
Methods of Material and Surface Analysis for the Evaluation of Failure Modes for Electrical Connectors

Abstract
:1. Introduction
2. Materials and Methods
2.1. Light Microscope (LM)
2.2. Topographic Measurement (TM)
2.3. Scanning Electron Microscope (SEM) and Energy Dispersive X-ray (EDS)
2.4. Focused-Ion-Beam (FIB)
2.5. Wavelength Dispersive X-ray (WDS)
2.6. Transmission Electron Microscopy (TEM + EDS/EELS)
2.7. Contact Resistance Measurements and Mapping (CM)
2.8. Raman Spectroscopy (RS)
2.9. Auger Electron Spectroscopy (AES)/X-ray Photoelectron Spectroscopy (XPS)
3. Results
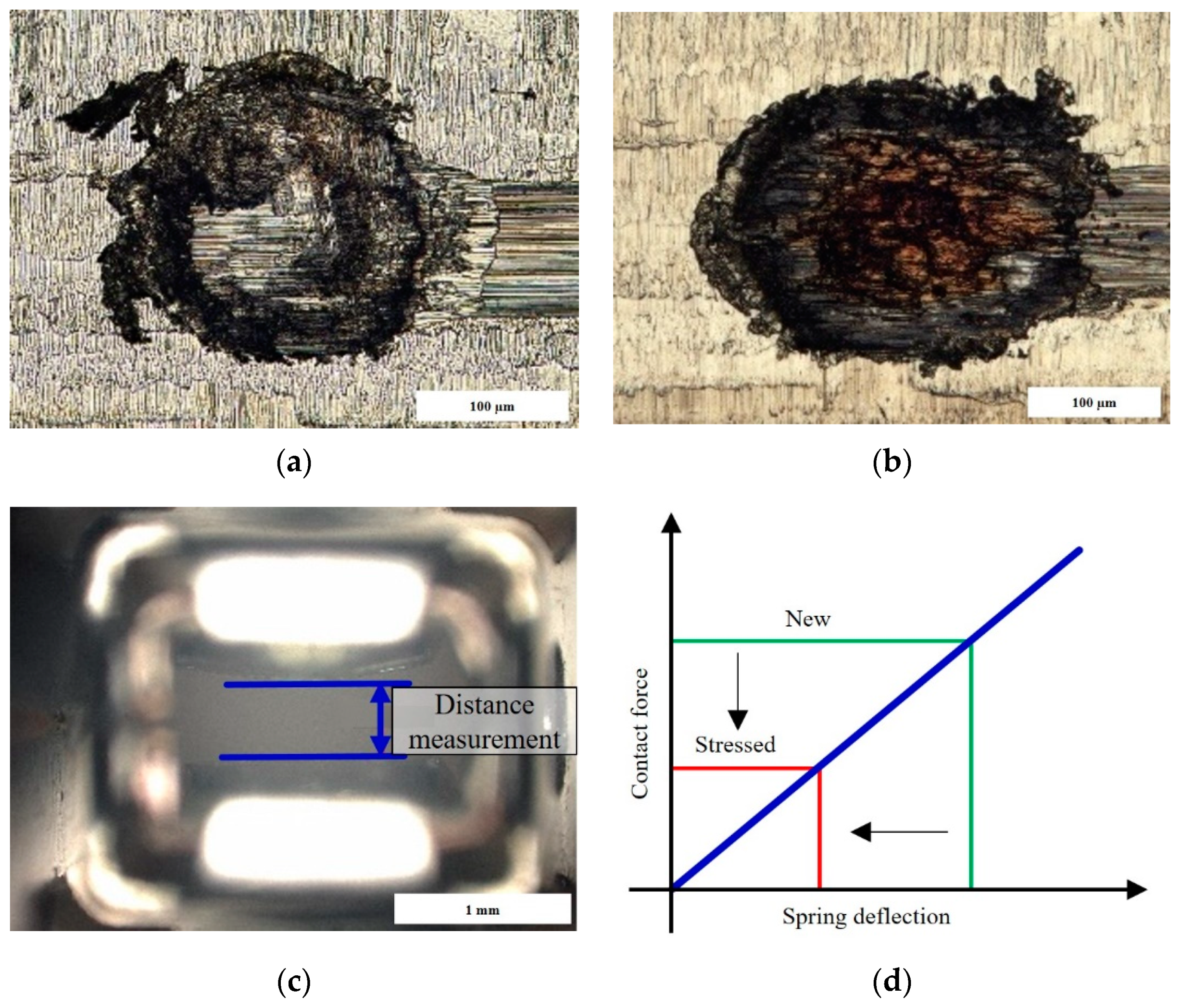
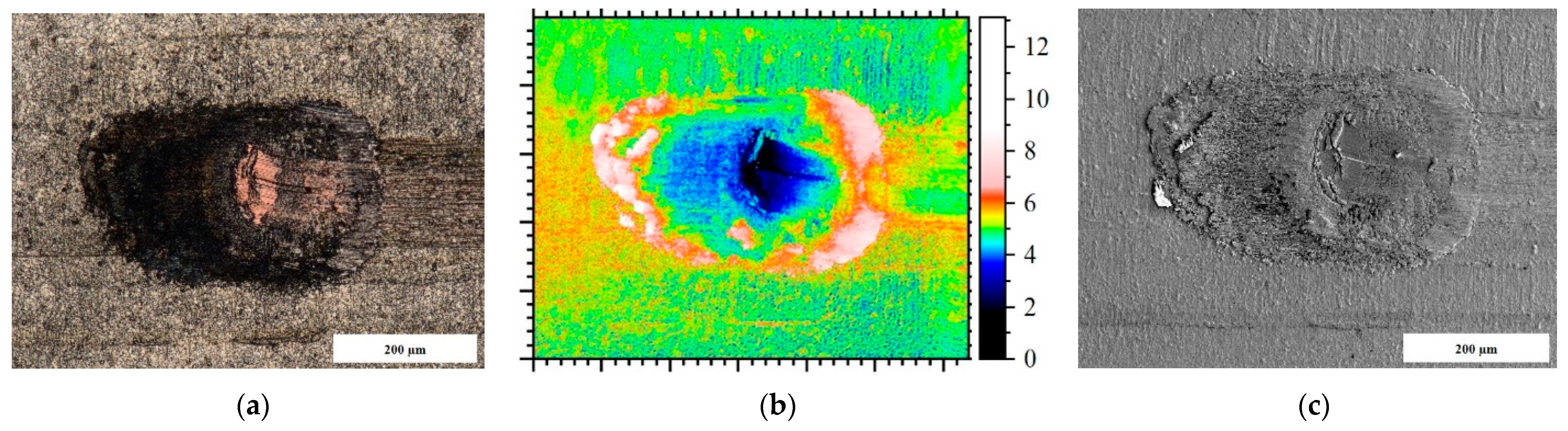
3.1. Light Microscope (LM)
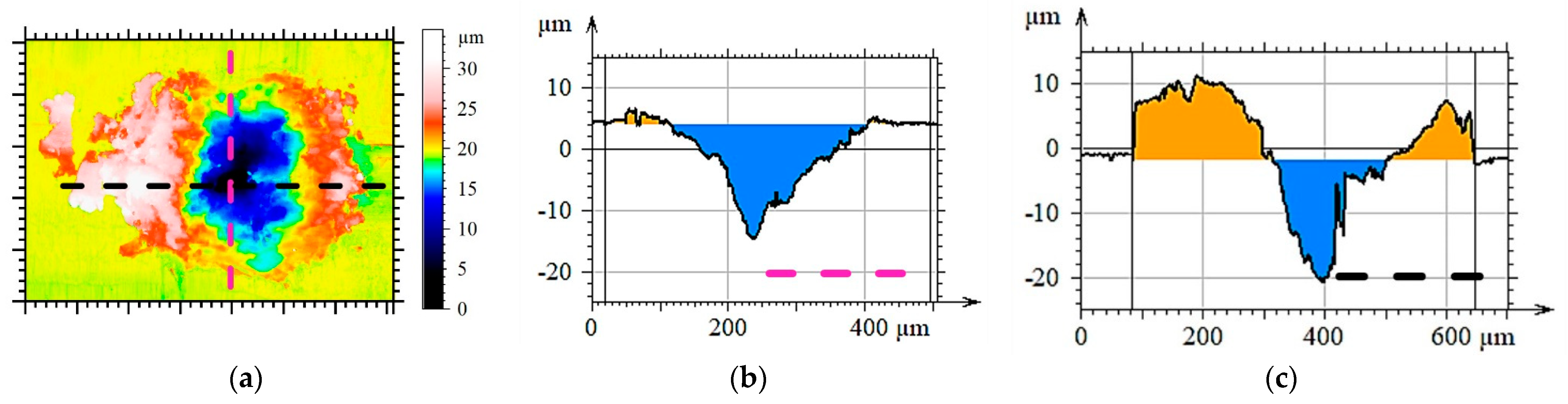
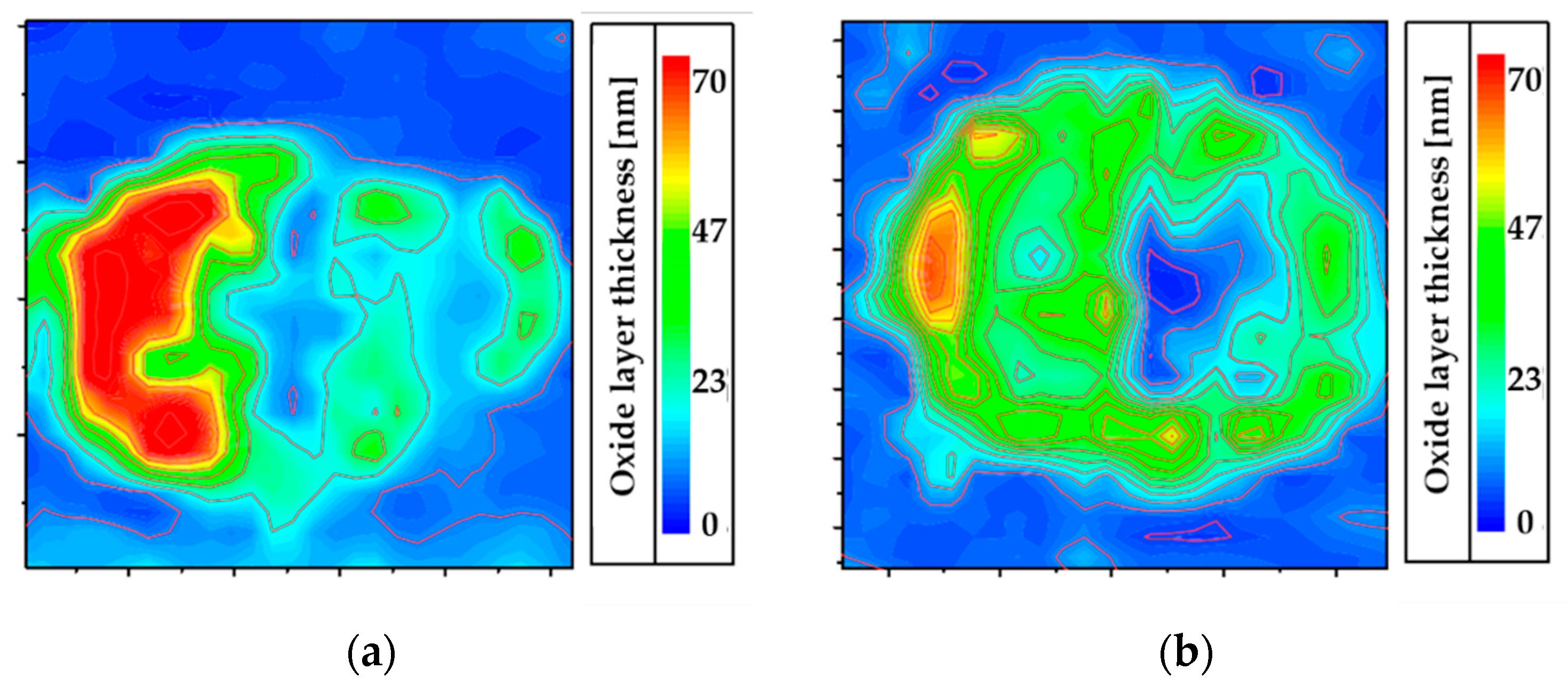
