
Effects of Y2O3 Content on Wear Resistance and Corrosion Resistance of 316L/TiC Coating Fabricated by Laser Cladding
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
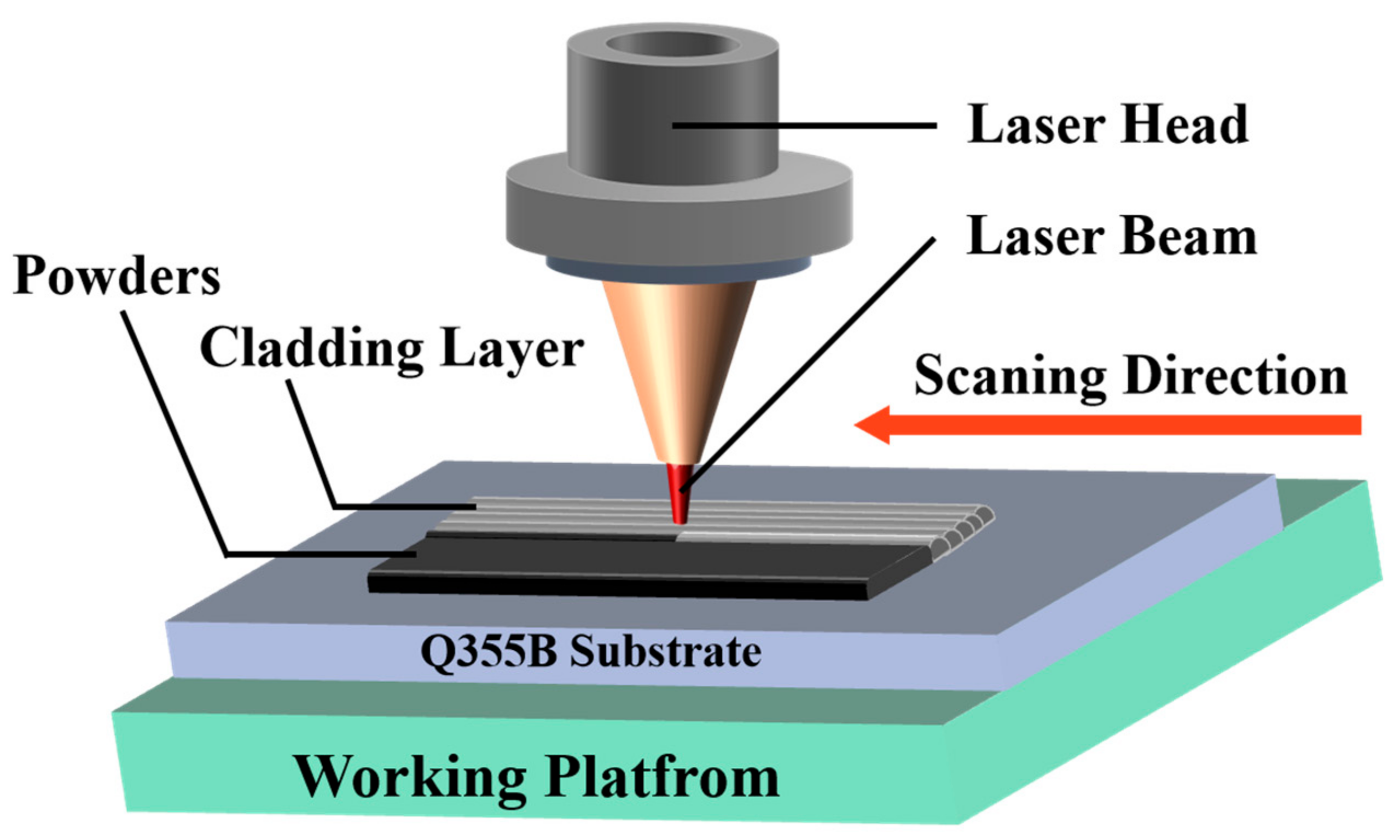
2.1. Sample Preparation
2.2. Characterizations of the Samples
2.2.1. Surface Macro/Micromorphology and Phase Compositions
2.2.2. Friction and Wear Tests
2.2.3. Electrochemical Tests
3. Results and Discussion
3.1. Morphology and XRD Phases
3.1.1. Macro Morphology
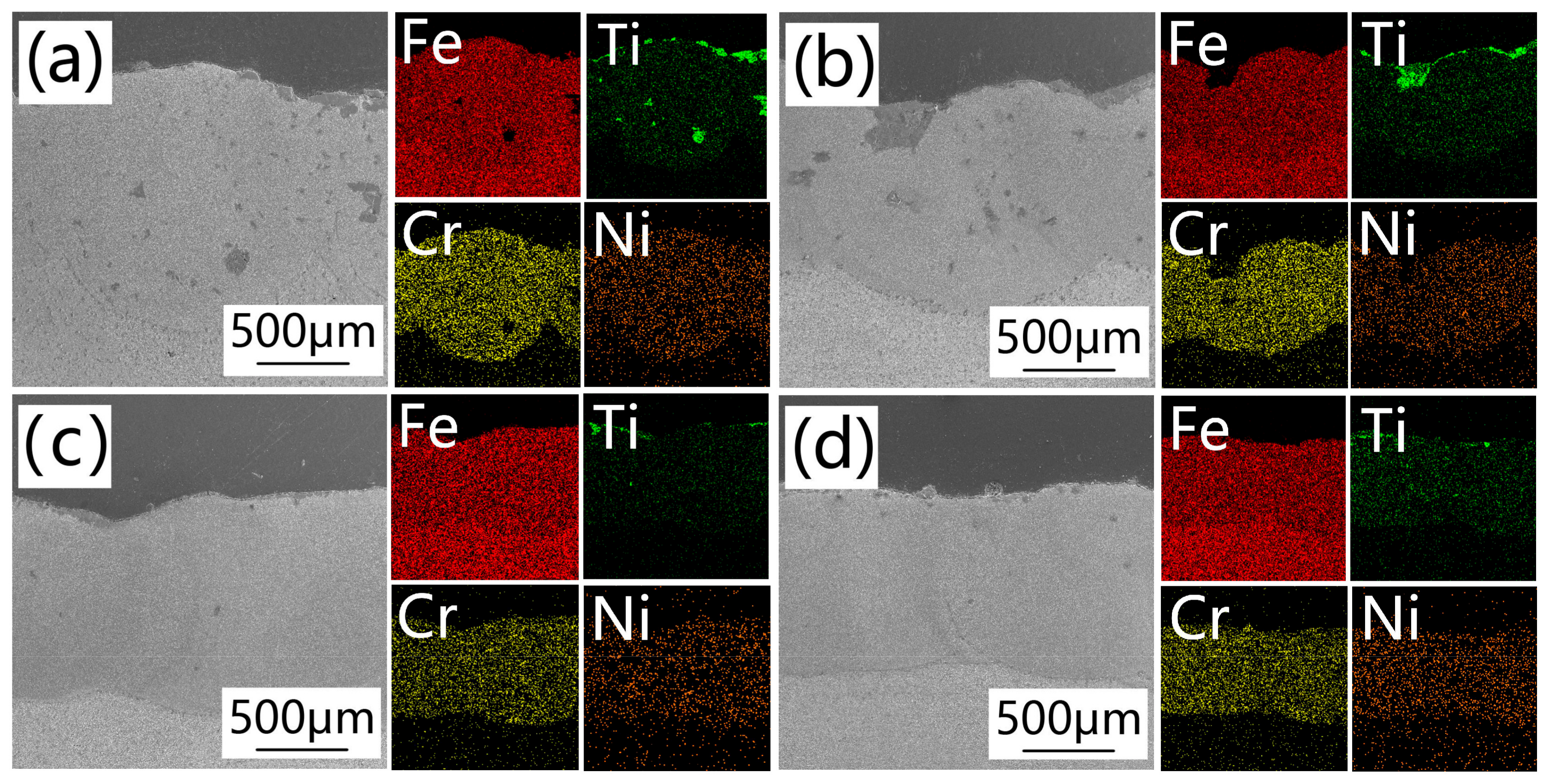
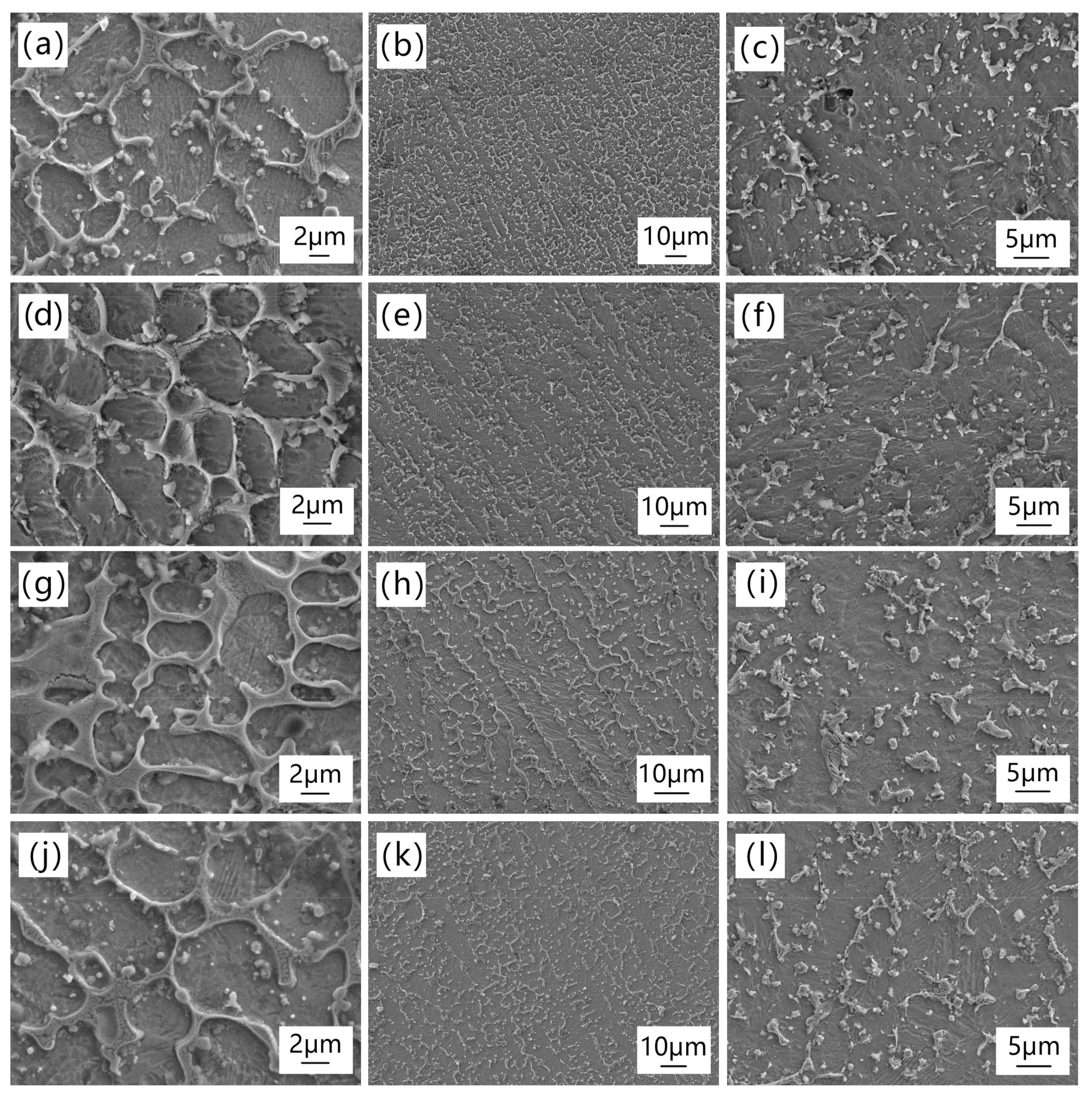
3.1.2. Microstructure
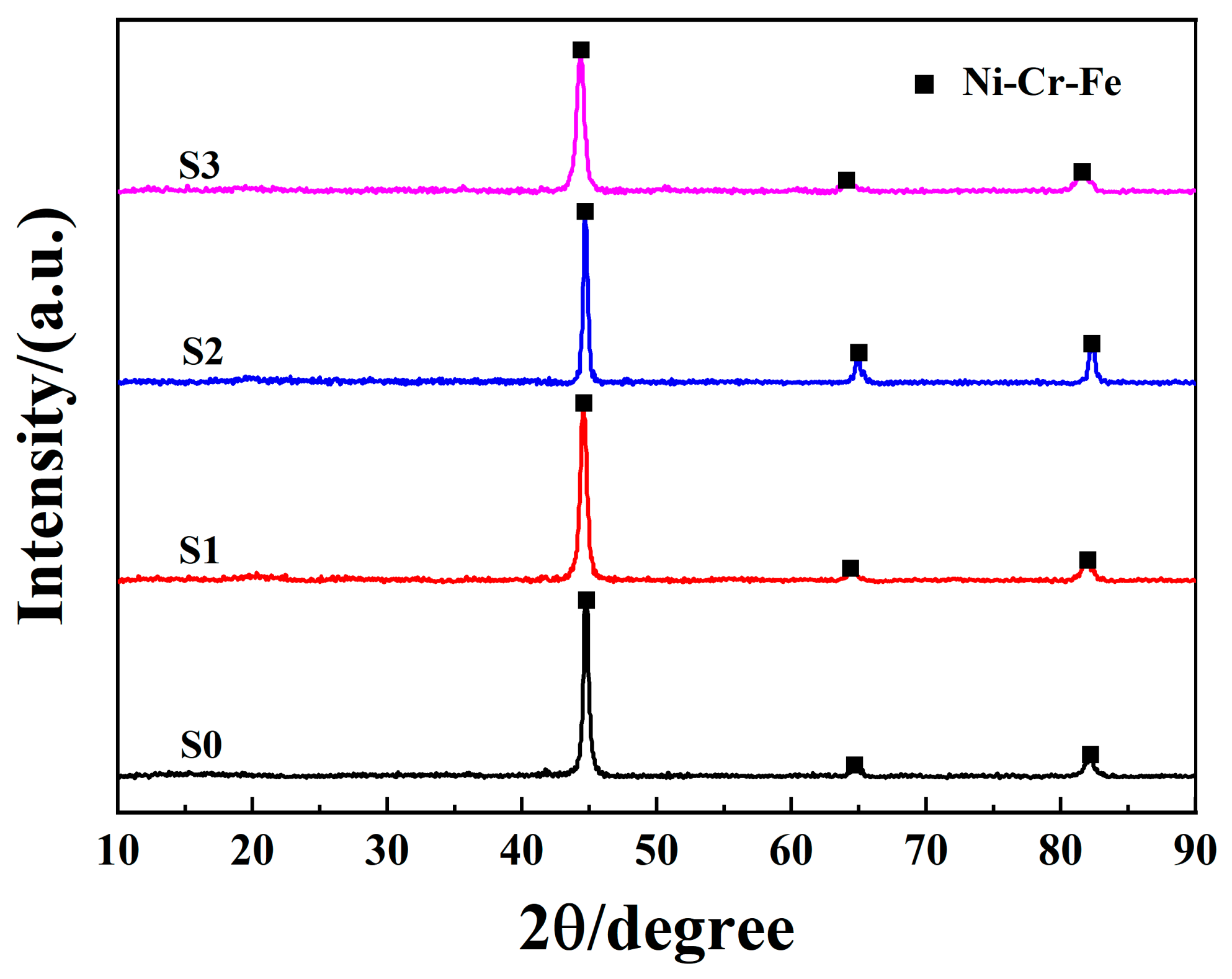
3.1.3. XRD Phases
3.2. Microhardness and Friction and Wear
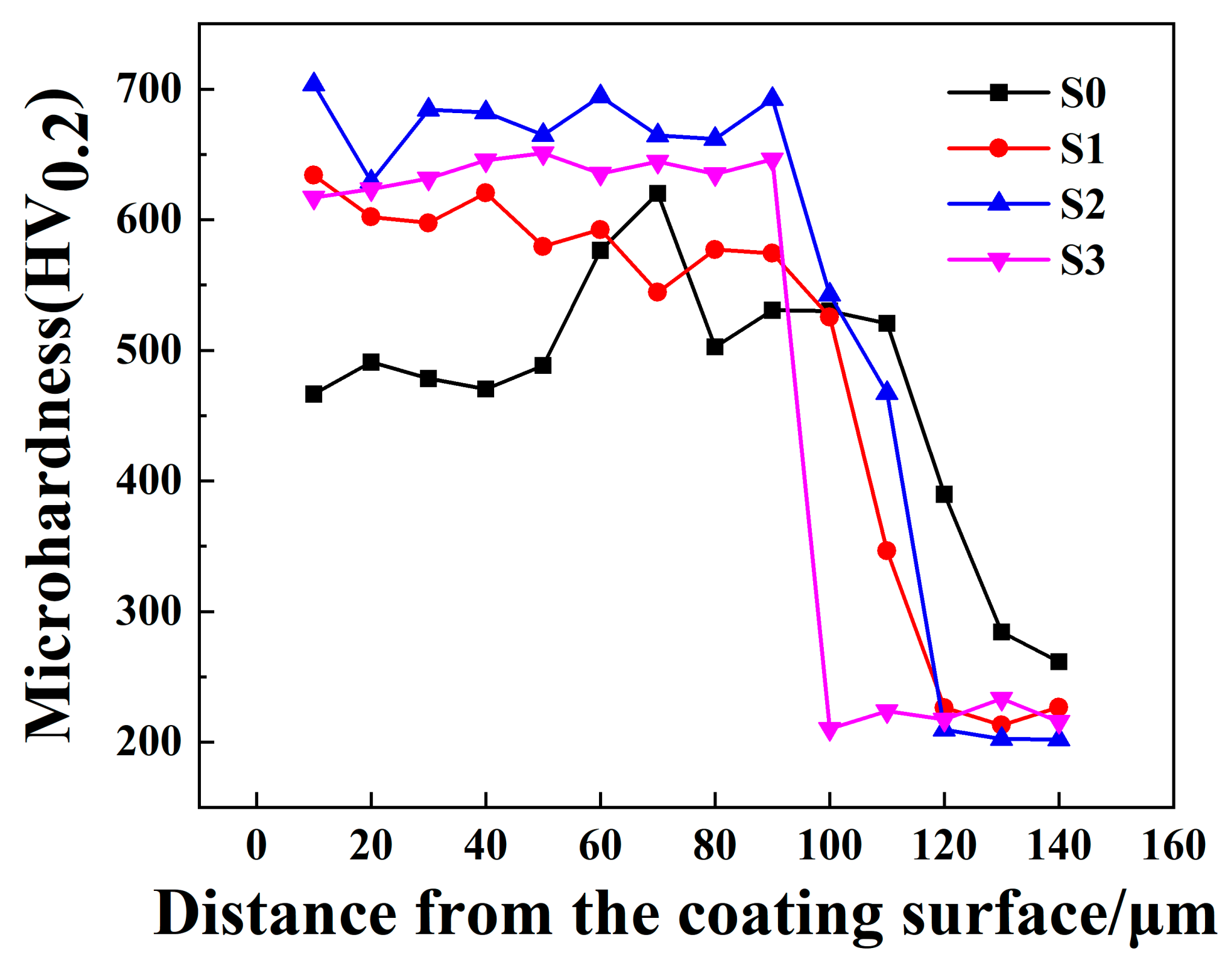
3.2.1. Microhardness
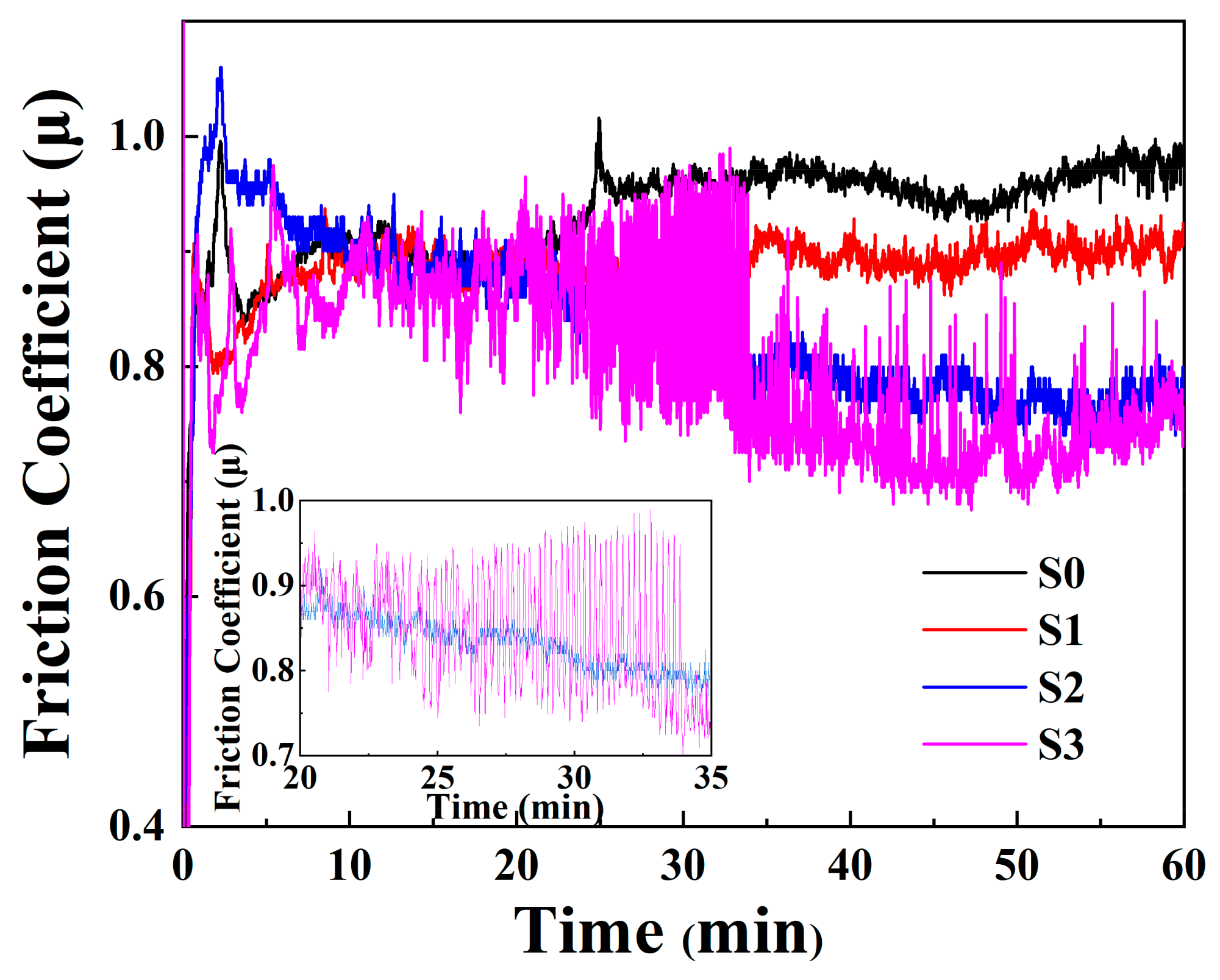
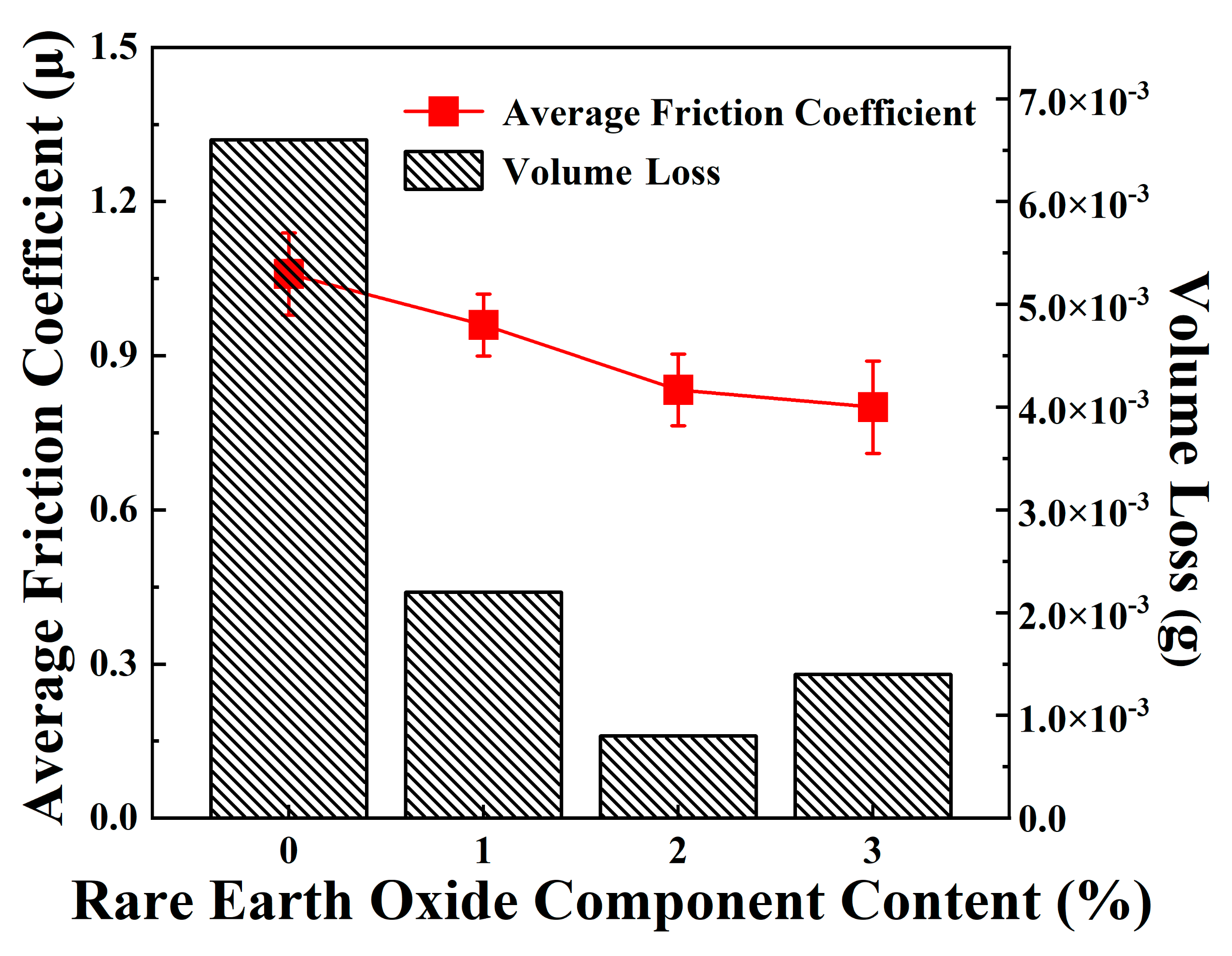
3.2.2. Friction and Wear
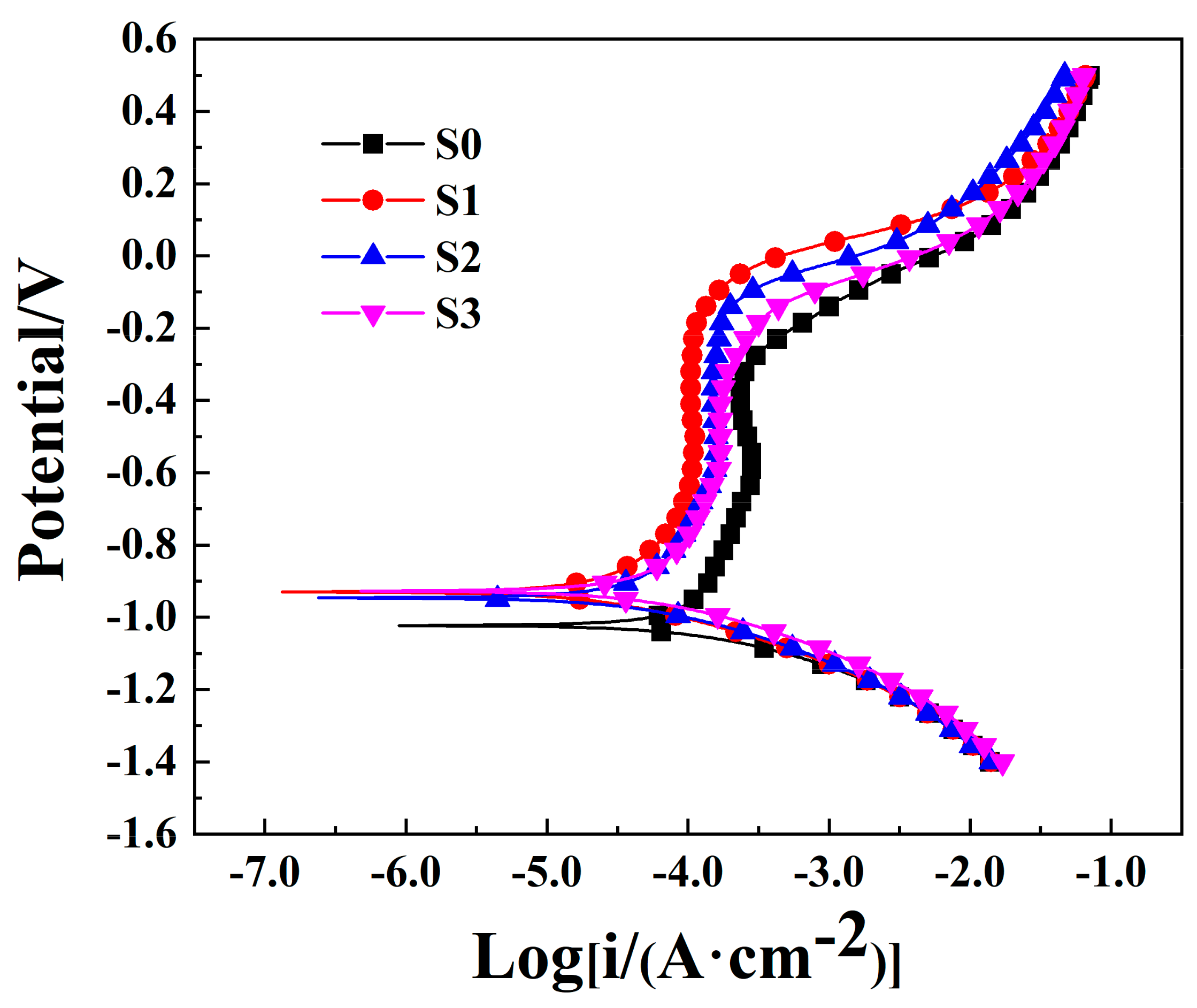
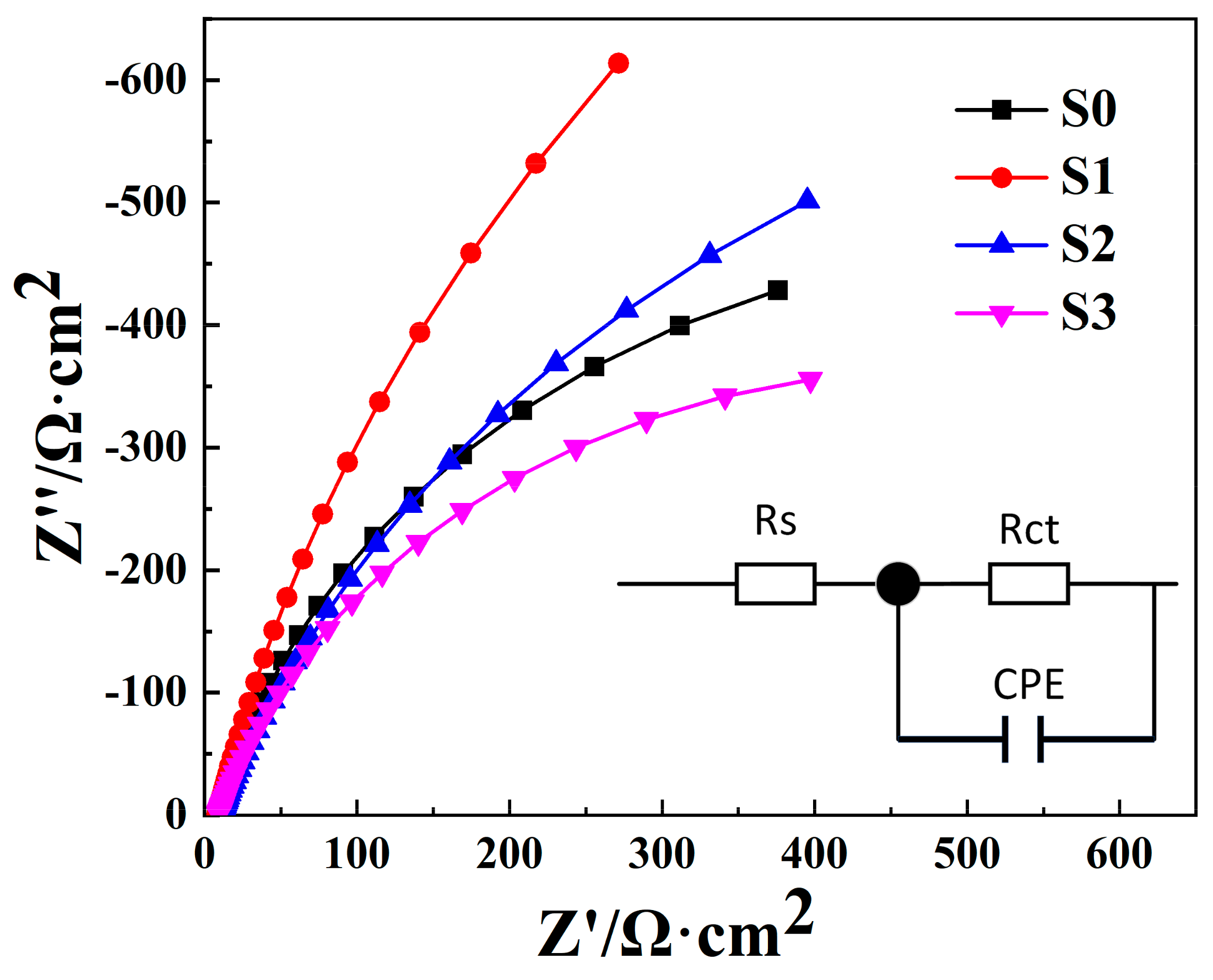
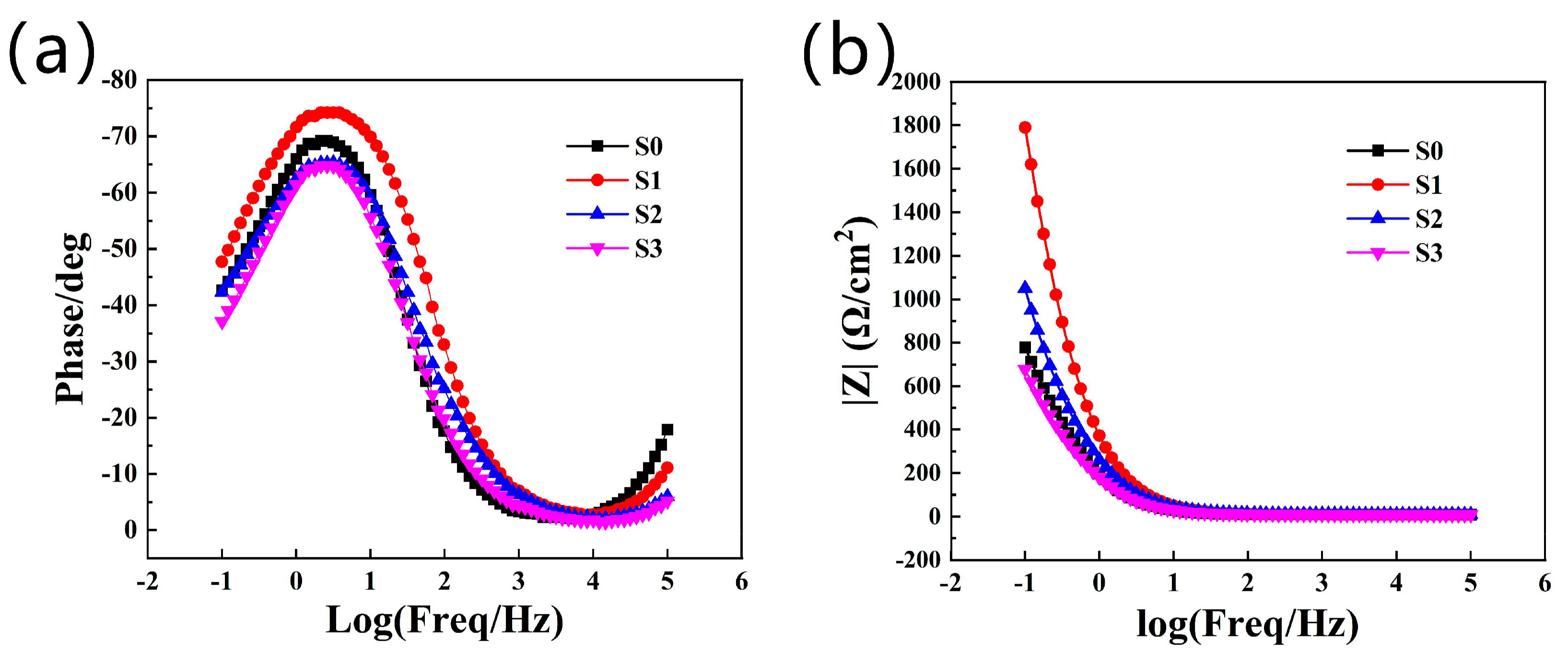
3.3. Electrochemical Corrosion Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ji, J.; Liu, H.; Yin, X. Evaluation and Regional Differences Analysis of the Marine Industry Development Level: The Case of China. Mar. Policy 2023, 148, 105445. [Google Scholar] [CrossRef]
- Zhou, X.; Yang, J.; Wang, W.; Xu, L.; Shi, Y. Mechanical Properties and Creep Strain of Q355 Cold-Formed Steel at Elevated Temperature. J. Constr. Steel Res. 2021, 180, 106577. [Google Scholar] [CrossRef]
