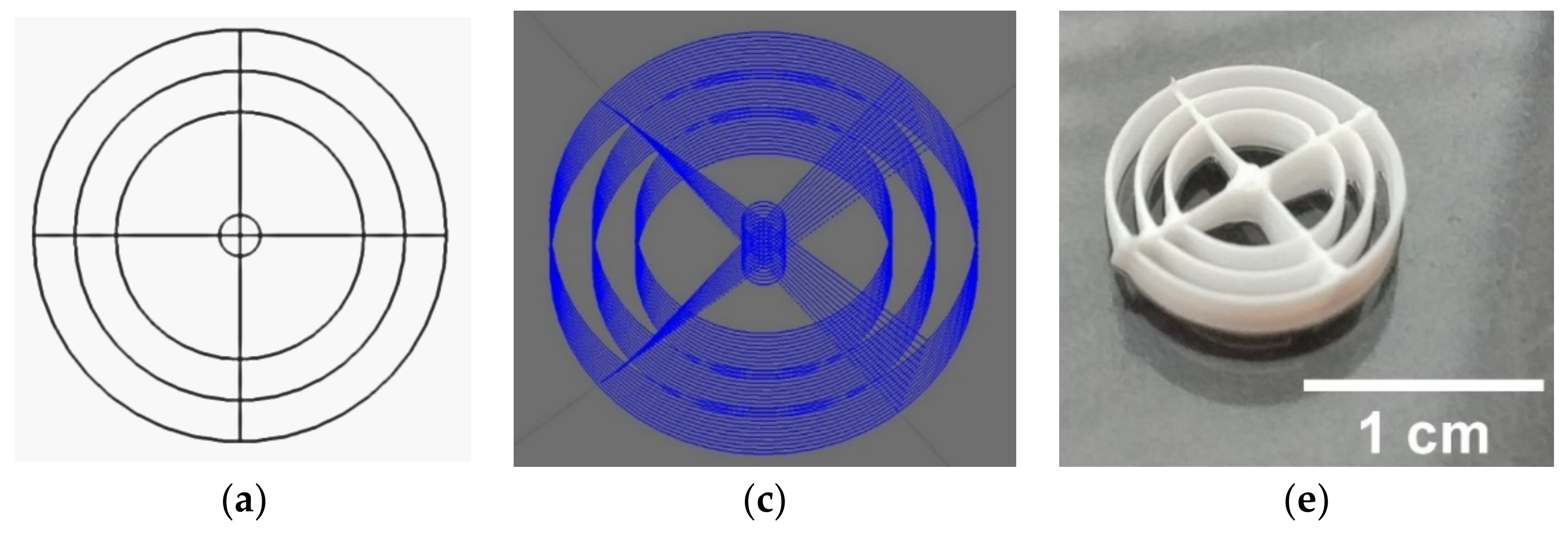
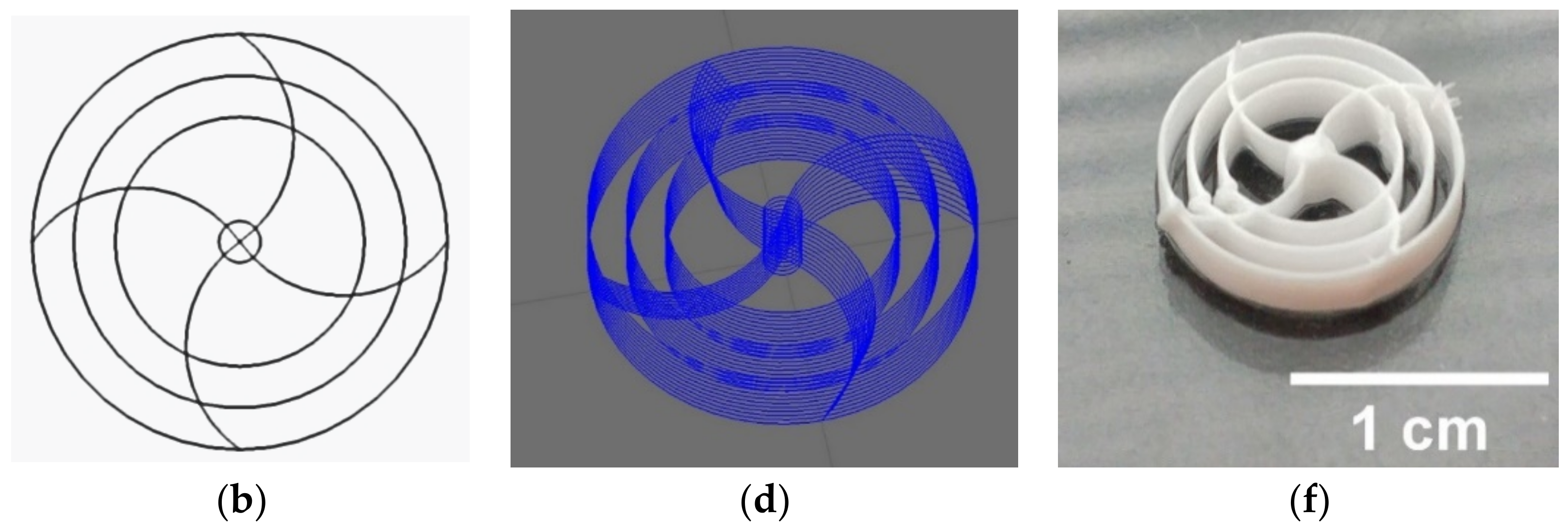
2.2.2. Printing the Round Geometries
2.3. Characterization of the Scaffolds
2.4. Postprocessing of the Scaffolds
2.5. Biocompatibility
2.5.1. Live/Dead Assay
2.5.2. Cell Proliferation (WST-I)
2.5.3. Cytotoxicity (LDH Assay)
2.6. Statistics
3. Results
3.1. Three-Dimensional Printing Parameters
3.2. Characterization of the Scaffolds
3.2.1. Dimensions
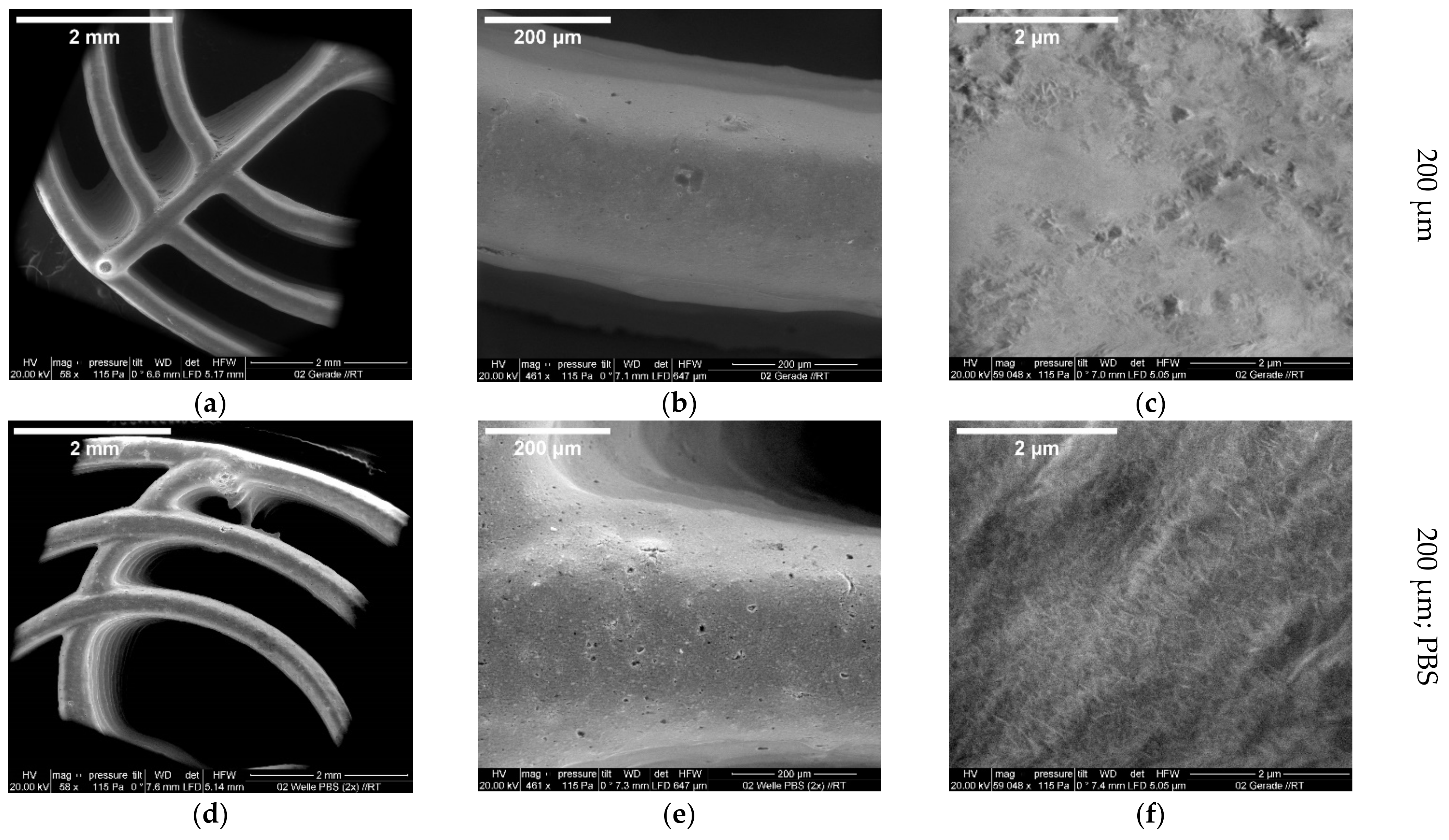
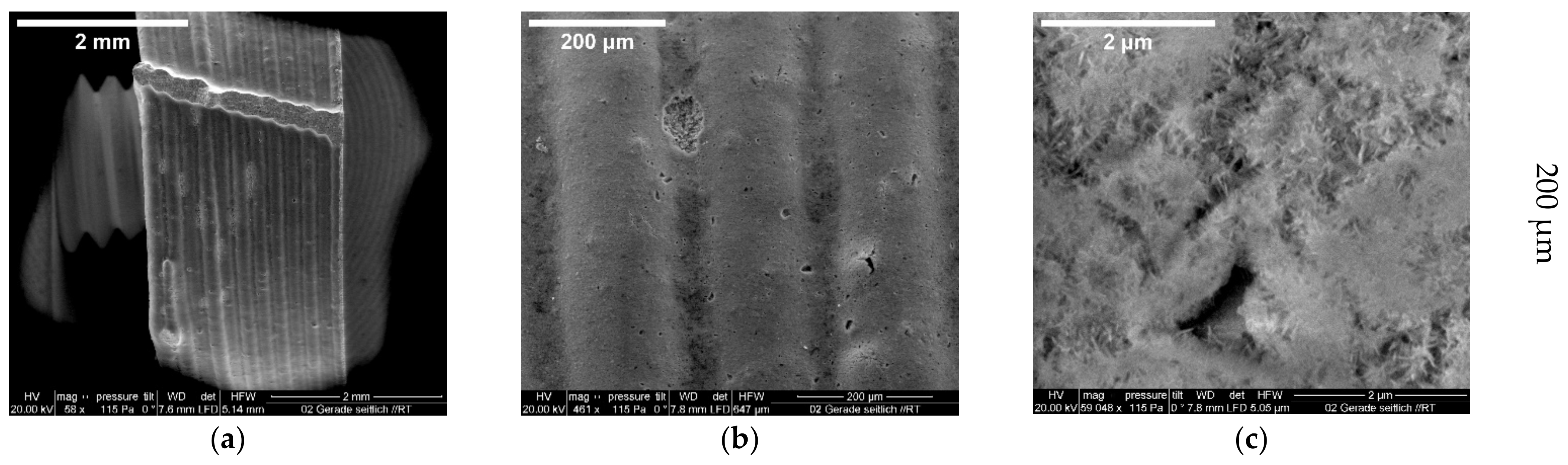
3.2.2. ESEM Measurements
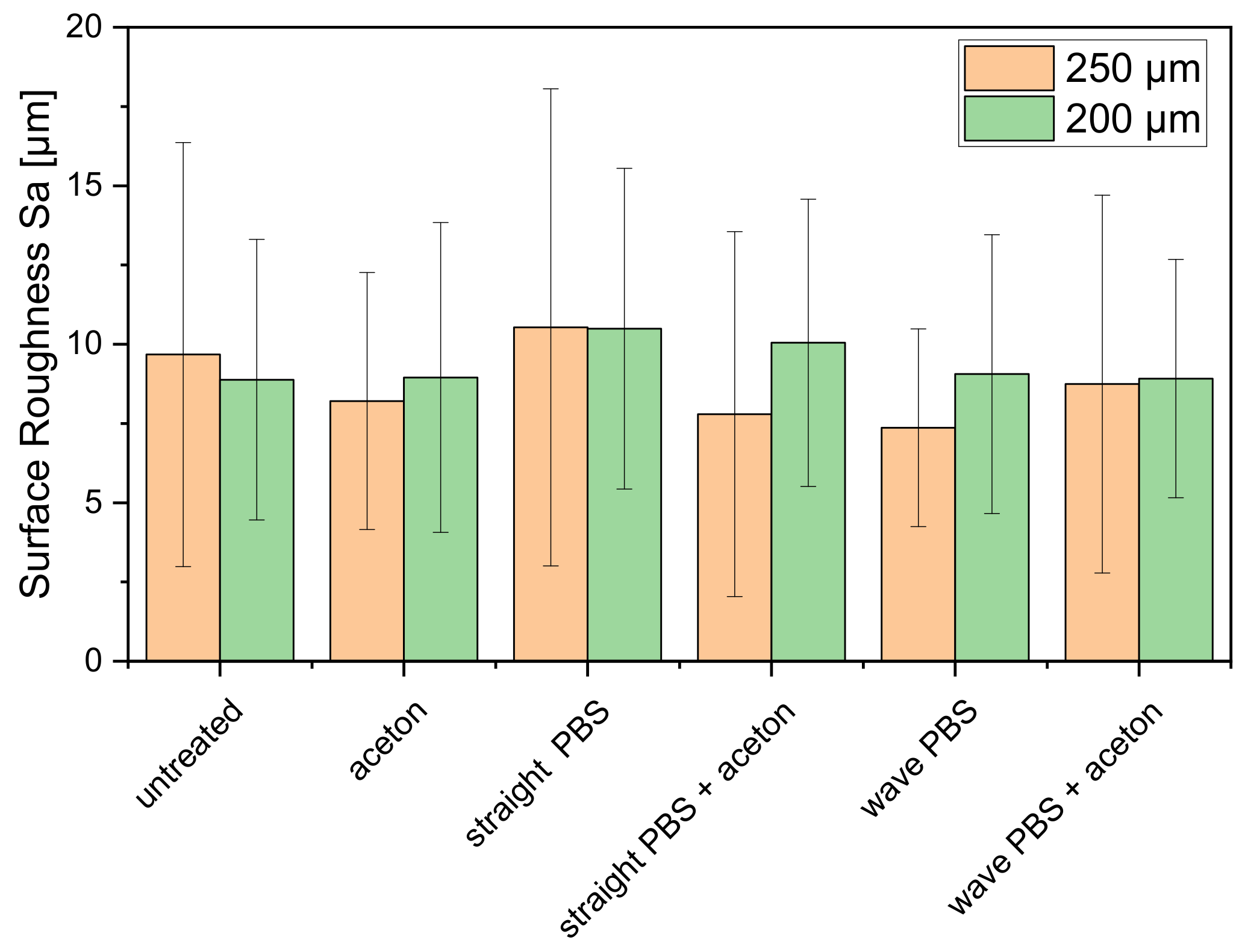
3.2.3. Three-Dimensional Laser Scanning Microscopy
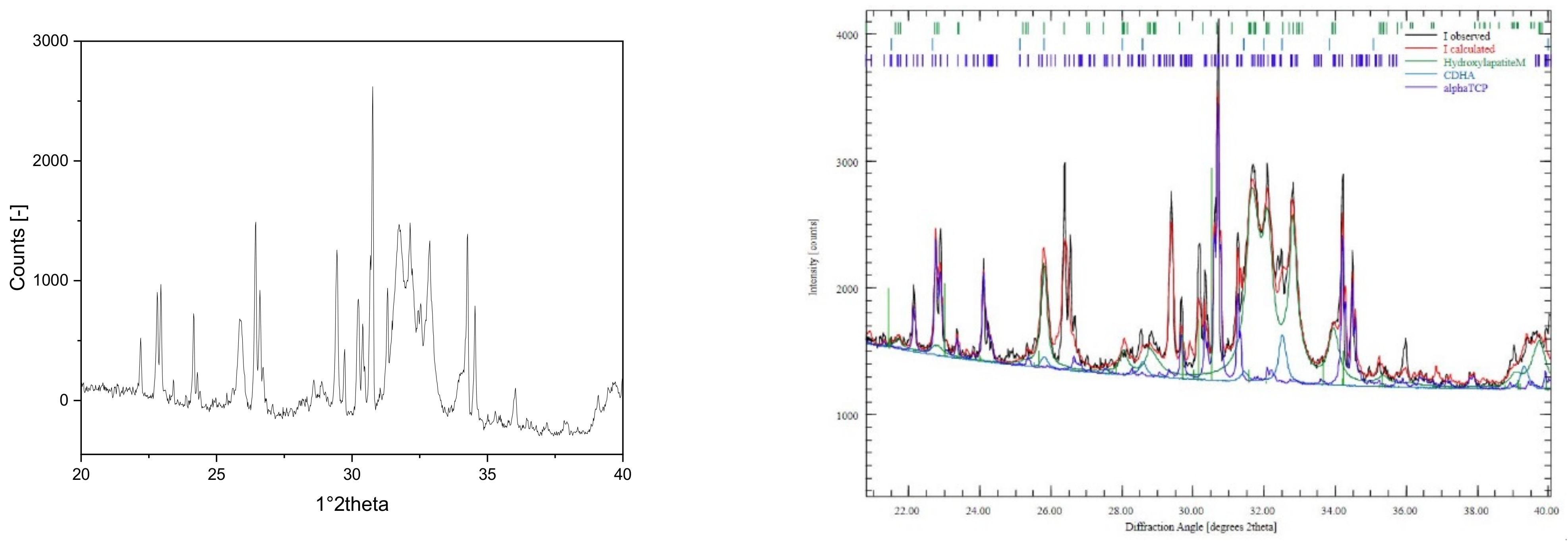
3.2.4. XRD
3.3. Biocompatibility
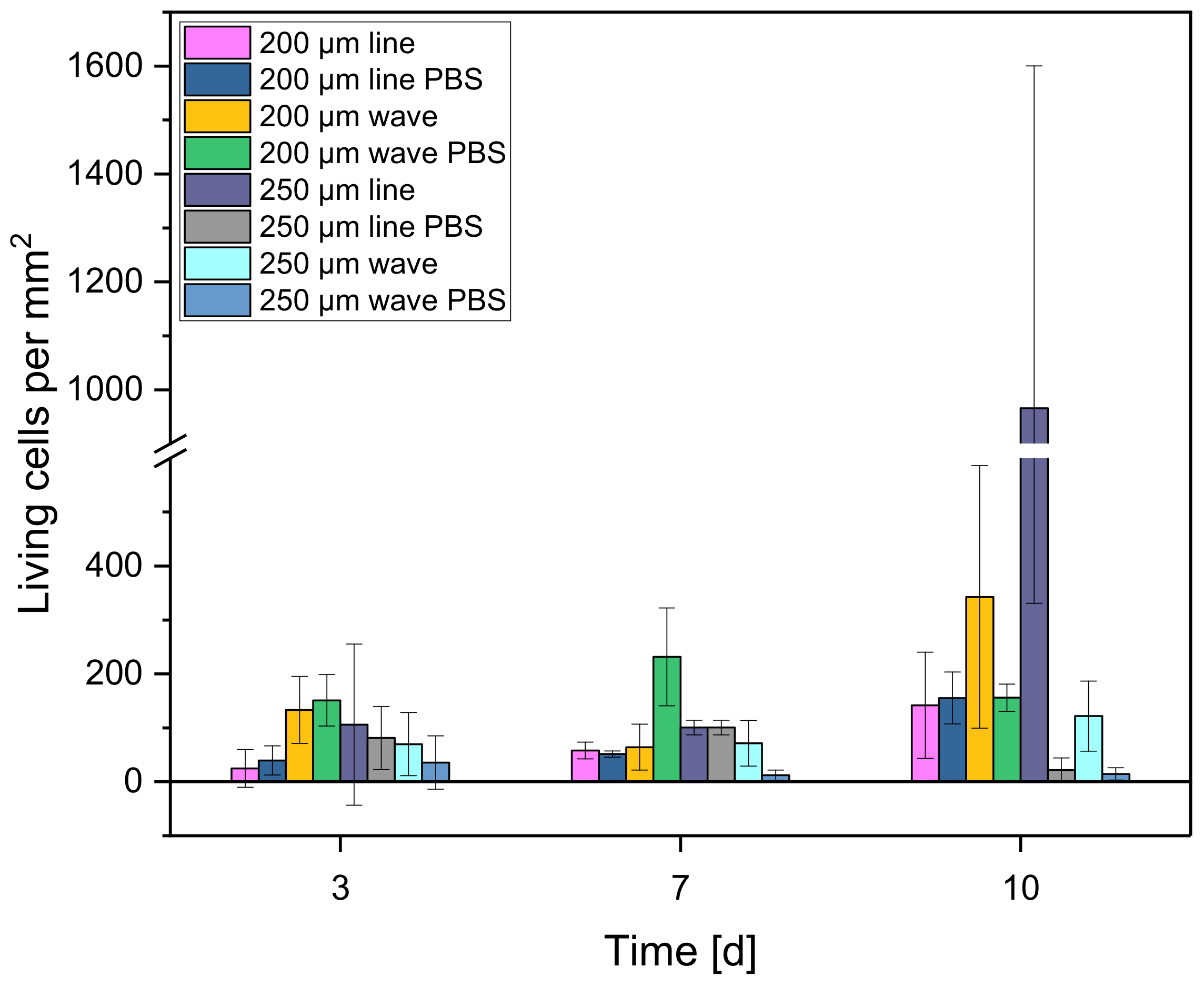
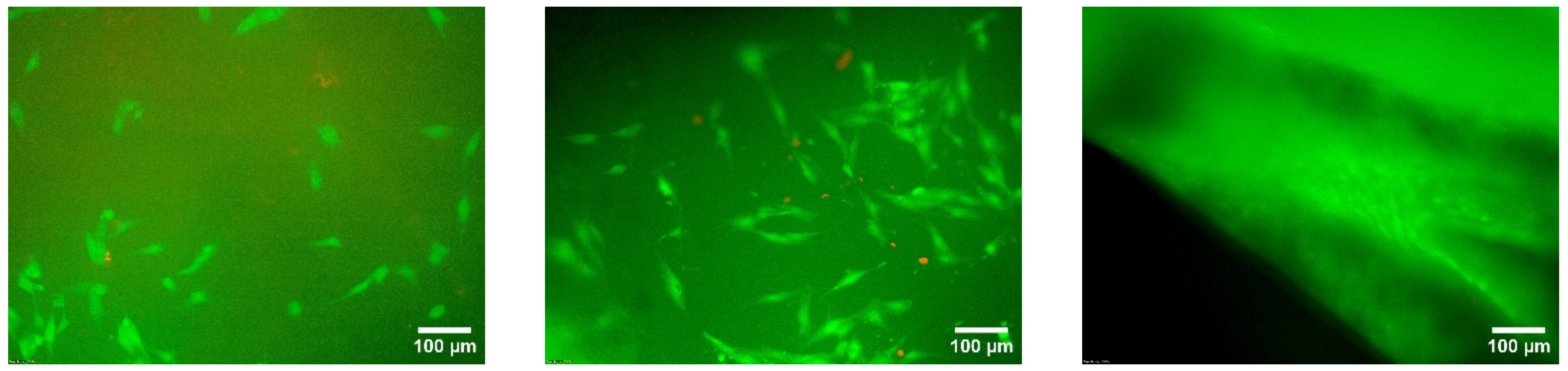
3.3.1. Live/Dead Assay
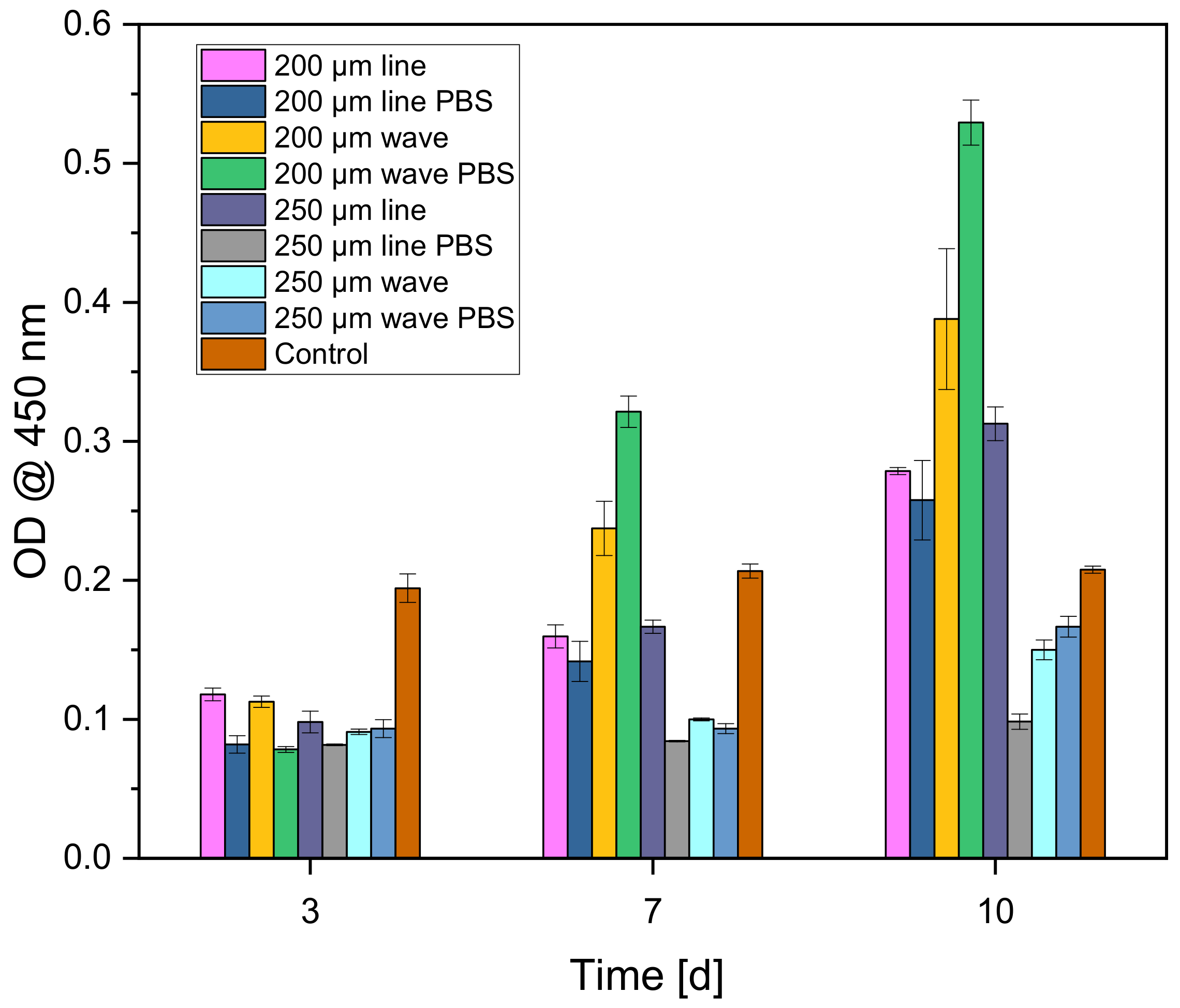
3.3.2. Cell Proliferation (WST-I)
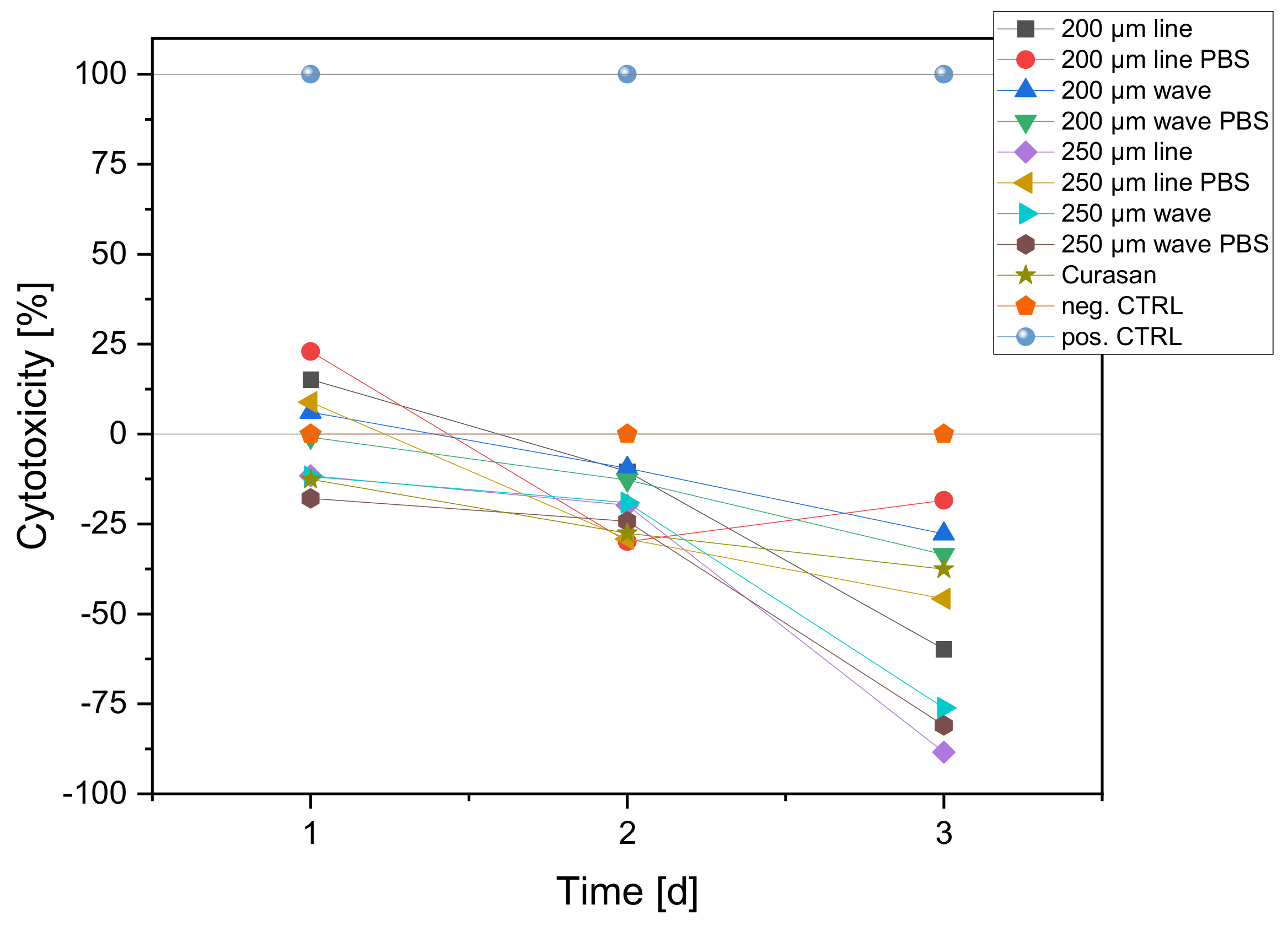
3.3.3. Cytotoxicity (LDH Assay)
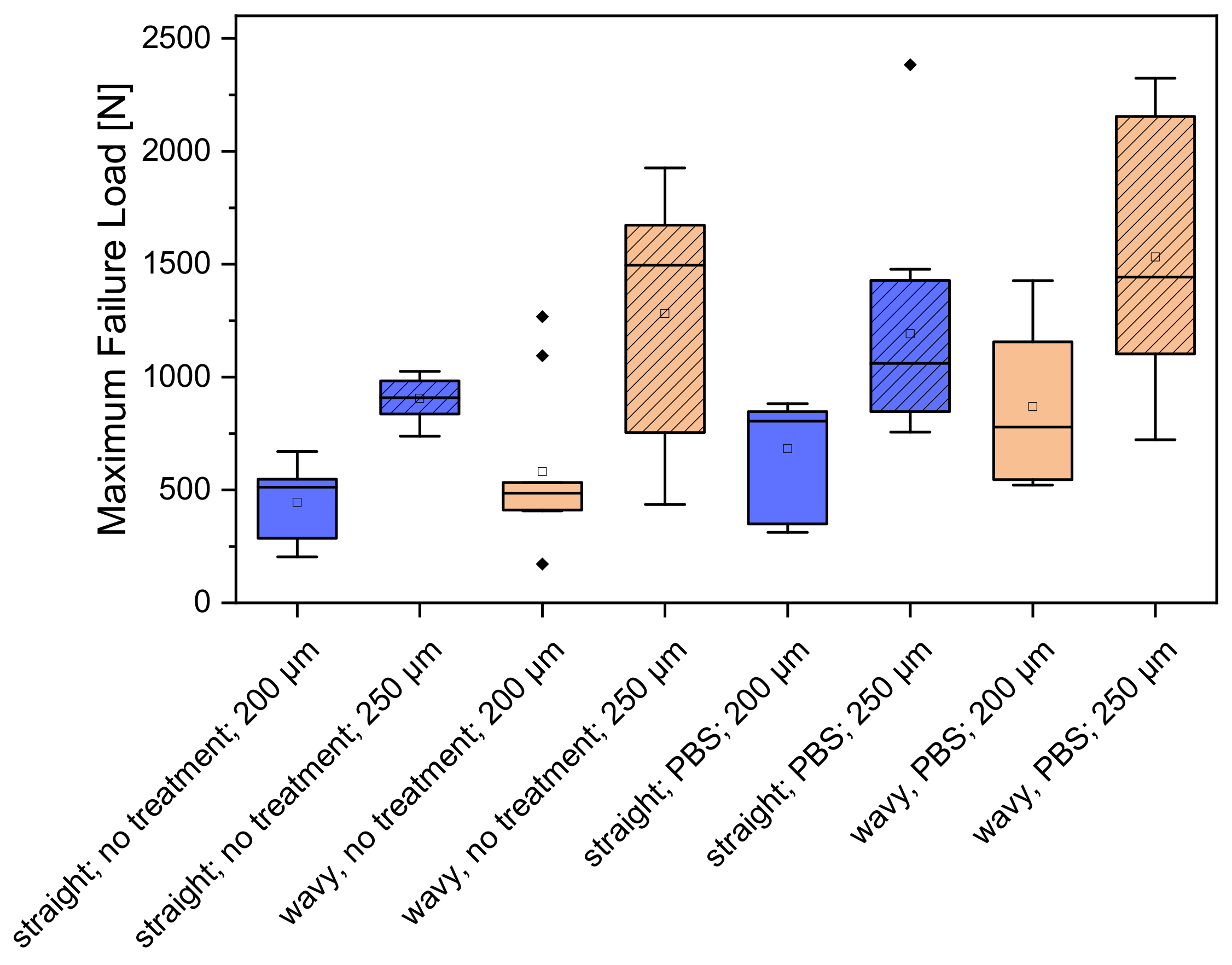
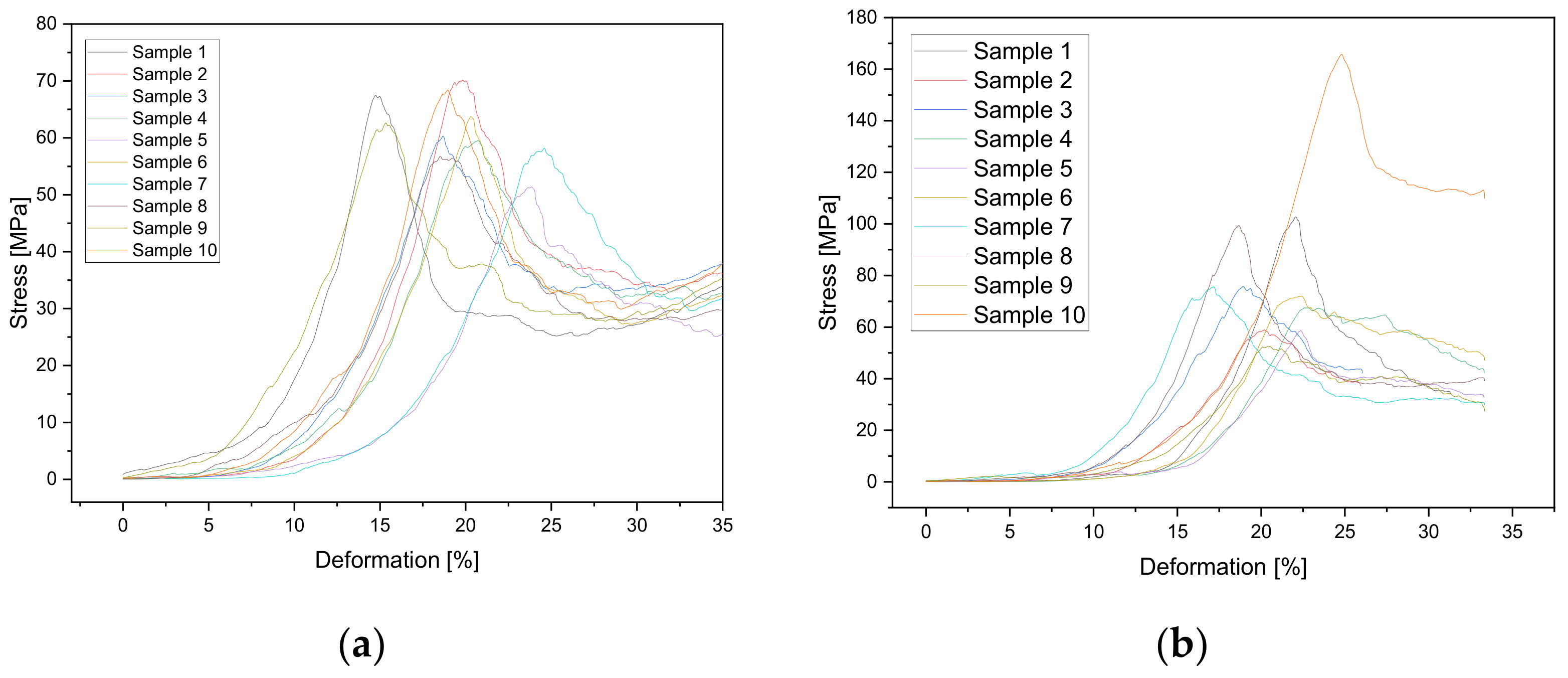
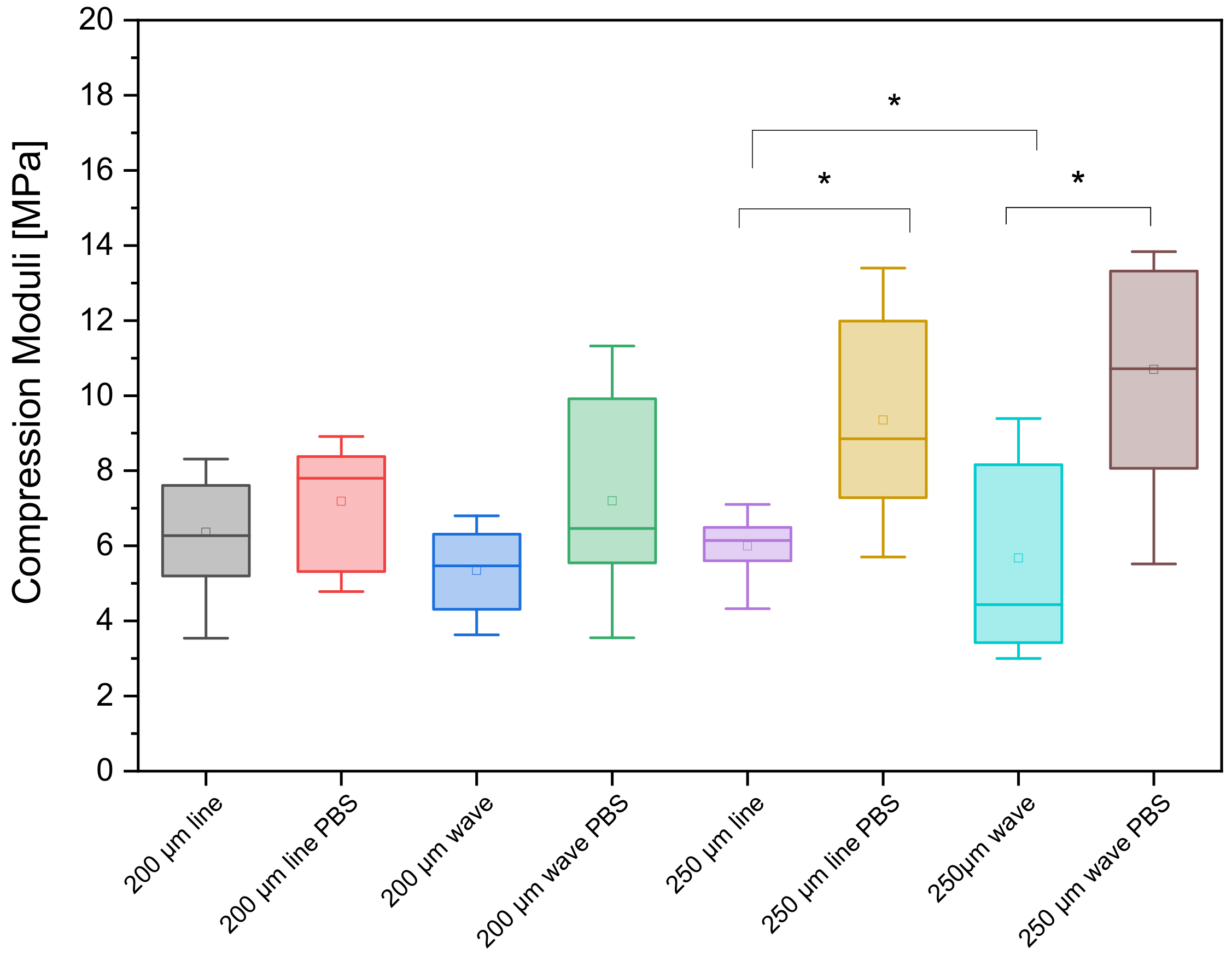
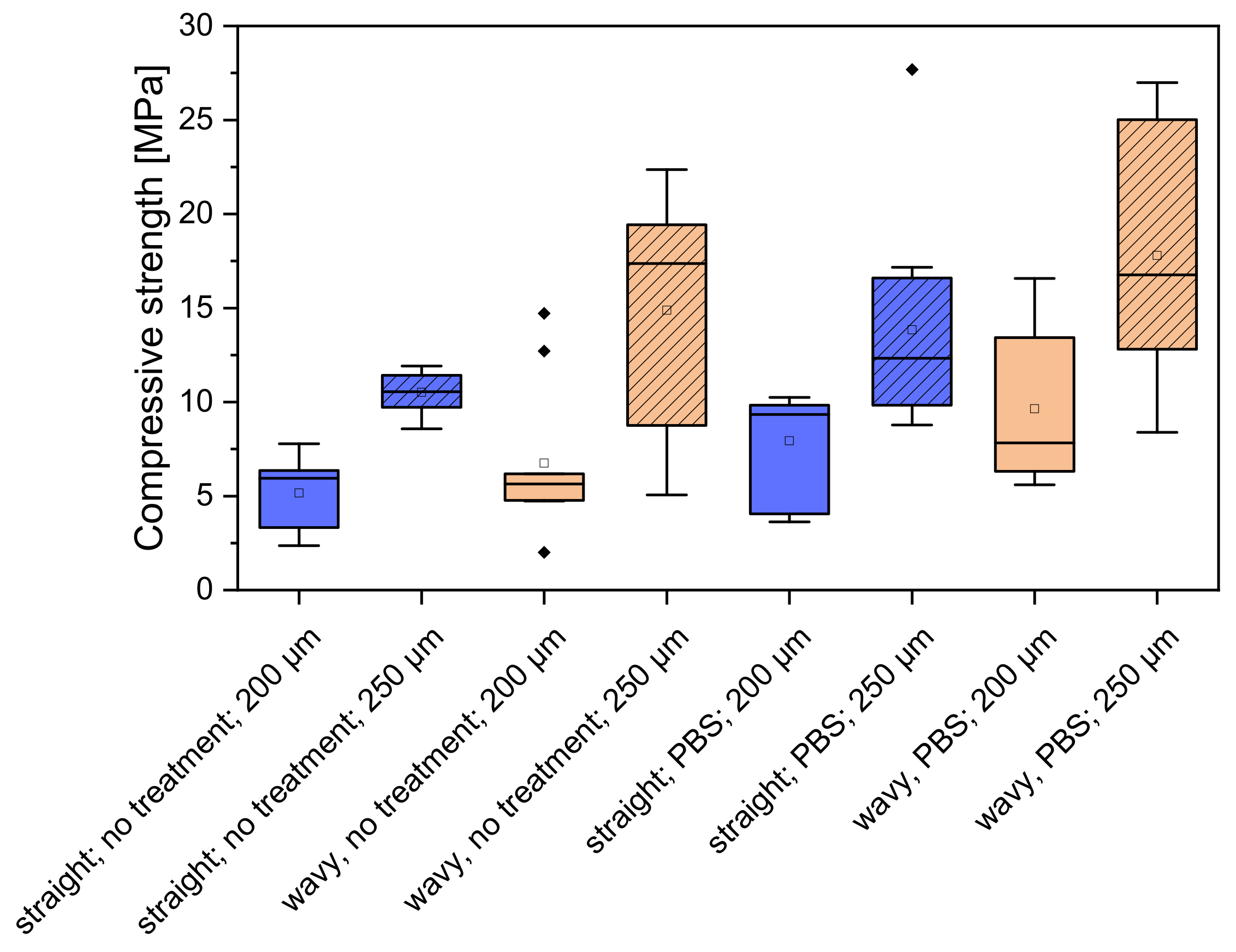
3.4. Mechanical Properties
3.4.1. Live/Dead Staining
3.4.2. Cell Proliferation (WST-I)
3.4.3. Cytotoxicity (LDH)
4. Discussion
4.1. Manual Parameter Tuning
4.2. Printing the Scaffolds
4.3. Mechanical Properties
4.4. ESEM and XRD
4.5. Biocompatibility