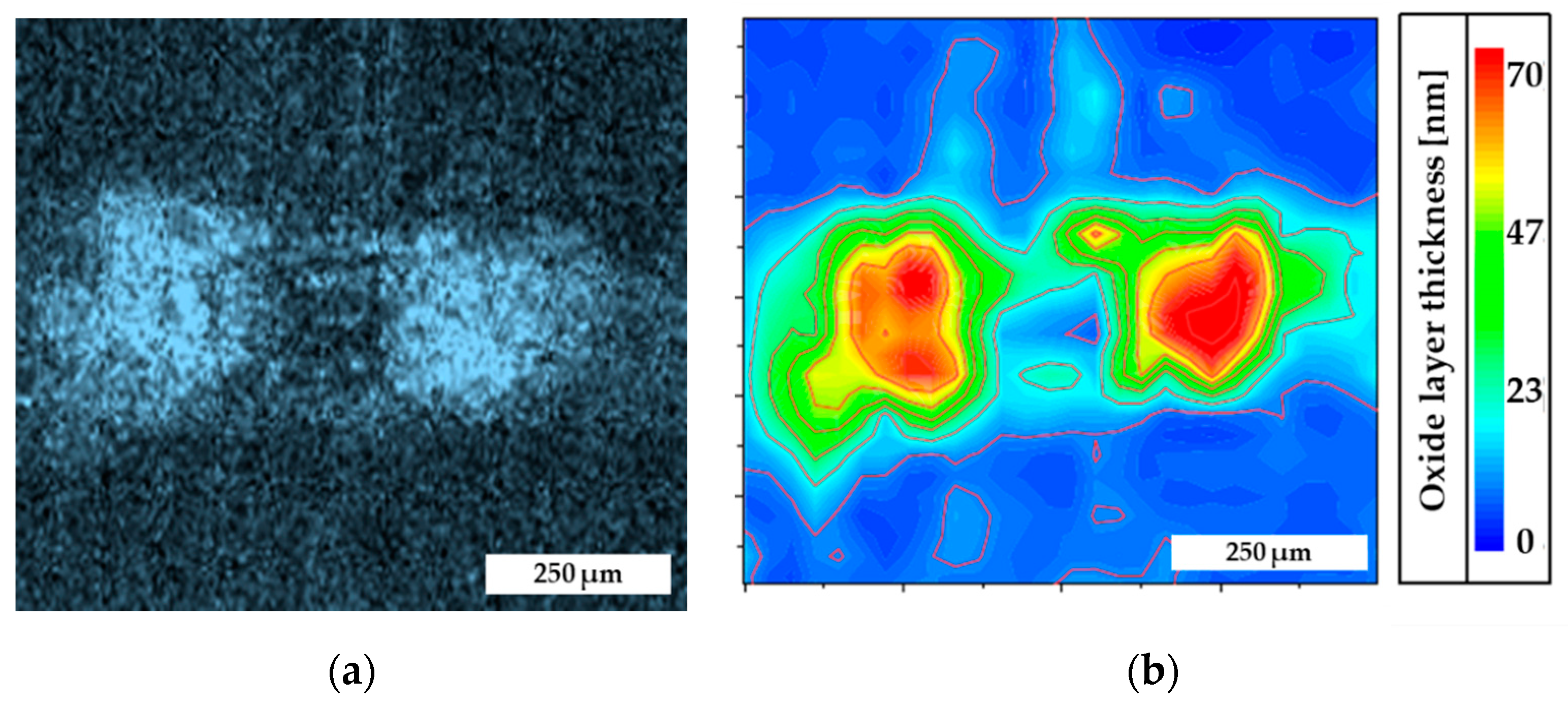
3.2. Topographic Measurement (TM)
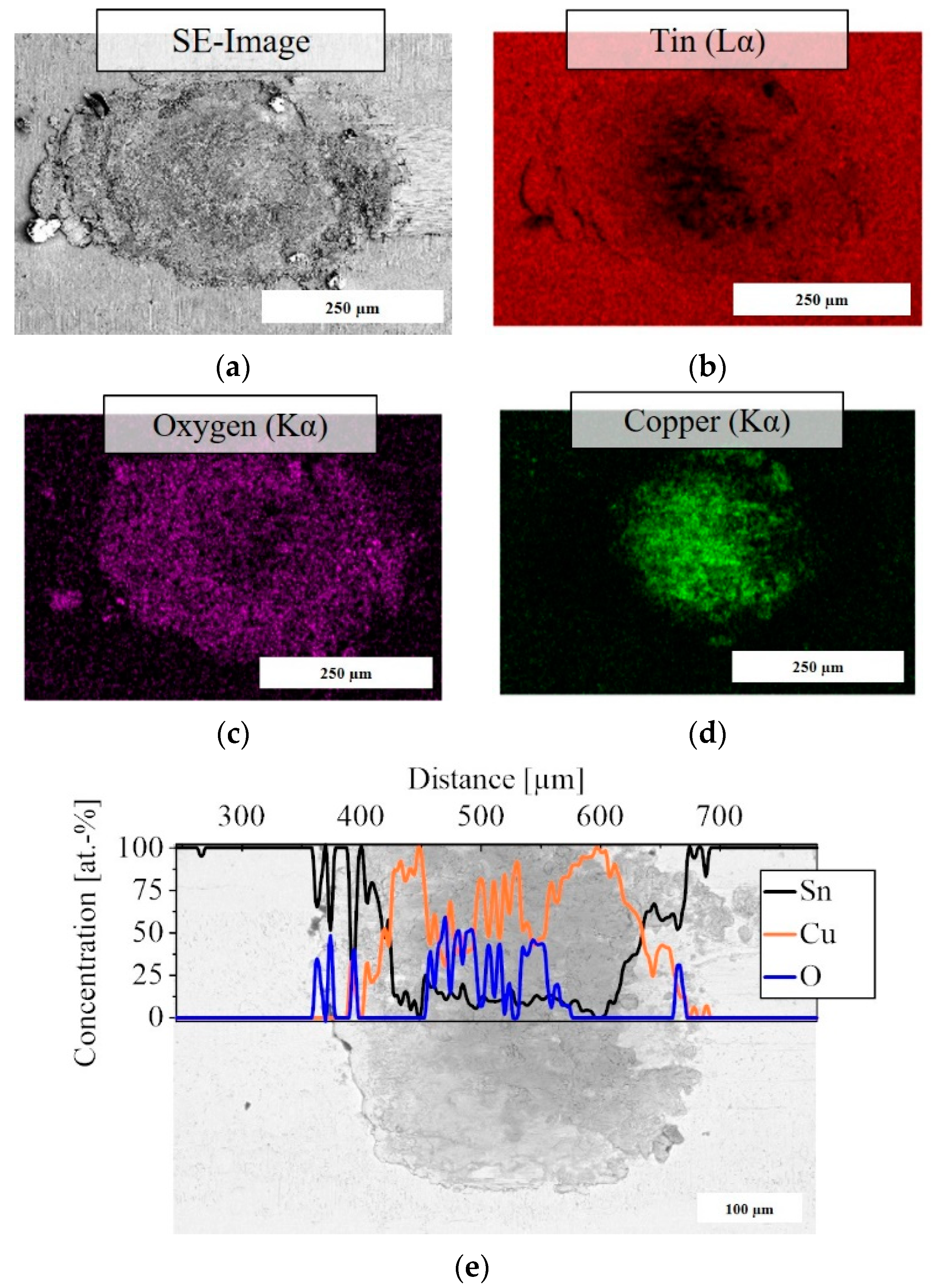
3.3. Scanning Electron Microscope (SEM) and Energy Dispersive X-ray (EDS)
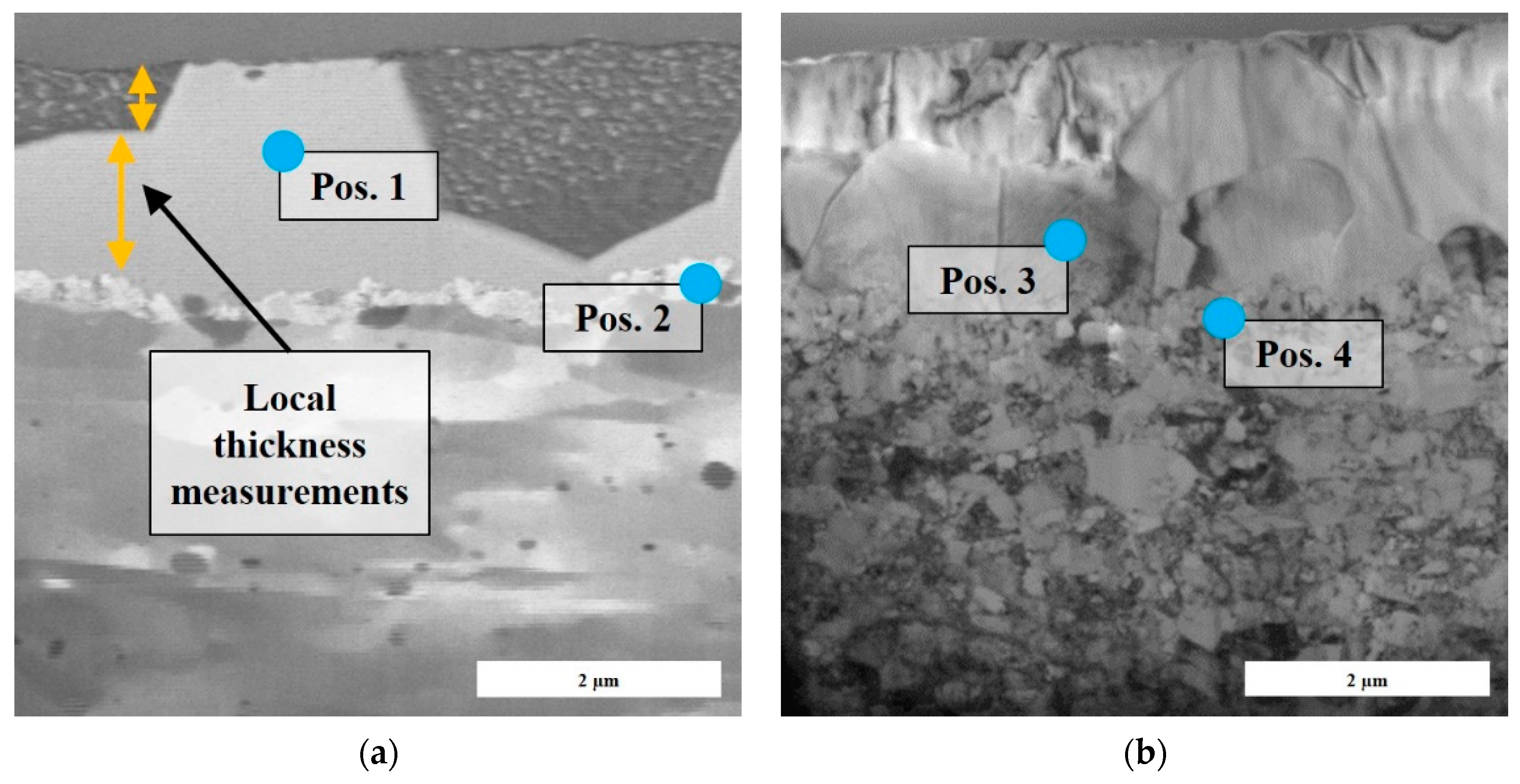
3.4. Focused-Ion-Beam (FIB)
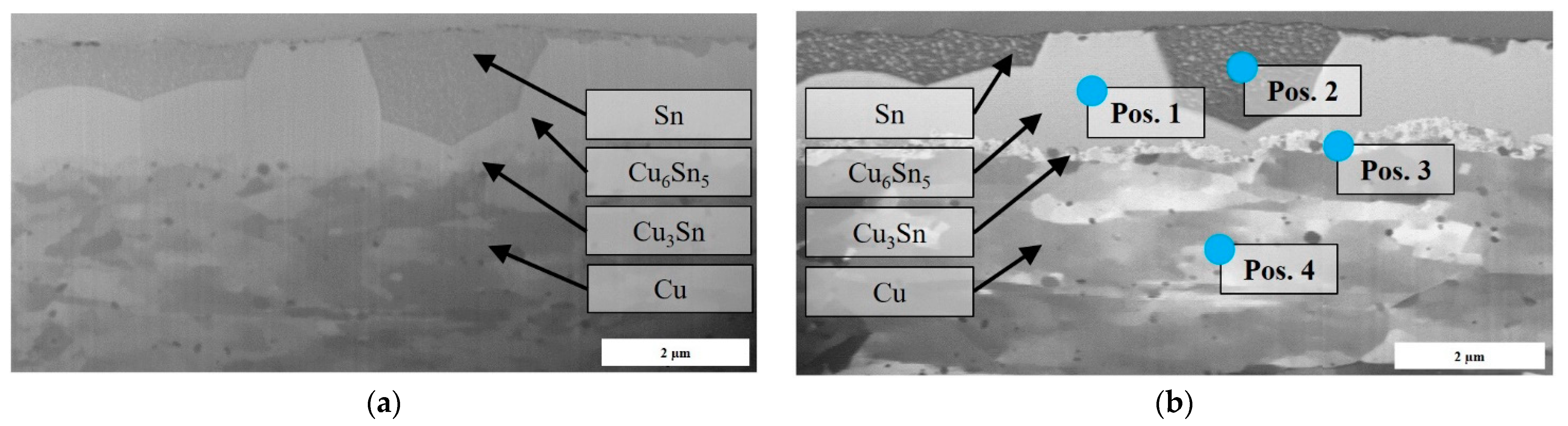
3.5. Wavelength Dispersive X-ray (WDS)
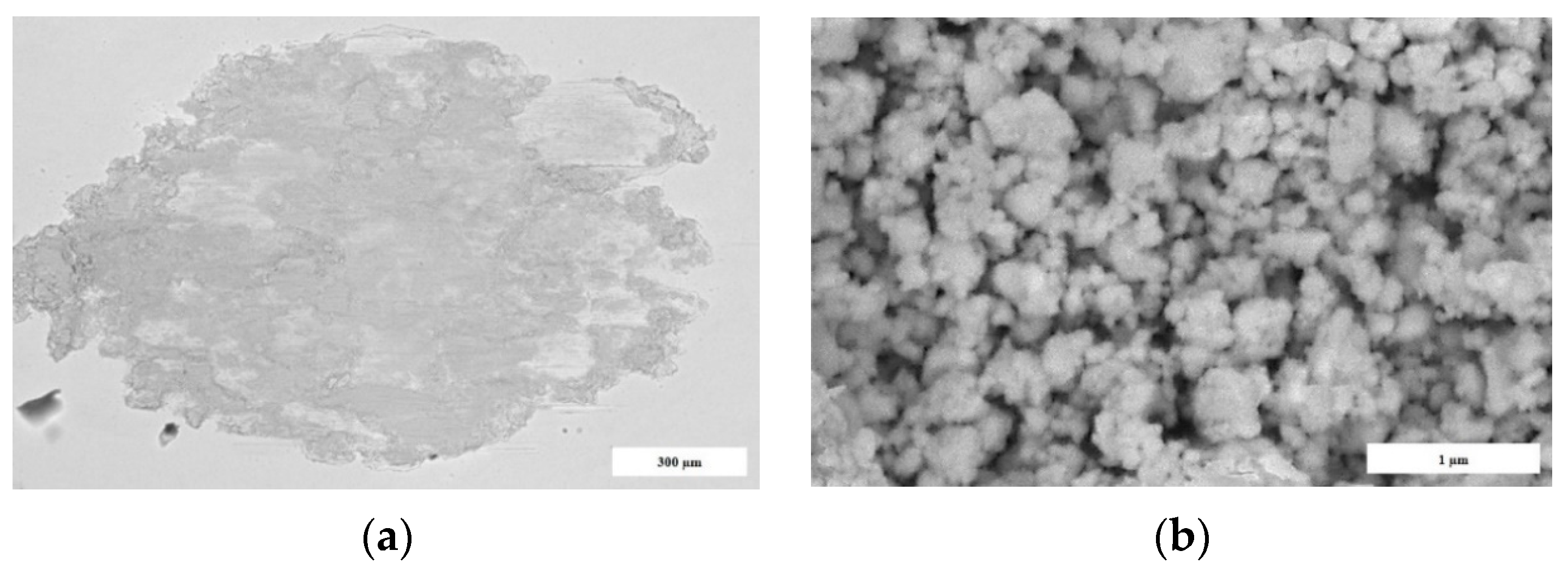
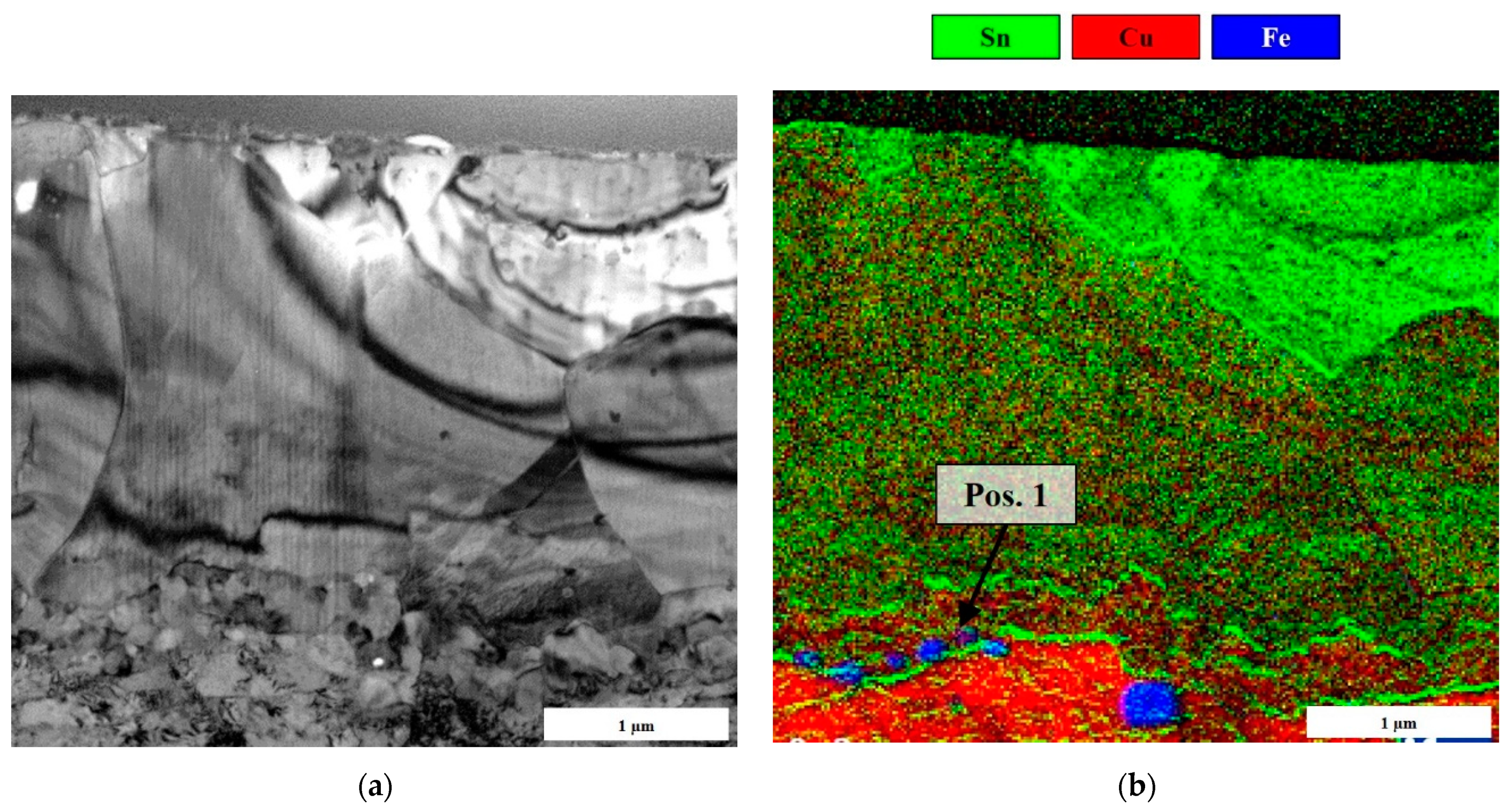
3.6. Transmission Electron Microscopy (TEM + EELS/EDS)
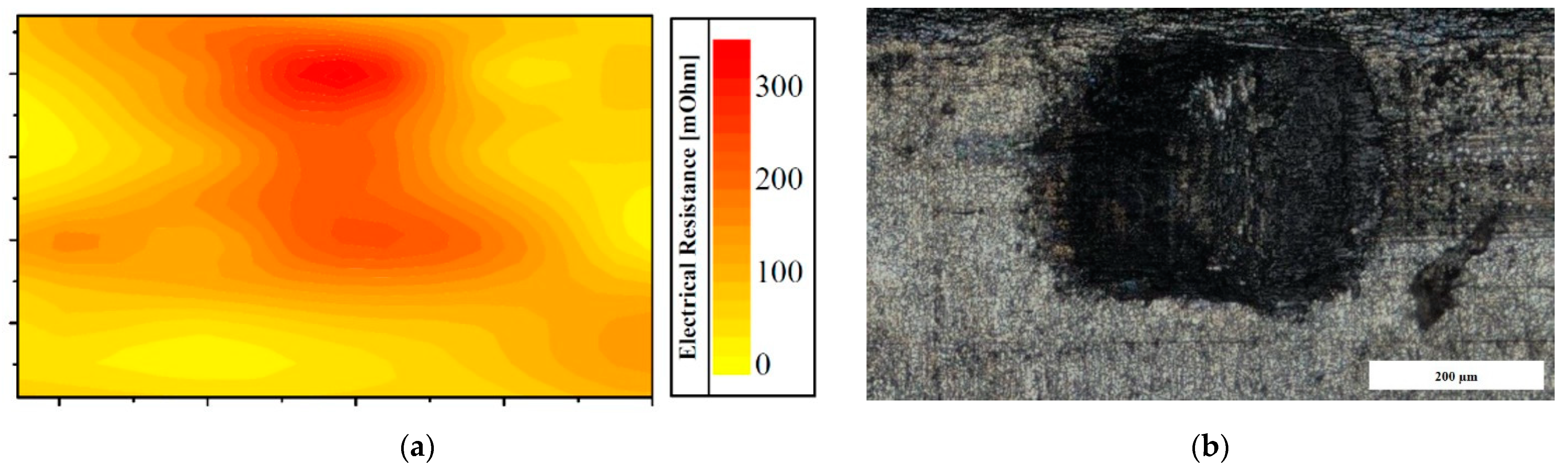
3.7. Contact Resistance Measurements and Mapping (CM)
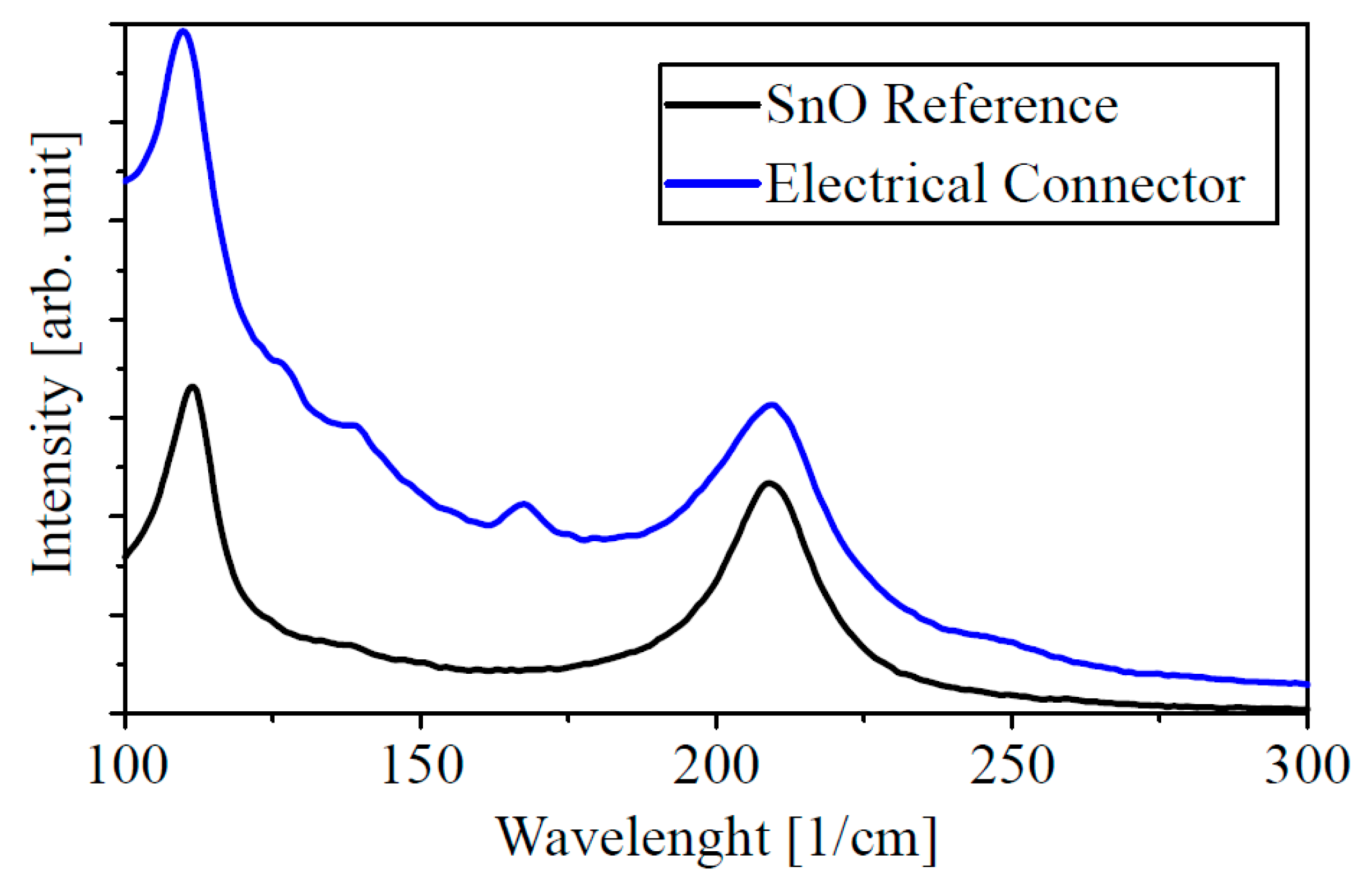
3.8. Raman Spectroscopy (RS)
4. Discussion
4.1. Comparison of Analytical Methods
4.1.1. Methods for Visualizing the Surface
4.1.2. Methods for Validation of Mechanical Stress Relaxation
