
Effect of Y2O3 Content on Microstructure and Corrosion Properties of Laser Cladding Ni-Based/WC Composite Coated on 316L Substrate


Abstract
:1. Introduction
2. Materials and Methods
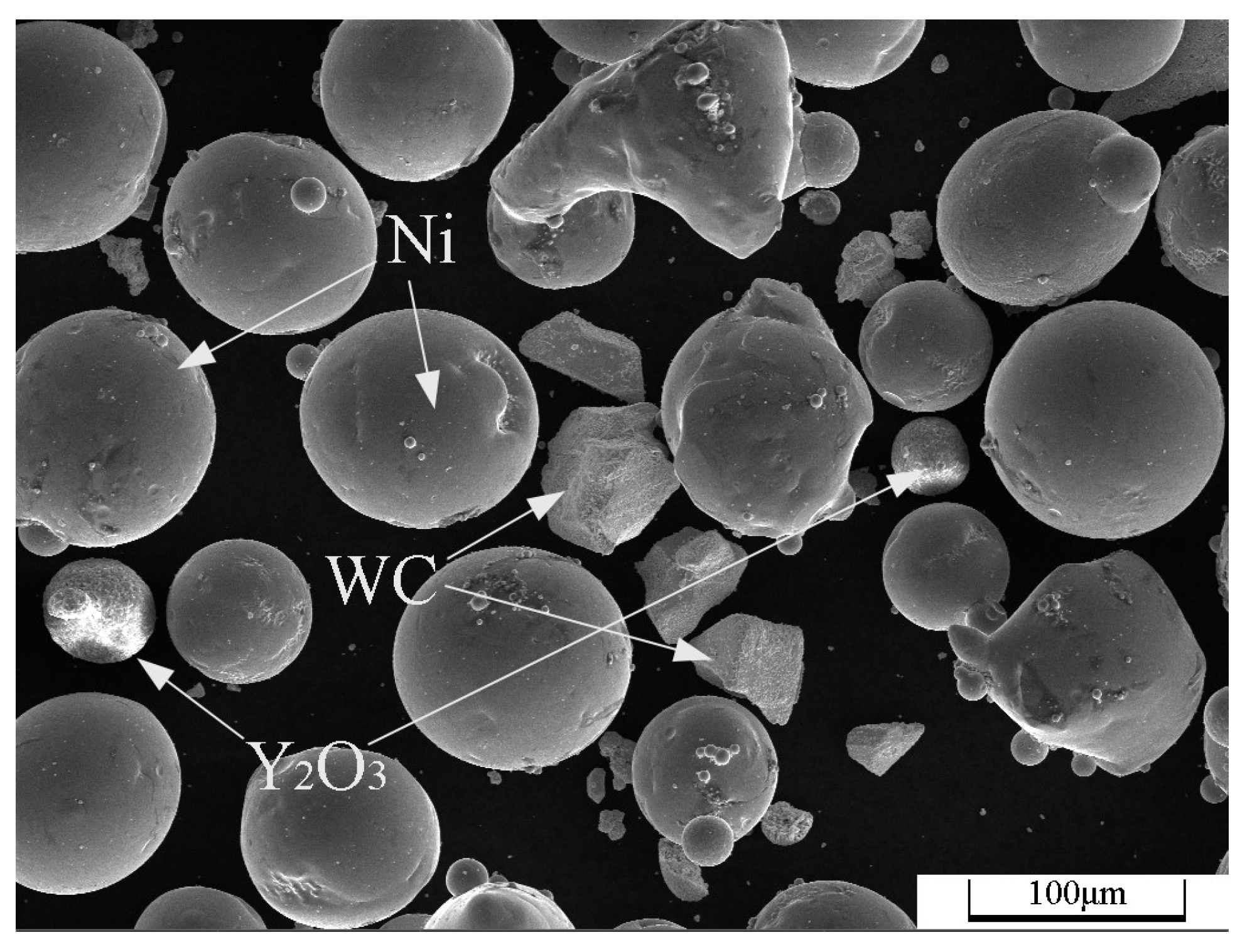
2.1. Experimental Materials
2.2. Experimental Methods
3. Results and Discussion
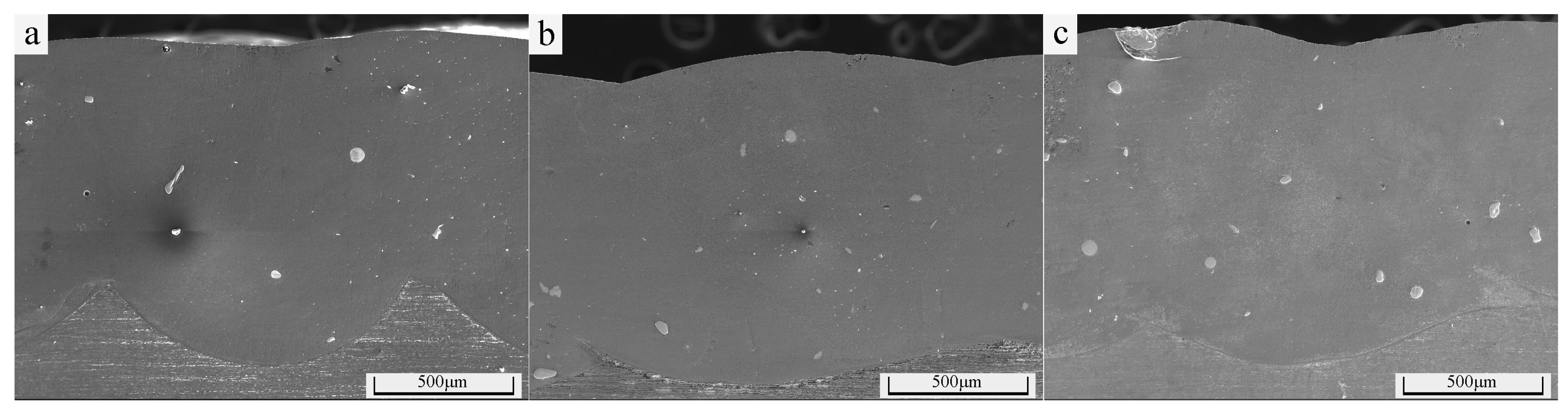
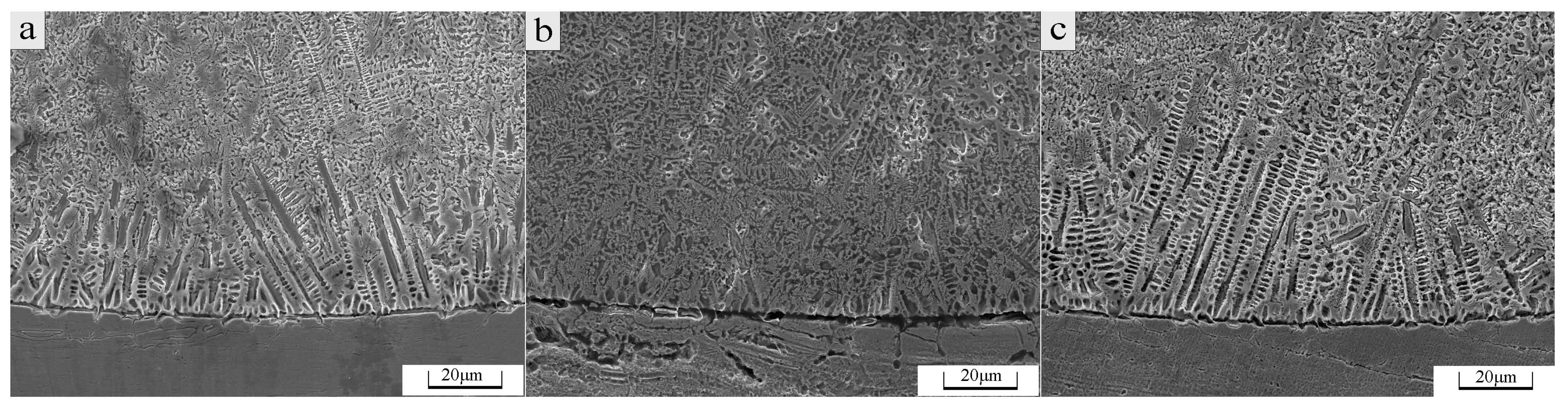
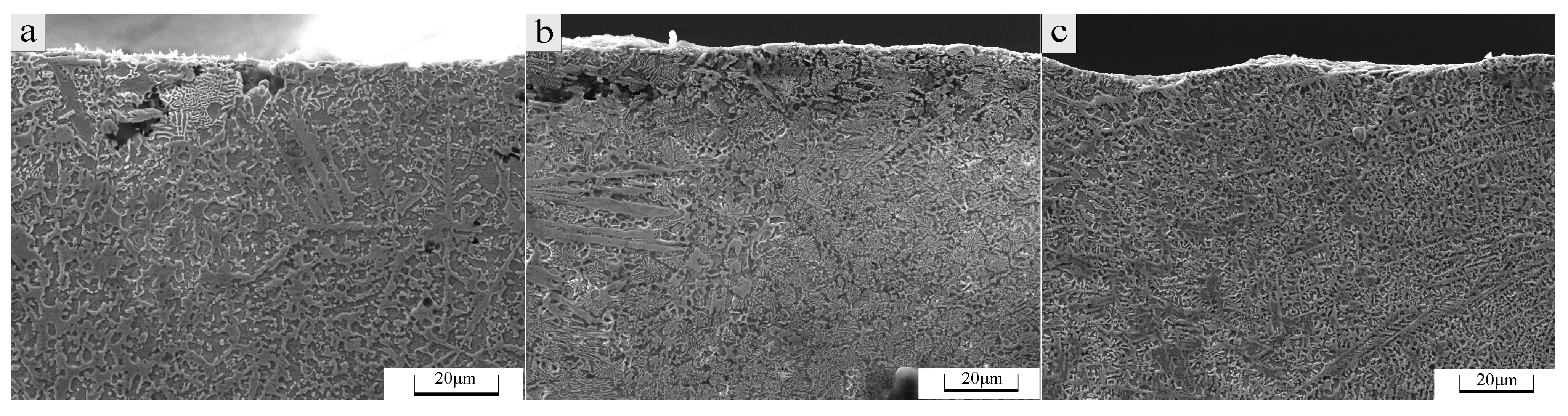