- Wang, B.; Wang, N.; Yang, Y.; Zhong, H.; Ma, M.; Zhang, X.; Liu, R. Fabrication, Microstructures and Mechanical Properties of ZrO 2 Dispersion-Strengthened Q345 Steel. Trans. Nonferrous Met. Soc. China 2018, 28, 1132–1140. [Google Scholar] [CrossRef]
- Ranaware, P.G.; Rathod, M.J.; Bakare, C. Investigation of Nanocrystallization Behaviour of AISI 316 Stainless Steel under Adiabatic and Non-Adiabatic Severe Plastic Deformation Conditions. Mater. Today Proc. 2021, 43, 3079–3084. [Google Scholar] [CrossRef]
- Yadav, P.; Khanna, P. Effect of Input Parameters on Weld Bead Geometry and Weld Dilution for Weld Surfacing of Flux Cored 308L Stainless Steel on Low Carbon Steel. Mater. Today Proc. 2022, 62, 3608–3616. [Google Scholar] [CrossRef]
- Manjunatha, M.; Kulkarni, R.S.; Krishna, M. Investigation of HVOF Thermal Sprayed Cr3C2-NiCr Cermet Carbide Coatings on Erosive Performance of AISI 316 Molybdenum Steel. Procedia Mater. Sci. 2014, 5, 622–629. [Google Scholar] [CrossRef] [Green Version]
- Guo, P.; Shao, Y.; Zeng, C.; Wu, M.; Li, W. Oxidation Characterization of FeAl Coated 316 Stainless Steel Interconnects by High-Energy Micro-Arc Alloying Technique for SOFC. Mater. Lett. 2011, 65, 3180–3183. [Google Scholar] [CrossRef]