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A



References
- OECD. Hip and Knee Replacement. Available online: https://www.oecd-ilibrary.org/sites/2fc83b9a-en/index.html?itemId=/content/component/2fc83b9a-en (accessed on 28 August 2022).
- Radtke, R. Anzahl der Implantationen Künstlicher Hüftgelenke in Deutschen Krankenhäusern in den Jahren 2005 bis 2019. Available online: https://de.statista.com/statistik/daten/studie/785136/umfrage/implantationen-kuenstlicher-hueftgelenke-in-deutschen-krankenhaeusern/ (accessed on 15 May 2022).
- Eurostat. Surgical Operations and Procedures Statistics; Eurostat: Luxembourg, 2020. [Google Scholar]
- Heller, M.; Bauer, H.; Goetze, E.; Gielisch, M.; Ozbolat, I.; Moncal, K.; Rizk, E.; Seitz, H.; Gelinsky, M.; Schröder, H.; et al. Materials and scaffolds in medical 3d printing and bioprinting in the context of bone regeneration. Int. J. Comput. Dent. 2016, 19, 301–321. [Google Scholar]
- Lüthkehermölle, W.; Behrens, P.; Burch, S.; Horst, M. Biomaterialien für die knochenregeneration. In Medizintechnik: Life Science Engineering; Wintermantel, E., Ha, S.-W., Eds.; Springer: Berlin/Heidelberg, Germany, 2009; pp. 1897–1910. [Google Scholar] [CrossRef]
- Niedhart, C. Vor- und nachteile der autologen spongiosaplastik. In Fortbildung Osteologie; Peters, K.M., König, D.P., Eds.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 78–84. [Google Scholar] [CrossRef]