4.1.3. Methods for Analyses of Chemical Composition
4.1.4. Methods for Visualizing of the Layers and Material Structure
4.1.5. Methods for Electrical Investigations
4.2. Validation of the Methods
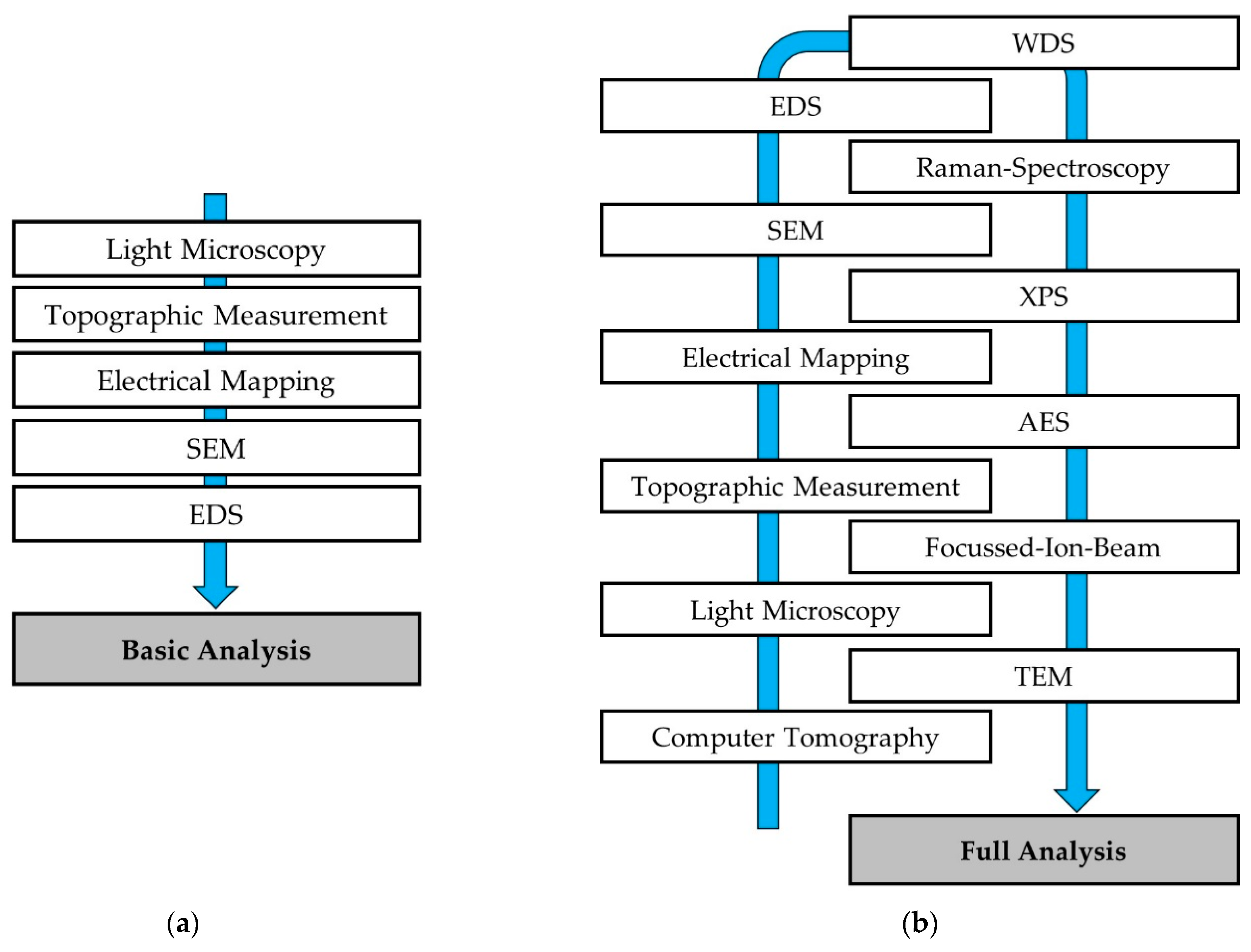
4.3. Analysis Workflow
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kloch, K.T.; Kozak, P.; Mlyniec, A. A review and perspectives on predicting the performance and durability of electrical contacts in automotive applications. Eng. Fail. Anal. 2021, 121, 105143. [Google Scholar] [CrossRef]
- Kolmer, P.; Rojer, M.; Song, J.; Schramm, D. Surface Degradation of Electrical Connectors stressed by Multivariable Lifetime Tests. In Proceedings of the 66th IEEE Holm Conference on Electrical Contacts, San Antonio, TX, USA, 24–27 October 2021; pp. 149–158. [Google Scholar] [CrossRef]
