1. Introduction
Advancements in 4D printing technology mark a significant evolution from conventional 3D printing methodologies. This innovative approach integrates the dimension of time into the fabrication process, enabling the production of objects that exhibit dynamic transformations in shape, properties, or functionality when exposed to external stimuli such as temperature variations, light exposure, or moisture changes [
1,
2,
3]. The core of this technology lies in the utilization of smart materials, which are specifically designed to respond predictably to these stimuli [
4,
5,
6,
7,
8]. This development in additive manufacturing opens new possibilities across various sectors, offering the potential for creating objects that are capable of adapting, self-assembling, or morphing in response to environmental or operational requirements [
9,
10,
11,
12]. The emergence of 4D printing is thus a pivotal step towards more adaptive and intelligent manufacturing practices [
13,
14].
In the aerospace sector, 4D printing technology has strong potential to enable a major transformation. This innovative approach is particularly suited to the extreme operational conditions typical in aerospace applications, such as substantial temperature variations and fluctuating atmospheric pressures [
11,
15,
16]. The unique capability of 4D-printed components to adapt their form and function in response to these environmental changes promises to significantly enhance performance and efficiency. For example, the development of aircraft wings or airfoils that can dynamically alter their shape in response to aerodynamic conditions has the potential to revolutionize aircraft design, leading to improvements in fuel efficiency and maneuverability [
17,
18,
19,
20]. Moreover, the integration of self-healing materials in 4D printing processes can greatly increase the durability of aerospace components. This not only reduces the need for frequent maintenance but also extends the overall lifespan of these components, offering substantial cost savings [
16,
21,
22,
23]. Brischetto et al. [
24], in their 2020 study, conducted an experimental evaluation of the mechanical properties of FDM-printed polymeric elements, focusing on PLA. Their research provides a comprehensive analysis of PLA’s mechanical behavior through tests like tensile, compression, and three-point bending. This study is key for aerospace applications, where the strength and reliability of components are crucial. The findings offer a deeper understanding of PLA’s potential in aerospace, particularly for 4D printing, where materials must endure extreme conditions.
Zaman et al.’s [
25] study delves into the optimization of FDM process parameters and their influence on the strength of printed parts. Their research is particularly significant for aerospace applications, where the reliability and strength of components are non-negotiable. By analyzing how different FDM settings affect part strength, their findings provide an essential understanding for manufacturing aerospace components where precision and durability are key. Patil et al. [
26] focus on a multi-objective optimization approach for FDM process parameters, specifically for PLA polymer components. Their findings offer insights into how FDM parameter optimization can enhance the quality and performance of aerospace components, aligning with the industry’s stringent requirements for material robustness and precision.
Another critical advantage of 4D printing in this domain is the lightweight nature of the materials used. This aligns perfectly with the aerospace industry’s ongoing efforts to reduce the weight of components, which has a direct and positive impact on fuel consumption and overall operational efficiency [
27,
28,
29,
30]. As humanity’s endeavors in space exploration continue to advance, the ability to create structures capable of adapting to or even self-assembling in the unique conditions of space becomes increasingly crucial. This capability could play a pivotal role in future space missions and the construction of space habitats [
31,
32,
33].
Shape-memory polymer (SMP) 4D printing has made significant advances recently, with promising results for aerospace applications. Zhou et al. presented the printing of high-temperature SMP, poly(ether–ether–ketone) (PEEK), using 4D printing, which is an appropriate material for challenging aerospace environments [
34]. Zhang et al. highlighted advances in 4D printing SMPs, emphasizing their smart excitation and response and possible uses in the aerospace industry [
35]. Zhang et al. presented the creation of a UV-curable and mechanically robust SMP system that greatly enhances the mechanical performance of SMP-based 4D printing structures, qualifying them for utilization in the aerospace sector [
36]. Other types of smart materials that can be employed in 4D printing for aerospace applications include shape-memory alloys (SMAs) [
37,
38], shape-memory ceramics (SMCrs) [
39,
40], and shape-memory composites (SMCs) [
41,
42]. Additionally, 4D printing, along with these smart materials, enables dynamic adjustments, autonomous responses, and improved adaptability. This results in the manufacturing of aerospace structures that are revolutionary for space missions, including solar arrays, deployable panels, cells, booms, self-deployable structures, and reflector antennas [
41].
In 4D printing, the behavior and characteristics of the final printed structure are influenced by a variety of factors beyond just the material choice. A range of printing parameters, including print speed, layer height, nozzle diameter, temperature settings, infill density, and print orientation, are crucial in shaping the morphing capabilities of the printed object [
43,
44]. For example, a faster print speed can alter cooling rates, impacting how the material responds to external stimuli. Changes in infill densities and patterns can also create structures with different flexibility and deformation properties [
45]. The interaction between these parameters is complex, with each combination leading to distinct morphing behaviors. It is vital to understand and fine-tune these parameters to fully leverage the capabilities of 4D printing. Proper optimization ensures that the structures morph accurately, consistently, and predictably, fulfilling their intended applications effectively.