- Ginebra, M.P.; Fernández, E.; De Maeyer, E.A.P.; Verbeeck, R.M.H.; Boltong, M.G.; Ginebra, J.; Driessens, F.C.M.; Planell, J.A. Setting reaction and hardening of an apatitic calcium phosphate cement. J. Dent. Res. 1997, 76, 905–912. [Google Scholar] [CrossRef] [PubMed]
- Dorozhkin, S.V.; Epple, M. Die biologische und medizinische bedeutung von calciumphosphaten. Angew. Chem. 2002, 114, 3260–3277. [Google Scholar] [CrossRef]
- Kumar, A.; Kargozar, S.; Baino, F.; Han, S.S. Additive manufacturing methods for producing hydroxyapatite and hydroxyapatite-based composite scaffolds: A review. Front. Mater. 2019, 6, 00313. [Google Scholar] [CrossRef]
- Brown, P.W.; Fulmer, M. Kinetics of hydroxyapatite formation at low temperature. J. Am. Ceram. Soc. 1991, 74, 934–940. [Google Scholar] [CrossRef]
- Monma, H.; Kanazawa, T. The hydration of α-tricalcium phosphate. J. Ceram. Assoc. Jpn. 1976, 84, 209–213. [Google Scholar] [CrossRef] [Green Version]
- Bohner, M.; Santoni, B.L.G.; Döbelin, N. Β-tricalcium phosphate for bone substitution: Synthesis and properties. Acta Biomater. 2020, 113, 23–41. [Google Scholar] [CrossRef]
- Epple, M. Biomaterialien und Biomineralisation; Teubner Verlag: Wiesbaden, Germany, 2003; ISBN 3-519-00354-6. [Google Scholar]