- Song, J.; Yuan, H.; Koch, C. Accelerated Testing of Electromechanical Connectors Considering Thermal and Mechanical Loads. In Proceedings of the 64th IEEE Holm Conference on Electrical Contacts, Albuquerque, NM, USA, 14–18 October 2018; pp. 467–474. [Google Scholar] [CrossRef]
- Hilmert, D.; Krüger, K.; Song, J. Vergleichende Untersuchung der Verschleißbilder von Steckverbindern aus Reibverschleiß- und Vibrationsprüfungen mit unterschiedlichen Prüfrichtungen. In Proceedings of the 62nd German Tribology Conference (62. Tribologie-Fachtagung), Online, Germany, 27–29 September 2021; pp. 52/1–52/10. [Google Scholar]
- Reif, K. Batterien, Bordnetze und Vernetzung, 1st ed.; Vieweg+Teubner Verlag: Wiesbaden, Germany, 2010; p. 33. [Google Scholar]
- Swingler, J.; McBride, J.W.; Maul, C. Degradation of road tested automotive connectors. IEEE Trans. Compon. Packag. Technol. 2000, 23, 157–164. [Google Scholar] [CrossRef]
- Schautzgy, J.; Ivanov, Y.; Kröger, B.; Wilde, J. Durability studies on vibration-loaded electrical contact systems subjected to tribological stress. Mater. Test. 2019, 61, 105–110. [Google Scholar] [CrossRef]
- Kolmer, P.; Song, J.; Schramm, D. Oberflächenanalytische Untersuchungen an elektrischen Steckkontakten. In Proceedings of the 8th Symposium Connectors (Elektrische und optische Verbindungstechnik), Online, Germany, 23–24 March 2021; pp. 134–144. [Google Scholar]
- Schmidt, H.; Buresch, I.; Stokowski, A. Alterungsmechanismen bei Steckverbindern, die nicht Arrhenius-Zusammenhängen gehorchen. In Proceedings of the 25th Albert-Keil-Conference (Kontaktverhalten und Schalten), Karlsruhe, Germany, 9–11 October 2019; pp. 74–84. [Google Scholar]
- Buresch, I.; Rehbein, P.; Klaffke, D. Possibilities of Fretting Corrosion Model Testing for Contact Surfaces of Automotive Connectors. In Proceedings of the 2nd World Tribology Congress, Vienna, Austria, 3–7 September 2001; pp. 413–416. [Google Scholar]
- ZVEI—Zentralverband der Elektrotechnik und Elektronikindustrie e.V. Technischer Leitfaden—TLF 0214 Validierung von Automotive-Niedervolt-Steckverbindern. Available online: https://www.zvei.org/presse-medien/publikationen/technischer-leitfaden-tlf-0214-validierung-von-automotive-niedervolt-steckverbindern (accessed on 14 October 2021).