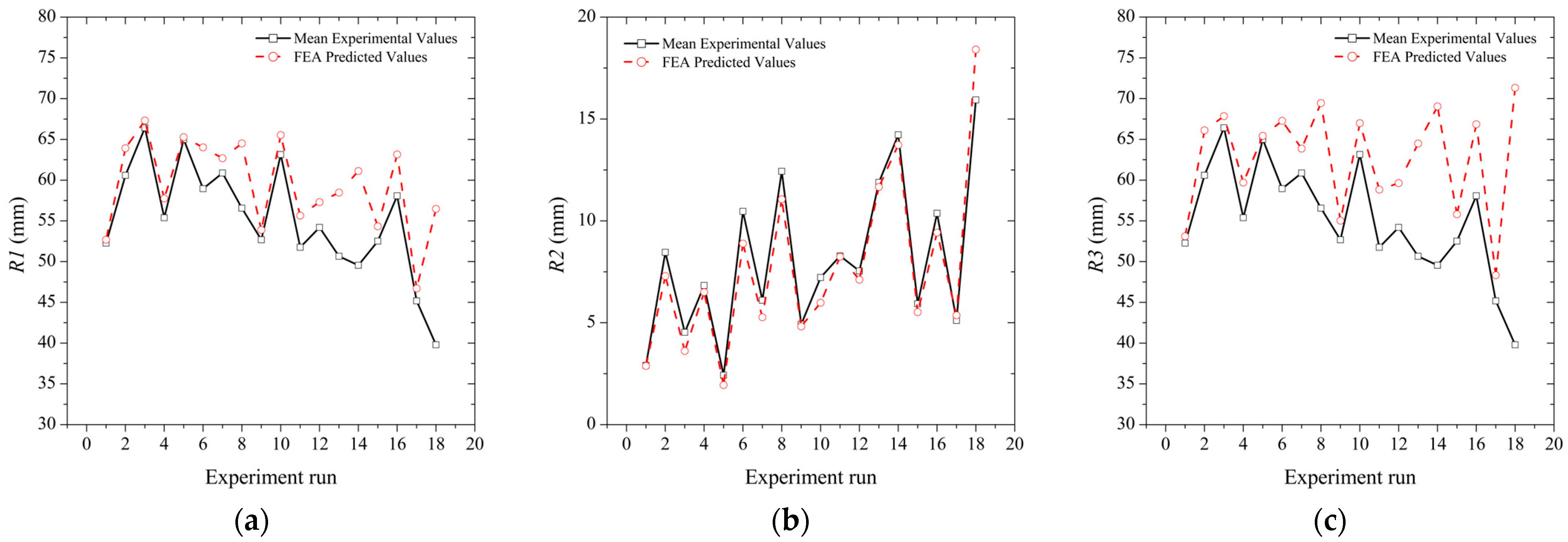
In this paper, the primary objective is to comprehensively investigate the shape-morphing behavior of PLA structures. We investigate the complex relationship between the morphing response, the printing parameters (printing speed, layer height, layer width, nozzle temperature, and bed temperature), and thermal stimulus through a systematic experimental characterization. By subjecting these structures to thermal stimulus, we explore their shape-morphing behavior, leveraging the unique properties of SMPs. The experimentation is further enriched by employing analysis of variance (ANOVA) to determine the significant impact of individual printing parameters and thermal stimulus on their change of shape. Consequently, regression analysis is conducted to develop empirical equations that predict the morphing behavior based on the chosen control factors. The observed morphing behavior is then simulated and validated using finite element analysis (FEA), which offers important insights into the structural performance under different thermal conditions.
2. Methodology
With the introduction of structures that can change shape in response to environmental changes, 4D printing opens a new chapter in the evolution of additive manufacturing. These novel structures, which are primarily made of Polylactic Acid (PLA), a well-known bio-sourced shape-memory polymer (SMP), have attracted a lot of attention due to their potential uses in a variety of industries, such as biomedical devices and adaptive architecture. To successfully comprehend and regulate their shape-morphing activity, research is still being carried out. The details of the printing process and the post-printing environments have a major impact on the final shape and functionality of these structures.
To thoroughly understand shape morphing in 4D-printed PLA structures, an extensive experimental methodology was developed. This approach aimed to reveal the complex interactions between various printing parameters and their impact on the morphing behaviors of the structures. The design and slicing of the sample set the stage for the next step, which is printing. After that, the sample is created utilizing fused deposition modeling (FDM) technology, which is an essential step in the creation of the physical product. The sample is allowed to cool at room temperature after printing. This stage is necessary for maintaining the structure’s stability, consistency of the material’s characteristics, and shape stability. The sample is ready for the activation phase after it has cooled, and this includes putting it in a controlled lab bath (thermostatic water bath, DK-420 model, Wincom Company, Ltd., Changsha, China). To simulate the external stimuli that cause the shape morphing, this stage is crucial. The employed bath can develop the targeted activation temperature, which then constitutes the stimulus for the specimen. Next, the sample’s activation and deformation are seen, demonstrating the material’s ability to adjust and change form in response to external stimuli. This change, which highlights the dynamic potential of 4D printing, is an essential aspect of the research. The deformed sample is then allowed to cool to ambient temperature. Measurements and data are carefully gathered during this phase, offering important insights into the morphing process and the elements controlling it.
2.1. Materials and Methods
The dimensions of the specimens utilized in the experiments are L = 70 mm, b = 3.5 mm, and h = 1.5 mm. The creation of the test specimens involved a detailed process starting from digital design to their physical formation. Initially, each specimen was designed using computer-aided design (CAD) software (Autodesk Inventor 2023). After designing, the specimens were prepared for 3D printing. This stage involved setting various printing parameters in the slicing software, which is crucial for achieving the desired print quality and functionality. Important parameters set at this stage included print speed, bed and nozzle temperatures, layer height, and layer width, each contributing significantly to the final physical attributes of the specimens.
The fabrication of test specimens was carried out using a K1 3D printer (Creality 3D Technology Co., Ltd., Shenzen, China). For this study, a high-quality PLA filament was selected, with a 1.75 mm diameter, presented in a clean white color (Devil Design, Mikołów). The specimens were subjected to a number of experimental processes in a lab water bath after printing. The PLA specimen is printed in its initial, undeformed state. This is the ‘zero strain energy’ state the reviewer refers to. It is important to clarify that at this stage, the beam is straight and has not undergone any deformation. This water bath can reach and sustain a particular temperature, which is known as the activation temperature. The specimens start to show signs of transformation at this temperature, reacting to the heat as an outside stimulus. A uniform exposure time of four minutes to the heat stimulus was maintained across all tests, ensuring consistency in the experimental conditions. This duration was experimentally observed to be sufficient for the sample to take its final/locked-in shape. The temperatures selected (thermal stimulus) are above the glass transition temperature of PLA. This is the ‘triggering’ process for the PLA beam. Once the PLA beam is removed from the bath and cooled down, it retains the bent shape, which is its ‘final’ or ‘locked-in’ shape. The recovery to the original straight shape is not part of this study.