- Zhan, M.J.; Sun, G.F.; Wang, Z.D.; Shen, X.T.; Yan, Y.; Ni, Z.H. Numerical and Experimental Investigation on Laser Metal Deposition as Repair Technology for 316L Stainless Steel. Opt. Laser Technol. 2019, 118, 84–92. [Google Scholar] [CrossRef]
- Sun, Z.; Chen, L.; Chen, X.; Meng, F.; Yu, T.; Zhao, J. Analysis and Prediction of Cu-Sn-Ti Alloy Deposited on 316 L Steel by Coaxial Laser Cladding. Optik 2023, 282, 170839. [Google Scholar] [CrossRef]
- Tao, X.P.; Zhang, S.; Zhang, C.H.; Wu, C.L.; Chen, J.; Abdullah, A.O. Effect of Fe and Ni Contents on Microstructure and Wear Resistance of Aluminum Bronze Coatings on 316 Stainless Steel by Laser Cladding. Surf. Coat. Technol. 2018, 342, 76–84. [Google Scholar] [CrossRef]
- Ouyang, W.; Xu, Z.; Chao, Y.; Liu, Y.; Luo, W.; Jiao, J.; Sheng, L.; Zhang, W. Effect of Electrostatic Field on Microstructure and Mechanical Properties of the 316L Stainless Steel Modified Layer Fabricated by Laser Cladding. Mater. Charact. 2022, 191, 112123. [Google Scholar] [CrossRef]
- Wang, B.; Yao, B.; Han, Z. Annealing Effect on Wear Resistance of Nanostructured 316L Stainless Steel Subjected to Dynamic Plastic Deformation. J. Mater. Sci. Technol. 2012, 28, 871–877. [Google Scholar] [CrossRef]
- Jin, C.; Plucknett, K.P. Microstructure Instability in TiC-316L Stainless Steel Cermets. Int. J. Refract. Met. Hard Mater. 2016, 58, 74–83. [Google Scholar] [CrossRef]
