
A Fuzzy Evaluation Model Aimed at Smaller-the-Better-Type Quality Characteristics

Abstract
:1. Introduction
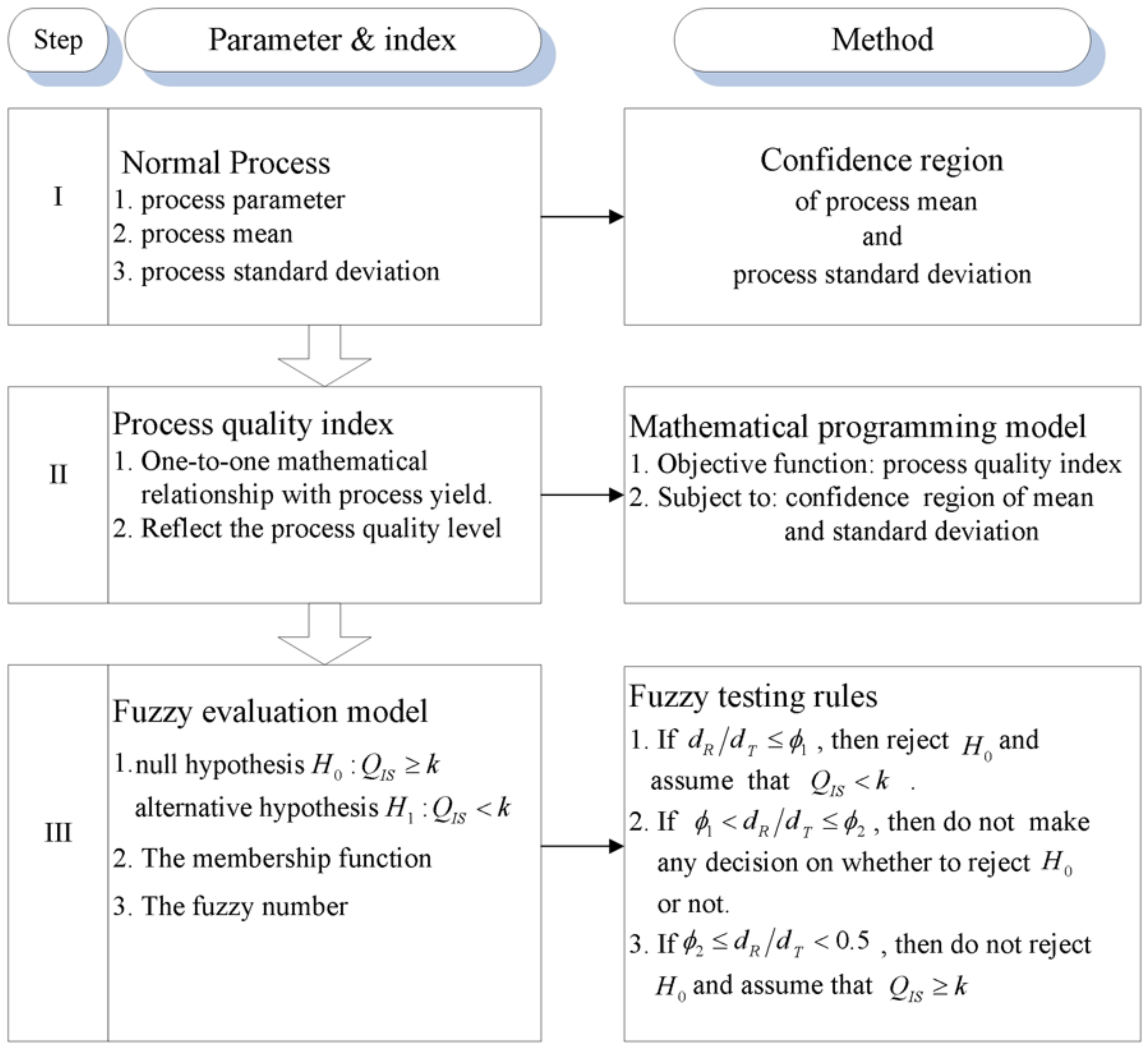
2. Joint Confidence Region of
3. Developing a Fuzzy Evaluation Model
- (1)
- If , do not reject and assume that .
- (2)
- If , reject and assume that .
- (1)
- If , reject and assume that .
- (2)
- If , do not make any decision on whether to reject or not.
- (3)
- If 0.5, do not reject and assume that .