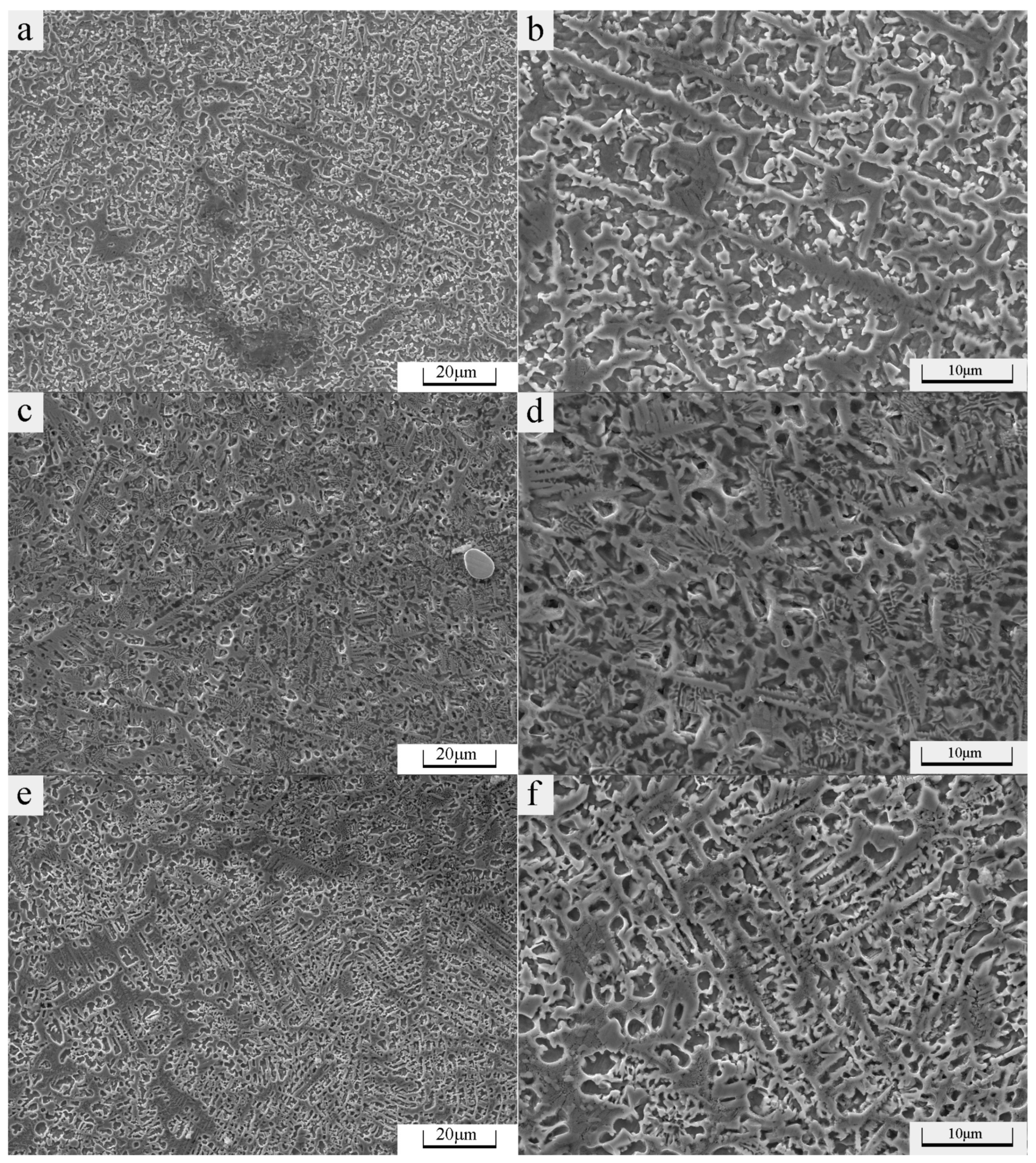
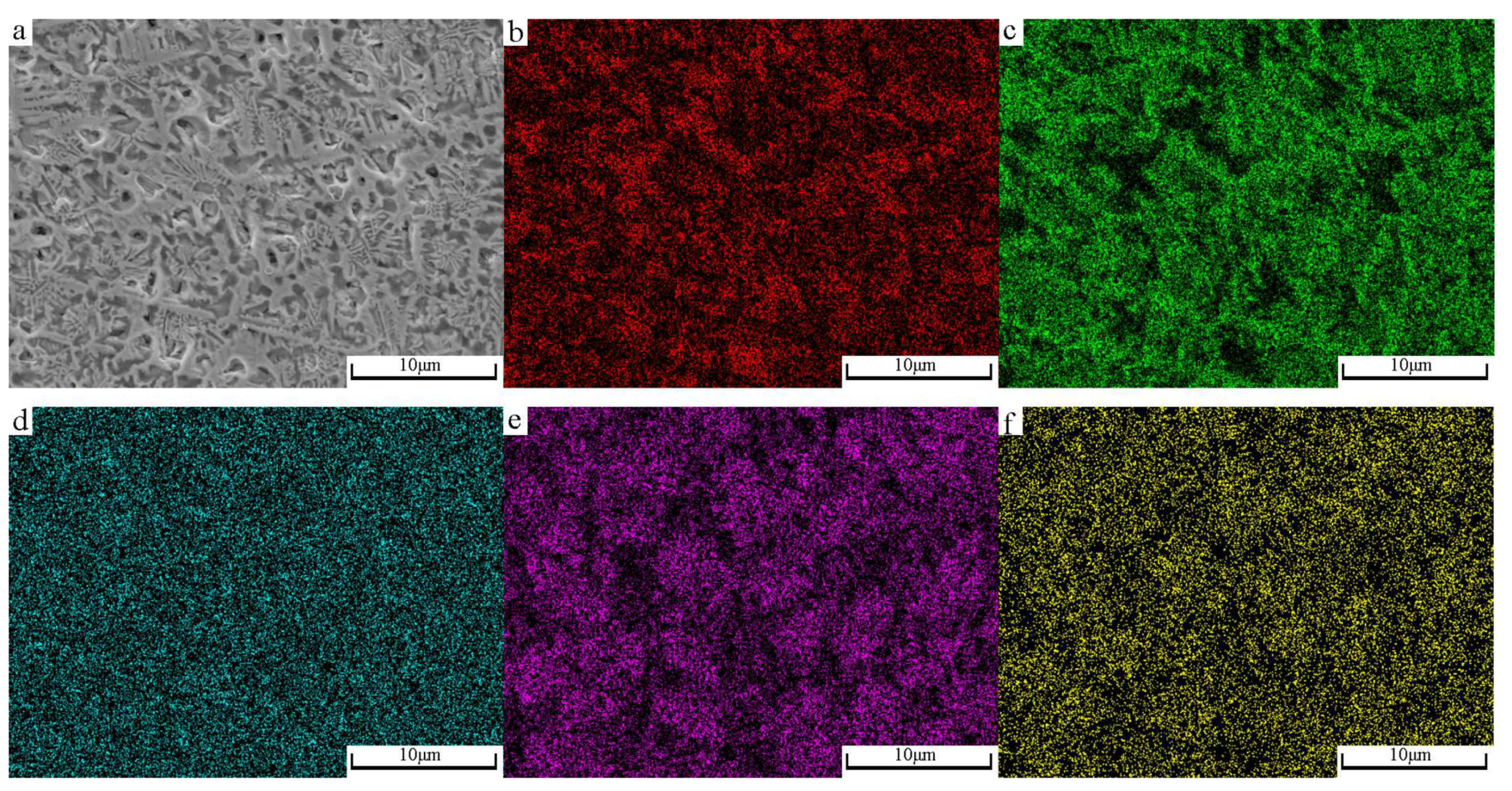
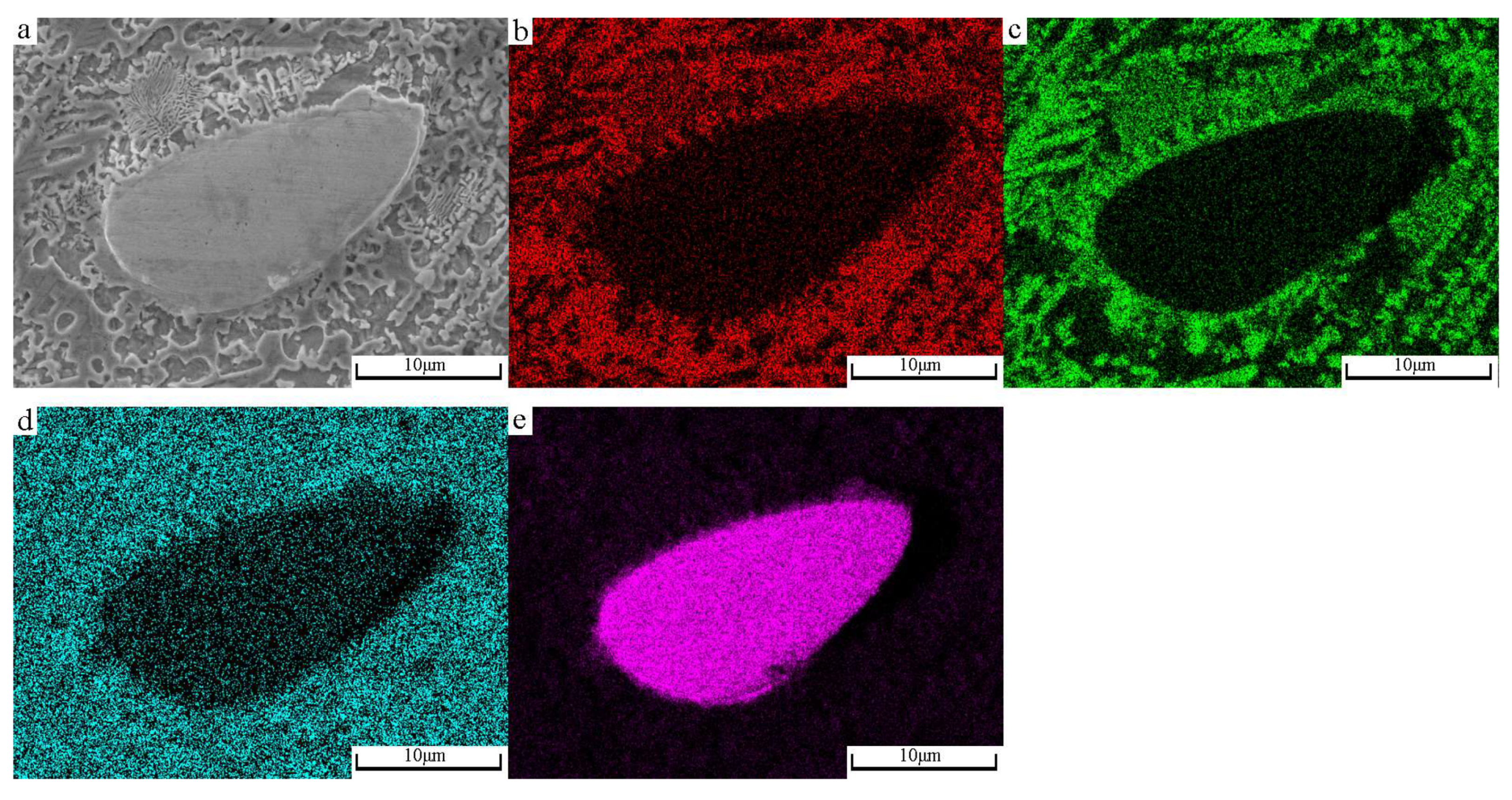
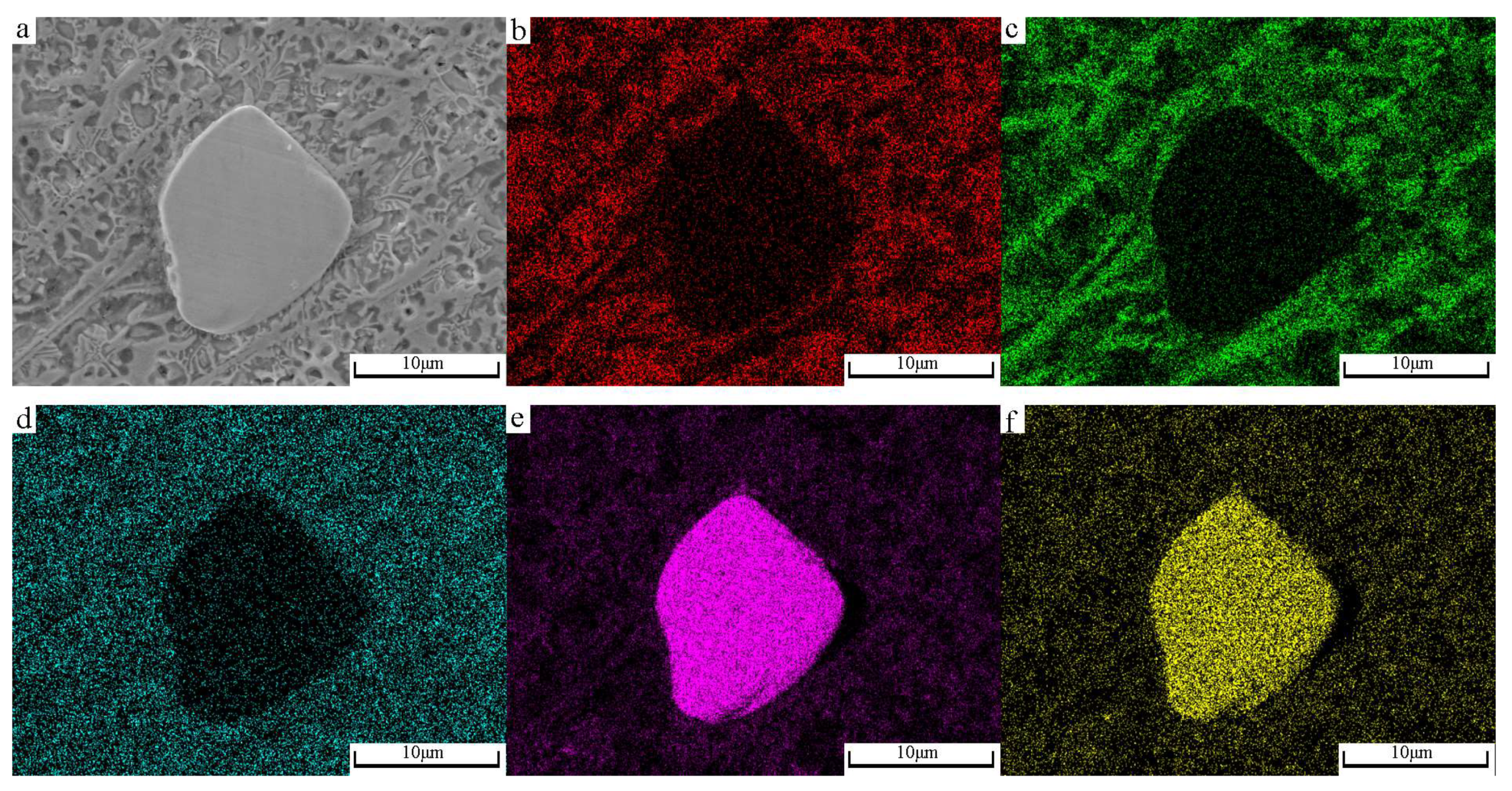
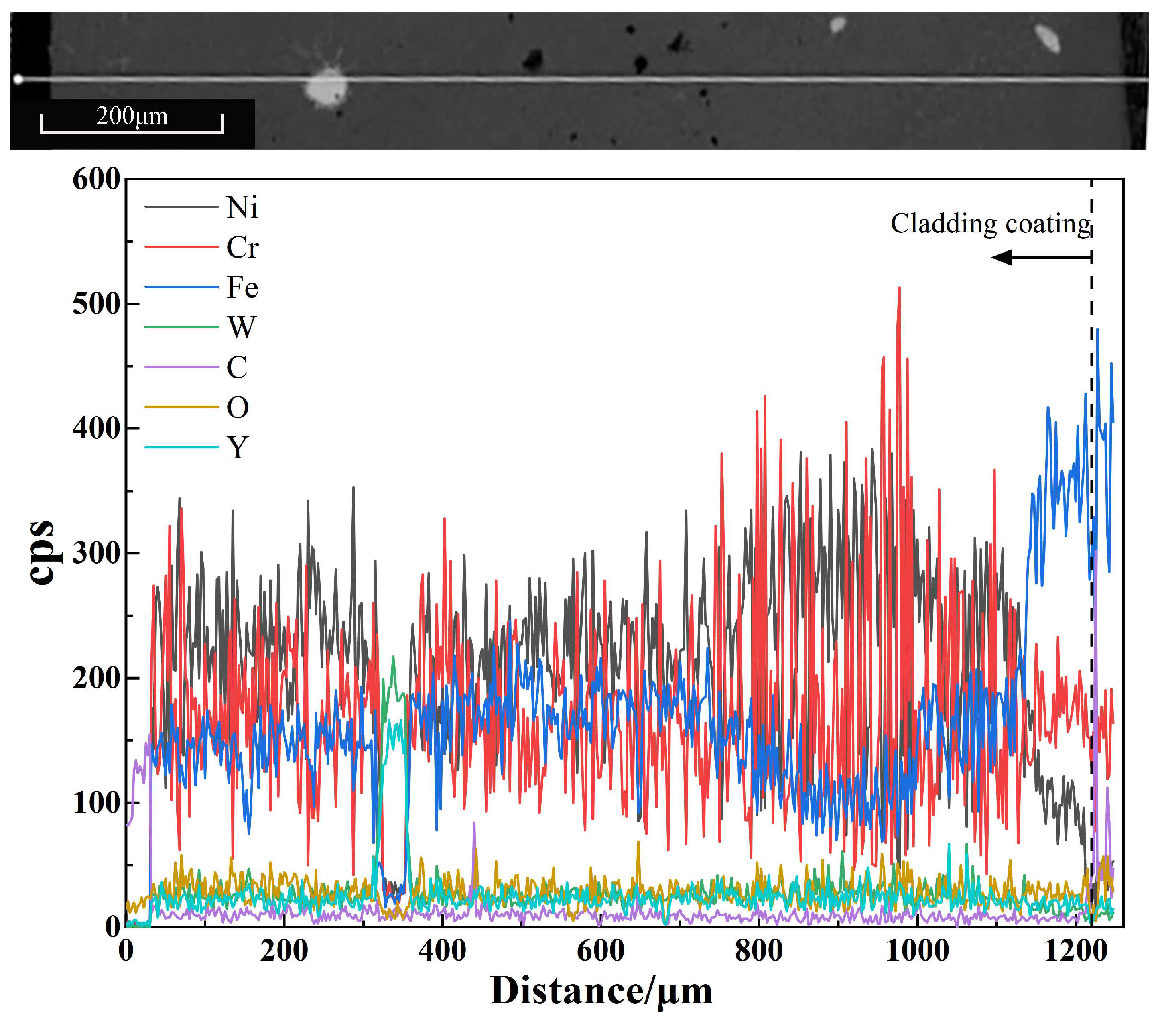
3.1. Analysis of Micromorphology of Cladding Coatings
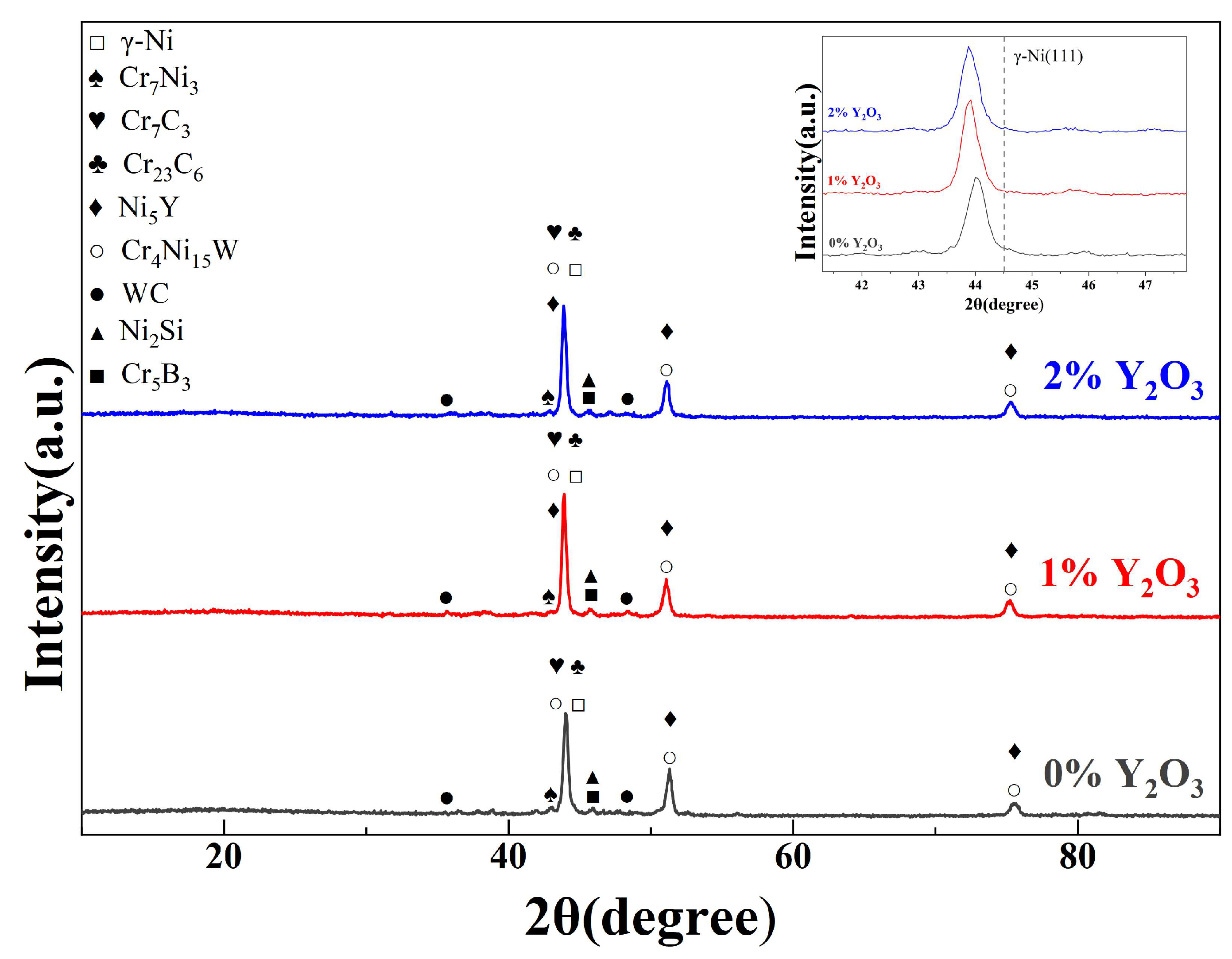
3.2. Phase Analysis of Cladding Coatings
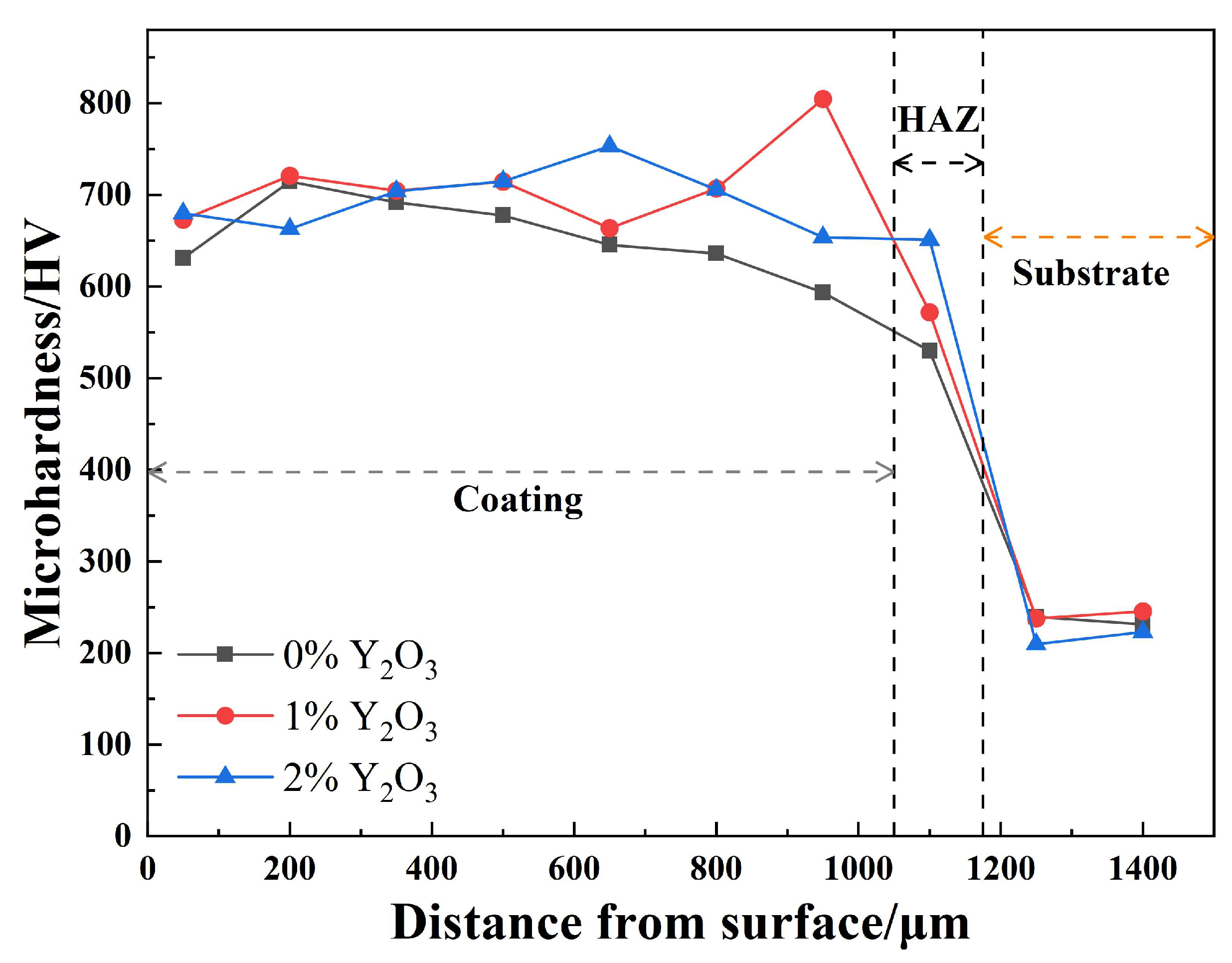
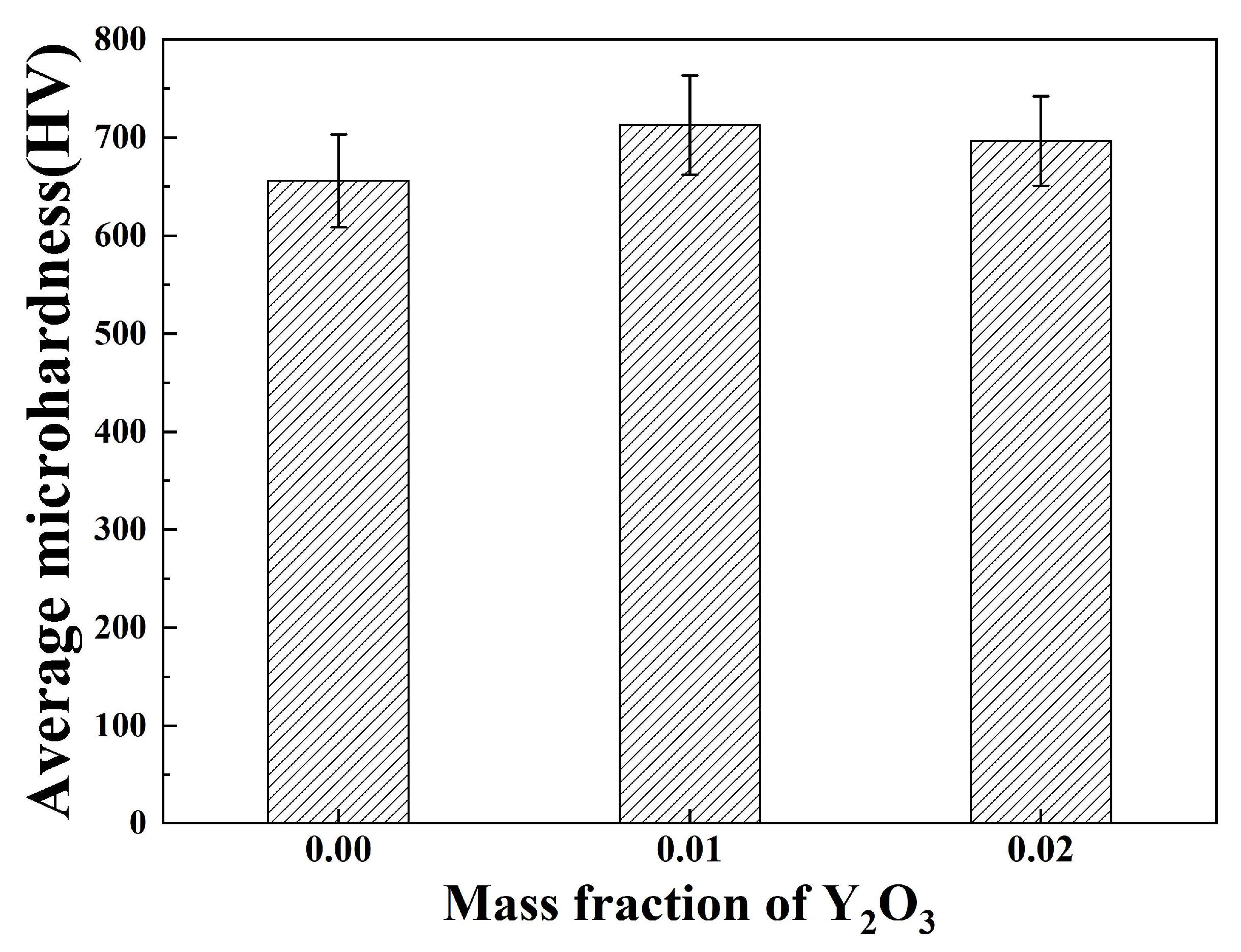
3.3. Microhardness Analysis of Cladding Coatings
3.4. Electrochemical Corrosion Analysis of Cladding Coatings
3.5. Wear Resistance Analysis of Cladding Coatings
4. Conclusions
- (1)
- The fabricated composite coatings have good shaping, with only several air pores formed. It is discerned from observation of the cross-sections of the cladding coatings that all cladding coatings can achieve good metallurgical bonding with the corresponding substrate. Each cladding coating contains only a few incompletely molten WC particles. An appropriate amount of Y2O3 added inhibits the formation of the carbide-reinforcing phase, and the Y2O3 added causes the microstructure of the cladding coating to be more evenly distributed.
- (2)
- The Y2O3 added has little effect on the phase composition of the cladding coatings. The rare earth element enters the γ-Ni in a solid solution manner, promoting the lattice distortion and increasing the interplanar spacing, and the rare earth element added bonds with Ni to form an Ni5Y phase in the cladding process.
- (3)
- The average microhardness of Ni-based/WC coating reaches 655.7 HV. With the increase in Y2O3 content, the microhardness of the cladding coating increases to 712.4 HV first and then decreases to 696.3 HV, which, however, is over three times higher than that of the substrate.