- Pérez Escobar, D.; Wallaert, E.; Duprez, L.; Atrens, A.; Verbeken, K. Thermal Desorption Spectroscopy Study of the Interaction of Hydrogen with TiC Precipitates. Met. Mater. Int. 2013, 19, 741–748. [Google Scholar] [CrossRef]
- Niu, F.; Bi, W.; Li, C.; Sun, X.; Ma, G.; Wu, D. TiC Ceramic Coating Reinforced 304 Stainless Steel Components Fabricated by WAAM-LC Integrated Hybrid Manufacturing. Surf. Coat. Technol. 2023, 465, 129635. [Google Scholar] [CrossRef]
- Yuan, Q.; Chai, L.; Yang, T.; Wang, H.; Shen, J.; Guo, N.; Yin, X.; Xiao, J. Laser-Clad FeCrAl/TiC Composite Coating on Ferrite/Martensitic Steel: Significant Grain Refinement and Wear Resistance Enhancement Induced by Adding TiC. Surf. Coat. Technol. 2023, 456, 129272. [Google Scholar] [CrossRef]
- Chen, L.; Yu, T.; Chen, X.; Zhao, Y.; Guan, C. Process Optimization, Microstructure and Microhardness of Coaxial Laser Cladding TiC Reinforced Ni-Based Composite Coatings. Opt. Laser Technol. 2022, 152, 108129. [Google Scholar] [CrossRef]
- Zhicheng, L.; Dejun, K. Effects of TiC Mass Fraction on Microstructure, Corrosive–Wear and Electrochemical Properties of Laser Cladded CoCrFeNiMo High–Entropy Alloy Coatings. Tribol. Int. 2023, 186, 108640. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, Q.; Yu, Z.; Wang, H.; Zhang, T. Influence of Y2O3 Addition on the Microstructure of TiC Reinforced Ti-Based Composite Coating Prepared by Laser Cladding. Mater. Charact. 2022, 189, 111962. [Google Scholar] [CrossRef]