- Vorndran, E.; Geffers, M.; Ewald, A.; Lemm, M.; Nies, B.; Gbureck, U. Ready-to-use injectable calcium phosphate bone cement paste as drug carrier. Acta Biomater. 2013, 9, 9558–9567. [Google Scholar] [CrossRef]
- Baino, F.; Magnaterra, G.; Fiume, E.; Schiavi, A.; Tofan, L.-P.; Schwentenwein, M.; Verné, E. Digital light processing stereolithography of hydroxyapatite scaffolds with bone-like architecture, permeability, and mechanical properties. J. Am. Ceram. Soc. 2022, 105, 1648–1657. [Google Scholar] [CrossRef]
- Seidenstuecker, M.; Schilling, P.; Ritschl, L.; Lange, S.; Schmal, H.; Bernstein, A.; Esslinger, S. Inverse 3d printing with variations of the strand width of the resulting scaffolds for bone replacement. Materials 2021, 14, 1964. [Google Scholar] [CrossRef]
- Muallah, D.; Sembdner, P.; Holtzhausen, S.; Meissner, H.; Hutsky, A.; Ellmann, D.; Assmann, A.; Schulz, M.C.; Lauer, G.; Kroschwald, L.M. Adapting the pore size of individual, 3d-printed cpc scaffolds in maxillofacial surgery. J. Clin. Med. 2021, 10, 2654. [Google Scholar] [CrossRef]
- Weingärtner, L.; Latorre, S.H.; Velten, D.; Bernstein, A.; Schmal, H.; Seidenstuecker, M. The effect of collagen-i coatings of 3d printed pcl scaffolds for bone replacement on three different cell types. Appl. Sci. 2021, 11, 11063. [Google Scholar] [CrossRef]