- (4)
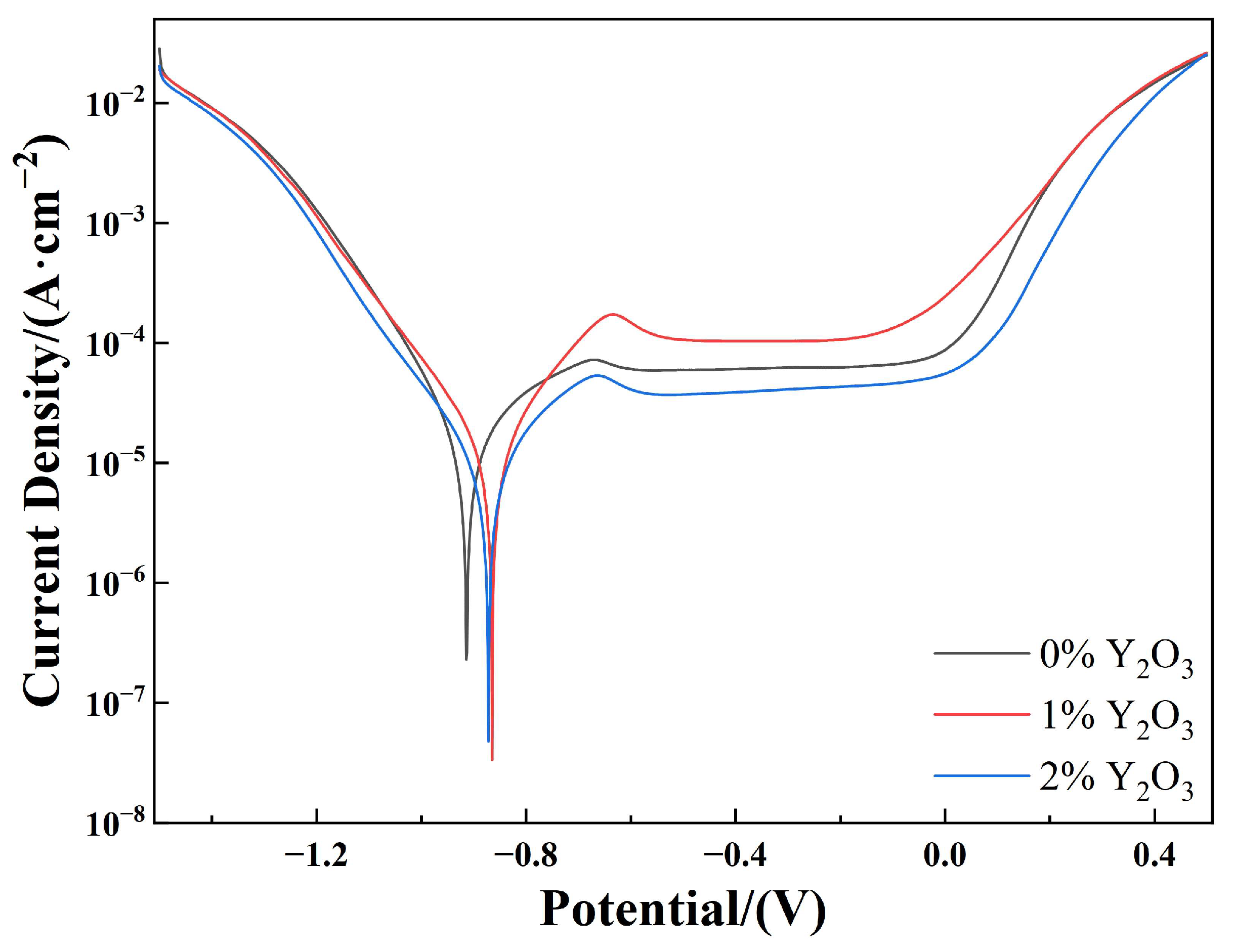
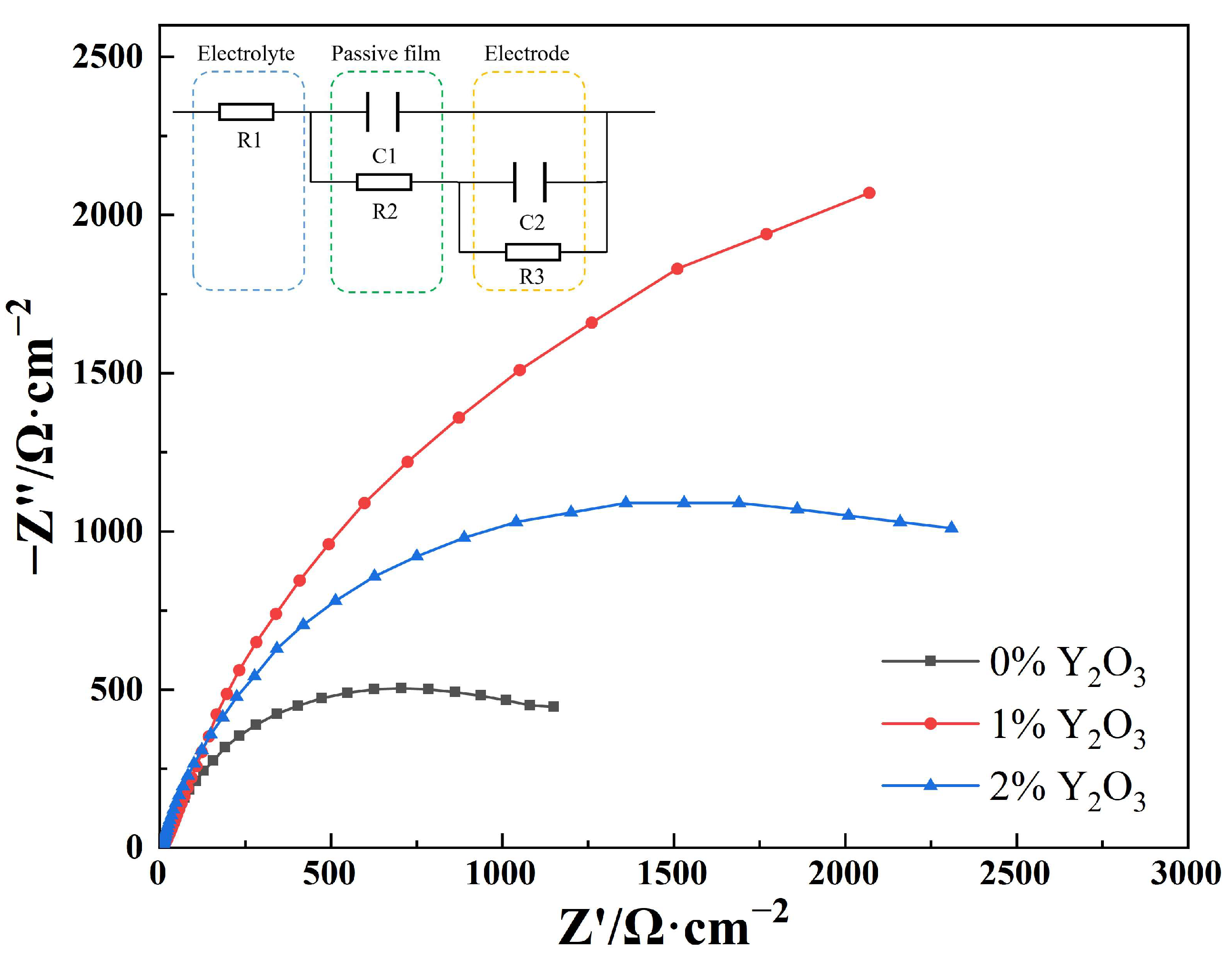
- An appropriate amount of rare earth element can effectively improve the corrosion resistance property of the cladding coating in 3.5 wt% NaCl solution. When the Y2O3 mass fraction is 0.01, the cladding coating has the best corrosion resistance capability.
