
Simulation of the Inductor Structure to Improve FZ Thermal Fields
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Numerical Model and Calculation Method
3. Introduction to Physical Fields
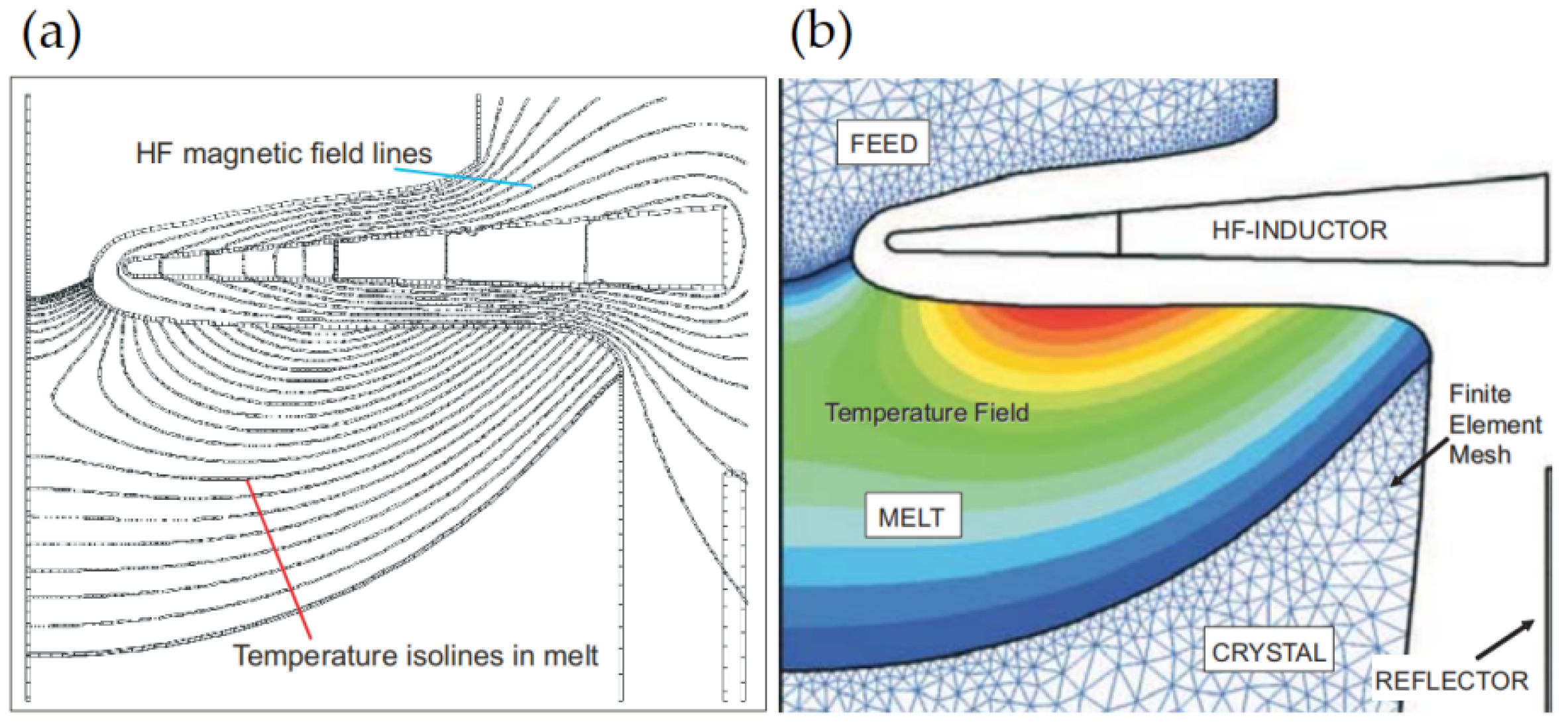
3.1. The Electromagnetic Field
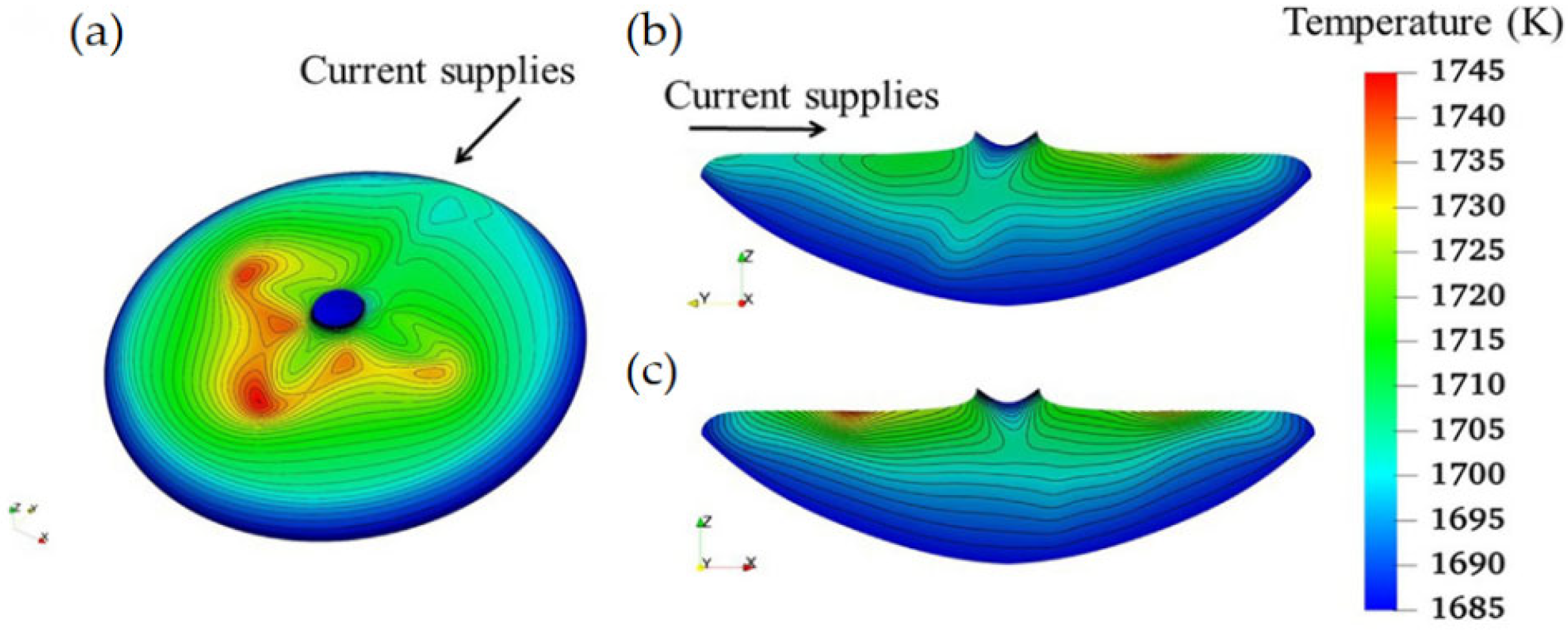
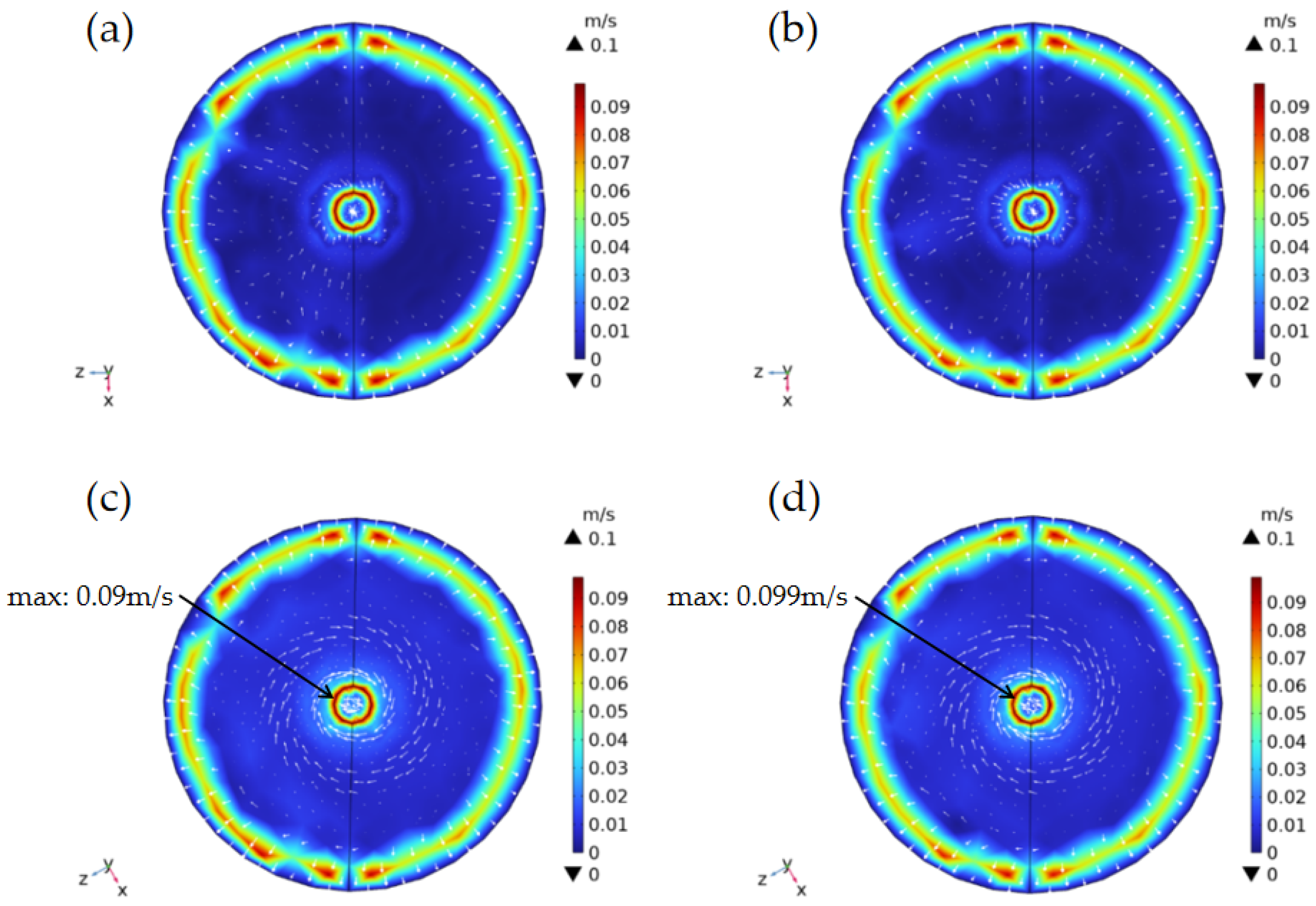
3.2. Melt Temperature and Flow
4. Proof of Simulation Results
4.1. 2D Model Simulation Results
4.2. 3D Model Simulation Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mohamed Ariff, A.H.; Hashmi, M.S.J.; Brabazon, D. Monocrystalline Silicon Grown Using Floating Zone Technique. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2018; ISBN 978-0-12-803581-8. [Google Scholar]
- Sueoka, K.; Kamiyama, E.; Vanhellemont, J. Theoretical Study of the Impact of Stress on the Behavior of Intrinsic Point Defects in Large-Diameter Defect-Free Si Crystals. J. Cryst. Growth 2013, 363, 97–104. [Google Scholar] [CrossRef]
- Ratnieks, G.; Muižnieks, A.; Mühlbauer, A. Modelling of Phase Boundaries for Large Industrial FZ Silicon Crystal Growth with the Needle-Eye Technique. J. Cryst. Growth 2003, 255, 227–240. [Google Scholar] [CrossRef]
- Feigelson, R.S. Crystal Growth History: Theory and Melt Growth Processes. J. Cryst. Growth 2022, 594, 126800. [Google Scholar] [CrossRef]
- Taishi, T.; Ohno, Y.; Yonenaga, I. Constitutional Supercooling in Heavily As-Doped Czochralski Si Crystal Growth. J. Cryst. Growth 2014, 393, 42–44. [Google Scholar] [CrossRef]
- Hossain, M.M.; Watauchi, S.; Nagao, M.; Tanaka, I. Effects of Growth Parameters on Silicon Molten Zone Formed by Infrared Convergent-Heating Floating Zone Method. J. Cryst. Growth 2017, 459, 105–111. [Google Scholar] [CrossRef]