4. A Practical Application
5. Conclusions and Discussion
6. Limitations
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Nomenclature
| T | the target value |
| process mean | |
| upper specification limit | |
| process standard deviation | |
| process quality index | |
| process yield | |
| the cumulative function of the standard normal distribution | |
| Z | the standard normal distribution |
| X | a random sample |
| n | sample size |
| variance | |
| MLE | the maximum likelihood estimators |
| the maximum likelihood estimators of the process mean | |
| S | the maximum likelihood estimators of the process standard deviation |
| the estimator of process quality index | |
| chi-square indicates distribution with n−1 degree of freedom | |
| the observed value of | |
| the observed values of | |
| the observed values of | |
| the confidence region of | |
| the lower limit of | |
| the upper limit of | |
| the lower confidence limit of index | |
| error item of the lower confidence limit of index | |
| the upper confidence limit of index | |
| error item of the higher confidence limit of index | |
| k | the value of the required level |
| null hypothesis | |
| alternative hypothesis | |
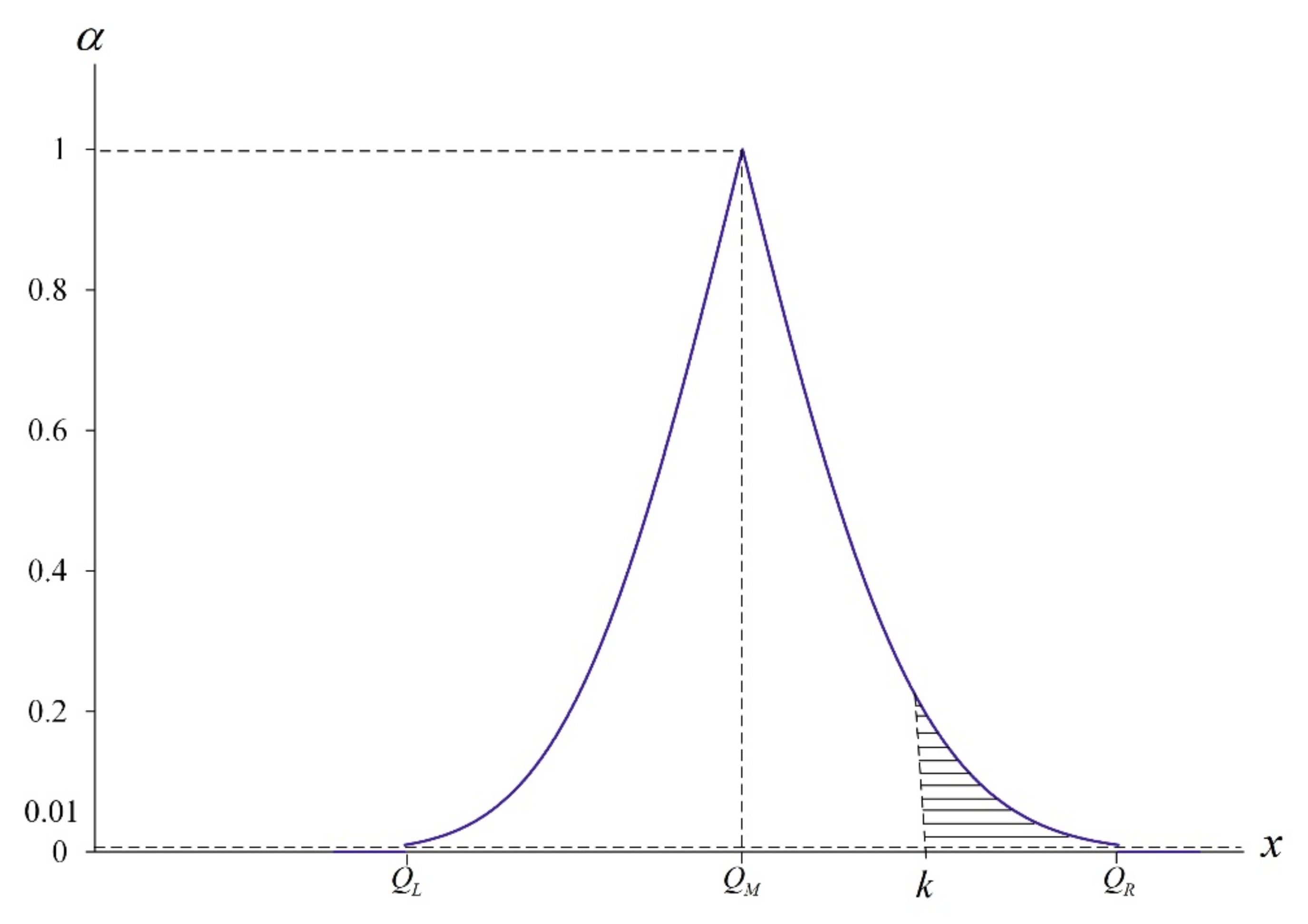
| the of the triangular-shaped fuzzy number | |
| the triangular-shaped fuzzy number | |
| the membership function of the fuzzy number | |
| the area in the graph of | |
| the area in the graph of but to the right of vertical line | |
References
- Yu, C.-M.; Chen, K.-S.; Lai, K.-K.; Hsu, C.-H. Fuzzy supplier selection method based on smaller-the-better quality characteristic. Appl. Sci. 2020, 10, 3635. [Google Scholar] [CrossRef]
- Chang, T.-C.; Chen, K.-S.; Yu, C.-M. Process quality assessment model of hand tools: A case study on the handle of ratchet torque wrench. Int. J. Reliab. Qual. Saf. Eng. 2016, 23, 1650017. [Google Scholar] [CrossRef]
- Chen, K.-S. Two-tailed Buckley fuzzy testing for operating performance index. J. Comput. Appl. Math. 2019, 361, 55–63. [Google Scholar] [CrossRef]
- Chen, K.-S.; Chen, H.-T.; Chang, T.-C. The construction and application of Six Sigma quality indices. Int. J. Prod. Res. 2017, 55, 2365–2384. [Google Scholar] [CrossRef]
- Prahalad, C.K.; Hamel, G. The core competence of the corporation. Harv. Bus. Rev. 1990, 68, 79–91. [Google Scholar]
- Grossman, G.M.; Helpman, E. Integration versus outsourcing in industry equilibrium. Q. J. Econ. 2002, 117, 85–120. [Google Scholar] [CrossRef]
- Awasthi, A. Supplier quality evaluation using a fuzzy multi criteria decision making approach. Smart Tech. Smarter Planet 2014, 319, 195–219. [Google Scholar] [CrossRef]