- Ding, Z.; Fang, Z.; Wang, G.; Wu, C.; Yang, S. Microstructure and Properties of Mo-Si-B-Y2O3 Composite Coating on Nickel-Based Alloy by Laser Cladding. Opt. Laser Technol. 2023, 164, 109473. [Google Scholar] [CrossRef]
- Zhang, B.; Liao, H.; Coddet, C. Microstructure Evolution and Density Behavior of CP Ti Parts Elaborated by Self-Developed Vacuum Selective Laser Melting System. Appl. Surf. Sci. 2013, 279, 310–316. [Google Scholar] [CrossRef]
- Ding, Y.; Bi, W.; Zhong, C.; Wu, T.; Gui, W. A Comparative Study on Microstructure and Properties of Ultra-High-Speed Laser Cladding and Traditional Laser Cladding of Inconel625 Coatings. Materials 2022, 15, 6400. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Yang, L.; Huang, Y.; Yuan, Y.; Jia, C. Effects of Y2O3 Addition on the Microstructure and Wear-Resistant Performance of TiN/TiB-Reinforced Ti-Based Laser-Clad Coatings on Ti-6Al-4V Alloys. Mater. Today Commun. 2021, 29, 102752. [Google Scholar] [CrossRef]
- Xu, Z.; He, Z.; Wang, Z.; Zhang, J. Effects of CeO2 on the Microstructure and Properties of Laser Cladding 316L Coating. J. Mater. Eng. Perform. 2019, 28, 4983–4990. [Google Scholar] [CrossRef]