- Muižnieks, A.; Raming, G.; Mühlbauer, A.; Virbulis, J.; Hanna, B.; Ammon, W.V. Stress-Induced Dislocation Generation in Large FZ-and CZ-Silicon Single Crystals—Numerical Model and Qualitative Considerations. J. Cryst. Growth 2001, 230, 305–313. [Google Scholar] [CrossRef]
- Dold, P. Analysis of Microsegregation in RF-Heated Float Zone Growth of Silicon—Comparison to the Radiation-Heated Process. J. Cryst. Growth 2004, 261, 1–10. [Google Scholar] [CrossRef]
- Rost, H.-J.; Menzel, R.; Luedge, A.; Riemann, H. Float-Zone Silicon Crystal Growth at Reduced RF Frequencies. J. Cryst. Growth 2012, 360, 43–46. [Google Scholar] [CrossRef]
- Rost, H.-J.; Buchovska, I.; Dadzis, K.; Juda, U.; Renner, M.; Menzel, R. Thermally Stimulated Dislocation Generation in Silicon Crystals Grown by the Float-Zone Method. J. Cryst. Growth 2020, 552, 125842. [Google Scholar] [CrossRef]
- Wünscher, M.; Menzel, R.; Riemann, H.; Lüdge, A. Combined 3D and 2.5 D Modeling of the Floating Zone Process with Comsol Multiphysics. J. Cryst. Growth 2014, 385, 100–105. [Google Scholar] [CrossRef]
- Rudevičs, A.; Muižnieks, A.; Ratnieks, G.; Mühlbauer, A.; Wetzel, T. Numerical Study of Transient Behaviour of Molten Zone during Industrial FZ Process for Large Silicon Crystal Growth. J. Cryst. Growth 2004, 266, 54–59. [Google Scholar] [CrossRef]
- Muiznieks, A.; Virbulis, J.; Lüdge, A.; Riemann, H.; Werner, N. Floating Zone Growth of Silicon. In Handbook of Crystal Growth; Elsevier: Amsterdam, The Netherlands, 2015; pp. 241–279. ISBN 978-0-444-63303-3. [Google Scholar]