- Dörnhöfer, A. Betriebsfestigkeitsanalyse Elektrifizierter Fahrzeuge—Multilevel-Ansätze zur Absicherung von HV-Batterien und Elektrischen Steckkontakten, 1st ed.; Springer Vieweg: Berlin, Germany, 2019. [Google Scholar] [CrossRef]
- Bauch, J.; Rosenkranz, R. Physikalische Werkstoffdiagnostik, Ein Kompendium wichtiger Analytikmethoden für Ingenieure und Physiker, 1st ed.; Springer Vieweg: Berlin, Germany, 2017. [Google Scholar] [CrossRef]
- Song, J.; Yuan, H.; Shukla, A.; Koch, C.; Hilmert, D. Correlation of Connector Contact Failures in Accelerated Testing and in Long-term Use Field Vehicles. In Proceedings of the 65th IEEE Holm Conference on Electrical Contacts, Milwaukee, WI, USA, 14–18 September 2019; pp. 296–302. [Google Scholar] [CrossRef]
- Wielsch, T.; Ostendorf, F.; Reiniger, M. Lebensdauer- und Zuverlässigkeitsvorhersage von Steckverbinderkontakten. In Proceedings of the 4th Symposium Connectors (Elektrische und optische Verbindungstechnik), Lemgo, Germany, 6–7 March 2013; pp. 228–250. [Google Scholar]
- Ostendorf, F.; Wielsch, T.; Reiniger, M. Reliability assessment and field failure predictions—A prognostic model for separable electrical contacts. In Proceedings of the 27th International Conference on Electrical Contacts, Dresden, Germany, 22–26 June 2014; pp. 278–283. [Google Scholar]
- Braunovic, M.; Konchits, V.V.; Myshkin, N.K. Electrical Contacts: Fundamentals, Applications and Technology, 1st ed.; Taylor & Francis Group: Boca Raton, FL, USA, 2006. [Google Scholar]
- Braunovic, M. Fretting in Electrical/Electronic Connections: A Review. IEICE Trans. Electron. 2006, E92-C, 982–991. [Google Scholar] [CrossRef]
- Slade, P.G. Electrical Contacts: Principles and Applications, 2nd ed.; Taylor & Francis Group: Boca Raton, FL, USA, 2014. [Google Scholar]
- Vinaricky, E.; Schröder, K.H.; Weiser, J. Elektrische Kontakte, Werkstoffe und Anwendungen: Grundlagen, Technologien, Prüfverfahren, 3rd ed.; Springer Vieweg: Berlin, Germany, 2016. [Google Scholar] [CrossRef]
- Song, J.; Schinow, V.; Yuan, H. Third bodies in electrical contacts—Wear and electrical performance. In Proceedings of the 63rd IEEE Holm Conference on Electrical Contacts, Denver, CO, USA, 10–13 September 2017; pp. 117–124. [Google Scholar] [CrossRef]
- Munoz, A.I.; Espallargas, N.; Mischler, S. Tribocorrosion, 1st ed.; Springer: Cham, Switzerland, 2020; p. 1. [Google Scholar] [CrossRef]
- Gao, J.; Chen, C.; Flower, G.T.; Jackson, R.L.; Bozack, M.J. The Influence of Particulate Contaminants on Vibration-Induced Fretting Degradation in Electrical Connectors. In Proceedings of the 56th IEEE Holm Conference on Electrical Contacts, Charleston, SC, USA, 4–7 October 2010; pp. 108–112. [Google Scholar] [CrossRef]
- Kong, Z.; Swingler, J. Combined effects of fretting and pollutant particles on the contact resistance of the electrical connectors. Prog. Nat. Sci.: Mater. Int. 2017, 27, 385–390. [Google Scholar] [CrossRef]
- Ghaednia, H.; Jackson, R.L.; Gao, J. A third body contact model for particle contaminated electrical contacts. In Proceedings of the 60th IEEE Holm Conference on Electrical Contacts, New Orleans, LA, USA, 12–15 October 2014; pp. 24–28. [Google Scholar] [CrossRef]
- Hilmert, D.; Yuan, H.; Song, J. The Analysis of Failure Mechanisms of Electrical Connectors in Long-term Use Field Vehicles. In Proceedings of the 67th IEEE Holm Conference on Electrical Contacts, Tampa, FL, USA, 23–26 October 2022; pp. 1–8. [Google Scholar]
- Yuan, H.; Song, J. Fretting Corrosion Behavior of Various Contact Surfaces under Diverse Operating Conditions. In Proceedings of the 65th IEEE Holm Conference on Electrical Contacts, Milwaukee, WI, USA, 14–18 September 2019; pp. 19–26. [Google Scholar] [CrossRef]
- Buresch, I. Effekte intermetallischer Phasen auf die Eigenschaften von Zinnoberflächen auf Kupferlegierungen. In Proceedings of the 21st Albert-Keil-Conference (Kontaktverhalten und Schalten), Karlsruhe, Germany, 29–30 September 2011; pp. 38–46. [Google Scholar]
- Sachs, S.; Schmidt, H. Untersuchung lokaler Kontaktwiderstände durch Rastersonden-Mikro-Abtastung von Kontaktoberflächen. In Proceedings of the 8th Symposium Connectors (Elektrische und optische Verbindungstechnik), Online, Germany, 23–24 March 2021; pp. 184–192. [Google Scholar]
- Fili, T.; Ospeld, T.; Hottes, M.; Günther, J. Bewertung von Kontaktoberflächen nach Qualifikationstests–Unterschiede in Aussage und Methode zwischen Gold, Silber und Zinn. In Proceedings of the 6th Symposium Connectors (Elektrische und optische Verbindungstechnik), Lemgo, Germany, 15–16 March 2017; pp. 100–114. [Google Scholar]
- Yuan, H.; Hilmert, D.; Shukla, A.; Song, J. Effect of Direction on Fretting Corrosion Behaviour. In Proceedings of the 66th IEEE Holm Conference on Electrical Contacts, San Antonio, TX, USA, 24–27 October 2021; pp. 38–45. [Google Scholar] [CrossRef]
- Song, J.; Yuan, H.; Schinow, V. Fretting corrosion behavior of electrical contacts with tin coating in atmosphere and vacuum. Wear 2019, 426–427, 1439–1445. [Google Scholar] [CrossRef]
- Pompanon, F.; Fouvry, S.; Alquier, O. Influence of humidity on the endurance of silver-plated electrical contacts subjected to fretting wear. Surf. Coat. Technol. 2018, 354, 246–256. [Google Scholar] [CrossRef]
- Yuan, H.; Song, J. An Improved Calculation Model for the Prediction of the Wear of Coated Electrical Contacts. Technologies 2019, 7, 77. [Google Scholar] [CrossRef] [Green Version]
- Yuan, H.; Song, J.; Schinow, V. Fretting Corrosion of Tin Coated Electrical Contacts: The Influence of Normal Force, Coating Thickness and Geometry of Sample Configuration. In Proceedings of the 62nd IEEE Holm Conference on Electrical Contacts, Clearwater Beach, FL, USA, 9–12 October 2016; pp. 33–38. [Google Scholar] [CrossRef]
- Sung, I.H.; Kim, J.W.; Hoh, H.J.; Jang, H. Effect of displacement and humidity on contact resistance of copper electrical contacts. Tribol. Int. 2016, 95, 256–261. [Google Scholar] [CrossRef]
- Trinh, K.E.; Mücklich, F.; Ramos-Moore, E. The role of microstructure and surface topography in the electrical behavior of Sn-coated Cu contacts. In Proceedings of the 27th International Conference on Electrical Contacts, Dresden, Germany, 22–26 June 2014; pp. 243–248. [Google Scholar]
- Park, Y.W.; Ramesh Bapu, G.N.K.; Lee, K.Y. The influence of current load on fretting of electrical contacts. Tribol. Int. 2009, 42, 682–689. [Google Scholar] [CrossRef]
- Park, Y.W.; Sankara Narayanan, T.S.N.; Lee, K.Y. Effect of temperature on the fretting corrosion of tin plated copper alloy contacts. Wear 2007, 262, 320–330. [Google Scholar] [CrossRef]
- Park, Y.W.; Ramesh Bapu, G.N.K.; Lee, K.Y. Fretting corrosion characteristics of electrodeposited and hot dipped tin coatings contacts. Surf. Coat. Technol. 2008, 202, 3164–3174. [Google Scholar] [CrossRef]
- Kondo, T.; Nakata, H.; Sekikawa, J.; Kubota, Y.; Hayakawa, K.; Nakamura, T. An analysis of relationship between contact resistance and fracture of oxide film for connector contacts using finite element method. In Proceedings of the 60th IEEE Holm Conference on Electrical Contacts, New Orleans, LA, USA, 12–15 October 2014; pp. 73–78. [Google Scholar] [CrossRef]