- (5)
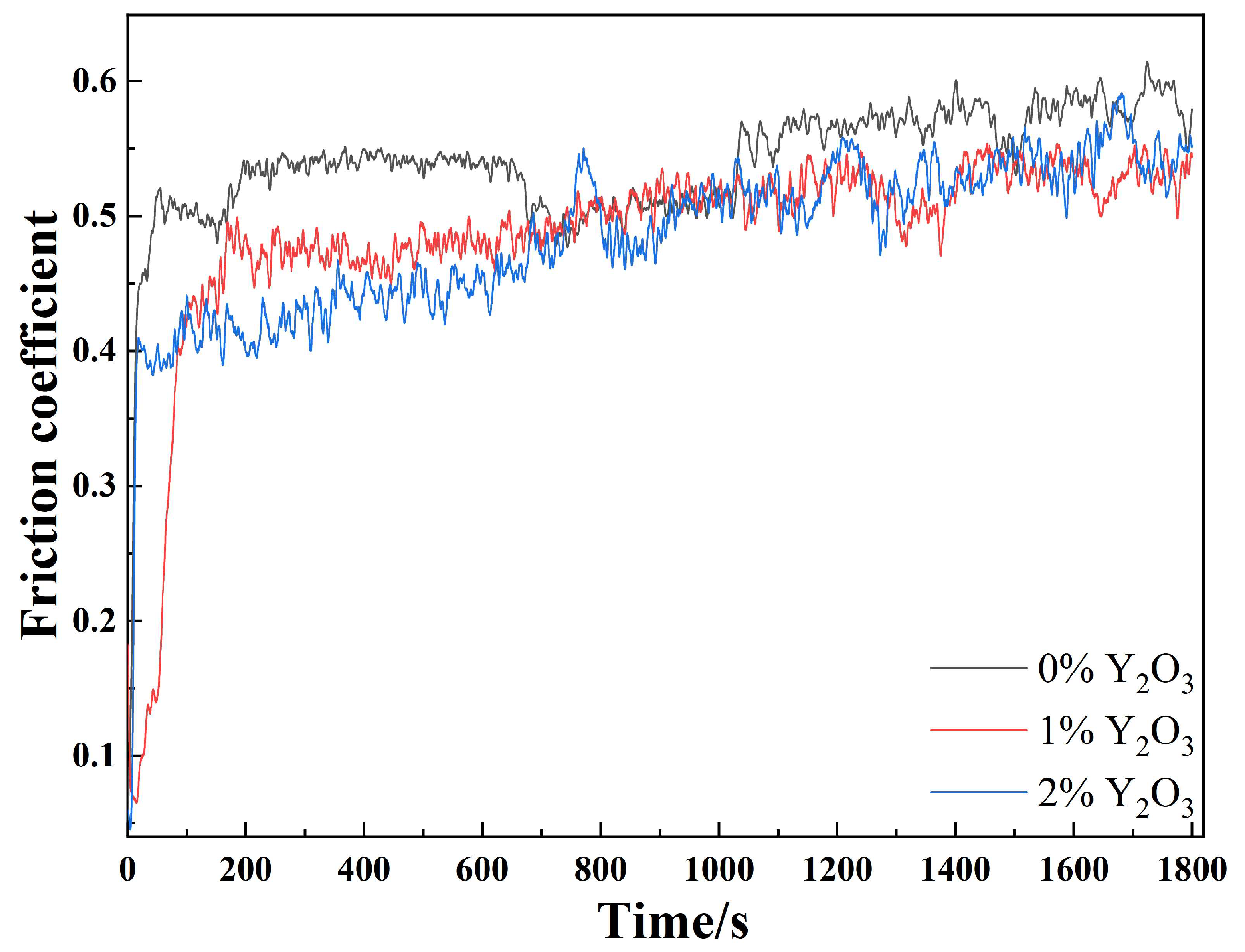
- The rare earth element added can effectively improve the wear resistance property of the cladding coating. With the increase in Y2O3 mass fraction, the wear loss decreases from 0.6 to 0.4.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ehsan, M.A.; Kumar, A.M.; Suleiman, R.K.; Hakeem, A.S. Fabrication of thickness-controlled NiPd nanoalloy thin films as anticorrosive coatings on 316L SS substrates for application in marine environment. Surf. Coat. Technol. 2021, 418, 127253. [Google Scholar] [CrossRef]
- Jena, G.; Anandkumar, B.; Sofia, S.; George, R.P.; Philip, J. Fabrication of silanized GO hybrid coating on 316L SS with enhanced corrosion resistance and antibacterial properties for marine applications. Surf. Coat. Technol. 2020, 402, 126295. [Google Scholar] [CrossRef]
- Zhu, J.Y.; Li, D.P.; Chang, W.; Wang, Z.; Hu, L.H.; Zhang, Y.A.; Wang, M.M.; Yang, Z.W.; Song, J.W.; Chen, S.L.; et al. In situ marine exposure study on corrosion behaviors of five alloys in coastal waters of western Pacific Ocean. J. Or Mater. Technol. 2020, 9, 8104–8116. [Google Scholar] [CrossRef]
- Ge, H.; Zhou, G.; Wu, W. Passivation model of 316 stainless steel in simulated cooling water and the effect of sulfide on the passive film. Appl. Surf. Sci. 2003, 211, 321–334. [Google Scholar] [CrossRef]
- Stinville, J.C.; Villechaise, P.; Templier, C.; Riviere, J.P.; Drouet, M. Plasma nitriding of 316L austenitic stainless steel: Experimental investigation of fatigue life and surface evolution. Surf. Coat. Technol. 2010, 204, 1947–1951. [Google Scholar] [CrossRef]
- Xu, Z.Z.; Wang, Z.Y.; Chen, J.; Qiao, Y.X.; Zhang, J.W.; Huang, Y.M. Effect of Rare Earth Oxides on Microstructure and Corrosion Behavior of Laser-Cladding Coating on 316L Stainless Steel. Coatings 2019, 9, 636. [Google Scholar] [CrossRef]
- Yu, M.; Zhang, H.J.; Tian, Y.; Yang, R.; Li, H.; Chen, X.Y. Role of marine Bacillus subtilis and Pseudomonas aeruginosa in cavitation erosion behaviour of 316L stainless steel. Wear 2023, 514, 204593. [Google Scholar] [CrossRef]
- Fischer, D.A.; Daille, L.; Aguirre, J.; Galarce, C.; Armijo, F.; De la Lglesia, R.; Pizarro, G.; Varagas, I.; Walczak, M. Corrosion of Stainless Steel in Simulated Tide of Fresh Natural Seawater of South East Pacific. Int. J. Electrochem. Sci. 2016, 11, 6873–6885. [Google Scholar] [CrossRef]
- Liu, Q.; Li, T.H.; Liu, N.; Liu, M.; Wang, B.; Bai, Y.; Wang, Y.; Ding, F.; Wang, H.D. Microstructure and Tribological Behavior of Supersonic Atmospheric Plasma-Sprayed Mo-/Fe-Based Amorphous Coating. J. Therm. Spray Technol. 2022, 31, 2370–2384. [Google Scholar] [CrossRef]
- Wu, X.H.; Lv, Y.J. Study on the Corrosion Resistance of Laser Clad Al0.7FeCoCrNiCux High-Entropy Alloy Coating in Marine Environment. Coatings 2022, 12, 1855. [Google Scholar] [CrossRef]
- Zhou, S.F.; Xu, Y.B.; Liao, B.Q.; Sun, Y.J.; Dai, X.Q.; Yang, J.X.; Li, Z.Y. Effect of laser remelting on microstructure and properties of WC reinforced Fe-based amorphous composite coatings by laser cladding. Opt. Laser Technol. 2018, 103, 8–16. [Google Scholar] [CrossRef]
- Zhao, W.X.; Zhou, Z.; Huang, J.; Yang, Y.G.; Du, K.P.; He, D.Y. Microstructure and Frictional Wear Behavior of FeCrNiMo Alloy Layer Fabricated by Laser Cladding. Acta Metall. Sin. 2021, 57, 1291–1298. [Google Scholar] [CrossRef]
- Lewis, S.R.; Fretwell-Smith, S.; Goodwin, P.S.; Smith, L.; Lewis, R.; Aslam, M.; Fletcher, D.I.; Murray, K.; Lambert, R. Improving rail wear and RCF performance using laser cladding. Wear 2016, 366, 268–278. [Google Scholar] [CrossRef]
- Wu, T.; Shi, W.Q.; Xie, L.Y.; Gong, M.M.; Huang, J.; Xie, Y.P.; He, K.F. Effect of Preheating Temperature on Geometry and Mechanical Properties of Laser Cladding-Based Stellite 6/WC Coating. Materials 2022, 15, 3952. [Google Scholar] [CrossRef] [PubMed]
- Tuominen, J.; Nakki, J.; Pajukoski, H.; Miettinen, J.; Peltola, T.; Vuoristo, P. Wear and corrosion resistant laser coatings for hydraulic piston rods. J. Laser Appl. 2015, 27, 022009. [Google Scholar] [CrossRef]
- Jeyaprakash, N.; Yang, C.H.; Sivasankaran, S. Laser cladding process of Cobalt and Nickel based hard-micron-layers on 316L-stainless-steel-substrate. Mater. Manuf. Process. 2020, 35, 142–151. [Google Scholar] [CrossRef]
- Guo, C.; Chen, J.M.; Zhou, J.S.; Zhao, J.R.; Wang, L.Q.; Yu, Y.J.; Zhou, H.D. Effects of WC-Ni content on microstructure and wear resistance of laser cladding Ni-based alloys coating. Surf. Coat. Technol. 2012, 206, 2064–2071. [Google Scholar] [CrossRef]
- Weng, Z.K.; Wang, A.H.; Wu, X.H.; Wang, Y.Y.; Yang, Z.X. Wear resistance of diode laser-clad Ni/WC composite coatings at different temperatures. Surf. Coat. Technol. 2016, 304, 283–292. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Vo, P.; Yue, S.; Chromik, R.R. Cold Spray Deposition of Ni and WC-Reinforced Ni Matrix Composite Coating. J. Therm. Spray Technol. 2017, 26, 1908–1921. [Google Scholar] [CrossRef]
- Li, W.; Yang, X.; Xiao, J.; Hou, Q. Effect of WC mass fraction on the microstructure and friction properties of WC/Ni60 laser cladding layer of brake discs. Ceram. Int. 2021, 47, 28754–28763. [Google Scholar] [CrossRef]
- Yu, K.D.; Zhao, W.; Li, Z.; Guo, N.; Xiao, G.C.; Zhang, H. High-temperature oxidation behavior and corrosion resistance of in-situ TiC and Mo reinforced AlCoCrFeNi-based high entropy alloy coatings by laser cladding. Ceram. Int. 2023, 49, 10151–10164. [Google Scholar] [CrossRef]
- Garrison, W.M.; Maloney, J.L. Lanthanum additions and the toughness of ultra-high strength steels and the determination of appropriate lanthanum additions. Mater. Sci. Eng. A 2005, 403, 299–310. [Google Scholar] [CrossRef]
- Shu, F.Y.; Tian, Y.; Jiang, S.S.; Sui, S.H.; Zhang, X.; Zhao, H.Y. Effect of rare earth oxide CeO2 on microstructure and surface properties of laser cladded CoFeCrNiSiB high-entropy alloy coatings. Mater. Res. Express 2019, 6, 106517. [Google Scholar] [CrossRef]