2.2. Design of Experiments
The analysis was conducted using Minitab 17 statistical software, focusing on the effects of various printing factors. These factors included printing speed, layer height, layer width, nozzle temperature, bed temperature, and activation temperature. This study employed Taguchi’s L18 Design of Experiments (DoE) for its recognized accuracy and efficiency. A detailed outline of the control parameters and their levels is presented in the following
Table 1.
The range of activation temperatures, from 76 °C to 96 °C, was chosen to thoroughly evaluate the material’s response to different thermal conditions. Printing speed, measured in mm/s, was varied across three levels to assess its impact on the final structure. Layer height, a critical factor in 3D printing, was tested at three different levels to balance between detail accuracy and printing speed. Finally, the layer width was also set at three distinct levels to understand its influence on the structural integrity and appearance of the printed object.
Table 2 presents a comprehensive overview of the experimental runs, which were structured according to the Taguchi method. In this table, the columns represent the control factors, while the rows indicate the individual experimental runs. Each run is essentially a unique combination of factor levels. The cells within the table specify the level of each factor for a particular run.
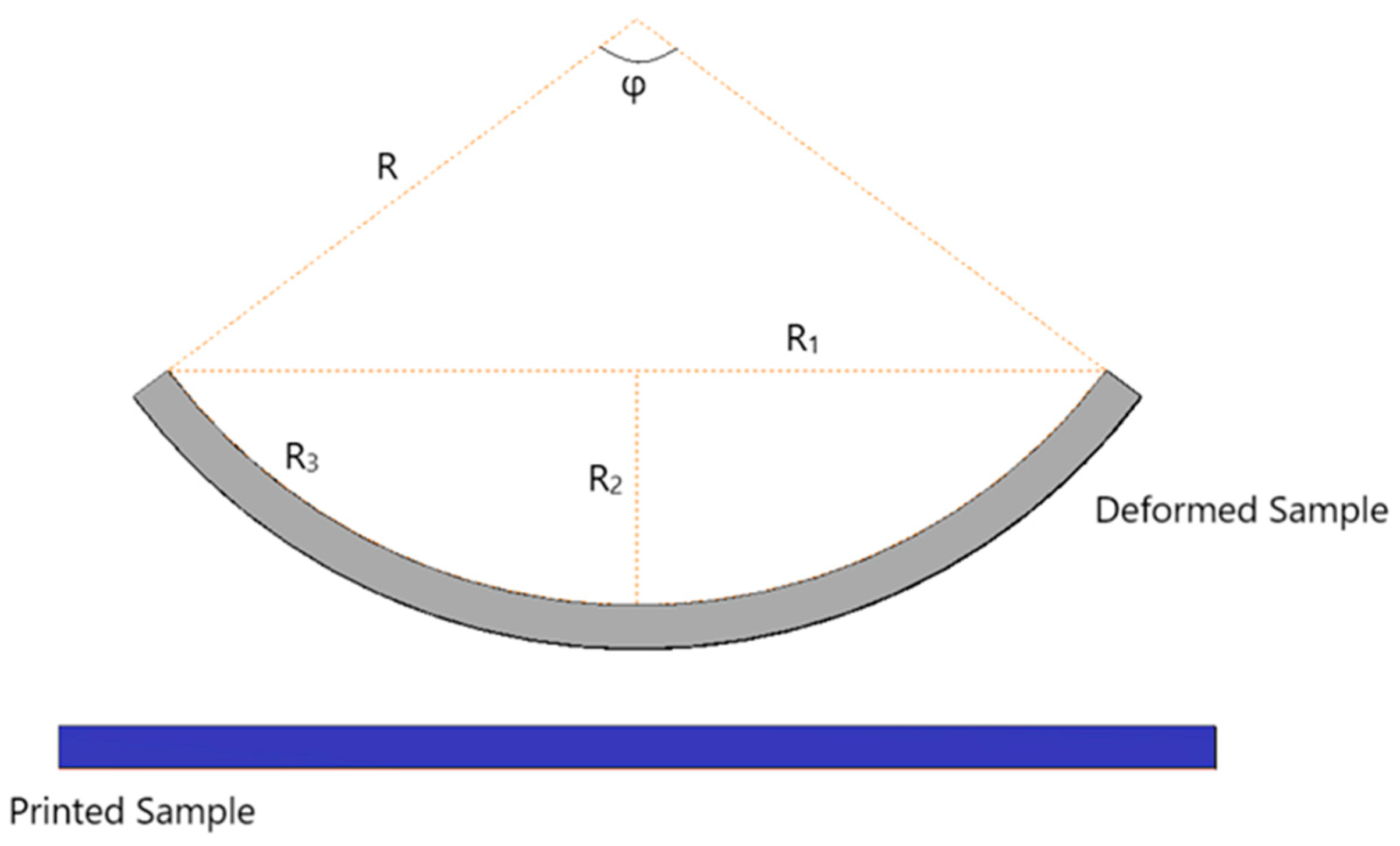
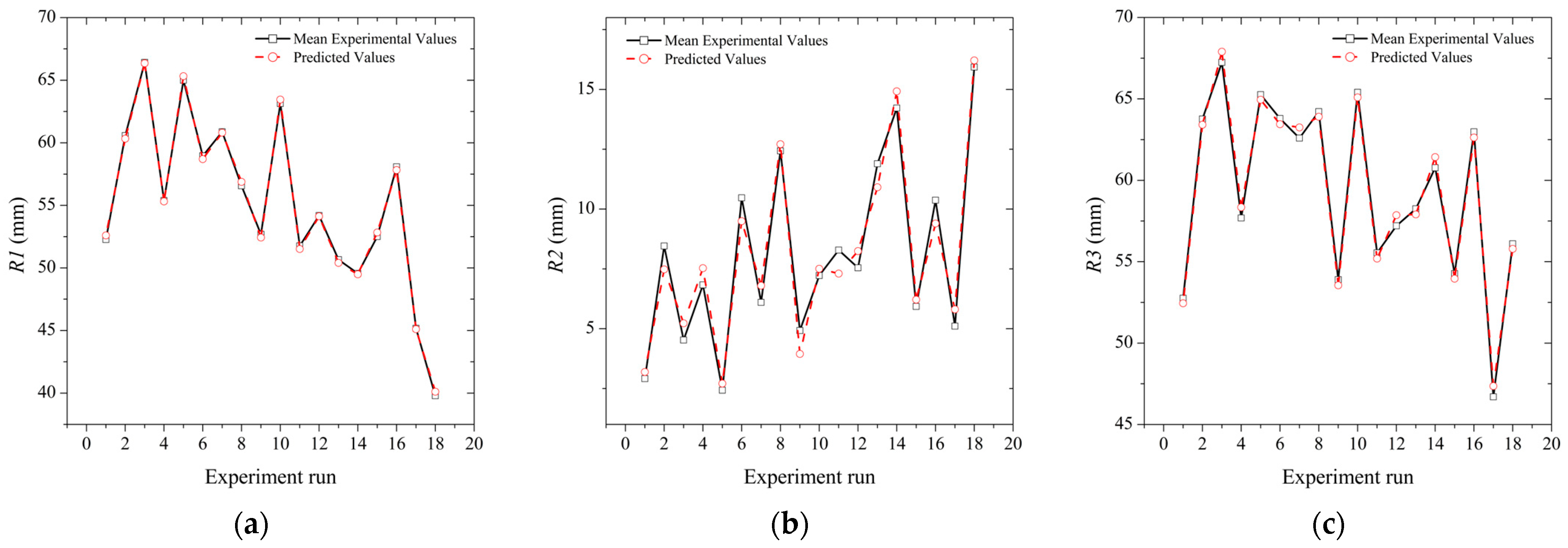
During the data acquisition stage, precise measurements of R1, R2, and R3 were obtained using Autodesk Inventor Professional software, which is known for its advanced measurement capabilities. The analysis focused on the deformed shape of the structure, with each parameter capturing a distinct aspect of the deformation:
R1—Chord of Deformed Structure: This parameter represents the straight line distance between the two ends of the curve, essentially measuring the overall length of the deformed structure;
R2—Beam Deflection: R2 measures the extent of deviation or displacement of the beam from its original position. It is a critical indicator of the degree of deformation experienced by the structure;
R3—Internal Arc: This parameter captures the curvature within the deformed shape, providing insights into the internal bending and shape changes of the structure.
For a more comprehensive understanding,
Figure 1 visually illustrates these parameters, offering a clearer perspective on their roles and relevance in analyzing the deformation of the structure.
R is the radius of curvature of the arc, and
ϕ is the angle subtended by the arc.
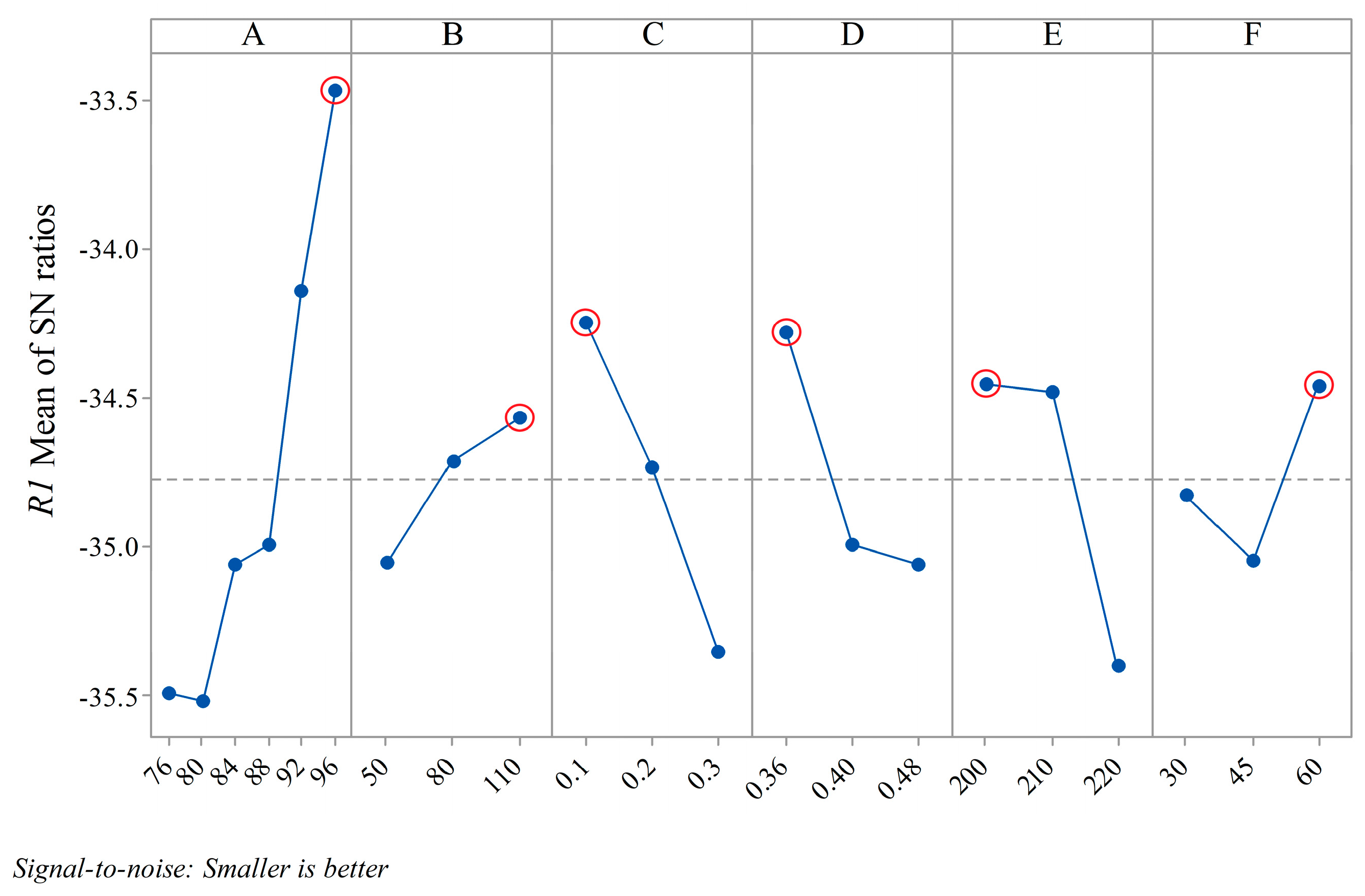
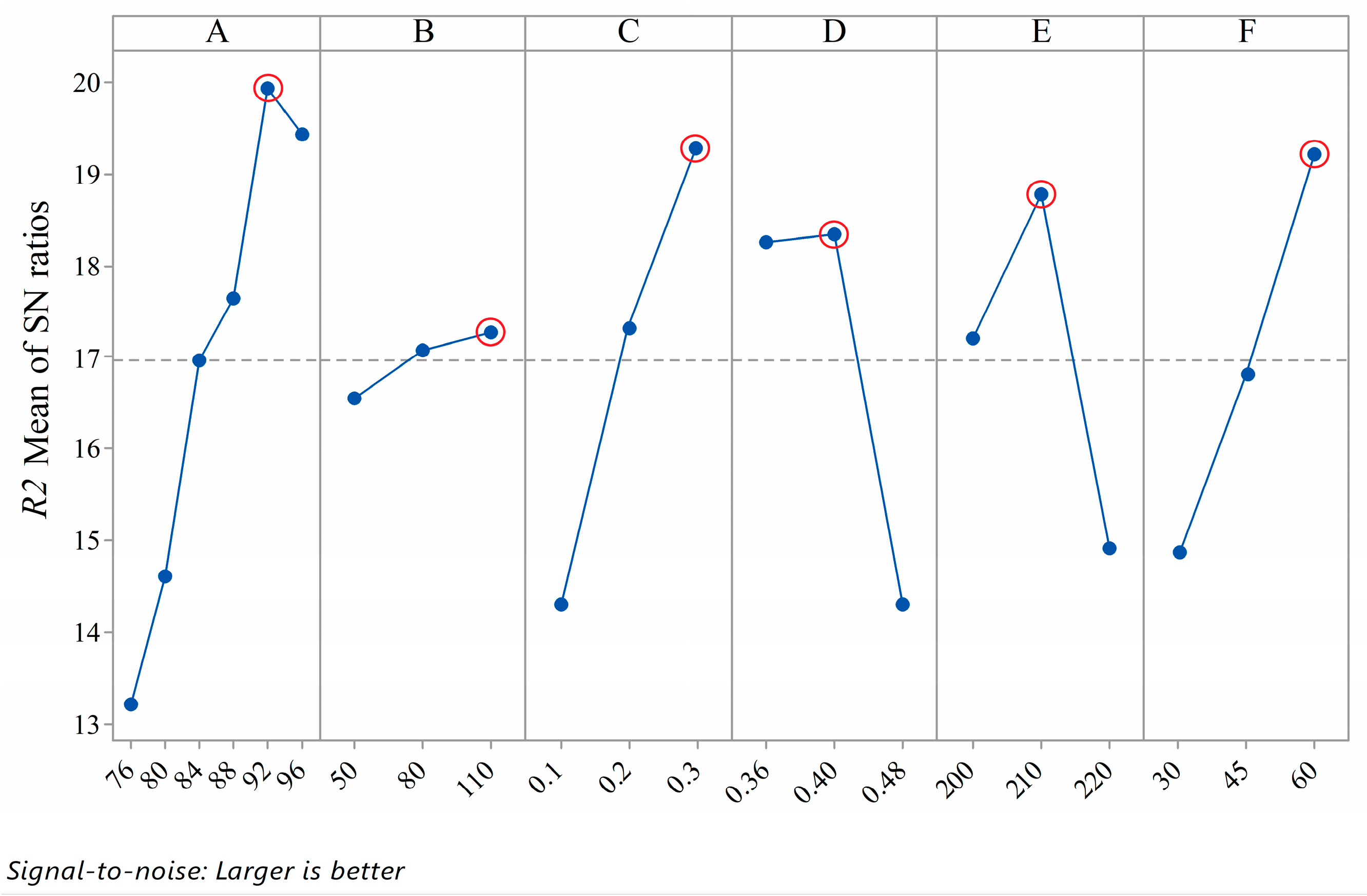
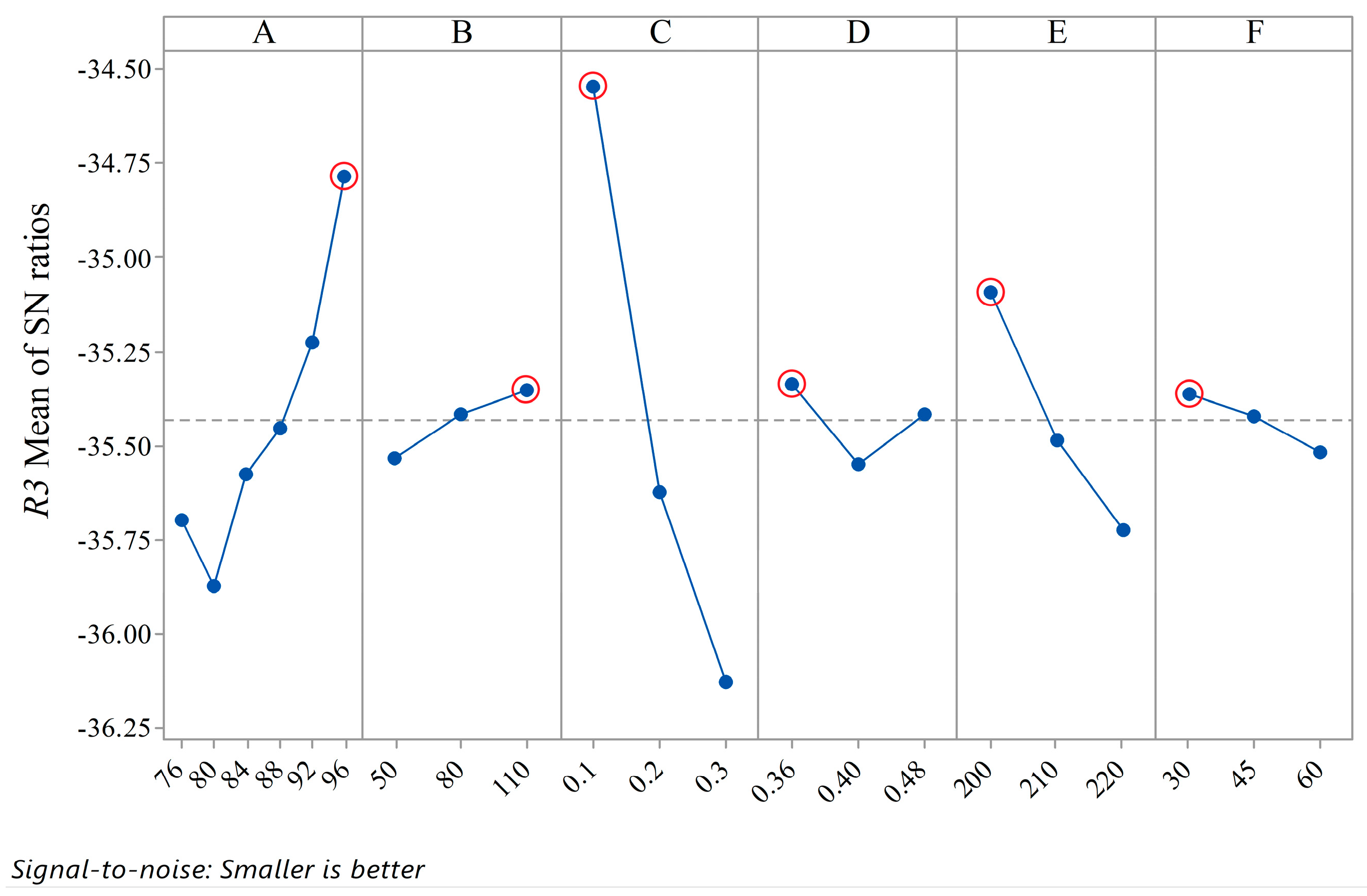
2.3. Main Effect Analysis