- Luo, Y.; Lode, A.; Sonntag, F.; Nies, B.; Gelinsky, M. Well-ordered biphasic calcium phosphate-alginate scaffolds fabricated by multi-channel 3d plotting under mild conditions. J. Mater. Chem. B 2013, 1, 4088–4098. [Google Scholar] [CrossRef]
- Lode, A.; Meissner, K.; Luo, Y.; Sonntag, F.; Glorius, S.; Nies, B.; Vater, C.; Despang, F.; Hanke, T.; Gelinsky, M. Fabrication of porous scaffolds by three-dimensional plotting of a pasty calcium phosphate bone cement under mild conditions. J. Tissue Eng. Regen. Med. 2014, 8, 682–693. [Google Scholar] [CrossRef]
- Abarrategi, A.; Moreno-Vicente, C.; Martínez-Vázquez, F.J.; Civantos, A.; Ramos, V.; Sanz-Casado, J.V.; Martínez-Corriá, R.; Perera, F.H.; Mulero, F.; Miranda, P.; et al. Biological properties of solid free form designed ceramic scaffolds with bmp-2: In vitro and in vivo evaluation. PLoS ONE 2012, 7, e34117. [Google Scholar] [CrossRef] [Green Version]
- Richter, R.F.; Ahlfeld, T.; Gelinsky, M.; Lode, A. Development and characterization of composites consisting of calcium phosphate cements and mesoporous bioactive glass for extrusion-based fabrication. Materials 2019, 12, 2022. [Google Scholar] [CrossRef] [Green Version]
- Wu, Y.; Woodbine, L.; Carr, A.M.; Pillai, A.R.; Nokhodchi, A.; Maniruzzaman, M. 3d printed calcium phosphate cement (cpc) scaffolds for anti-cancer drug delivery. Pharmaceutics 2020, 12, 1077. [Google Scholar] [CrossRef]