- Leidner, M.; Thoss, S.; Schmidt, H.; Reinert, L.; Trinh, K.; Schäfer, C.; Mücklich, F. Verbesserung der tribologischen und elektrischen Eigenschaften von Zinn-Kontaktoberflächen durch Partikel/Schmierstoff-Einbettung mittels Laser-Texturierung. In Proceedings of the 6th Symposium Connectors (Elektrische und optische Verbindungstechnik), Lemgo, Germany, 15–16 March 2017; pp. 59–67. [Google Scholar]
- Kim, M.J.; Kim, H.K. Effects of temperature and span amplitude on fretting corrosion behavior of tin-plated electrical contacts. Microelectron. Reliab. 2017, 69, 80–87. [Google Scholar] [CrossRef]
- Tamai, T.; Nabeta, Y.; Sawada, S.; Hattori, Y. Property of Tin Oxide Film Formed on Tin-Plated Connector Contacts. In Proceedings of the 56th IEEE Holm Conference on Electrical Contacts, Charleston, SC, USA, 4–7 October 2010; pp. 295–302. [Google Scholar] [CrossRef]
- Mashimo, K.; Shimoyamada, A.; Sasaki, H. Contact Resistance Prediction from Observed Image and Oxide Volume Analysis. In Proceedings of the 66th IEEE Holm Conference on Electrical Contacts, San Antonio, TX, USA, 24–27 October 2021; pp. 46–50. [Google Scholar] [CrossRef]
- Müller, K.; Getto, R.; Nowottnick, M. Charakterisierung von ODT auf technischen Silberoberflächen für Steckverbinder. In Proceedings of the 6th Symposium Connectors (Elektrische und optische Verbindungstechnik), Lemgo, Germany, 15–16 March 2017; pp. 80–90. [Google Scholar]
- Buresch, I. Yellowishing of Tin Coatings at elevated Temperatures. In Proceedings of the 27th International Conference on Electrical Contacts, Dresden, Germany, 22–26 June 2014; pp. 175–180. [Google Scholar]
- Mashimo, K.; Hori, Y.; Yamazaki, S. A XANES Study of Natural Oxide Films on Plated Tin. In Proceedings of the 64th IEEE Holm Conference on Electrical Contacts, Albuquerque, NM, USA, 14–18 October 2018; pp. 130–134. [Google Scholar] [CrossRef]
- Czichos, H.; Habig, K.H. Tribologie-Handbuch, 3rd ed.; Vieweg + Teubner: Wiesbaden, Germany, 2010; p. 211. [Google Scholar]
- Wohlschlögel, T.; Kaloudis, M. Praktische Oberflächenanalytik—Überblick über die Verfahren EDX, AES, XPS und SIMS. PLUS Prod. Von Leit. Und Syst. 2012, 14, 343–352. [Google Scholar]
- Willich, P.; Schiffmann, K.; Bethke, R. Elektronenstrahl-Mikroanalyse zur Charakterisierung dünner Schichten. Dünne Schichten 1993, 4, 44–47. [Google Scholar]
- Schiffmann, K.; Steinberg, C. EPMA-Analyse dünner PVD- und CVD-Schichten. Vak. Prax. Und Forsch. 2019, 31, 26–36. [Google Scholar] [CrossRef]
- Pouchou, J.L.; Pichoir, F. Surface Film X-ray Microanalysis. Scanning 1990, 12, 212–224. [Google Scholar] [CrossRef]
- Wahl, M.; Brodyanski, A.; Lösch, J.; Kopnarski, M.; Loos, P.; Beau, P.; Kolmer, P. Analytische Charakterisierung der Oberflächenkorrosion von kobaltbasierten Legierungen unter (Hoch-)Temperatur-Reibbelastung. In Proceedings of the 61st German Tribology Conference (61. Tribologie-Fachtagung), Online, Germany, 29–30 September 2020; pp. 28/1–28/10. [Google Scholar]
- Köver, L.; Kovacs, Z.; Sanjines, R.; Moretti, G.; Cserny, I.; Margaritondo, G.; Palinkas, J.; Adachi, H. Electronic Structure of Tin Oxides: High-resolution Study of XPS and Auger Spectra. Surf. Interface Anal. 1995, 23, 461–466. [Google Scholar] [CrossRef]
- Keller, P. Elektrochemische und oberflächenanalytische Untersuchungen zur anodischen Deckschichtbildung auf Zinn und Kupfer/Zinn-Legierungen. Ph.D. Thesis, Heinrich-Heine-University, Düsseldorf, Germany, 2006. [Google Scholar]
- Fürtauer, S.; Li, D.; Cupid, D.; Flandorfer, H. The Cu–Sn phase diagram, Part I: New experimental results. Intermetallics 2013, 34, 142–147. [Google Scholar] [CrossRef] [PubMed] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material and Surface Analysis | Scientific Studies |
|---|---|
| Light Microscopy (LM) | [1,2,4,6,8,10,12,14,21,26,29,30,31,32,33,34,35,36] |
| Topographic Measurement (TM) | [2,4,8,21,26,31,33,36,37,38,39,40,41] |
| Scanning Electron Microscopy (SEM) | [2,6,7,8,9,10,12,18,21,23,24,26,28,29,30,33,34,37,38,40,42,43] |
| Energy Dispersive X-ray (EDS) | [2,6,7,8,10,12,14,21,23,26,29,30,33,34,37,38,39,40,42,43,44] |
| Wavelength Dispersive X-ray (WDS) | [8] |
| Focused-Ion-Beam (FIB) | [8,9,28,30,37,39,41,42,45] |
| Raman Spectroscopy (RS) | [33,42] |
| Contact Resistance Measurement (CM) | [14,26,28,29,37,46,47] |
| Auger Electron Spectroscopy (AES) | [48] |
| X-ray Photoelectron Spectroscopy (XPS) | [44,45,47] |
| Transmission Electron Microscopy (TEM) | [41,44] |
| Computed Tomography (CT) | [12] |
| Position 1 (Sn-Coating) | Position 2 (Cu6Sn5) | Position 3 (C3Sn) | Position 4 (Cu-Substrate) | ||||
|---|---|---|---|---|---|---|---|
| Elements | At.-% | Elements | At.-% | Elements | At.-% | Elements | At.-% |
| Sn | 85 | Sn | 56 | Sn | 39 | Sn | 0 |
| Cu | 9 | Cu | 43 | Cu | 59 | Cu | 100 |
| Position 1 (Cu6Sn5) | Position 2 (Cu3Sn) | Position 3 (Cu6Sn5) | Position 4 (Cu3Sn) | ||||
|---|---|---|---|---|---|---|---|
| Elements | At.-% | Elements | At.-% | Elements | At.-% | Elements | At.-% |
| Sn | 56 | Sn | 39 | Sn | 49 | Sn | 29 |
| Cu | 43 | Cu | 59 | Cu | 51 | Cu | 71 |
| Material and Surface Analysis | Accessibility | Required Expertise |
|---|---|---|
| Light Microscopy (LM) | Very high | Very low |
| Topographic Measurement (TM) | High | Low |
| Scanning Electron Microscopy (SEM) | Medium | Medium |
| Energy Dispersive X-ray (EDS) | Medium | Medium |
| Wavelength Dispersive X-ray (WDS) | Low | Very high |
| Focused-Ion-Beam (FIB) | Medium | High |
| Raman Spectroscopy (RS) | Low | Very high |
| Contact Resistance Measurement (CM) | Low | Medium |
| Auger Electron Spectroscopy (AES) | Very low | Very high |
| X-ray Photoelectron Spectroscopy (XPS) | Very low | Very high |
| Transmission Electron Microscopy (TEM) | Very low | Very high |
| Computed Tomography (CT) | Low | High |
| Material and Surface Analysis | Fretting Corrosion | Fretting Wear | Relaxation | Oxidation/Corrosion | Further Surface Degradation |
|---|---|---|---|---|---|
| Light Microscopy (LM) | 3 | 3 | 3 | 2 | 2 |
| Topographic Measurement (TM) | 3 | 3 | 0 | 0 | 0 |
| Scanning Electron Microscopy (SEM) | 3 | 3 | 0 | 0 | 2 |
| Energy Dispersive X-ray (EDS) | 3 | 2 | 0 | 3 | 2 |
| Wavelength Dispersive X-ray (WDS) | 2 | 1 | 0 | 2 | 2 |
| Focused-Ion-Beam (FIB) | 0 | 1 | 0 | 0 | 3 |
| Raman Spectroscopy (RS) | 2 | 0 | 0 | 2 | 2 |
| Contact Resistance Measurement (CM) | 3 | 0 | 0 | 1 | 2 |
| Auger Electron Spectroscopy (AES) | 1 | 0 | 0 | 2 | 2 |
| X-ray Photoelectron Spectroscopy (XPS) | 1 | 0 | 0 | 2 | 2 |
| Transmission Electron Microscopy (TEM) | 1 | 0 | 0 | 1 | 3 |
| Computed Tomography (CT) | 0 | 0 | 2 | 0 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kolmer, P.; Shukla, A.; Song, J. Methods of Material and Surface Analysis for the Evaluation of Failure Modes for Electrical Connectors. Technologies 2022, 10, 124. https://doi.org/10.3390/technologies10060124
Kolmer P, Shukla A, Song J. Methods of Material and Surface Analysis for the Evaluation of Failure Modes for Electrical Connectors. Technologies. 2022; 10(6):124. https://doi.org/10.3390/technologies10060124
Chicago/Turabian StyleKolmer, Philipp, Abhay Shukla, and Jian Song. 2022. "Methods of Material and Surface Analysis for the Evaluation of Failure Modes for Electrical Connectors" Technologies 10, no. 6: 124. https://doi.org/10.3390/technologies10060124