- Yu, F.; Chen, W.; Zhang, D. The Research of Simulation on Eddy Current Separation Process Based on MATLAB and COMSOL. Procedia CIRP 2016, 56, 520–523. [Google Scholar] [CrossRef]
- Han, X.-F.; Kakimoto, K.; Alradi, S.; Zaidat, K. Numerical Investigation of Floating Zone Silicon Using Halbach Array Magnets. J. Cryst. Growth 2020, 546, 125773. [Google Scholar] [CrossRef]
- Menzel, R.; Rost, H.-J.; Kießling, F.M.; Sylla, L. Float-Zone Growth of Silicon Crystals Using Large-Area Seeding. J. Cryst. Growth 2019, 515, 32–36. [Google Scholar] [CrossRef]
- Han, X.-F.; Liu, X.; Nakano, S.; Harada, H.; Miyamura, Y.; Kakimoto, K. 3D Numerical Simulation of Free Surface Shape during the Crystal Growth of Floating Zone (FZ) Silicon. J. Cryst. Growth 2018, 483, 269–274. [Google Scholar] [CrossRef]
- Mühlbauer, A.; Muiznieks, A.; Virbulis, J. Analysis of the Dopant Segregation Effects at the Floating Zone Growth of Large Silicon Crystals. J. Cryst. Growth 1997, 180, 372–380. [Google Scholar] [CrossRef]
- Mühlbauer, A.; Muiznieks, A.; Raming, G.; Ratnieks, G. 2D and 3D Numerical Modelling of FZ Large Silicon Single Crystal Growth: Relation between Growth Process and Crystal Quality. In Proceedings of the International Scientific Colloquium Modelling for Saving Resources, Riga, Latvia, 17–18 May 2001; pp. 17–22. [Google Scholar]
- Nacke, B.; Muiznieks, A. Numerical Modelling of the Industrial Silicon Single Crystal Growth Processes. GAMM-Mitteilungen 2007, 30, 113–124. [Google Scholar] [CrossRef]
- Ratnieks, G.; Muiznieks, A.; Buligins, L.; Raming, G.; Mühlbauer, A.; Lüdge, A.; Riemann, H. Influence of the Three Dimensionality of the HF Electromagnetic Field on Resistivity Variations in Si Single Crystals during FZ Growth. J. Cryst. Growth 2000, 216, 204–219. [Google Scholar] [CrossRef]