- Chang, K.-H.; Sun, Y.-J.; Lai, C.-A.; Chen, L.-D.; Wang, C.-H.; Chen, C.-J.; Lin, C.-M. Big data analytics energy-saving strategies for air compressors in the semiconductor industry—An empirical study. Int. J. Prod. Res. 2021, 1–13. [Google Scholar] [CrossRef]
- Lin, K.-P.; Yu, C.-M.; Chen, K.-S. Production data analysis system using novel process capability indices-based circular economy. Ind. Manag. Data Syst. 2019, 119, 1655–1668. [Google Scholar] [CrossRef]
- Chen, K.-S.; Wang, C.-H.; Tan, K.-H. Developing a fuzzy green supplier selection model using six sigma quality indices. Int. J. Prod. Econ. 2019, 212, 1–7. [Google Scholar] [CrossRef]
- Chen, K.-S.; Yu, C.-M. Fuzzy test model for performance evaluation matrix of service operating systems. Comput. Ind. Eng. 2020, 140, 106240. [Google Scholar] [CrossRef]
- Lin, Z.; Ayed, H.; Bouallegue, B.; Tomaskova, H.; Ghoushchi, S.J.; Haseli, G. An integrated mathematical attitude utilizing fully fuzzy bwm and fuzzy waspas for risk evaluation in a SOFC. Mathematics 2021, 9, 2328. [Google Scholar] [CrossRef]
- Ribeiro-Navarrete, S.; Saura, J.R.; Palacios-Marqués, D. Towards a new era of mass data collection: Assessing pandemic sur-veillance technologies to preserve user privacy. Technol. Forecast. Soc. Chang. 2021, 167, 120681. [Google Scholar] [CrossRef]
- Adjenughwure, K.; Papadopoulos, B. Fuzzy-statistical prediction intervals from crisp regression models. Evol. Syst. 2019, 11, 201–213. [Google Scholar] [CrossRef]
- Liu, G.; Xiao, F.; Lin, C.-T.; Cao, Z. A Fuzzy interval time-series energy and financial forecasting model using network-based multiple time-frequency spaces and the induced-ordered weighted averaging aggregation operation. IEEE Trans. Fuzzy Syst. 2020, 28, 2677–2690. [Google Scholar] [CrossRef]
- Hesamian, G.; Akbari, M.G.; Yaghoobpoor, R. Quality control process based on fuzzy random variables. IEEE Trans. Fuzzy Syst. 2018, 27, 671–685. [Google Scholar] [CrossRef]
- Kaplan Göztok, K.; Uçurum, M.; Özdemir, A. Development of a fuzzy exponentially weighted moving average control chart with an α-level cut for monitoring a production process. Arab. J. Sci. Eng. 2021, 46, 1911–1924. [Google Scholar] [CrossRef]
- Lee, T.-S.; Wang, C.-H.; Yu, C.-M. Fuzzy evaluation model for enhancing e-learning systems. Mathematics 2019, 7, 918. [Google Scholar] [CrossRef] [Green Version]
- Abbasi Ganji, Z.; Sadeghpour Gildeh, B. Assessing process performance with incapability index based on fuzzy critical value. Iran. J. Fuzzy. Syst. 2016, 13, 21–34. [Google Scholar]
- Huang, C.-C.; Chang, T.-C.; Chen, B.-L. Fuzzy assessment model to judge quality level of machining processes involving bilateral tolerance using crisp data. J. Chin. Inst. Eng. 2021, 44, 1–10. [Google Scholar] [CrossRef]