- Du, M.; Wang, L.; Gao, Z.; Yang, X.; Liu, T.; Zhan, X. Microstructure and Element Distribution Characteristics of Y2O3 Modulated WC Reinforced Coating on Invar Alloys by Laser Cladding. Opt. Laser Technol. 2022, 153, 108205. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, Z.; Chen, J.; Qiao, Y.; Zhang, J.; Huang, Y. Effect of Rare Earth Oxides on Microstructure and Corrosion Behavior of Laser-Cladding Coating on 316L Stainless Steel. Coatings 2019, 9, 636. [Google Scholar] [CrossRef] [Green Version]
- Xia, M.; Liu, A.; Hou, Z.; Li, N.; Chen, Z.; Ding, H. Microstructure Growth Behavior and Its Evolution Mechanism during Laser Additive Manufacture of In-Situ Reinforced (TiB+TiC)/Ti Composite. J. Alloys Compd. 2017, 728, 436–444. [Google Scholar] [CrossRef]
- Rupert, T.J.; Schuh, C.A. Sliding Wear of Nanocrystalline Ni–W: Structural Evolution and the Apparent Breakdown of Archard Scaling. Acta Mater. 2010, 58, 4137–4148. [Google Scholar] [CrossRef]
- Köse, C. Characterization of Weld Seam Surface and Corrosion Behavior of Laser-Beam-Welded AISI 2205 Duplex Stainless Steel in Simulated Body Fluid. J. Mater. Sci. 2020, 55, 17232–17254. [Google Scholar] [CrossRef]
- KöSe, C. An Investigation of the Surface Characterization of Laser Surface Remelted and Laser Beam Welded AISI 316L Stainless Steel. Int. J. Electrochem. Sci. 2016, 11, 3542–3554. [Google Scholar] [CrossRef]