- Han, X.-F.; Liu, X.; Nakano, S.; Kakimoto, K. Numerical Analysis of Dopant Concentration in 200 Mm (8 Inch) Floating Zone Silicon. J. Cryst. Growth 2020, 545, 125752. [Google Scholar] [CrossRef]
- Raming, G.; Muižnieks, A.; Mühlbauer, A. Numerical Investigation of the Influence of EM-Fields on Fluid Motion and Resistivity Distribution during Floating-Zone Growth of Large Silicon Single Crystals. J. Cryst. Growth 2001, 230, 108–117. [Google Scholar] [CrossRef]
- Lan, C.W.; Chian, J.H. Three-Dimensional Simulation of Marangoni Flow and Interfaces in Floating-Zone Silicon Crystal Growth. J. Cryst. Growth 2001, 230, 172–180. [Google Scholar] [CrossRef]
- Lei, A.; Græsvænge, M.; Hindrichsen, C. Reduced Radial Resistivity Variation of FZ Si Wafers with Advanced NTD. J. Cryst. Growth 2019, 512, 65–68. [Google Scholar] [CrossRef]
- Surovovs, K.; Muiznieks, A.; Sabanskis, A.; Virbulis, J. Hydrodynamical Aspects of the Floating Zone Silicon Crystal Growth Process. J. Cryst. Growth 2014, 401, 120–123. [Google Scholar] [CrossRef]
- Sabanskis, A.; Virbulis, J. Simulation of the Influence of Gas Flow on Melt Convection and Phase Boundaries in FZ Silicon Single Crystal Growth. J. Cryst. Growth 2015, 417, 51–57. [Google Scholar] [CrossRef]
- Jin, C.; Okano, Y.; Minakuchi, H.; Dost, S. Numerical Simulation of Thermo-Solutal Marangoni Convection in a Floating Half-Zone with Radiation Effects under Zero Gravity. Int. J. Heat Mass Transf. 2022, 194, 123010. [Google Scholar] [CrossRef]
- Munakata, T.; Someya, S.; Tanasawa, I. Suppression of Marangoni Convection in the FZ Melt by High-Frequency Magnetic Field. J. Cryst. Growth 2002, 235, 167–172. [Google Scholar] [CrossRef]