- Liou, J.J.; Chang, M.-H.; Lo, H.-W.; Hsu, M.-H. Application of an MCDM model with data mining techniques for green supplier evaluation and selection. Appl. Soft Comput. 2021, 109, 107534. [Google Scholar] [CrossRef]
- Winanda, L.A.R.; Aeifin, A.; Adi, T.W.; Arrofiqi, F.; Anwar, N. Development of fuzzy decision support system for accident prevention based on worker conditions and project environments. J. Theor. Appl. Inf. Technol. 2020, 98, 4044–4060. [Google Scholar]
- Sabbaghi, A.; Keyvanpour, M.R.; Parsa, S. FCCI: A fuzzy expert system for identifying coincidental correct test cases. J. Syst. Softw. 2020, 168, 110635. [Google Scholar] [CrossRef]
- Salmi, K.; Magrez, H.; Ziyyat, A. A Novel expert evaluation methodology based on fuzzy logic. Int. J. Emerg. Technol. Learn. (iJET) 2019, 14, 160–173. [Google Scholar] [CrossRef] [Green Version]
- Buckley, J.J. Fuzzy statistics: Hypothesis testing. Soft Comput. 2004, 9, 512–518. [Google Scholar] [CrossRef]
- Chen, K.-S.; Chang, T.-C.; Guo, Y.-Y. Selecting an optimal contractor for production outsourcing: A case study of gear grinding. J. Chin. Inst. Eng. 2020, 43, 415–424. [Google Scholar] [CrossRef]
- Lu, C.-C.; Dan, W.; Chen, X.; Tseng, C.-K.; Chou, K.-W. Evaluation of the operating performance of Taiwanese machine tool industry with the dynamic network DEA model. Enterp. Inf. Syst. 2021, 15, 87–104. [Google Scholar] [CrossRef]
- Oh, E.T.; Chen, K.M.; Wang, L.M.; Liu, R.J. Value creation in regional innovation systems: The case of Taiwan’s machine tool enterprises. Technol. Forecast. Soc. Chang. 2015, 100, 118–129. [Google Scholar] [CrossRef]
- Wu, M.-F.; Chen, H.-Y.; Chang, T.-C.; Wu, C.-F. Quality evaluation of internal cylindrical grinding process with multiple quality characteristics for gear products. Int. J. Prod. Res. 2019, 57, 6687–6701. [Google Scholar] [CrossRef]
- Chien, C.-F.; Hong, T.-Y.; Guo, H.-Z. An empirical study for smart production for TFT-LCD to empower Industry 3.5. J. Chin. Inst. Eng. 2017, 40, 552–561. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Statistical Testing Method | Fuzzy Testing Method |
|---|---|
|
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, K.-S.; Huang, T.-H. A Fuzzy Evaluation Model Aimed at Smaller-the-Better-Type Quality Characteristics. Mathematics 2021, 9, 2513. https://doi.org/10.3390/math9192513
Chen K-S, Huang T-H. A Fuzzy Evaluation Model Aimed at Smaller-the-Better-Type Quality Characteristics. Mathematics. 2021; 9(19):2513. https://doi.org/10.3390/math9192513
Chicago/Turabian StyleChen, Kuen-Suan, and Tsun-Hung Huang. 2021. "A Fuzzy Evaluation Model Aimed at Smaller-the-Better-Type Quality Characteristics" Mathematics 9, no. 19: 2513. https://doi.org/10.3390/math9192513