- Li, C.; Jiang, C.; Deng, Y.; Li, T.; Li, N.; Peng, M.; Wang, J. Rhbmp-2 loaded 3d-printed mesoporous silica/calcium phosphate cement porous scaffolds with enhanced vascularization and osteogenesis properties. Sci. Rep. 2017, 7, 41331. [Google Scholar] [CrossRef]
- Ahlfeld, T.; Akkineni, A.R.; Förster, Y.; Köhler, T.; Knaack, S.; Gelinsky, M.; Lode, A. Design and fabrication of complex scaffolds for bone defect healing: Combined 3d plotting of a calcium phosphate cement and a growth factor-loaded hydrogel. Ann. Biomed. Eng. 2017, 45, 224–236. [Google Scholar] [CrossRef]
- Seidenstuecker, M.; Lange, S.; Esslinger, S.; Latorre, S.H.; Krastev, R.; Gadow, R.; Mayr, H.O.; Bernstein, A. Inversely 3d-printed β-tcp scaffolds for bone replacement. Materials 2019, 12, 3417. [Google Scholar] [CrossRef] [Green Version]
- Huber, F.; Vollmer, D.; Vinke, J.; Riedel, B.; Zankovic, S.; Schmal, H.; Seidenstuecker, M. Influence of 3d printing parameters on the mechanical stability of pcl scaffolds and the proliferation behavior of bone cells. Materials 2022, 15, 2091. [Google Scholar] [CrossRef] [PubMed]
- Gstraunthaler, G.; Lindl, T. Zell- und Gwebekultur Allgemeine Grundlagen und Spezielle Anwendungen; Springer: Berlin/Heidelberg, Germany, 2013; Volume 10, ISBN 978-3-642-33112-1. [Google Scholar]