- Han, X.-F.; Liu, X.; Nakano, S.; Harada, H.; Miyamura, Y.; Kakimoto, K. 3D Numerical Study of the Asymmetric Phenomenon in 200 Mm Floating Zone Silicon Crystal Growth. J. Cryst. Growth 2020, 532, 125403. [Google Scholar] [CrossRef]
- Plāte, M.; Dadzis, K.; Krauze, A.; Menzel, R.; Virbulis, J. Validation of a 3D Mathematical Model for Feed Rod Melting during Floating Zone Si Crystal Growth. J. Cryst. Growth 2019, 521, 46–49. [Google Scholar] [CrossRef]
- Freiheit, H.-C.; Bonauer-Klepp, K.; Baumann, R. A General Method for the Calculation of Segregation Profiles in Floating Zone Grown Silicon Ingots with Non-Uniform Initial Distribution of the Solute. J. Cryst. Growth 2007, 304, 317–323. [Google Scholar] [CrossRef]
- Menzel, R. Growth Conditions for Large Diameter FZ Si Single Crystals. Available online: https://api-depositonce.tu-berlin.de/server/api/core/bitstreams/1fc3bc7e-6cf3-4b97-b216-18d45ab871f0/content (accessed on 11 October 2013).



















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ai, X.; Sun, C.; Zhang, H.; Sun, J.; Xie, L.; Liu, G.; Chen, G. Simulation of the Inductor Structure to Improve FZ Thermal Fields. Coatings 2023, 13, 1565. https://doi.org/10.3390/coatings13091565
Ai X, Sun C, Zhang H, Sun J, Xie L, Liu G, Chen G. Simulation of the Inductor Structure to Improve FZ Thermal Fields. Coatings. 2023; 13(9):1565. https://doi.org/10.3390/coatings13091565
Chicago/Turabian StyleAi, Xingtian, Chenguang Sun, Hui Zhang, Jian Sun, Luxiao Xie, Guodong Liu, and Guifeng Chen. 2023. "Simulation of the Inductor Structure to Improve FZ Thermal Fields" Coatings 13, no. 9: 1565. https://doi.org/10.3390/coatings13091565