- Meng, G.; Li, Y.; Shao, Y.; Zhang, T.; Wang, Y.; Wang, F. Effect of Cl− on the Properties of the Passive Films Formed on 316L Stainless Steel in Acidic Solution. J. Mater. Sci. Technol. 2014, 30, 253–258. [Google Scholar] [CrossRef]
- Balaraju, J.N.; Ezhil Selvi, V.; Rajam, K.S. Electrochemical Behavior of Low Phosphorus Electroless Ni–P–Si3N4 Composite Coatings. Mater. Chem. Phys. 2010, 120, 546–551. [Google Scholar] [CrossRef]
- Zhang, H.; Zou, Y.; Zou, Z.; Shi, C. Effects of CeO2 on Microstructure and Corrosion Resistance of TiC-VC Reinforced Fe-Based Laser Cladding Layers. J. Rare Earths 2014, 32, 1095–1100. [Google Scholar] [CrossRef]
- Huang, Y.S.; Zeng, X.T.; Hu, X.F.; Liu, F.M. Heat Treatment Effects on EN-PTFE-SiC Composite Coatings. Surf. Coat. Technol. 2005, 198, 173–177. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | P | S | Si | N | Ti | Mn | Other |
|---|---|---|---|---|---|---|---|---|
| Q355B | 0.180 | 0.011 | 0.006 | 0.180 | 0.006 | 0.001 | 1.130 | 0.380 |
| Materials | C | P | S | Gu | Si | Ni | Mn | Mo | Cr |
|---|---|---|---|---|---|---|---|---|---|
| 316 L | ≤0.03 | ≤0.03 | ≤0.03 | ≤0.75 | 0.30–0.65 | 11.00–14.00 | 1.00–2.50 | 2.00–3.00 | 18.00–20.00 |
| Sample | Mixed Powders/wt% | Y2O3 Powder/wt% |
|---|---|---|
| S0 | 100 | 0 |
| S1 | 99 | 1 |
| S2 | 98 | 2 |
| S3 | 97 | 3 |
| Coating | Atomic Fraction/wt% | |||
|---|---|---|---|---|
| Fe | Cr | Ni | Ti | |
| S0 | 81.54 | 7.92 | 3.27 | 7.28 |