To assess the influence of each control factor on the response, the means and signal-to-noise (
S/
N) ratios are calculated. The
S/
N ratio, a measure of robustness, helps identify control factor configurations that effectively minimize variability or ‘noise’ in the process. In this study, the ‘Larger is better’ criterion was selected to maximize the response. This criterion is applicable to the
R2 responses. Conversely, for the
R1 and
R3 responses, the ‘Smaller is better’ criterion was employed. The
S/
N ratios for these criteria are calculated using specific equations, designated as Equation (1) for the ‘Larger is bett’ and Equation (2) for the ‘Smaller is better’ [
46]:
where
Y denotes responses for the given factor level combination, and
n is the number of responses in the factor level combination. These equations provide a quantitative basis for evaluating and optimizing the performance of the control factors in the experiment.
The response of each factor level in the context of a Taguchi experimental design can be effectively analyzed using the mean of the signal-to-noise (
S/N) ratios and the mean response values. This approach is crucial for understanding how different levels of a factor influence the outcome of an experiment. For a given factor level, the mean of the
S/N ratios is obtained by averaging the
S/N ratios of all experiment runs where that particular level is present. Mathematically, it is represented as follows:
Here, is the number of experimental runs that include the specific level of the factor being analyzed.
The mean response for each factor level involves averaging the response values for all the experimental runs where the factor level is present. The equation is given as:
In this equation, represents the average response value for the i-th experimental run.
2.4. Analysis of Variance (ANOVA)
The primary objective of ANOVA in this context is to assess the individual impact of each factor on the response variables
R1,
R2, and
R3. The ANOVA process involves several key calculations [
47]:
Total Degrees of Freedom: This is calculated using , where k represents the total number of experimental runs.
Degrees of Freedom for Each Control Factor: Determined by , where i corresponds to each factor (A, B, C, D, E, F), and l is the total number of levels for each factor.
Degrees of Freedom for Residual Error: Calculated using , where n is the number of control factors.
The total sum of squares (
) represents the overall variation in the response values. It can be broken down into components attributable to the individual control factors and the residual error. This relationship is expressed in the following equation:
where
is the sum of squares attributed to the
i-th control factor, and
is the sum of squares due to residual error.