- Klammert, U.; Reuther, T.; Jahn, C.; Kraski, B.; Kübler, A.C.; Gbureck, U. Cytocompatibility of brushite and monetite cell culture scaffolds made by three-dimensional powder printing. Acta Biomater. 2009, 5, 727–734. [Google Scholar] [CrossRef] [PubMed]
- Moreau, J.L.; Weir, M.D.; Xu, H.H.K. Self-setting collagen-calcium phosphate bone cement: Mechanical and cellular properties. J. Biomed. Mater. Res. Part A 2009, 91, 605–613. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Seidenstuecker, M.; Kerr, L.; Bernstein, A.; Mayr, H.; Suedkamp, N.; Gadow, R.; Krieg, P.; Hernandez Latorre, S.; Thomann, R.; Syrowatka, F.; et al. 3d powder printed bioglass and β-tricalcium phosphate bone scaffolds. Materials 2018, 11, 13. [Google Scholar] [CrossRef] [Green Version]
- Fink, A.; Brückner, D.B.; Schreiber, C.; Röttgermann, P.J.F.; Broedersz, C.P.; Rädler, J.O. Area and geometry dependence of cell migration in asymmetric two-state micropatterns. Biophys. J. 2020, 118, 552–564. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Offset | Printing Speed | Pressure | Preflow | Postflow |
|---|---|---|---|---|---|
| 250 µm straight * | 240 µm | 3 mm/s | 1.2 bar | 0.3 s | 0.0 s |
| 250 µm straight | 240 µm | 3.5 mm/s | 1.2 bar | 0.3 s | 0.0 s |
| 250 µm straight | 240 µm | 6 mm/s | 1.2 bar | 0.3 s | 0.0 s |
| 250 µm wave * | 240 µm | 3 mm/s | 1 bar | 0.3 s | 0.0 s |
| 250 µm wave | 240 µm | 6 mm/s | 1 bar | 0.3 s | 0.0 s |