- Wang, C.L.; Gao, Y.; Wang, R.; Wei, D.Q.; Cai, M.; Fu, Y.K. Microstructure of laser-clad Ni60 cladding layers added with different amounts of rare-earth oxides on 6063 Al alloys. J. Alloys Compd. 2018, 740, 1099–1107. [Google Scholar] [CrossRef]
- Yao, F.P.; Ming, Z.; Li, J.H.; Chen, X. Effect of Y2O3 content on Ni60 alloy cladding layer. J. Mech. Sci. Technol. 2022, 36, 4455–4461. [Google Scholar] [CrossRef]
- Shu, D.; Dai, S.C.; Wang, G.; Si, W.D.; Xiao, P.; Cui, X.X.; Chen, X. Influence of CeO2 content on WC morphology and mechanical properties of WC/Ni matrix composites coating prepared by laser in-situ synthesis method. J. Mater. Res. Technol. 2020, 9, 11111–11120. [Google Scholar] [CrossRef]
- Li, M.X.; He, Y.Z.; Yuan, X.M. Effect of nano-Y2O3 on microstructure of laser cladding cobalt-based alloy coatings. Appl. Surf. Sci. 2006, 52, 2882–2887. [Google Scholar] [CrossRef]
- Cai, Y.C.; Luo, Z.; Chen, Y. Effect of CeO2 on TiC Morphology in Ni-Based Composite Coating. High Temp. Mater. Process. 2017, 37, 209–217. [Google Scholar] [CrossRef]
- Ren, M.F.; Li, R.F.; Zhang, X.Q.; Gu, J.Y.; Jiao, C. Effect of WC particles preparation method on microstructure and properties of laser cladded Ni60-WC coatings. J. Mater. Res. Technol. 2023, 22, 605–616. [Google Scholar] [CrossRef]
- Han, X.; Li, C.; Chen, X.X.; Jia, S.L. Numerical simulation and experimental study on the composite process of submerged arc cladding and laser cladding. Surf. Coat. Technol. 2022, 439, 128432. [Google Scholar] [CrossRef]
- Yang, Z.Z.; Hao, H.; Gao, Q.; Cao, Y.B.; Han, R.H.; Qi, H.B. Strengthening mechanism and high-temperature properties of H13+WC/Y2O3 laser-cladding coatings. Surf. Coat. Technol. 2021, 405, 126544. [Google Scholar] [CrossRef]
- Wang, K.M.; Du, D.; Liu, G.; Chang, B.H.; Hong, Y.X. Microstructure and properties of WC reinforced Ni-based composite coatings with Y2O3 addition on titanium alloy by laser cladding. Sci. Technol. Weld. Join. 2019, 24, 517–524. [Google Scholar] [CrossRef]
- Farahmand, P.; Liu, S.; Zhang, Z.; Kovacevic, R. Laser cladding assisted by induction heating of Ni–WC composite enhanced by nano-WC and La2O3. Ceram. Int. 2014, 40, 15421–15438. [Google Scholar] [CrossRef]
- Zhao, W.; Kong, D.J. Effects of laser power on immersion corrosion and electrochemical corrosion performances of laser thermal sprayed amorphous AlFeSi coatings. Appl. Surf. Sci. 2019, 481, 161–173. [Google Scholar] [CrossRef]
- Lu, J.Z.; Han, B.; Cui, C.Y.; Li, C.J.; Luo, K.Y. Electrochemical and pitting corrosion resistance of AISI 4145 steel subjected to massive laser shock peening treatment with different coverage layers. Opt. Laser Technol. 2017, 88, 250–262. [Google Scholar] [CrossRef]
- Xu, X.; Lu, H.F.; Luo, K.Y.; Yao, J.H.; Xu, L.Z.; Lu, J.Z.; Lu, Y.E. Mechanical properties and electrochemical corrosion resistance of multilayer laser cladded Fe-based composite coatings on 4Cr5MoSiV1 steel. J. Mater. Process. Tech 2020, 284, 116736. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Bai, S.L.; Zhang, Y.F.; Liu, Z.D. Improvement of Ni–Cr–Mo coating performance by laser cladding combined re-melting. Appl. Surf. Sci. 2014, 308, 285–292. [Google Scholar] [CrossRef]
- Li, J.H.; Kong, D.J. Effects of mass ratios on salt spray corrosion and electrochemical corrosion behaviors of laser cladded Cr–Ni coatings. Anti-Corros. Methods Mater. 2019, 66, 352–359. [Google Scholar] [CrossRef]
- Cui, C.; Wu, M.P.; Miao, X.J.; Zhao, Z.S.; Gong, Y.L. Microstructure and corrosion behavior of CeO2/FeCoNiCrMo high-entropy alloy coating prepared by laser cladding. J. Alloys Compd. 2022, 890, 161826. [Google Scholar] [CrossRef]
- Natarajan, J.; Yang, C.H.; Karuppasamy, S.S. Investigation on microstructure, nanohardness and corrosion response of laser cladded colmonoy-6 particles on 316L steel substrate. Materials 2021, 14, 6183. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.T.; Li, X.Q.; Yang, Q.B.; Wei, H.L.; Fu, X.Y.; Li, W.S. Effects of WC on microstructure and corrosion resistance of directional structure Ni60 coatings. Surf. Coat. Technol. 2020, 385, 125359. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Yang, Q.; Yang, F.; Zhan, H.W.; Zhang, T.G.; Wang, H.; Ma, Q. Comparative Investigation on Wear Properties of Composite Coatings with Varying CeO2 Contents. Coatings 2022, 12, 906. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | P | S | Si | Cr | Ni | Mo | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Value | ≤0.03 | ≤2.0 | ≤0.045 | ≤0.03 | ≤0.75 | 16–18 | 10–14 | 2–3 | ≤0.1 | Bal |
| Element | C | Si | Fe | B | Cr | Ni |
|---|---|---|---|---|---|---|
| Value | 0.8 | 4 | 15 | 3.5 | 15.5 | Bal |
| Sample | A | B | C |
|---|---|---|---|
| Ni60 | 85 | 84.15 | 83.3 |
| WC | 15 | 14.85 | 14.7 |
| Y2O3 | 0 | 1 | 2 |
| Element | C | Mn | P | S | Si | Cr | Ni | Mo | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Value | 0.95–1.05 | 0.25–0.45 | ≤0.025 | ≤0.025 | 0.15–0.35 | 1.4–1.65 | ≤0.3 | ≤0.1 | ≤0.25 | Bal |
| Mass Fraction of Y2O3 | Ecorr/(V) | Icorr/(μA·cm−2) |
|---|---|---|
| 0 | −0.914 | 0.2292 |
| 0.01 | −0.865 | 0.0347 |
| 0.02 | −0.872 | 0.0476 |
| Mass Fraction of Y2O3 | Wear Loss/mg |
|---|---|
| 0 | 0.6 |
| 0.01 | 0.5 |
| 0.02 | 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, F.; Li, K.; Shi, W.; Zhu, Z. Effect of Y2O3 Content on Microstructure and Corrosion Properties of Laser Cladding Ni-Based/WC Composite Coated on 316L Substrate. Coatings 2023, 13, 1532. https://doi.org/10.3390/coatings13091532
Liang F, Li K, Shi W, Zhu Z. Effect of Y2O3 Content on Microstructure and Corrosion Properties of Laser Cladding Ni-Based/WC Composite Coated on 316L Substrate. Coatings. 2023; 13(9):1532. https://doi.org/10.3390/coatings13091532
Chicago/Turabian StyleLiang, Feilong, Kaiyue Li, Wenqing Shi, and Zhikai Zhu. 2023. "Effect of Y2O3 Content on Microstructure and Corrosion Properties of Laser Cladding Ni-Based/WC Composite Coated on 316L Substrate" Coatings 13, no. 9: 1532. https://doi.org/10.3390/coatings13091532