The total sum of squares,
, quantifies the total variation in the response data and is calculated using the following equation:
where
is the mean response value for the
i-th experiment run,
is the overall mean of the response values, and
m is the number of experimental runs in the orthogonal array.
The mean sum of squares of the i-th factor represents the average of the squared deviations for a particular factor. It is a measure of the variance within the groups defined by that factor. The equation is
. The equation for the F-ratio is
, where
is the mean sum of squares of the residual error [
48]. A higher F-value indicates a more significant effect of the control factor on the response variable (
R1,
R2, or
R3).
The percent contribution of a factor in an experiment, particularly in the context of ANOVA, is a measure of how much a specific factor contributes to the overall variability in the response variable. The formula to calculate the percent contribution of a factor is as follows:
A high percent contribution indicates that a small change in this factor will have a significant impact on the performance or outcome of the experiment.
3. Finite Element Modelling
In the finite element modeling conducted for this study, the heating process of the Polylactic Acid (PLA) structures was accurately represented using convective heat transfer principles. This process is described by the equation [
49,
50]:
where
signifies the rate of heat transfer,
h is the coefficient of heat transfer,
A represents the surface area over which heat transfer occurs,
is the initial temperature of the PLA structure, and
is the activation temperature, equivalent to the temperature of the laboratory’s water bath. This equation is crucial in the simulation, as it determines the rate at which heat is transferred from the water bath to the PLA structure.
In the context of continuum mechanics, the deformation of a particle as it moves from its original position to a new position over time can be mathematically described using the concept of the deformation gradient. The initial position of a particle is denoted by
X, and its position at a later time
t is given by
. The displacement vector
represents the change in position of the particle, pointing from its original location
X to its new location
x. The deformation gradient,
F, is a fundamental tensor that captures all the information about the deformation and rotation of material elements in the body. It can be defined using the equation [
49,
50]:
This equation represents the gradient of the current position with respect to the initial position, encapsulating how a differential element in the body moves and deforms. The term I is the identity tensor, which represents a state of no deformation. The second term is the gradient of the displacement vector, indicating how the displacement varies over the body.
In the finite element analysis of thermally induced deformation of PLA structures, understanding the interplay between mechanical and thermal properties is essential. The following equations form the basis of this analysis, explaining the complex relationships governing material behavior under thermal stimuli.
The equation of motion, represented as
is fundamental in describing the dynamic response of the PLA material. Here,
ρ denotes the material’s density,
S represents the second Piola–Kirchhoff stress tensor, and
is the volumetric force. The stress–strain relationship is crucial in understanding how the material deforms under stress. This relationship is expressed as
where
C is the elasticity tensor, and
is the elastic strain tensor. This constitutive equation is key to modeling the elastic behavior of the PLA material under applied stresses.
Thermal strain is generally described by the equation
In this context, α represents the coefficient of thermal expansion (CTE), T is the current temperature, and is the reference temperature.
The CTE for different parts of the PLA structure is calculated using
Here, denotes the CTE for either the top or bottom part of the structure, is the change in length of that part, is the initial length, and ΔT is the temperature change. Accurate calculation of the CTE is vital for precise thermal analysis in FEA.
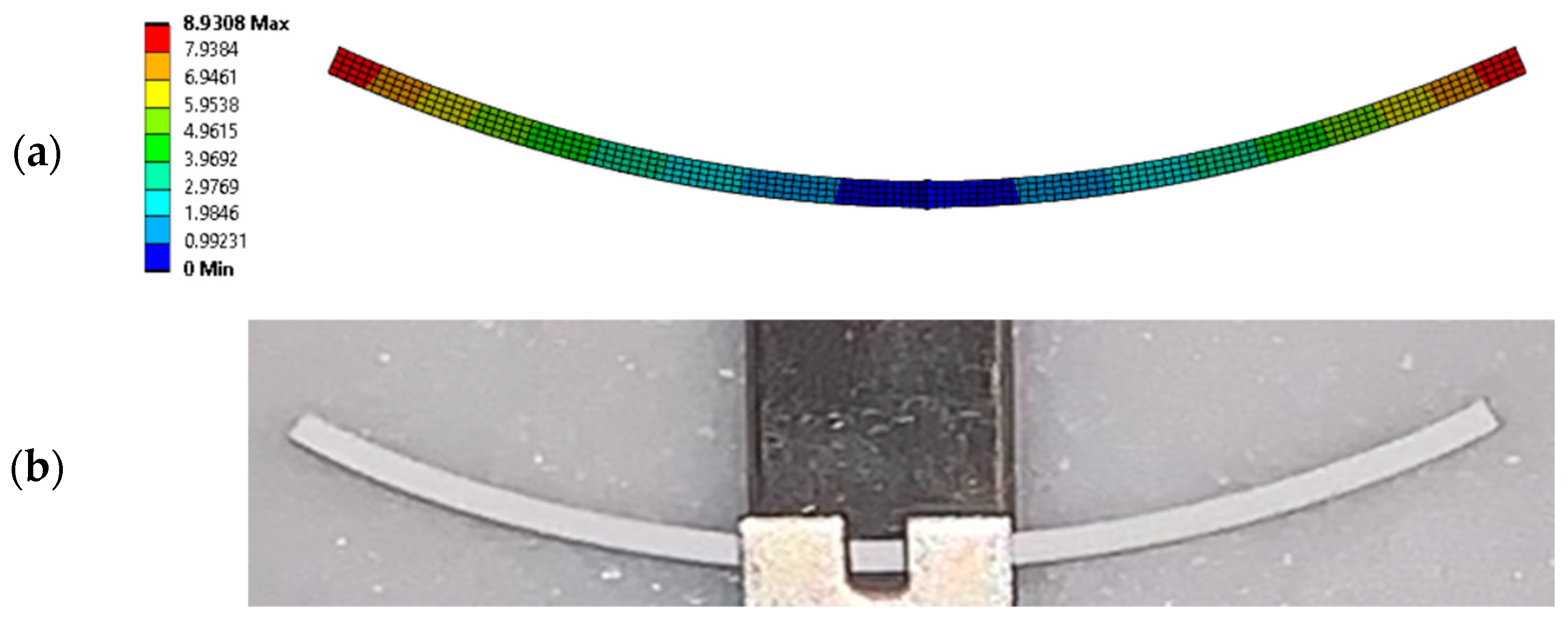
To accurately replicate the bending behavior characteristic of the shape-memory effect (SME) observed in shape-memory materials (SMMs), a strategy involving the concept of differential shrinking was employed. This approach is based on the principle of assigning different CTE to various parts of the structure, thereby inducing varying degrees of shrinkage in these parts, which in turn mimics the bending action seen in SME. The structure under study was modeled as consisting of two distinct parts. The post-deformation lengths of the top and bottom parts of the structure are determined using the following equations [
50]:
In these equations, and represent the lengths of the top and bottom parts, respectively, after deformation. is the height of the cross-section of the structure. These lengths are calculated at half the height of each of the top and the bottom parts of the structure, hence the use of 0.25 and 0.75.