| S1 | 82.59 | 8.32 | 3.40 | 5.69 |
| S2 | 85.48 | 7.61 | 3.18 | 3.73 |
| S3 | 79.98 | 11.60 | 4.97 | 3.64 |
| Sample | S0 | S1 | S2 | S3 |
|---|---|---|---|---|
| Ecorr (V) | −1.010 | −0.925 | −0.941 | −0.929 |
| Icorr (A/cm2) | 7.762 × 10−5 | 2.014 × 10−5 | 3.215 × 10−5 | 3.819 × 10−5 |
| Sample | S0 | S1 | S2 | S3 |
|---|---|---|---|---|
| Rs/(Ω·cm2) | 9.47 | 7.984 | 10.06 | 9.09 |
| Rct/(Ω·cm2) | 1158 | 3176 | 1778 | 969.5 |
| CPE-T | 0.86478 | 0.87278 | 0.80353 | 0.8244 |
| CPE-P | 107.24 × 10−5 | 55.475 × 10−5 | 89.2 × 10−5 | 123.03 × 10−5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, D.; Shi, W.; Zhang, H.; Wu, T.; Diao, Y.; Li, K.; Lu, C. Effects of Y2O3 Content on Wear Resistance and Corrosion Resistance of 316L/TiC Coating Fabricated by Laser Cladding. Coatings 2023, 13, 1348. https://doi.org/10.3390/coatings13081348
Jia D, Shi W, Zhang H, Wu T, Diao Y, Li K, Lu C. Effects of Y2O3 Content on Wear Resistance and Corrosion Resistance of 316L/TiC Coating Fabricated by Laser Cladding. Coatings. 2023; 13(8):1348. https://doi.org/10.3390/coatings13081348
Chicago/Turabian StyleJia, Donghe, Wenqing Shi, Hao Zhang, Teng Wu, Yalong Diao, Kaiyue Li, and Chao Lu. 2023. "Effects of Y2O3 Content on Wear Resistance and Corrosion Resistance of 316L/TiC Coating Fabricated by Laser Cladding" Coatings 13, no. 8: 1348. https://doi.org/10.3390/coatings13081348