| 200 µm straight * | 180 µm | 3 mm/s | 1.6 bar | 0.3 s | 0.0 s |
| 200 µm straight | 180 µm | 3.5 mm/s | 1.6 bar | 0.3 s | 0.0 s |
| 200 µm wave * | 180 µm | 3 mm/s | 1.8 bar | 0.3 s | 0.0 s |
| 200 µm wave | 180 µm | 3 mm/s | 2 bar | 0.3 s | 0.0 s |
| Compression Moduli (MPa) | |||||||
|---|---|---|---|---|---|---|---|
| 200 µm | 200 µm + PBS | 250 µm | 250 µm + PBS | ||||
| Line | Wave | Line | Wave | Line | Wave | Line | Wave |
| 6.36 ± 1.58 | 7.19 ± 1.59 | 5.34 ± 1.14 | 7.19 ± 2.57 | 5.99 ± 0.78 | 5.67 ± 2.46 | 9.35 ± 2.72 | 10.7 ± 3.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blankenburg, J.; Vinke, J.; Riedel, B.; Zankovic, S.; Schmal, H.; Seidenstuecker, M. Alternative Geometries for 3D Bioprinting of Calcium Phosphate Cement as Bone Substitute. Biomedicines 2022, 10, 3242. https://doi.org/10.3390/biomedicines10123242
Blankenburg J, Vinke J, Riedel B, Zankovic S, Schmal H, Seidenstuecker M. Alternative Geometries for 3D Bioprinting of Calcium Phosphate Cement as Bone Substitute. Biomedicines. 2022; 10(12):3242. https://doi.org/10.3390/biomedicines10123242
Chicago/Turabian StyleBlankenburg, Jennifer, Johannes Vinke, Bianca Riedel, Sergej Zankovic, Hagen Schmal, and Michael Seidenstuecker. 2022. "Alternative Geometries for 3D Bioprinting of Calcium Phosphate Cement as Bone Substitute" Biomedicines 10, no. 12: 3242. https://doi.org/10.3390/biomedicines10123242