The primary equation that governs the deformation of the PLA structure in response to thermal stimuli can be represented as follows:
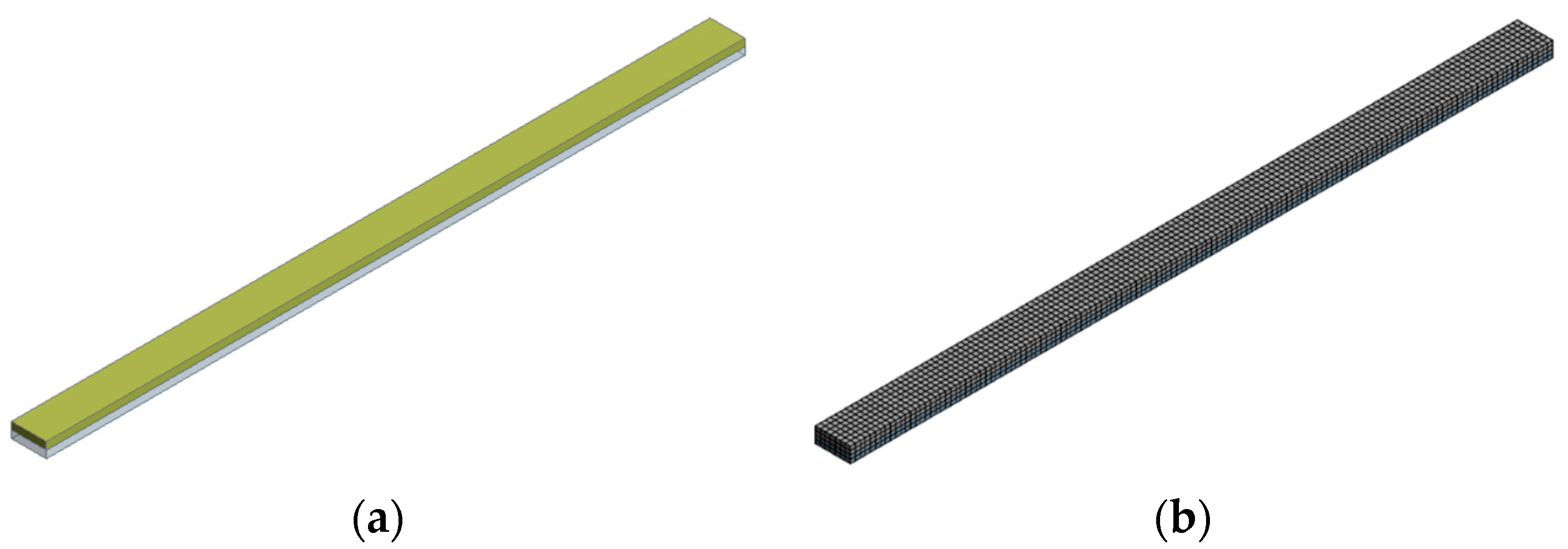
Here, is the global stiffness matrix of the structure, is the displacement vector, representing the deformation of the structure in response to the applied forces, is the vector of mechanical forces acting on the structure, including any external loads or constraints, and is the thermal force vector, which arises due to the thermal expansion or contraction of the material as a result of temperature changes. The thermal force vector is calculated based on the material’s coefficient of thermal expansion (CTE), the temperature change, and the constraints of the structure and, thus, introduces the effects of temperature into the structural behavior. The FEA process involves discretizing the PLA structure into a finite number of elements, where each element’s behavior is described by the above equation. The global stiffness and the force vectors are assembled from the contributions of all these elements. The resulting system of equations is then solved numerically to find the displacement vector, which provides a detailed prediction of how each part of the PLA structure deforms in response to the combined effects of mechanical loads and thermal stimuli.
Our model, employing a CTE gradient/layering approach, is primarily designed to predict the maximum strain recovery for a given change in temperature based on the CTE and delta-Temp. It is important to note that in our current model, subsequent triggering of the PLA structures is not included. This means that while our model effectively handles a range of initial deformation levels (strains) up to the point of damage or fracture, it primarily focuses on the first activation cycle. The deformation in the previously triggered stage, which may vary widely, is considered as the starting point for each simulation. Our approach allows for the prediction of the final shape after the initial triggering but does not simulate repeated cycles of deformation and recovery. We acknowledge this as a limitation in the current scope of our model and suggest that future work could extend the model to include multiple triggering cycles. This would enhance the model’s applicability in scenarios where repeated shape-memory effects are critical.


 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}